
3d принтер anycubic photon s обзор
Обновлено: 19.05.2024
Наконец-то к нам на тестирование попал фотополимерный принтер Anycubic Photon S. Это обновленная и усовершенствованная версия очень популярного, и можно даже сказать, народного LCD принтера Photon.
Anycubic давно зарекомендовали себя, как надежные, простые и не дорогие принтеры, которые на все 100% стоят своих денег. Первый Photon пользовался огромной популярностью не только как домашний принтер для самодельщиков и энтузиастов, но даже мог вполне выполнять профессиональные задачи для ювелиров или стоматологов.
Также, как и предшественник, Photon S поставляется в небольшой коробке уже готовым работе. В комплекте есть шестигранники, маленькая отвертка, несколько запасных болтиков, резиновые перчатки, маска, USB-флешка, пластиковый шпатель, фильтры для процеживания смолы, запасная FEP-пленка для ванной и бутылка фирменной зеленой смолы Anycubic объемом 250 мл.
Достав принтер из коробки, сразу видим первое отличие. Корпус Photon S сделан из пластика.
Сомнительное улучшение, у Photon он был металлическим. Вроде пластик качественный и приятный на ощупь, но жесткости ему явно не хватает. Принтер кажется слишком легким и хлипким. Крышка вообще ходит ходуном и кажется, что при неаккуратном движении можно ее просто отломать.
Ну да ладно, ронять или бить принтер в любом случае не стоит. А если аккуратно с ним обращаться, ничего отламываться не должно.
Окошки в принтере стали больше, это удобно, хотя и раньше было видно все что нужно.
Спереди пропала ручка, крышка теперь открывается за выступ внизу. Это ни плохо, ни хорошо, просто немного иначе.
Также пропали ручки по сторонам. Видимо Anycubic решили, раз принтер стал легче, можно его поднимать и без ручек.
Все разъемы и кнопки остались на своих местах. Сзади разъем для подключения блока питания, тут он 12 вольт 6 ампер. Справа кнопка включения-выключения и порт USB для флешки.
Ванна для смолы тоже не претерпела никаких изменений. Она фиксируется в принтере двумя болтиками.
Печатная платформа немного изменилась. Нижняя часть теперь не анодированная, а поверхность стала немного шероховатой, это должно улучшить адгезию деталей к платформе.
Следующее очевидное отличие – это конечно две рельсы оси Z по сторонам от винтового вала. Это улучшение должно обеспечить более стабильное перемещение по оси Z и избавить от возможного воблинга. Хотя и на первой версии все работало достаточно хорошо.
Там же у задней стенки появился второй воздушный фильтр. Теперь они с двух сторон и должны лучше очищать выходящий из принтера воздух. Опять же, раньше с этим тоже не было особых проблем.
И последнее очевидное изменение – это немного поменялся интерфейс сенсорного LCD экрана. Кстати, работает он без нареканий. Отклик хороший. Весь необходимый функционал присутствует.
Разрешение LCD экрана осталось прежним, 2560 на 1440 пикселей. Сам экран небольшой и размер каждого пикселя составляет всего 47 микрометров.
Область печати по осям X и Y тоже не изменилась, 115мм на 65 мм. А вот ось Z увеличилась, и теперь можно печатать модели высотой 165мм вместо 155мм на первом Photon-е.
Для того чтобы приступить к печати – нужно просто откалибровать печатную платформу. Делается это аналогично первому Photon-у и большинству подобных принтеров. Выкручиваем болтики, удерживающие ванну, и снимаем ее.
С помощью шестигранника из комплекта сверху нужно ослабить болт, фиксирующий платформу, так чтобы она могла двигаться.
После этого, через меню принтера заходим в Tools – Move Z и нажимаем кнопку домой. Ось опустится до оптического концевика, который находится внизу и остановится в нескольких миллиметрах от LCD экрана.
На экран кладем листок бумаги и аккуратно опускаем платформу вниз, сначала по миллиметру, потом по десятой миллиметра. До тех пор, пока листок бумаги между платформой и экраном не начнет двигаться с небольшим сопротивлением. Аккуратно равномерно прижимаем платформу к листку бумаги и закручиваем фиксирующий болтик.
Теперь нужно вернуться меню Tools, и нажать на кнопку Z=0.
С этого момента платформа выставлена параллельно экрану и принтер знает на какой высоте у него находится нулевая точка. Калибровка завершена. Можно залить смолу и приступить к печати. Не забудьте взболтать бутылку перед этим.
Для подготовки моделей к печати Anycubic предлагает использовать свой слайсер Photon WorkShop.
Назвать его удобным и многофункциональным язык не поворачивается. Есть только самое необходимое. Настройки печати и принтера минимальные, но их вполне достаточно. Очень не хватает возможности создавать профили печати для разных смол и слоев. Приходится запоминать их или записывать где-нибудь. Эту проблему частично решает тот факт, что Photon-ы очень популярны, и в интернете есть готовые таблицы с параметрами печати для разных типов смол.
Эти таблицы, конечно, сделаны для первой версии принтера, но в качестве опорных значений параметры подойдут и для Photon S.
В случае, если необходимой смолы нет в таблице, или же вы хотите самостоятельно подобрать параметры, в последних прошивках есть очень удобный тест времени засветки, но о нем немного позже.
Из интересного, есть возможность использовать сглаживание (Anti-alias). Эта функция должна сглаживать поверхность модели, избавляя от проявления пикселизации экрана. Это мы тоже постараемся проверить в тестах.
Настройки поддержек гибкие, их интерфейс очень похож на слайсер Chitubox. Можно отдельно менять параметры разных участков поддержек: рафта, низа, середины и верха. И есть выбор из трех готовых пресетов: легкие, средние и тяжелые. В автоматическом режиме поддержки расставляются плохо, обязательно нужно их проверять и редактировать вручную.
В крайнем случае, всегда можно подготовить модель и расставить поддержки в Chitubox, сохранить как STL., а Photon Workshop использовать только, чтобы нарезать модель на слои.
С заводской прошивкой можно было нарезать модели сразу в Chitubox, он сохраняет файл в формате *.photons. Но после установки на принтер последней прошивки, принтер перестал видеть такие файлы, только *.pws
Для смолы, которая идет в комплекте с принтером подходят настройки, которые по умолчанию выставлены в слайсере. Это 60 секунд засветки для первых слоев и 8 секунд для всех остальных.
Недолго думая, мы напечатали несколько моделей этой смолой со стандартными параметрами слоем 0.05мм. Первым напечатали кольцо со львом. Оно получилось отлично. Несмотря на то, что смола прозрачная, все детали очень хорошо пропечатались.
Затем напечатали маленькую ладью Make:Rook. С ней тоже не возникло проблем. Высотой она всего 24мм. Поверхности получились гладкими и ровными. Ступеньки и спираль ДНК внутри пропечатались отлично. Во время печати один раз ставили на паузу, из-за этого на 6-ти миллиметрах получилась полоса. Буквы сверху немного смазаны, но при этом читаемы не вооруженным глазом. В целом ладья получилась очень достойно.
Далее на печать отправился небольшой тест от Ameralabs. Это маленький город с кучей сложных элементов разного размера и под разными углами. К нему тоже нету претензий. Несмотря на его размер (всего 30х10х15 миллиметров), сложность, прозрачность смолы (прозрачные смолы сильно подвержены паразитной засветке), пропечатались почти все мельчайшие элементы. На паре домов не видно окошек и есть одна небольшая горизонтальная полоска на поверхности. В остальном все хорошо.
И еще одна модель из комплектной смолы – капитан Mack Rhukta с сайта Myminifactory. Целиком он не влез на печатную платформу, пришлось его уменьшить до 70мм в высоту. Печатали наклоненным назад на легких поддержках, расставленных в Chitubox. Поддержки выдержали, ничего не отвалилось и не отломалось. Но капитан получился хуже, чем мы ожидали. Мелкие детали, такие как плетеные ремни и волосы, к сожалению, сгладились. Модель получилась как будто немного замыленной. На одном плече довольно сильно видна слоистость. К тому же поверхность получилась местами глянцевой, а местами матовой. Возможно, причиной этому послужили довольно большие плоскости слоев. Из-за этого принтеру было сложно отрывать модель от пленки ванной. На матовой поверхности такие дефекты не были бы так сильно заметны. Но на глянцевой смоле, которая, кстати, на такой модели смотрится почти черной, переходы видно сильно.
После этого перешли на другую смолу – Monocure Gun Metal Gray.
В таблице смол, про которую говорили раньше, она есть, но мы решили проверить на ней тест времени засветки. Это очень интересная и полезная функция, которая должна экономить кучу времени, которое обычно уходит на подбор параметров для новой смолы.
Стоит обратить внимание, что данная функция работает только с последними версиями прошивки и слайсера. Установить на принтер новую прошивку совсем не сложно. На сайте Anycubic, со страницы Photon S нужно скачать архив. В нем будет два файла с расширением *.bin. P_V – это прошивка самого принтера и P_UI - это прошивка оболочки экрана. Чтобы все установить, нужно записать эти файлы на USB-флешку, желательно чтобы кроме них там больше ничего не было. Вставить флешку в принтер, зайти в меню Print. И запустить на «печать» сначала файл P_V (на момент нашего тестирования это P_V341.bin), дождаться его установки.
И после этого также запустить файл P_UI (на момент тестирования P_UI_2_6.bin).
Когда последняя прошивка установлена, можно перейти к тесту. Готовый нарезанный файл с тестом можно скачать с сайта Anycubic, он будет в архиве вместе со слайсером. Файл называется R_E_R_F, эта аббревиатура расшифровывается как Resin Exposure Range Finder, переводя дословно на русский Поисковик Диапазона Засветки Смолы. Суть его в том, что одновременно печатается 8 одинаковых тестовых моделей, определенным образом размещенных на платформе. Тесты пронумерованы и каждый из них печатается с разным временем засветки.
Готовый pws файл расчитан на диапазон от 4-х до 11 секунд, то есть блок под номером один печатается с временем засветки 4 секунды, второй – 5 секунд, третий – 6 и так далее. Данный диапазон не очень удобен, так как 4 секунды на этом принтере для большинства смол будет маловато. Редактировать параметры готового pws файла можно, но это крайне неудобно, нужно менять настройки для каждого слоя в отдельности. Но мы нашли STL модель, которую можно настроить самостоятельно.
Добавляем ее в Photon Workshop, поворачиваем ее блоком с номером 1 к началу координат. И задаем в поле Normal Exposure Time время засветки для первого блока, например, 6 секунд. Самое главное, сохранить этот файл с именем R_E_R_F.pws. Тогда слайсер сделает так, что второй блок будет печататься с засветкой 7 секунд, третий – 8 и так далее до 13 секунд.
В итоге буквально через час мы получаем сразу 8 тестов, из которых нужно выбрать один, который лучше всего напечатался.
Этот выбор тоже не совсем однозначный. Тонкие торчащие элементы при увеличении засветки пропечатываются лучше, но при этом мелкие отверстия начинают закрываться. На нашем тесте при 6 секундах прорези сверху почти все пропечатались, а маленькие столбики получились не все.
При этом на 13 секундах все столбики на месте, но почти все прорези закрылись.
Поэтому мы выбрали средний результат - 10 секунд.
Так как во время этого теста некоторые элементы могут не удержаться на модели и упасть в ванну со смолой. После него нужно обязательно слить и профильтровать смолу, которая осталась. Для этого пригодятся фильтры, которые идут в комплекте. Для удобства можно использовать еще воронку, которую придется купить отдельно. То же самое нужно делать, если вдруг во время печати что-то пошло не так, например, модель отломалась от поддержек или отклеилась от платформы.
Профильтровали смолу и сразу же отправили на печать большую, по меркам этого принтера, модель чужого. Модель довольно сложная и интересная. Повернули модель и расставили поддержки тоже в Chitubox. Время засветки, полученное в результате тестов – 10 секунд.
Чужой напечатался, правда не без проблем. На высоте около 4 сантиметров видны полосы. Есть два варианта, почему это произошло. Либо ось Z поднималась не равномерно, что маловероятно. Никаких люфтов нет, винтовой вал нигде не закусывает, и на модели Mack Rhukta на такой же высоте никаких смещений не было. Скорее всего в этом месте модель так сильно прилипала к пленке экрана, что при подъеме немного сместилась. Некоторые поддержки отломались, какие-то из них на саму модель не повлияли. Но один из локтей немного сплюснулся.
После этого залили в Photon S стоматологическую смолу Uniz zDental Model Sand. Чтобы определить для нее время засветки также напечатали R_E_R_F тест, такой же как и для Monocure, от 6 до 13 секунд. Первые 4 теста получились совсем вялыми. 13 секунд уже почти хватило, но немного не достаточно.
Накинули еще одну секунду и напечатали модель челюсти. Один зуб и два колпачка для него печатались отдельно. Время печати составило 5 часов слоем 0.05мм. И тут нас ждал приятный сюрприз.
Все поддержки получились просто идеально, ни одна не отломалась. Все поверхности просто до неприличия гладкие, даже блестят и переливаются. Никакого воблинга нет. Слои практически не различимы. Просто загляденье. Зуб и колпачки тоже получились отлично.
Но самый главный вопрос, вставляется ли зуб на свое место в челюсти. Как оказалось, с трудом. Пришлось совсем чуть-чуть пройтись по месту крепления скальпелем. И после этого зуб начал подходить как влитой. Колпачки на него оделись хорошо без какой-либо постобработки.
Напоследок мы решили проверить, как работает сглаживание Anti-alias. Разрешение экрана Photon S довольно высокое для такой диагонали, и пикселизация на моделях проявляется мало. Чтобы иметь возможность ее нормально заснять, пришлось сделать небольшую тестовую модель с очень плавным изгибом.
Без сглаживания на ней довольно отчетливо видны переходы по пикселям LCD экрана, как по оси Х так и по Y.
Но стоило включить в слайсере Anti-alias, даже с 2X результат сразу очевиден. Переходы стали значительно меньше.
При 4X они уже практически не различимы не вооруженным глазом.
Что уж говорить о 8X, с ним поверхность почти идеально гладкая.
Как это работает в техническом плане, мы так и не поняли. Возможно, на сложных моделях с деталями использовать эту функцию не стоит, так как она будет смазывать мелкие элементы. Если вы знаете алгоритм работы такого сглаживания, пишите в комментариях, нам будет очень интересно.
Anycubic Photon S заслуженно можно считать лучшим LCD-принтером за свою цену. Качество получаемых моделей очень достойное, с хорошей смолой и при правильном подборе параметров практически идеальное. Высокое разрешение экрана вкупе с небольшой диагональю позволяет печатать модели с отличной детализацией. Очень понравилась функция тестирования времени засветки, она экономит целую кучу времени. Так же приятно удивило сглаживание.
Что же касается отличий Photon S от его предшественника. Тут не все однозначно. Почти все нововведения полезные, но на качество печати они кардинально не влияют. Они скорее должны улучшить повторяемость результатов и удобство использования принтера. А замена материала корпуса на пластиковый вообще может отвернуть от себя часть потенциальных пользователей. Хотя, как мы уже сказали в начале, при аккуратном использовании это не должно никак повлиять на долговечность. Обобщая, можно сказать так. Если Вы уже используете первый Photon, переходить на Photon S особого смысла нет. Но если Вы хотите обзавестись своим первым фотополимерным принтером, Photon S будет для Вас отличным вариантом.
До недавнего времени DLP-принтеры, печатающие застывающей на свету смолой, были доступны только профессионалам. Но сейчас печать фотополимерами может попробовать каждый. Мы протестировали одну из самых интересных и недорогих моделей — ANYCUBIC Photon S.

Самые распространённые 3D-принтеры сейчас работают по технологии FDM: расплавляют пластиковый пруток и послойно укладывают его по заданной траектории. Подобные модели дёшевы и сердиты, то есть капризны в настройке, придирчивы к форме деталей. К тому же готовые изделия имеют специфичную шероховатость.
Этих недостатков лишён другой тип принтеров — DLP. Печатают они жидкой смолой, затвердевающей под действием ультрафиолетового света. Такие фотополимерные аппараты могут осилить детали с более сложной геометрией и детализацией, а поверхность у них получается гладкая и шелковистая. До недавнего времени DLP-решения стоили очень дорого и использовались лишь профессионалами. Но, как это не раз случалось, после освоения технологии мастерами из Поднебесной фотополимерные принтеры стали более доступными. Одно из таких устройств нового поколения — ANYCUBIC Photon S. Это уже вторая недорогая модель от шэньчжэньского стартапа. Аппарат с литерой S в названии, по сравнению с обычным Photon, обзавёлся рядом улучшений.

Новшества и комплектация
Взамен металлического корпуса ANYCUBIC Photon S получил пластмассовый. На технические характеристики это не влияет, разве что снизился вес устройства. Зато за счёт экономии на корпусе удалось улучшить другие узлы принтера, не сильно увеличивая цену.
Наиболее важное изменение затронуло направляющие по вертикальной оси. Их сейчас две, и это уменьшает вероятность возникновения вобблинга («волн» на вертикальных гранях детали).

Ультрафиолетовый прожектор состоит теперь из 28 светодиодов, в отличие от четырёх у предыдущей версии. Их суммарная мощность повышена с 40 до 50 Вт. Это позволяет печатать с меньшим временем засветки каждого слоя, а значит, процесс можно ускорить.
Печатная платформа получила не анодированную гладкую поверхность, а шероховатую. Казалось бы, мелочь, но это сильно снижает вероятность отрыва детали. Давний пользователь Photon S даже порекомендовал нам пройтись мелкой шкуркой и ещё больше увеличить адгезионные способности платформы. Делать это мы, конечно, не стали. Но такой совет пригодится, если вы собираетесь печатать объекты с большой площадью.

Другие изменения на качество печати не влияют, но делают эксплуатацию принтера приятнее. Так, увеличились окна в крышке ANYCUBIC Photon S. Сенсорный дисплей стал более качественным и отзывчивым. Добавился второй угольный фильтр выходящего из принтера воздуха. Надо заметить, что в процессе работы смола издаёт запахи в диапазоне от почти неуловимых до очень резких, в зависимости от марки. Лучше без необходимости не находиться с аппаратом в одном помещении, а после печати хорошо всё проветрить.
Комплектация у новинки щедрая. Две запасные плёнки для ванны со смолой, набор торцевых ключей плюс отвёртка, три пары резиновых перчаток, лопатка для отделения деталей от платформы, фильтры для смолы, бутыль самой смолы (0,5 л), флэшка с софтом и тестовой моделью и даже марлевый респиратор. Хватит надолго, только фотополимер, разумеется, придётся постоянно докупать. Да, и запаситесь ветошью! Как аккуратно ни работаешь со смолой, она то и дело попадает на детали принтера, стол и другие поверхности.

Сразу предупредим: не стоит думать, что изготовить модель так же просто, как разогреть пиццу в микроволновке. В процессе печати вы не раз столкнётесь с отрывом заготовки от платформы или, наоборот, с её прилипанием к плёнке ванны. Иногда приходится подумать над оптимизацией и ориентацией сложной модели. Так, фигурка Халка получилась у нас только с третьей попытки.
Моментальный старт
Одно из достоинств ANYCUBIC Photon S — простота эксплуатации. Первую деталь мы отправили на печать спустя десять минут после извлечения аппарата из коробки. Сравните это с распространёнными принтерами вроде Prusa i3, печатающими пластиковым прутком. Их установка и калибровка способна растянуться на пару часов. А если речь о комплекте с AliExpress типа «сделай сам», готовьтесь потратить на его сборку все выходные.
Начать печатать можно уже спустя десять минут после распаковки принтера.
Иначе обстоят дела с Photon S. После извлечения корпуса из пенопластовой коробки, первым делом сдираем защитные плёнки с окошек. Затем тщательно протираем ванну, ультрафиолетовый прожектор и печатную платформу. Далее потребуется инструкция, которая занимает всего один листок А4. С помощью сенсорного экрана устанавливаем нулевой уровень печатной платформы и проверяем светодиоды. Всё. Остаётся выбрать тестовую модель с комплектной флешки, налить не более трети ванны смолы — и можно запускать печать.

Качество печати
Затем мы напечатали одновременно две Эйфелевы башни. Первый же опыт нас впечатлил — деталировка оказалась на высоте. Такого трудно достичь на FDM-принтере. Все элементы ажурной конструкции чёткие, никакого вобблинга в верхних слоях не замечено. Отпечатались даже тончайшие перила на втором этаже башни. При промывке они частично отошли от стоек, но надо учитывать, что мы уменьшили масштаб на 30%. В оригинальном размере стойки чуть толще, перила держались бы на них надёжней.
Поверхность моделей из фотополимера совершенно гладкая, в отличие от деталей напечатанных на FDM-принтерах.

Детали — после отделения от платформы — жирные на ощупь, их необходимо промыть изопропиловым или этиловым спиртом (в комплекте не идёт!). Потом лучше оставить их на некоторое время на прямом солнечном свете — так поверхность изделия станет более твёрдой. Впрочем, прочностные характеристики зависят от марки фотополимера. В нашем распоряжении оказалась плотная синяя смола и полупрозрачная зелёная. Последняя имеет приятный изумрудный оттенок и обладает упругими свойствами: после окончательного отвердения самые тонкие фрагменты чуть гнутся. В продаже есть множество видов смол, отличающихся внешним видом, разной способностью передавать мелкие детали и, конечно, ценой. Для каждой надо подбирать свои параметры печати, в чём помогает упомянутый выше файл R_E_R_F. В общем случае правило такое: чем более прозрачный фотополимер, тем меньшее время засветки ему надо выставлять.
Изделия из обоих протестированных видов смолы легко обрабатываются ножом для резки бумаги. Это важно, если вы печатаете модель сложной формы, для которой важны так называемые поддержки — тонкие проволочные структуры. Они помогают выступающим и нависающим элементам сохранять связь с платформой, тем самым ничего не отваливается. Отрезаются эти технологические литники легко, деталь не выкрашивается.
Если говорить о 3D-принтерах технологии DLP, то Anycubic Photon — это один из самых привлекательных вариантов на рынке. У Anycubic вообще репутация компании, которая выпускает надежные и недорогие машины, такие как FDM-принтер Anycubic i3 Mega. В плане цены Anycubic Photon не стал исключением — он один из самых дешевых DLP-принтеров.
Давайте посмотрим на Anycubic Photon в действии
Плюсы
- Исключительно бюджетный по сравнению с другими 3D-принтерами SLA/DLP
- Прост в работе и установке
- Выдает высококачественные распечатки с впечатляющим разрешением в 25–100 микрон
- Компактный, пространство используется разумно
- Внятные инструкции по сборке, чистке и т.д.
- Собственный слайсер с хорошей поддержкой генерации подпорок
Минусы
- Маленький рабочий объем
- Полимерная 3D-печать может показаться немного сложной
- Постобработка требует терпения и пространства
- Хорошо почистить принтер — это дело долгое
- Нужны средства защиты (впрочем, они прилагаются)
- Нужно проявлять осторожность при работе с опасными материалами
Вердикт
В общем и целом, мы приятно удивлены Anycubic Photon как в плане качества печати, так и в плане простоты работы с ним. Учитывая, что большинство предлагаемых на рынке таких принтеров стоят сильно за 70 000 ₽, этот аппарат — просто идеальное введение в 3D-печать по технологиям SLA/DLP и для начинающих, и для знатоков.
Ни для кого не станет открытием, что полимерная 3D-печать лучше по качеству, чем FDM, но Anycubic Photon доказывает, что это достигается и на таких же по цене принтерах, что и FDM. И хотя тем, кто никогда не работал с SLA/DLP, потребуется кое-чему научиться, эта беда не беда, потому что всё ясно описано, онлайн-сообщество активно, а в интернете масса ресурсов по этим технологиям.
Большинство минусов Anycubic Photon характерны для полимерной печати в целом и касаются постобработки, обращения с материалами, безопасности и т.п. У принтера довольно-таки маленький рабочий объем, но в нем достаточно места для большинства проектов. Важно уделить достаточно внимания капризным полимерам и веществам для постобработки, которые появятся на рабочем столе.
Во всем остальном при цене менее 37 500 ₽ трудно найти причины, чтобы не оценить качество Anycubic Photon. И этот 3D-принтер не только невероятно дёшев, у него еще и на удивление высокое разрешение.
Профессионалам, таким как стоматологи или ювелиры, возможно, имеет смысл инвестировать в более сложную экосистему, во что-то наподобие Formlabs Form 2, но для начинающих и тех, кто хочет углубить свои знания в области полимерной 3D-печати, при этом наслаждаясь простотой работы и качеством результата, за такие деньги нет ничего лучше Anycubic Photon.
Особенности

Первое и главное: Anycubic Photon — это настольный 3D-принтер, работающий по технологии DLP. Эта технология существенно отличается от наиболее распространенной FDM-печати. Вместо того чтобы плавить пластиковые нити в разогретом сопле, принтеры DLP и SLA работают с жидкими полимерами, которые отверждаются под воздействием ультрафиолетового или мощного лазерного излучения соответственно.
Если 3D-принтеры SLA, такие как популярный Formlabs Form 2, используют для отверждения жидкого пластика лазер, то DLP-принтеры работают по технологии Digital Light Processing (цифровая обработка светом). При этом на пластик проецируется (как проектором) изображение всего слоя, и пластик слой за слоем застывает. Как только слой пластика застыл, рабочая платформа приподнимается, а проектор начинает отображать следующий слой 3D-модели.
Важнейшее преимущество 3D-печати DLP в том, что она позволяет создавать очень детализированные объекты. Один из самых главных параметров любого DLP 3D-принтера — это разрешение экрана. У Anycubic Photon оно составляет 2K, что весьма неплохо для такой небольшой цены.
Рабочий объем Anycubic Photon равен 115 × 65 × 155 мм, что довольно мало по сравнению с другими аппаратами. Если вам нужны более крупные объекты, то лучше подумать о FDM-принтере или о более крупном SLA. Тем не менее, если вам хочется поэкспериментировать с DLP-технологией и при этом не прожечь дыру в своем кармане, вы определенно заинтересуетесь тем, что предлагает Anycubic.
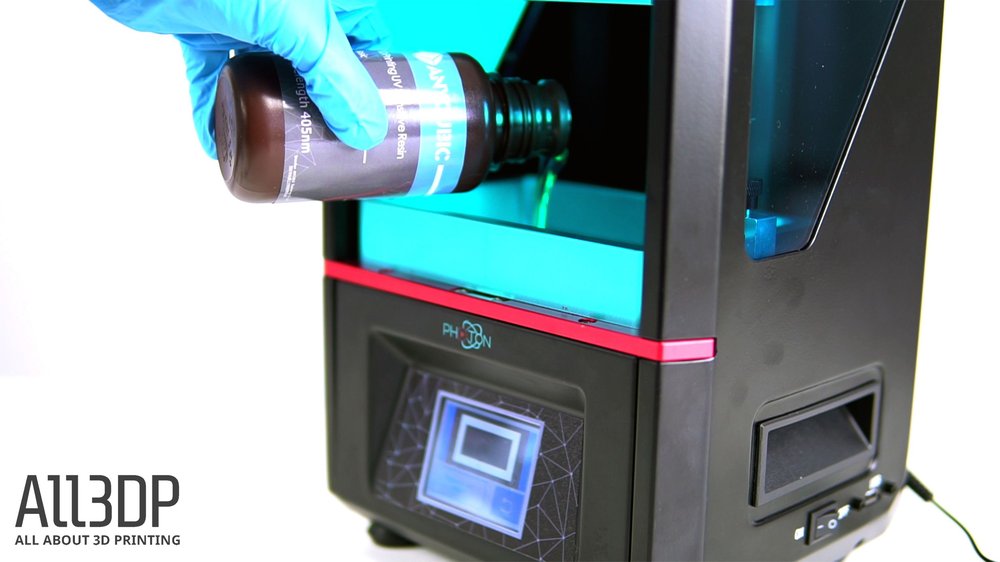
Только учтите, что 3D-печать жидким фотополимером может быть не совсем то для начинающих. Постобработка включает в себя промывку объектов этанолом, закалку и чистку рабочей поверхности — довольно хлопотно. К тому же, пахнет полимер не очень приятно. Даже несмотря на то, что в вентиляторе Anycubic Photon установлен угольный фильтр, аромат все равно может сбивать с ног.
Изготовитель 3D-принтера настоятельно рекомендует во время добавления в принтер полимера надевать защитные перчатки и маску (как мы и делаем, потому что запах сильный и потенциально вредный). Anycubic Photon должен храниться и использоваться в относительно большом помещении с открытыми окнами.
Обзор параметров
Кроме маленького рабочего объема, спецификация 3D-принтера Anycubic Photon очень похожа на спецификации большинства других DLP-принтеров.
- Технология: DLP (Digital Light Processing)
- Рабочий объем: 115 × 65 × 155 мм
- Разрешение слоя: 25–100 мкм
- Интерфейсы: USB, SD Card
- Тачскрин: 2,8 дюйма, цветной
- Питание: 110/220 ВAC
- Рабочее напряжение: 12 ВDC
- Размеры принтера: 220 × 220 × 400 мм
Теперь давайте рассмотрим специфические особенности данного принтера.
Распаковка

3D-принтер Anycubic Photon DLP поставляется в собранном виде. Когда вы раскроете коробку, вы увидите:
- 3D-принтер Anycubic Photon
- Блок питания и кабель
- Руководство (как минимум на английском, немецком, французском и японском)
- Ванночку для полимера
- Разные инструменты
- Защитные перчатки и маска
- Флакон полимера
- Фильтры для полимера. У них сетчатая структура, чтобы отфильтровывать детали, случайно попавшие в ванночку
- Флэшка на 8 ГБ. На ней несколько уже нарезанных моделей. Печать решетчатого кубика с разрешением 50 микрон займет около 4 часов.
Распаковав Anycubic Photon, мы будем приятно удивлены, когда увидим уже полностью собранный аппарат. Окошко 3D-принтера защищено куском пластиком, внутри самого принтера — пенопласт, чтобы не поломались детали. После того как вы снимете и защитную упаковку, перед вами предстанет маленький, но очень красивый 3D-принтер.
Несмотря на то, что Anycubic Photon практически собран, есть еще кое-что, что нужно сделать, прежде чем начинать печатать.
Сборка и выравнивание
Сборка и настройка 3D-принтера Anycubic Photon DLP — дело крайне простое. На все потребуется 20–30 минут и даже меньше, если у вас быстрые руки (только имейте в виду, что это будет очень важная работа).
Первое действие напоминает процесс сборки мебели: надо прикрепить небольшую ручку к дверце 3D-принтера. Ручка похожа на кухонную, но на самом деле это такой минималистский, компактный стиль Anycubic Photon. Для этой операции потребуется винт M4 × 8, который прилагается.
Ручка приделана, и Anycubic Photon можно открывать и закрывать. Это важно, потому что следующим шагом мы откроем верхнюю крышку и убедимся, что на 2K LCD-экране, а также на платформе нет пыли (ее лучше всего вытирать тряпочкой, смоченной изопропиловым спиртом).
Когда внутри принтера все станет безупречно чисто, можно подключать шнур питания и будить Anycubic Photon. Теперь наступает очень важный момент — выравнивание у 3D-принтера оси Z.
Но до этого из принтера нужно вынуть ванночку для полимера, потому что она будет мешать. У этой ванночки по обеим сторонам есть по гайке, их нужно открутить.
На сенсорном экране нужно войти в TOOLS, а там найти MOVE Z. После нажатия кнопки HOME ось Z начнет опускаться. На рабочей платформе есть винт, который нужно ослабить с помощью шестигранного ключа, тогда платформу можно будет выравнивать до идеального положения.
Когда и это сделано, нужно затянуть все винты, взять лист бумаги A4 и положить его на 2K LCD-экран на камере печати. Теперь мы затянем еще и большую красную ручку на рабочей платформе. Далее, пользуясь пультом дистанционного управления или сенсорным экраном, мы должны опускать платформу (на 0,1, 1 или 10 мм), пока не почувствуем, что бумага плотно прижата и не вытаскивается.
Процесс выравнивания Anycubic Photon на самом деле похож на ручную калибровку 3D-принтеров FDM. Чтобы не было проблем, мы советуем опускать платформу медленно, с небольшим шагом. Когда лист бумаги будет плотно прижат, надо еще раз подтянуть винт платформы, чтобы она уж точно была максимально выровнена. Платформа Anycubic Photon не должна иметь ни малейшего наклона, потому что иначе распечатки будут получаться некачественными или вообще не будут получаться.
Чтобы выставить высоту по Z, надо в меню TOOLS выбрать Z = 0. Так положение по вертикали окажется обнуленным, что зафиксирует нашу калибровку.
Прежде чем мы доберемся до полимера, мы должны еще протестировать ультрафиолетовые светодиоды. Для этого поднимем платформу примерно на 120 мм и нажмем TOOLS > DETECTION > NEXT. Это запустит короткий тест УФ-света, который проявится в виде яркого прямоугольника на LCD-экране 2K.
Теперь мы вернем ванночку для полимера на место внутри Anycubic Photon и затянем ее гайки.
Итак, 3D-принтер Anycubic Photon DLP собран, и пользователь может налить пластик в ванночку, заполнив ее примерно на одну треть.
Первые распечатки и постобработка

После сборки и выравнивания платформы наступает время печати. Первое, что мы решили попробовать, был тест с флешки.
Это такой сложный решетчатый кубик, на котором можно отлично продемонстрировать все преимущества SLA/DLP технологии 3D-печати. Внутри модели между противоположными ребрами есть две плашки, на одной из которых написано ANYCUBIC, а на другой — PHOTON. Поскольку эта модель уже нарезана и загружена на флешку, мы пока не будем углубляться в программу-слайсер Anycubic Photon.
Ванночка на треть заполнена зеленым полимером — пора в печать. Но увы, наши первые две попытки распечатать на Anycubic Photon тестовую модель провалились. Несмотря на то, что принтер отверждал первый слой, этот слой не прилипал к рабочей платформе, отчего и всё остальное не могло быть напечатано.
Поэтому мы вернулись к началу пути, еще раз выровняли платформу и протерли экран тряпочкой с изопропиловым спиртом. Мы еще немного повозились, и наша первая распечатка на Anycubic Photon получилась.
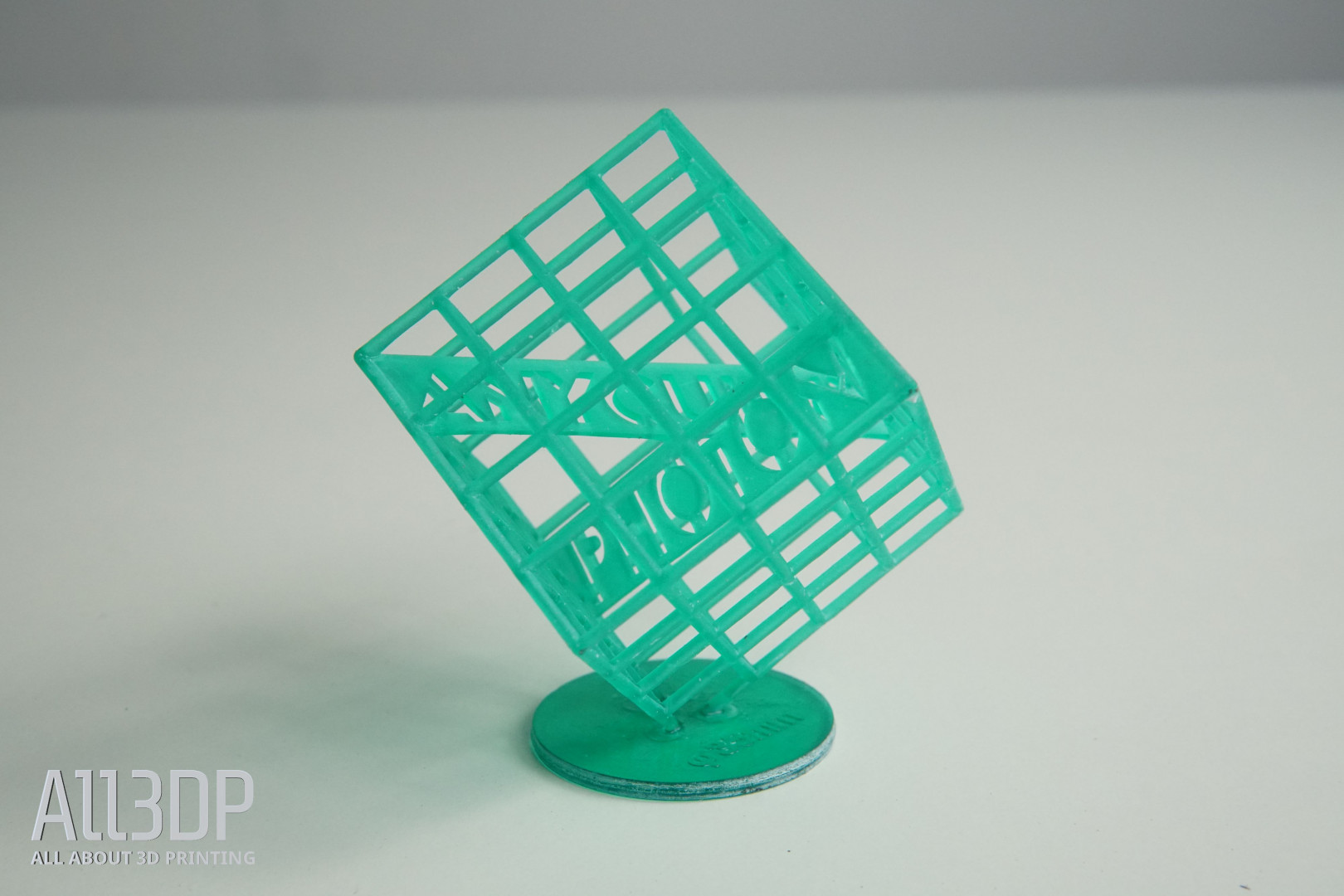
Ее качество очень впечатляет, поверхности практически безупречные, детали самые мелкие. Когда печать завершилась, мы сняли получившийся объект с платформы и погрузили его сначала в ванночку со спиртом, потом в ванночку с водой, чтобы удалить излишки полимера.
После того как мы повторили это несколько раз, мы дошли до этапа УФ-закалки. Поскольку специальной камеры у нас для этого нет, нам пришлось воспользоваться силами солнца. Самый лучший способ естественного отверждения DLP-распечатки — это поставить ее в воду и оставить на солнце. Через несколько часов получится чистая и прочная 3D-распечатка.
Anycubic Photon справился с 3DBenchy безупречно, выполнив все требования безукоризненно. В частности, на кораблике совсем не было видно слоев, а когда его поставили рядом с распечаткой FDM, то это оказалось просто день и ночь.

После двух тестовых моделей пришло время напечатать что-нибудь интересное. Поскольку с принтером поставляется зеленый полимер, мы решили напечатать модель, которой бы подошел такой цвет. Итак, мы остановились на модели Йоши, очаровательном динозаврике, который больше всего известен по играм с Марио.
Модель оказалась сложноватой и потребовала подпорок. С помощью слайсера Anycubic Photon мы их легко автоматически сгенерировали. Слайсер позволяет добавлять подпорки и вручную, что тоже очень просто и полезно.
Йоши получился весьма хорош, и после удаление подпорок, очистки от остатков полимера и закалки модели на солнце у нас получился маленький зеленый динозаврик, показывающий знак победы. Было несколько мест, где модель имела отметины от удаленных подпорок, но в целом качество Йоши оказалось впечатляющим, особенно при такой невысокой цене Anycubic Photon.

Чистка
В отличие от средних FDM 3D-принтеров, Anycubic Photon нуждается в тщательной чистке как до, так и после печати. Когда печать завершена, вы должны вынуть ванночку с полимером и собрать из нее плавающие затвердевшие кусочки. Это можно сделать, если воспользоваться прилагаемыми фильтрами, приладив их на флакон, в который сливается полимер.
Будьте осторожны с ванночкой, особенно с FEP-пленкой, которая у нее на дне. Если чистить с фанатизмом, пленка может отойти и ванночку придется менять. Поэтому самый лучший инструмент здесь — пластиковый скребок, который предназначен для удаления излишков полимера с моделей.
Китайский производитель записал также видео, в котором показано, как именно нужно чистить ванночку Anycubic Photon.
После того как с полимером разобрались, ванночку почистили, нужно почистить и LCD-проектор. Крайне важно, чтобы между проектором и ванночкой не было никакой пыли, фрагментов полимера и других загрязнений. Чистить их лучше всего изопропиловым спиртом, просто смочив им какую-нибудь тряпочку и протерев.
Такой же процедуре можно подвергнуть и платформу печати Anycubic Photon, которая от постоянных погружений в полимер в конце концов им покрывается.
Непременно во время всей этой работы используйте средства защиты, особенно перчатки. Весь этот процесс чистки может оказаться сущим наказанием и запачкать все вокруг, особенно если вы не будете осторожны при переливании полимера через фильтр во флакон.
Указания по безопасности

Поскольку в системе Anycubic Photon используются токсичные фотоотверждаемые полимеры, во время работы важно надевать перчатки и защитные очки, потому что едва ли кому понравится, если жидкий полимер попадет на кожу, а тем более в глаза. После того как распечатка отвердеет, ее можно трогать голыми руками, но перчатки всегда должны быть рядом в течение всего процесса печати и постобработки.
Anycubic Photon поставляется с несколькими парами перчаток, но вы вскоре обнаружите, что их никогда не бывает много. Поэтому лучше всего сразу заказать одну или две коробки, потому что перчатки — это неизбежный расходный материал.
Неотвержденный или незакаленный полимер распространяет токсичные испарения, поэтому в комплекте с Anycubic Photon идет хирургическая маска, которая призвана защитить ваши дыхательные пути от удушающего запаха. Если даже слегка нюхнуть этот полимер, становится сразу понятно, что это совсем не то, что следует вдыхать.
А если вы хотите, чтобы неотвержденный полимер не забрызгал все вокруг, Anycubic Photon лучше всего держать закрытым. Мы советуем поменять прилагаемую пластиковую лопатку на металлическую, но тогда использовать ее нужно будет только для 3D-печати.
Так же осторожно, как с неотвержденным пластиком, нужно обращаться с изопропиловым спиртом, который используется в постобработке. Когда 3D-распечатка в него погружается, неотвержденный полимер с ним смешивается, образуя опасную жидкость, с которой нужно обращаться осторожно и утилизировать которую нужно тоже соответствующим образом.
Вместе с Anycubic Photon поставляется и его собственный слайсер. Вы только откройте программу — и поймете, насколько она проста.
Изменять можно лишь несколько настроек, включая толщину слоя, нормальную экспозицию, время выключения, нижнюю экспозицию и нижние слои. Впрочем, если вы не уверены, какой параметр за что отвечает, лучше всего просто все оставить как есть. То же самое касается настроек разрешения, которые тоже предустановлены.
А вот где определенно придется поработать — так это в том, что касается подпорок. Вы можете доверить их автогенерации или вставлять их вручную, но мы выяснили, что автоматические подпорки получаются довольно надежными. В слайсере Anycubic Photon пользователь может управлять, например, формой, расположением, радиусом, длиной и плотностью подпорок
Помимо этого, слайсер предлагает удобные виды модели за счет ее вращения и масштабирования. Сам процесс нарезки проходит довольно быстро, если сравнивать с работой распространенных аналогичных программ, а на выходе получается файл с расширением .Photon, который заточен только под DLP-печать.
В целом, прилагаемый к Anycubic Photon слайсер вполне адекватен своим задачам. И хотя его дизайну было уделено маловато внимания, а объяснений настроек просто нет, слайсер можно назвать хорошим и простым в работе.

Shenzhen Anycubic Technology Co., Ltd анонсировала выход нового Anycubic Photon S — усовершенствованной версии известного фотополимерного 3D-принтера Anycubic Photon. Также был заочно представлен новый компактный настольный FDM-принтер 4MAX PRO — обновленная версия выпускающегося сейчас Anycubic 4Max.

Новые принтеры

Область печати нового Anycubic Photon S незначительно превышает объем построения предшественника, но принтер отличается другими нововведениями, делающими печать точнее и стабильней. Узнайте об этом из видео производителя, чуть подробнее разберем ниже.
Anycubic Photon S

Характеристики:
- Энергопотребление: 40 Вт
- Размеры, мм: 230х200х400
- Вес, кг: 5.9 кг
- Программное обеспечение: Photon S workshop
- Длина волны УФ: 405 нм
- Источник света: УФ-LED
- Рабочая камера: 115х65х165 мм
- Разрешение печати: 2560*1440
- Технология печати: LCD
- Толщина слоя от: 10 мкм
- Точность печати: XY: 47 мкм, Z:1,25 мкм
- Дисплей: 2,8" цветной TFT
- Интерфейсы: USB
- Скорость печати: 20 мм/ч
- Цена: по запросу
Особенности
Рассмотрим основные отличия нового принтера.

Двойные направляющие рельсы оси Z, для повышения точности и стабильности печати. Меньше вероятность отклонений, больше точность позиционирования.

Использование конструкции со стальным шаром, для быстрой и простой калибровки платформы. Калибровка по листу бумаги теперь производится одним винтом.

Линейная текстура платформы построения, для лучшей адгезии детали. Алюминиевая платформа имеет фактурную поверхность, для лучшего удержания детали в процессе печати.

Удобный и быстрый слайсер собственной разработки. Заявляется скорость работы в несколько раз выше, чем у распространенных freeware-решений.
Улучшенный матричный ультрафиолетовый модуль. Каждый UV-диод на матрице снабжен фокусирующей линзой. Выше точность, меньше возможность паразитной засветки.

Усиленная фильтрация воздуха — двойной фильтр с активированным углем. Испаряющиеся летучие фракции фотополимера попадают в фильтр, а не в легкие пользователя.

Меньше шума: 45-55 dB (измерено при фоновом окружающем шуме в 39 dB).
Принтер обещает быть очень интересным. Принимаем предзаказы.
Комплектность
Ванночка, платформа, шпатель, инструменты, пленка для ванночки, перчатки, маска UV-матрицы, воронка для слива полимера, USB-флешка, кабель питания, запасные винты, гарантия, фотополимер, инструкция и блок питания.

Образцы принтов




4MAX PRO

Характеристики:
- Технология: FDM
- Область построения, мм: 270х205х205
- Скорость печати, мм/с: 20-80 (рекомендовано 50)
- Сопло, d, мм: 0,4
- Материалы: PLA, ABS, HIPS, Wood, TPU
- Подогрев платформы, градусов Цельсия, до: 100
- Нагрев экструдера, градусов Цельсия, до: 260
- Источник файла: USB, SD-карта
- Вес, нетто (брутто), кг: 18,2 (22,5)
- Размер (упаковка), мм: 454х466х410 (552х496х410)
- Цена по запросу, доступен предзаказ.
Особенности
Среди главных особенностей принтера — закрытый корпус, рассчитанный на безопасную работу с самым неискушенным пользователем.

Увеличенная, по сравнению с 4 Max, область печати.

Возможность поддержания заданной температуры в камере принтера упрощает печать ABS.

Снижена громкость работы принтера, его можно использовать в жилом помещении.

Простой удобный интерфейс управления.

Система сигнализации нарушения подачи пластика.

Возобновление печати после перебоев с электропитанием. Принтер закончит начатую модель после возобновления питания.

Поставляется в двух цветовых решениях.
Комплектность
В комплекте поставки всё необходимое: помимо инструкции с гарантией и набора комплектующих, таких как держатель катушки, сенсор филамента и верхняя крышка, запасные винты и штатные кабели, в него включены катушка филамента, шпатель, кусачки и пинцет, набор инструментов для сборки, SD-карта и кард-ридер, а также ремкомплект хот-энда.

Образцы печати




Новые имена
Anycubic Technology также объявила о переименовании модельного ряда своих 3D-принтеров.

Принтеры Anycubic получили новые названия:
Купить 3D-принтеры Anycubic с официальной гарантией, доставкой и техобслуживанием можно в Top 3D Shop — обращайтесь, наши специалисты подберут принтер под ваши задачи и требования.
Сегодня мы рассмотрим достойного преемника популярного 3D-принтера от компании Аnycubic – модель Photon S. Забегая вперед, можно сказать, что устройство намного лучше своего предшественника. Хотя оно и обладает своими минусами. В данной статье мы рассмотрим техническое оснащение, его характеристики, настройки, а также трудности, которые могут возникнуть при работе с ним.
Обзор Аnycubic Photon S
Разберем по его составляющим. Начиная с комплектации и технических характеристик, заканчивая основными проблемами и методами их решения. Стоит заранее отметить, что устройство поставляется в собранном состоянии. Такое решение привлечет не только опытных печатников, но и новичков, которые только хотят освоить 3D-печать, но боятся испортить или поломать аппарат при сборке.

Принтер от Аnycubic приходит в картонной коробке. Устройство хорошо упаковано. Производитель не жалеет поролона и прокладывает им не только стенки между картоном и аппаратом, но и внутреннюю часть рабочей камеры.
Информация! Аnycubic Photon S производят в двух цветах: черном и белом, в отличие от предыдущей версии, которую можно было найти только в темном исполнении.
Описание
Аnycubic Photon S – это новая версия популярного 3D-принтера, которая вышла на рынок в начале 2019 года. Модель была обречена на успех, так как она взяла все достоинства от первого «Фотона», при этом значительно выросло качество печати.
Новый Фотон изготовлен из пластика, в отличие от предыдущей версии. Производитель обосновал этот шаг удешевлением производства. S-ка обзавелась более производительной начинкой, поэтому корпус из металла добавил бы еще несколько тысяч к конечной стоимости. Он перестал бы восприниматься как «народный».

- Длина волны УФ 405 нм
- Источник света УФ-LED
- Печать LCD
- Разрешение печати 2560*1440
- Точность печати XY: 47 мкм, Z:1,25 мкм
- Область рабочей камеры 115х65х165 мм
- Скорость 20 мм/ч
- Толщина слоя от 25 мкм
- Дисплей 2,8" цветной TFT
Ручка в Аnycubic Photon S сделана в виде «ушка» в нижней части дверцы. Боковых ручек нет. Обзорные стекла стали больше. Основные гнезда для подключения питания, а также USB-разъемы остались на старых местах.

Внутри аппарата теперь сразу две вытяжки для устранения неприятного запаха. В специальных отсеках по бокам рабочей камеры находятся два вывода, в которых лежат пакеты с активированным углем. Сама система вентиляции претерпела изменения. Это видно по задней крышке устройства.
Интересно! Некоторые пользователи сети протестировали новую вентиляцию. С их слов стало ясно, что улучшения есть, но они незначительны. Для более качественной очистки проходящего воздуха нужно ставить более производительные угольные фильтры.
Важное изменение, которое коснулось направляющей оси Z. Теперь на нее установлен оптический концевик, а сама рабочая платформа передвигается по двум направляющим. Это способствует снижению люфта и воблинга. Также увеличилась рабочая область построения устройства. Она стала больше на 10 мм. Приятная мелочь.
Важно! Крепление рабочей платформы находится в нижнем положении, когда пользователь открывает принтер «с коробки». Для установки платформы на место потребуется включить устройство, после чего приподнять крепеж на 100 мм через системное меню.
Размер основного дисплея не изменился, хотя производитель немного переработал дизайн меню и изменил цветовую палитру. Также Фотон избавился от «болезни» младшего собрата. На некоторых моделях первых «Фотонов» экран не хотел работать, если в устройство не была вставлена флешка. Эту ошибку поправили.

Одно из самых главных нововведений – печатная матрица. В устройстве стоит новая UV-матрица, в которой установлено 28 диодов, против 4 у младшей модели. Мощность засветки возросла на 10 Вт. При этом позиционирование по осям осталось прежним. Но само качество и детализация готовых моделей значительно возросло. Это отмечают многие пользователи и печатники.
Основные характеристики Аnycubic Photon S:
- основное энергопотребление: 40 Вт;
- габариты устройства: 230 мм × 200 мм × 400 мм;
- масса (без коробки), кг: 5,9 кг
- рабочее ПО: Photon S workshop;
- длина волны УФ: 405 нм;
- габариты рабочей камеры: 115 мм × 65 мм × 165 мм;
- разрешение: 2560×1440 точек;
- технология: LCD;
- толщина печатного слоя от: 10 мкм;
- точность: XY: 47 мкм, Z:1,25 мкм;
- монитор: 2,8" цветной TFT;
- гнезда: USB;
- скорость: 20 мм/ч.
Плюсы и минусы
Аnycubic уже успел набрать популярность как у опытных печатников, так и у новичков. Каждый из них отметил положительные и отрицательные стороны устройства. Разберем наиболее часто встречающиеся плюсы, которые отметили пользователи:
- Точность детализации и печати «с коробки». Можно распаковать аппарат, сделать первичную калибровку платформы и начинать печатать. Без долгих мучений с профилями.
- Несмотря на то, что корпус устройства выполнен из пластика, сама конструкция и рама получились довольно жесткими.
- Благодаря новой технологии Paraled получилось снизить паразитную засветку. Искажения по краям поля практически исчезли.
- Довольно простой процесс печати и быстрый режим настройки принтера. Это отметили все владельцы, которые ранее работали на FDM.
- Невысокая цена по сравнению с конкурентами.
Но не обошлось и без минусов:
- Несмотря на усиленную вентиляцию, принтер все же прилично «попахивает». Необходимо принудительное проветривание комнаты, тем более, если вы печатаете в жилом помещении.
- Довольно хлипкая дверца. Нужно понимать, в этом случае мы говорим о пластиковой дверце, но не о самой конструкции принтера.
- Высокая стоимость полимеров. Этот минус относится ко всем фотополимерным принтерам.
- Устройство работает только с собственными расширениями файлов. Впрочем, этим грешат многие 3D-принтеры.
- Небольшой размер напечатанной модели.
Но и эти минусы не могут перечеркнуть все достоинства данного аппарата. Тем более, что точность печати позволяет использовать его в разных сферах деятельности.
Читайте также: