
Как припаять блок питания
Обновлено: 07.07.2024
Конечно, об этом писали реально 100500 раз. И гугл выдает огромное количество статей о том, как качество запаять по-быстрому проводочек, транзитор или чего там обычно паяют. Ниже я описываю свой подход и высказываю своё мнение, основанное на своём опыте паяльно-лудильных работ.
. Внимание, данные инструкции основаны на личном опыте ремонта АНАЛОГОВЫХ ЭФФЕКТОВ. Т.е. в основном мапятся на обычные, не смд девайсы.
Паяние - на 30% правильные инструменты, и на 70% - опыт. Ну, во всяком случае мне так кажется. Постараюсь рассказать обо всем по порядку.
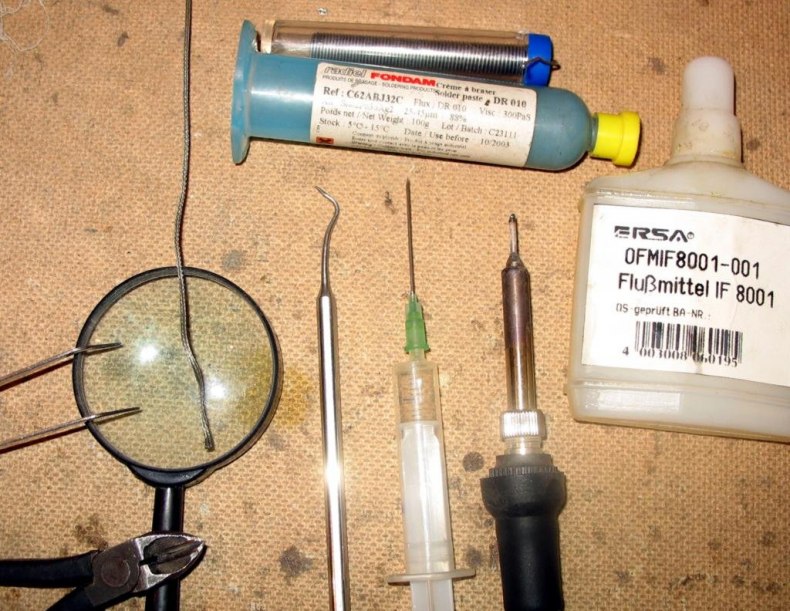
Инструменты для паяния гитарных педалей в частности это:
1. Припой - только хороший 60/40, только Asahi, только с флюсом внутри :)
2. Оплетка для снятия припоя - подойдет любая, 2-2.5мм шириной для начинающих.
3. Флюс - паяльный жир - наше всё. Нужен скорее для выпаивания элементов.
4. Канифоль - тоже иногда не повредит. Исключительно сорта "А".
5. Паяло - 25-40Вт, желательно с регулировкой температуры и её отображением. Lukey - вполне подойдет, Goot - вообще хорошо. Ещё нужно присмотреть жало, чтобы удобно паять. В стоке идёт тонкое, я добавляю "лопатку".
6. Очищающие средства для паяла - губка и латунная стружка в банке.
7. Очищающие средства для платы/пайки - изопропиловый спирт. Медицинский мне лично не катит, т.к. оставляет характерный белый мерзкий налёт.
Опыт - это количество паек. Это именно то, сколько раз вы ткнули паялом в плату.
Постараюсь описать идеальный с моей точки процесс, начиная с подготовки и заканчивая финалом - правильной пайкой.
1. Прогрев паяльника - включите станцию на температуру пайки. Для обычного припоя типа рекомендованного выше это около 350 градусов.
2. После прогрева перейдите к чистке жала, если на нем есть черный нагар. Просто несколько раз (до очистки жала) почистите его об латунную стружку (возвратно-поступательными движениями)
3. Снимите с жала окислы. Для этого достаточно кратким прикосновением протрите жало об мокрую губку
4. Залудите очищенное жало. Трубку припоя поднесите к жалу и растворите минимальное количество припоя на жале. Жало должно характерно блестеть, это видно на обучающих роликах
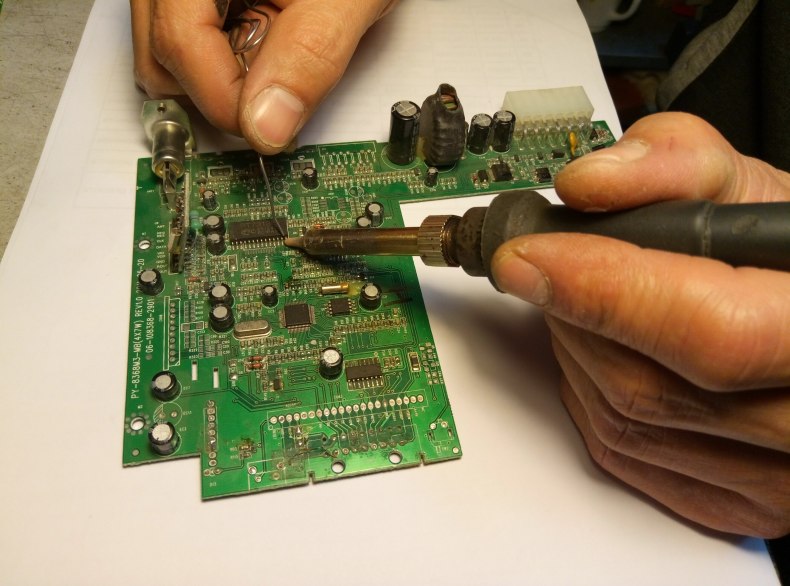
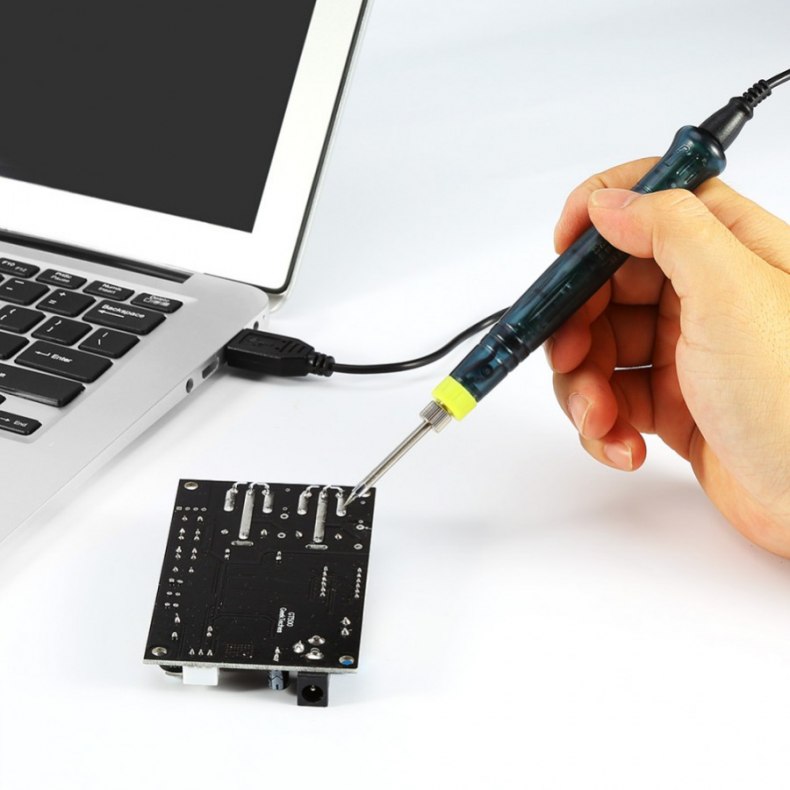
5. Поднесите жало паяльника и трубку припоя (да, в процессе участвуют ОБЕ руки) к месту пайки
6. Аккуратно приложите жало к месту пайки, чтобы нагреть его. В зависимости от массы может потребоваться до 2-3х секунд, для обычной пайки это буквально половина секунды
7. Приложите трубку припоя к месту соединения жала паяльника и места пайки. Припой должен начать плавиться. Контролируйте количество расплавленного припоя, дозируя количество расплава. В случае, если припой плавить на жале, а затем подносить к месту пайки, чтобы припой перетек на место пайки, это приведет к непропаю, загаживанию места пайки, выгоранию флюса, содержащегося внутри трубки припоя, и, как следствие, преждевременному загаживания жала паяльника.
8. Расплавливаемый припой должен принять форму аккуратной капли. Если получается "худая" капля - припоя мало, "толстая" - много
9. Уберите жало паяльника и дайте припою остыть. Поверхность остывшего припоя должна быть красивой, гладкой и блестящей. В случае крошения/кристаллизации нарушены условия процесса
10. Повторите процесс 10 тысяч раз. Постепенно будет получаться всё лучше и лучше :)
Опционально - смывка остатков флюса с платы. Он выглядит как блестящее пятно вокруг свежей пайки, может также выглядеть непонятными брызгами капель. Не все флюсы пассивны, некоторые со временем могут вообще разъесть пайку. Поэтому для хорошего девайса можно потратить немного спирта. Достаточно смочить любой ватный тампон и хорошенько протереть плату.
Также после чистки можно побрызгать плату защитным лаком, чтобы она не тускнела (медь/пайка не оксидировала) - это улучшит ремонтопригодность и срок службый/надежность девайса.
Опыт можно получить из также из видео. Ниже прекрасные обучающие видосики, рекомендую! (вообще это части одного фильма, однако выбраны специально, т.к. считаю часть из них неактуальной):
Вы можете написать сейчас и зарегистрироваться позже. Если у вас есть аккаунт, авторизуйтесь, чтобы опубликовать от имени своего аккаунта.
Примечание: Ваш пост будет проверен модератором, прежде чем станет видимым.
Последние посетители 0 пользователей онлайн
Одну полуволну диод заблокирует, а вторую-то всё равно пропустит.

Да, только у меня корзинка куда-то пропала из редактора.

Да, так. И клип в районе 18 эфф. На своем экране показывает. ХЗ как написать.

Солнцев отказался от вольтодобавки. Видимо потому что применённые в ВК составные, вывозят за счёт высокой беты по току и без того неплохие параметры. Это логично, если ещё вспомнить и про специфические искажения электролитов. Но, КМК, использование электролитов в цепях с высоким напряжением поляризации (не милливольты) , собственная линейность такого решения будет сильно лучше чем применение ИТ в этом узле. Практика показывает что линейность ИТ в этой нагруженной цепи, заметно хуже и сложней, одиночного конденсатора. Поэтому - попробовать стоит) ИМХО)

шо просил,, то и получил, при 12в как раз будет 8в. пересчитать добавочное сопротивление по формуле Rd=(Uпит/Uk-1)*Rk ,где Rk,Uk - сопротивление и требуемое напряжение катушки R1=R2=Rd/2 R3=R4=2*Rd с какого ты их туда поставил?

А какое питание ? Я на вашей схеме не углядел никаких конденсаторов в анодном питании. Вполне возможно, что влияние происходит именно по питанию. Попробуйте воткнуть конденсатор микрофарад на 100 между этой точкой и землёй.
Пайка применяется для соединения проводов и радиотехнических деталей. Обеспечивает надёжное соединение компонентов и проводимость электрического тока между ними. С помощью пайки можно соединять радиодетали из меди, алюминия и других токопроводящих металлов.

Для классической пайки применяется паяльник. С его помощью можно выполнять большинство работ практически с большинством элементов. Технология предполагает нагрев точек контакта и заполнение пространства между ними припоем.
Содержимое обзора
Инструменты и материалы
Для пайки требуется высокотемпературный источник тепла. Самый распространённый тип такого оборудования – паяльник.

Используется для выполнения таких работ:
- Монтаж и восстановление всевозможных электронных схем;
- Сборка и ремонт электротехники;
- Лужение различных деталей, использующихся в электрических цепях.








Паяльник
Классический ручной паяльник применяется для:
- Нагрева соединяемых деталей;
- Расплавления припоя;
- Нанесения расплавленного припоя на детали.

Конструкция паяльника включает такие элементы:
- Нагреватель из нихрома (спиральный или керамический);
- Жало, как правило, из меди;
- Ручка из пластика или дерева;
- Металлический кожух, в котором находится нагреватель и жало.
В зависимости от модели и функциональности паяльник может иметь различные дополнительные компоненты, такие как регулятор мощности и температуры, кнопка включения, гнездо для смены жал и другие. Бытовые паяльники работают от стандартной сети 220 В.

Припой
Припой – это оловянно-свинцовый сплав, продающийся, как правило, в виде проволоки разного диаметра.

Существует также трубчатый припой, представляющий собой проволоку, внутренняя полость которой заполнена флюсом.

Исходя из состава, припой может иметь разную маркировку, например, ПОС-60, где:
- П – припой;
- ОС – оловянно-свинцовый;
- 60 – 60% олова в составе.

Чем больше свинца и, соответственно, меньше олова содержится в припое, тем легче он плавится. Существуют также бессвинцовые припои, для расплавления которых требуется специальное высокотемпературное оборудование или паяльник повышенной мощности. Могут использоваться различные добавки, чаще всего кадмий и алюминий.

При пайке обязательно используется флюс, выполняющий такие функции:
- Растворение окислов на поверхности монтажных элементов;
- Улучшение соединения между припоем и монтажными компонентами;
- Способствование растеканию припоя небольшим слоем по поверхности контактных деталей.

Самый популярный флюс – канифоль. Подходит для проводов и крупных радиодеталей. Спиртовой раствор канифоли можно применять для пайки практически любых плат. Для микросхем и мелких деталей обычно используют специализированные пастообразные флюсы.

Флюсы бывают активными и неактивными. Активные после работы нужно обязательно смывать, поскольку они способны разъедать токопроводящие элементы, особенно сделанные из меди.

Оплётка для удаления припоя
Чтобы убирать лишний припой с области пайки, используется медная оплётка. Представляет собой плоскую косичку из тонкой медной проволоки. Прикладывается к месту пайки и при нагревании паяльником впитывает в себя лишний припой.

Может отличаться шириной, стандартный размер составляет 5 мм. Вместо покупной оплётки можно использовать экранирующую сетку от старого коаксиального (антенного) кабеля.

Выбор мощности паяльника
Мощность паяльника необходимо подбирать исходя из специфики работ:
- От 20 до 50 Вт – для плат, мелкой электроники и тонких проводов;
- 100 Вт – для медных слоёв толщиной до 1 мм;
- От 200 Вт – для крупных деталей и проводов.






Мощность всегда указывается на упаковке устройства. В большинстве моделей она также указана на рукоятке.
Подготовка паяльника и деталей
Если паяльник новый, его нужно включить на несколько минут и дать поработать «вхолостую». Это необходимо для выгорания заводской смазки. При такой подготовке паяльник может дымить, поэтому не стоит пугаться.
Обычно паяльники продаются уже с залуженным (покрытым слоем олова) жалом. Если жало непокрыто, его нужно слегка зачистить наждачной бумагой, нагреть, затем окунуть в флюс и покрыть припоем.

Иногда даже лужёное жало необходимо перед пайкой слегка зачистить. В процессе работы жало покрывается оксидной плёнкой, из-за которой ухудшается прилипание припоя. Для этого его слегка счищают наждачной бумагой или тряпочкой, в зависимости от степени загрязнения.

Для подготовки деталей необходимо:
- Снять изоляцию (если паяются провода).
- Обезжирить.
- Покрыть деталь флюсом.
- Залудить с помощью паяльника.

Далее можно непосредственно приступать к пайке. Лудить обычно необходимо обе детали. Для удаления окислов можно использовать жало паяльника, наждачную бумагу или острый нож.






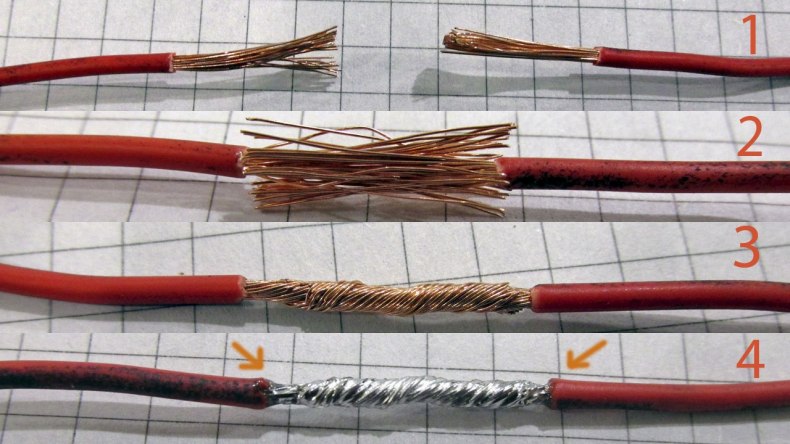
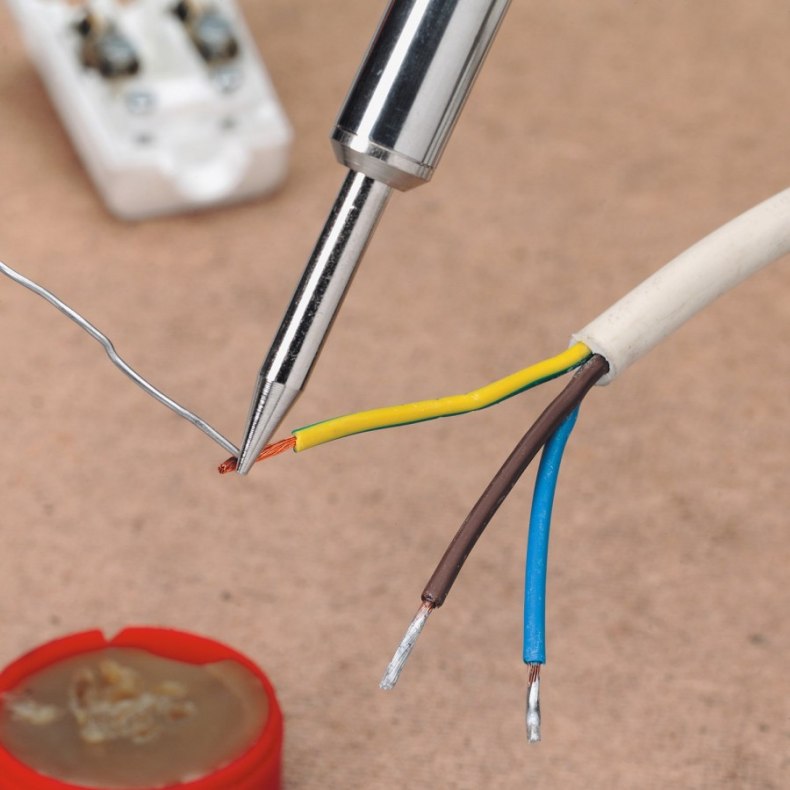
Техника пайки проводов
Порядок действий, как правильно паять провода:
- Удалить изоляцию на нужную длину, обычно 3-5 см.
- Если нужно, зачистить и обезжирить жилы (в зависимости от типа провода).
- Плотно скрутить провода между собой.
- Покрыть место пайки флюсом.
- Набрать припой на жало и пропаять скрутку. Важно равномерно прогреть провода, чтобы припой покрыл все поверхности и заполнил полости.
- Изолировать полученное соединение с помощью термоусадочной трубки (надевать нужно перед пайкой) или обычной изоленты.

Существуют разные способы соединения и пайки проводов. Их не всегда обязательно скручивать. Если жилы мягкие, к примеру из меди, их лучше скрутить для надёжности контакта.

Если провода твёрдые и хрупкие, их можно приложить друг к другу, а затем спаять без скрутки. Это исключит риск перелома в процессе скручивания.
При пайке без скрутки крайне рекомендуется предварительно залудить оба провода. Инструкция, как залудить провода паяльником:
- Очистить каждый провод от изоляции.
- При необходимости снять лаковое покрытие с проводов. Это лучше всего делать острым ножом или наждачной бумагой.
- Обработать жилу флюсом.
- Равномерно нанести расплавленный припой на поверхность с помощью паяльника.

Правильно залуженный провод должен быть полностью покрыт слоем припоя. Далее эти провода скручивают или плотно прикладывают друг к другу, и пропаивают. При этом не нужно использовать много припоя, поскольку каждый из проводов уже им покрыт.

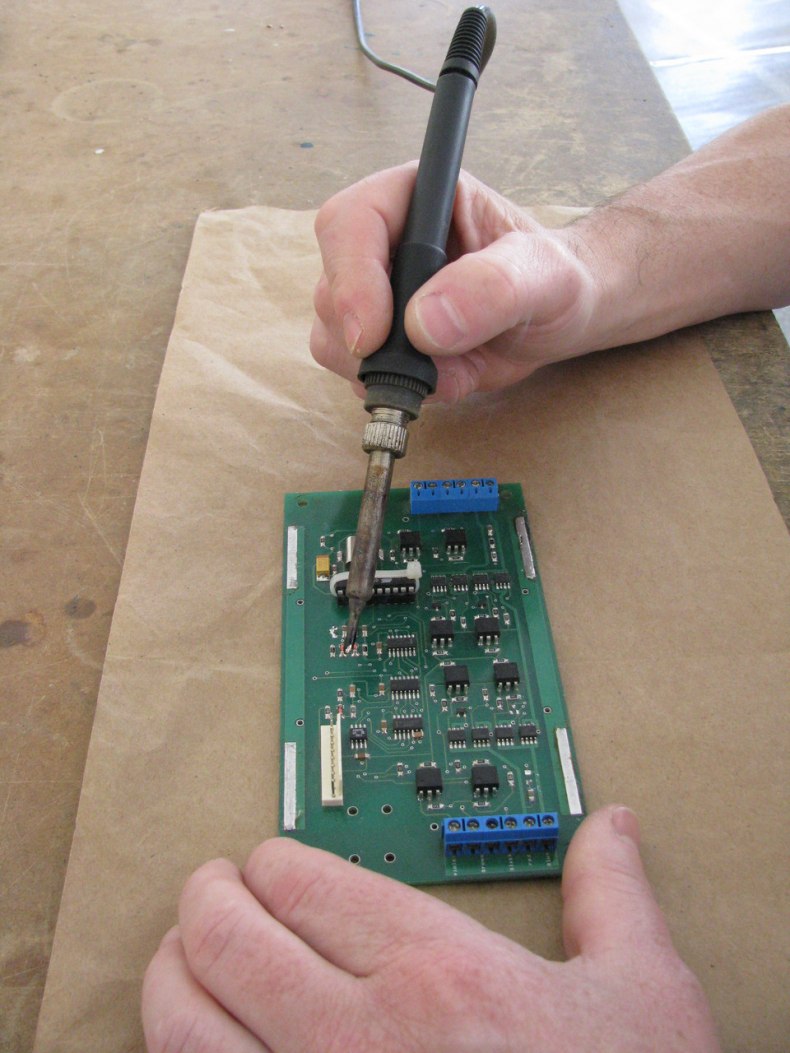
Пайка плат
Как правило, на платах радиодетали припаиваются к токоведущим дорожками или специальным «пятакам». Если дорожки уже покрыты оловом (имеют серый цвет), их не нужно предварительно лудить.

Если они имеют желтоватую окраску, сначала их необходимо покрыть флюсом, а затем залудить паяльником по аналогии с проводами. После этого можно припаивать детали.
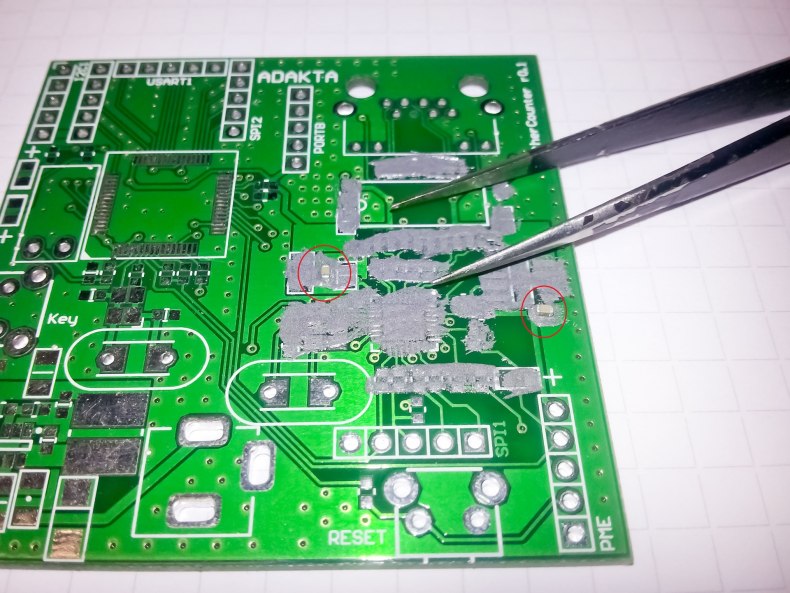
Инструкция, как правильно паять детали к плате:
- Пинцетом отогнуть выводы на детали так, чтобы они ровно прилегали к дорожкам (пятакам) или попадали в посадочные пазы.
- Ровно зафиксировать деталь с помощью пинцета.
- Обработать место пайки флюсом.
- Набрать на жало небольшое количество припоя и приложить его к точке пайки.
- Дождаться равномерного распределения припоя. Не стоит держать паяльник слишком долго, из-за перегрева деталь может выйти из строя. Чтобы деталь не сдвинулась с посадочного места, её следует придерживать пинцетом.
- После остывания промыть место пайки от остатков флюса. Для этого оптимально использовать спирт (этиловый или изопропиловый) либо бензин «Галоша».
При необходимости контакты можно покрыть защитным лаком для плат. Это необходимо для защиты от влажной среды и предотвращения риска замыкания при соприкосновении с другими поверхностями.
Распространённые проблемы
Часто начинающие сталкиваются с такими сложностями при пайке:
- Недостаточный прогрев компонентов. Из-за нехватки температуры происходит «холодная» пайка. Определить её можно по тусклому цвету припоя в месте пайки и его лёгкой разрушаемости при механическом воздействии.
- Перегрев деталей. В данном случае поверхность вовсе не покрывается припоем.
- Смещение деталей до застывания припоя, что часто приводит к разрыву контакта.

Для устранения данных проблем необходимо произвести повторную пайку.





Если происходит перегрев, нужно сократить время пайки или использовать менее мощный паяльник. При холодной пайке наоборот нужно использовать паяльник более высокой мощности.
При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Суть технологии пайки заключается в нагреве зоны контакта с последующей ее заливкой жидким металлическим легкоплавким припоем. После остывания расплав обеспечивает электрический контакт. Перед тем как припаять провода, обычно необходима дополнительная обработка соединяемых поверхностей (чаще всего т.н. лужение проводов), что гарантирует долговременную стабильность.
При отсутствии вибраций и ударных нагрузок для мелких деталей достигается неплохая прочность соединения. Во всех прочих случаях паяют с дополнительной фиксацией.
Что может понадобиться для пайки?
Для пайки требуется источник тепла. Можно паять с использованием открытого пламени, электрической спирали, а также луча лазера. Последний позволяет паять даже чистым металлом. Дома пользуются преимущественно электрическим паяльником. Он предназначен для:
- монтажа и ремонта различных электронных схем;
- конструирования и ремонта электротехнического оборудования;
- лужения слоем припоя различных металлических изделий.
Паяльник
Паяют ручным паяльником, который используют для:
- прогрева соединяемых компонентов;
- нагрева припоя до перехода его в жидкое состояние;
- нанесения жидкого припоя на соединяемые элементы.
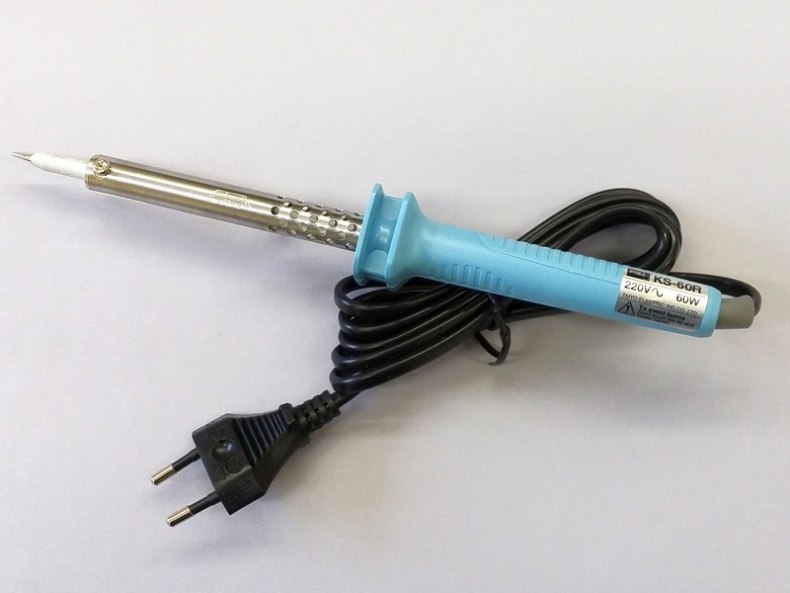
Паяльник, который изображен на рисунке 1, содержит:
- изолированный слюдяной пленкой или стеклотканью спиральный нагреватель из нихромовой проволоки;
- медное жало, которое расположено внутри спирали;
- пластиковую или деревянную рукоятку;
- корпус для размещения жала паяльника и спирали.
Подключение к электрической сети производят кабелем длиной примерно 1 м, который через ограничитель радиуса изгиба выходит из задней части рукоятки.
Деревянная или пластиковая рукоятка имеет форму простой ручки. Электронные схемы паяют изделиями небольшой мощности, оборудованных пистолетными рукоятками с кнопкой-курком для быстрого разогрева жала. Один из вариантов такого инструмента показан на рисунке 2.

Рисунок 2. Радиомонтажный паяльник пистолетного типа
Бытовые паяльники предназначены для подключения к сети напряжением 12 и 220 В.
Припой
Паяют припоем – сплавом олова со свинцом, возможны добавки иных металлов. Припой имеет форму трубки или проволоки различного диаметра. Трубчатый припой заполнен внутри канифолью, паять с его помощью более удобно.
Свинец вводят в сплав для уменьшения стоимости. Его удельное содержание различно, что прямо отражается в марке. Например, ПОС-61 (очень популярный третник) означает:
В быту паяют сплавами с уменьшенным содержанием олова, лужение посуды целесообразно выполнять составом ПОС-90.
Кроме того, паяют мягкими и твердыми припоями. Мягкие составы имеют температуру плавления менее 450, остальные относят к твердым. Температура плавления припоя ПОС-61 составляет 190 – 192 °С. Из-за сложностей разогрева высокотемпературную пайку с привлечением твердых припоев электрическим инструментом не выполняют.
Составами с добавлением легкоплавких металлов: алюминия и кадмия – паяют алюминий. Из-за повышенной токсичности паять с их помощью можно только при отсутствии альтернативы.
- растворение окисных пленок на поверхности соединяемых деталей;
- хорошее сцепления с ними паяльного сплава;
- улучшение условий растекания сплава по поверхности тончайшим слоем.
Обычно в этом качестве используют канифоль, а также составы на основе ее смеси со спиртом, глицерином и цинком. Канифоль имеет температуру размягчения чуть выше 50°С, при 200°С кипит. Химически канифоль довольно агрессивна по отношению к металлам и гигроскопична, при насыщении влагой быстро увеличивает проводимость. В зависимости от добавок и их концентрации демонстрирует свойства нейтральных или активных флюсов.

Канифоль и припой
Канифольный флюс продается в виде порошка, кусками или раствора канифоли.
Серебро, нержавеющую сталь и некоторые другие металлы можно паять только с помощью специальных флюсов (известны как кислотные флюсы или паяльные кислоты).
Некоторые монтажники, которые паяют провода, для улучшения качества облуживания выполняют предварительный нагрев на таблетке аспирина, пары которого выполняют функции флюса.
Паяльные пасты
Паяльная паста это композиция из припоя и флюса. Ею паяют в труднодоступных местах, а также при установке безвыводных электронных элементов. Состав наносят на компонент, который затем просто прогревают жалом.
Пасту можно изготовить самостоятельно. Для этого оловянные опилки смешивают с жидким флюсом до гелеобразной консистенции. Хранят пасту в герметичной упаковке, срок годности из-за окисления олова не превышает шести месяцев.
Подставка для паяльника
Паяют жалом, нагретым до высокой температуры, поэтому в перерыве инструмент оставляют на подставке. Для мощных паяльников ее выполняют с двумя опорами: задняя для рукоятки, передняя – для корпуса. Опоры монтируют на фанерном основании, которое используют служит для:
- установки коробки с канифолью;
- хранения проволоки припоя (пример приведен на рисунке 3);
- чистки жала.
Рисунок 3 показывает, что подставка не требует дефицитных материалов, может быть изготовлена своими руками.

Рисунок 3. Самодельная подставка для мощного паяльника
Для устройств малой мощности часто применяют конусообразный держатель (обычный или спиральный, что показано также на рисунке 3), в которую инструмент вставляют жалом.
Старшие модели подставок снабжают регулятором рабочей температуры, ЖК дисплеем для индикации температуры жала, рисунок 4. Подобный паяльный инструмент часто называют паяльной станцией.

Рис. 4. Пример паяльной станции с индикатором
Оплетка для удаления припоя
С оплеткой паяют в тех случаях, когда необходимо удаление припоя с печатной платы при демонтаже деталей. Представляет собой плотную сетку из покрытых флюсом тонких медных проволок.
Принцип действия основан на поверхностном эффекте: сетка «впитывает» припой, расплавленный на печатной плате, за счет капиллярных сил.
Обычно ширина оплетки составляет около 5 мм, поставка рулонная в корпусе диаметром примерно 5 см.
Функции удаления припоя может выполнять внешняя оплетка старого гибкого коаксиального кабеля.
Меры безопасности
Соблюдение техники безопасности:
- способствует защите от термических ожогов;
- предотвращает возникновение пожара;
- защищает от поражения электрическим током.
Прежде чем начинать паять, следует убедиться в исправности кабеля питания. Жало не должно касаться поводов, а также прочих предметов. Паяльник необходимо всегда класть на подставку. Запрещается касаться его корпуса, брать инструмент можно только за ручку.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Пошаговая техника пайки проводов
Пайку проводов выполняют в такой последовательности:
- Снимают изоляцию на длине 3-5 см (на проводах большего диаметра длина удаляемого участка больше).
- При необходимости зачищают и обезжиривают соединяемые жилы.
- Формируют плотную скрутку проводов.
- Обрабатывают полученный сросток флюсом.
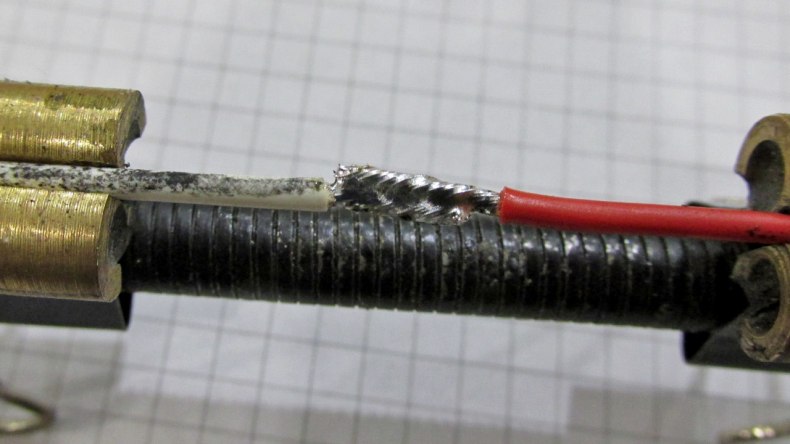
- Набирают на жало припой и паяют скрутку, прогрев продолжают до полного растекания; при необходимости повторяют несколько раз. Припой должен заполнить все полости сростка так, как это показано на рисунке 6.
- Полученный сросток изолируют.
Пайка алюминиевых проводов друг с другом, а также с медными не имеет принципиальных отличий за исключением более сложной процедуры облуживания.
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
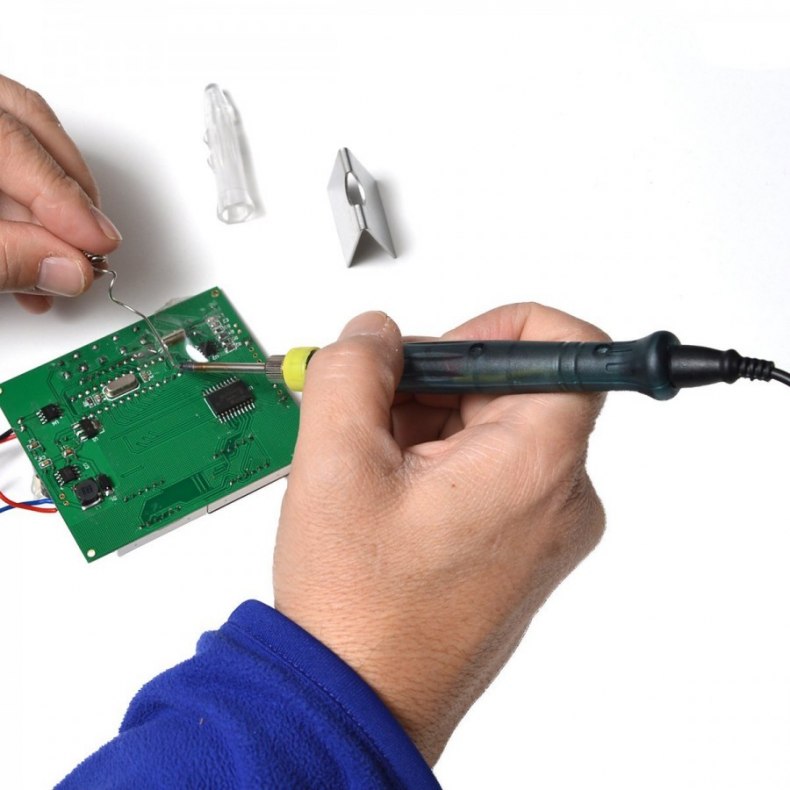
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.
Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.

Рис. 8. Вариант исполнения паечного пинцета
На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
Заключение
Соединение пайкой обеспечивает высокое качество в сочетании с технологичностью. Процедура проста в реализации (научиться паять можно за пару часов), но необходимо аккуратно выполнять нескольких последовательных операций, тщательно соблюдая технологию работы.
Правильно паять можно только при наличии исправного инструмента.
Возможные проблемы при пайке Паяют всегда со строгим соблюдением правил техники безопасности.
Читайте также: