
3d принтер designer x ошибки
Обновлено: 19.05.2024
Часто во время работы 3D принтера могут возникнуть проблемы из-за которых на готовой модели возникают дефекты. Или вместо аккуратного изделия, на столе внезапно оказывается пластиковая лапша.
По сути, причины возникновения дефектов, можно условно разделить на 2 вида - это физические и программные.
Физические - это те которые возникают из-за проблем с механикой или любых других причин которые можно устранить физически. К ним относятся проблемы с механизмами принтера (натяжение ремней, люфты), забитое или деформированное сопло, неправильная геометрия стола и т.д.
Программные - это дефекты которые возникают из-за неправильных настроек слайсера или реже ошибками в прошивке принтера. Например неправильно подобранная скорость печати, настройка ретрактов, неправильно выбранная температура для пластика и т.д.
Очень редко проблема может крыться в неправильной или “слетевшей” прошивке принтера (хотя обычно принтер тогда просто не запустится), перегреве некоторых плат в процессе печати т.д. Это скорее частные случаи, поэтому их мы рассматривать не будем.
Модель отклеивается от печатного стола или не липнет к нему
Это самая распространенная проблема 3D печати. У каждого 3D печатника был случай когда первый слой предательски скатывается цепляясь за экструдер или самое обидное - когда отрывает от стола частично напечатанную модель. Первый слой должен прилипнуть намертво иначе ничего не напечатается.
Слишком большой зазор между столом и соплом
Это самая распространенная причина. Нужно просто выставить правильный зазор между столом и соплом.
В современных принтерах часто используется система автокалибровки (автовыравнивания) стола или вспомогательная программа выравнивания стола. Для калибровки таких принтеров воспользуйтесь инструкцией. Если инструкции нет, ее можно скачать на сайте производителя.
Если у вас простой принтер без автокалибровки, самосборный или KIT набор, для калибровки используйте щуп или сложенный пополам кусочек бумажки. Щуп должен быть слегка прижат соплом к столу. Перед калибровкой стол и экструдер нужно нагреть. Поочередно выровняйте поверхность стола над каждым регулировочным винтом (их может быть 3 или 4) и только потом проверяйте центральную точку.
Если у вас не получается идеально выровнять поверхность стола попробуйте печатать на рафте. Рафт - это толстая подложка в несколько слоев которая печатается под моделью. Она поможет сгладить небольшую кривизну стола.
Небольшая шпаргалка для определения правильности зазора по первому слою
Пластик с плохой адгезией
Некоторые виды пластика из-за разных причин, например большая усадка, плохо прилипают к поверхности печатной платформы. В этом случае попробуйте использовать наклейки или специальные 3D клеи для улучшения адгезии между столом и первым слоем пластика.
На заре 3D печати проводились эксперименты с разными домашними рецептами 3D клеев. ABS разведенный в ацетоне, клей БФ, сахарный сироп и даже пиво. Некоторые эксперименты были удачны. До сих пор некоторые энтузиасты в качестве 3D клея используют некоторые виды лаков для волос или клеев карандашей. Но все же они уступают по своим свойствам промышленным 3D клеям.
Некоторые виды высокотемпературных пластиков с большим процентом усадки (ABS, Нейлон и т.д) могут отклеиваться от стола во время печати. Это происходит из-за неравномерного остывания и “сжимания” модели (нижние слои уже остыли, а верхние еще нет). Для таких пластиков нужно обязательно использовать 3D принтер с подогреваемым столом и закрытым корпусом.
Слишком низкая температура пластика
Чем сильнее разогрет пластик при выходе из сопла тем лучше он прилипнет к печатной платформе. Первые 5-10 слоев лучше печатать на более высокой температуре (+ 5-10 градусов) и отключить вентилятор обдува.
Неправильные настройки первого слоя (скорость и толщина)
Более толстый слой прилипает проще, поэтому стандартно первый слой имеет толщину 0,3мм. При увеличении скорости печати нагревательный блок может просто не успевать нагревать пластик до нужной температуры и он будет хуже прилипать к столу. Перед печатью проверьте в слайсере настройки скорости и толщины первого слоя.
От того как 3D принтер напечатает первый слой зависит очень многое. Старайтесь контролировать печать первого слоя и только потом оставлять принтер работать в одиночестве.
Пластик не давится из сопла
Принтер уже вроде начал печатать, но печатный стол остается пустым. Или часть модели не напечаталась.
Забитое сопло
В 3D печати сопло - это расходник. Сопла забиваются или изнашиваются (частота зависит от типа пластика). Самое простое - это заменить сопло. Но если под рукой не оказалось запасного - можно попробовать почистить старое. Для этого существует целый набор тонких иголок. Или можно разогреть забитое сопло выше температуры плавления пластика и “выжечь” засор. Но впоследствии все равно сопло лучше заменить.
Низкая температура сопла
Нужно повысить температуру экструдера в настройках слайсера или проверить исправность термистора и нагревательного блока. Иногда термистор может некорректно считать температуру из-за неисправности или неправильных настроек прошивки 3D принтера.
Если проблема возникла после замены термистора - обратитесь к производителю или почитайте статьи про PID тюнинг.
Пустой экструдер
При нагревании экструдера из сопла начинает сочится пластик. Из-за этого печатать экструдер может начинать полупустым. Из-за этого часть первого слоя не печатается. Можно продавить пластик вручную, просто протолкнув пруток в сопло. Или решить эту проблему программно - в слайсере добавить печать контура вокруг модели (одна линия).
Некоторые производители и 3D энтузиасты в начало каждого GCode добавляют печать линии на краю стола. Это сделано для того чтобы в сопле был пластик к началу печати модели.
Механизм подачи не проталкивает пластик
Пластик проталкивает к экструдеру механизм подачи - мотор с надетой на вал специальным шкивом. Если пластик по какой то причине не проталкивается (забито сопло, низкая температура экструдера и т.д) то шкив “прогрызает” пруток. Нужно протолкнуть пластиковый пруток руками или отрезать поврежденный кусок.
Слоновья нога
Первые слои модели получаются более широкими выступают за границы модели. Это происходит из-за того что верхние слои давят на первые, еще не остывшие и расплющивают их.
Высокая температура стола
Из за слишком высокой температуры стола нижние слои долго остаются мягкими. Попробуйте снизить температуру стола. Снижать лучше постепенно (с шагом в 5 градусов). Можно попробовать включить обдув при печати первых слоев.
Маленький зазор между соплом и печатным столом
Если, при печати первого слоя, сопло находится слишком близко к столу то лишний пластик будет вытесняться. После нескольких слоев это будет уже не так заметно, но может привести к эффекту “слоновьей ноги”.
Переэкструзия пластика
Когда материала выдавливается из сопла слишком много стенки модели получаются не гладкими, а бугристыми, с наплывами.
Решение программное - в настройках слайсера нужно выставить коэффициент подачи материала (текучесть) на меньшее значение. Среднее значение - 95-98%.
Стоит проверить диаметр прутка. Если его размер больше 1,75 то пластика будет выдавливаться больше чем нужно.
Недоэкструзия пластика
Пластика выдавливается слишком мало, из-за этого между слоем могут появляться щели. Готовая модель получится непрочной и хрупкой.
Неправильный диаметр нити
Проверьте в настройках слайсера диаметр нити. Иногда вместо популярного 1,75 по умолчанию установлен 2,85.
Неправильные настройки коэффициента подачи
Проверьте настройки текучести в слайсере. Среднее значение должно быть 95-98%.
Забитое сопло
Что то могло попасть в сопло и частично перекрыть выход пластику. Визуально пластик будет давиться из сопла, но в меньшем количестве чем нужно для печати.
Волосатость или паутинка на готовой модели
Из внешней стенки модели (чаще всего с одной стороны) торчат тоненькие ниточки пластика. Дефект появляется из за вытекания пластика из сопла при холостом перемещении.
Недостаточный ретракт
Ретракт - это небольшое вытягивание пластиковой нити из экструдера. Благодаря ретракту при холостом перемещении экструдера (от слоя к слою или от модели к модели) нагретый пластик не капает из сопла. Для некоторых текучих видов пластика (например PETG) скорость и величину ретракта нужно увеличить.
"Волосатость" легко можно удалить шлифовкой или срезать ниточки острым скальпелем.
Высокая температура экструдера
Чем выше температура экструдера, тем более жидким становится пластик. Важно найти баланс что бы пластик не был слишком жидким и хорошо "слипался" по слоям.
В подборе оптимальной температуры экструдера хорошо помогает тестовая модель - башня. На ней наглядно видно как ведет себя пластик при печати на разной температуре.
Верх модели "дырчатый" или неровный
Верх модели получается бугристый или с отверстиями. Проблема может возникнуть если верхняя часть модели плоская. Например как у кубика.
Недостаточный обдув
При печати верхней плоскости (крышки) пластик не успевает остывать и остаётся слишком жидким. Из-за этого нити рвутся и образуются дыры. Увеличьте скорость вращения вентиляторов обдува на последних слоях.
Мало верхних слоев
Верх отпечатка может получится слишком тонким и из за этого деформироваться. Проверьте настройки слайсера. Количество верхних слоев не рекомендуется ставить меньше 6.
Маленький процент заполнения
Если процент заполнения слишком маленький, то верхнему слою будет просто не на что опереться. Увеличьте процент заполнения в настройках слайсера.
Деформация модели
Некоторые части модели как будто оплавились в некоторых местах или с одной стороны. Проблема чаще всего возникает при печати PLA пластиком. Дефект появляется из-за того что пластик не успевает остывать и деформируется.
Недостаточный обдув модели
Маленькая модель
Маленькие модели сложно хорошо обдувать. Старайтесь печатать небольшие изделия вместе с большими или разместите несколько одинаковых моделей в разных углах стола. Так у пластика будет больше времени на остывание.
Смещение слоев
Во время печати слои смещаются по оси x или y.
Заедание печатной головы
Выключите принтер и руками попробуйте подвигать экструдер по оси х и y. Экструдер должен перемещаться свободно. Если есть заедания - проверьте механику принтера.Возможно виноват износ подшипников или кривизна валов.
Перегрев электроники
Иногда в смещении слоев могут быть виноваты проблемы с электроникой. Самая частая причина это перегрев драйверов или слишком низкий ток выставленный на них.
Поверхность стола плохо закреплена
Чаще всего это встречается у 3D принтеров со стеклом. Во время печати сопло может задеть модель и немного сдвинуть стекло. Перед печатью проверяйте хорошо ли закреплено стекло или другая печатная поверхность на нагревательном столе..
Пропуск слоев
На отпечатке видны небольшие дыры или оболочка модели получается не сплошная.
Тефлоновая трубка деформировалась
Термобарьеры существуют 2 видов - цельнометаллические и с тефлоновой трубкой. При перегреве тефлоновая трубка может деформироваться. Пластик будет проходить через нее, но в меньшем количестве.
Низкая температура экструдера или высокая скорость печати
Если экструдер недостаточно нагрет, то пластик будет недостаточно жидким и просто не будет успевать продавливаться через сопло. Чем выше скорость печати тем выше выше должна быть температура экструдера.
Иногда внешние стенки печатаются хорошо, а заполнение получается “рваным”. В этом случае снизьте скорость печати заполнения в слайсере.
Расслоение модели
На поверхности отпечатка во время или после печати образуются трещины. Трещины могут быть значительные или совсем небольшие. Чаще всего такая проблема возникает у пластиков с большим процентом усадки - ABS или Нейлон.
Резкий перепад температур (если модель расслаивается во время печати)
При резком перепаде температур (например сквозняк) часть модели остывает быстрее. Это приводит к неравномерности усадки и неправильному распределению внутреннего напряжения. Для пластиков с низкой усадкой это не критично. Но если процент усадки больше нескольких процентов модель может лопнуть по слоям.
Для печати такими пластиками рекомендуется использовать принтер с закрытым корпусом. Если такой возможности нет - постарайтесь максимально исключить сквозняки и резкие перепады температур в комнате где печатает 3D принтер.
Температура печати
Из-за слишком низкой температуры печати слои могут плохо “склеиваться” друг с другом. Повысьте температуру печати в настройках слайсера.
Закалка (если модель трескается после печати)
Иногда трещины на модели появляются через несколько дней после печати. Это происходит из-за неравномерного распределения внутреннего напряжения после остывания. Можно попробовать “закалить” готовое изделие.
Для закалки модель помещают, например в духовку, и нагревают до температуры размягчения пластика. После этого нагрев выключают и оставляют медленно остывать духовку с моделью внутри. Благодаря этому напряжение внутри отпечатка распределится более равномерно. Но в этом методе очень важна точность - стоит немного ошибиться с температурой и готовое изделие может “поплыть”.
В местах где экструдер менял направление видна рябь. Чаще всего это выглядит как тень вокруг “остро” выступающих элементов модели.
Проблемы с механикой
Иногда проблема возникает из-за люфта экструдера. Проверьте не разболталось ли крепление экструдера к направляющим. Обязательно проверьте натяжку всех ремней.
Высокая скорость печати или большие ускорения
Слишком быстрое перемещение экструдера может привести к вибрациям из-за которых и возникает рябь на стенке модели. Чем меньше вес экструдера тем менее заметной будет рябь. Чтобы избавится от звона просто уменьшите скорость печати в настройках слайсера.
Щели у тонкостенных моделей (не сплошная оболочка)
Тонкая стенка модели получается не сплошная, а состоящая из двух тонких стенок с узкой щелью между ними. С этой проблемой часто сталкиваются любители печатать “вырубки” для выпечки.
Левая модель с дефектом стенки, правая без
Несоответствие толщины стенки и диаметра сопла
Если толщина стенки 1мм, а диаметр сопла 0,4 получается что для сплошной стенки 2 проходов сопла мало, а 3 уже много. Результат будет зависеть от алгоритма слайсера, но чаще всего получится 2 стенки с тонкой щелью посередине (слайсер не может изменить толщину стенки). Решением проблемы может быть небольшая доработка 3D модели или использование другого слайсера.
Алгоритмы расчета 3D моделей постоянно совершенствуются и дорабатываются и сейчас эта проблема встречается уже реже.
При моделировании учитывайте не только толщину сопла, но и процент “наложения” линий друг на друга. Если у вас стоит сопло диаметром 0,4 - сделайте стенку в вашей модели не 0,8, а 0,7 - 0,75.
Неправильная геометрия модели
Когда вместо круга получается овал, а у вместо квадрата получается подобие ромба.
Основная причина - неисправности в механике принтера. Обязательно проверьте:
Проверьте натяжение ремней по оси x и y. Со временем ремни растягиваются и может потребоваться их подтянуть или заменить. В каждом 3D принтере свой способ натяжки ремня. Если ремни растянуты незначительно можно донатянуть их при помощи "пружинки".
Незатянутые шкивы и т.д
Проверьте все ли болты и гайки затянуты. Нет ли люфтов. Особое внимание уделите затяжке шкивов расположенных на моторах по осям x и y.
Провисание некоторых частей модели
Некоторые части не напечатались, сломались или вместо аккуратной поверхности получается оплывшая сопля из пластика.
Нет поддержки для нависающих элементов
3D принтер не умеет печатать в воздухе, поэтому если в модели есть нависающие элементы нужно выставлять опоры - поддержки. Слайсер может сам выставить необходимые поддержки, нужно в настройках поставить соответствующую галочку.
При печати с растворимой поддержкой можно выставить зазор между моделью и поддержкой - 0. Так поверхность получится более гладкой. Если материал поддержки и модели одинаковый - нужно добавить небольшой зазор. Иначе будет сложно отделить поддержку от модели.
Разделить модель
Иногда на поддержки может уйти больше пластика чем на модель. В таком случае для экономии материала и времени будет удобнее модель порезать. Если у вас не один 3D принтер то модель получится напечатать в несколько раз быстрее.
При резке модели можно оставлять пазы или закладные, что бы кусочки модели соединялись без смещения.
Итоги
В этой статье мы рассказали о самых популярных дефектах 3D печати и вариантах их решения. Не стоит пугаться такого длинного списка. Некоторые проблемы встречаются редко и вряд ли вы с ними столкнетесь.
Есть перечень проблем возникающих из-за конструктивных особенностей 3D принтера, поэтому старайтесь выбрать принтер который подойдет для ваших задач. Для этого нужно понимать какие изделия и каким материалом нужны именно вам.
Проблемы связанные с алгоритмами печати быстро устраняются разработчиками ПО.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Отсканировал модельку для пробы, небольшая обработка в 3ds max, экспорт в STL, далее в слайсер.

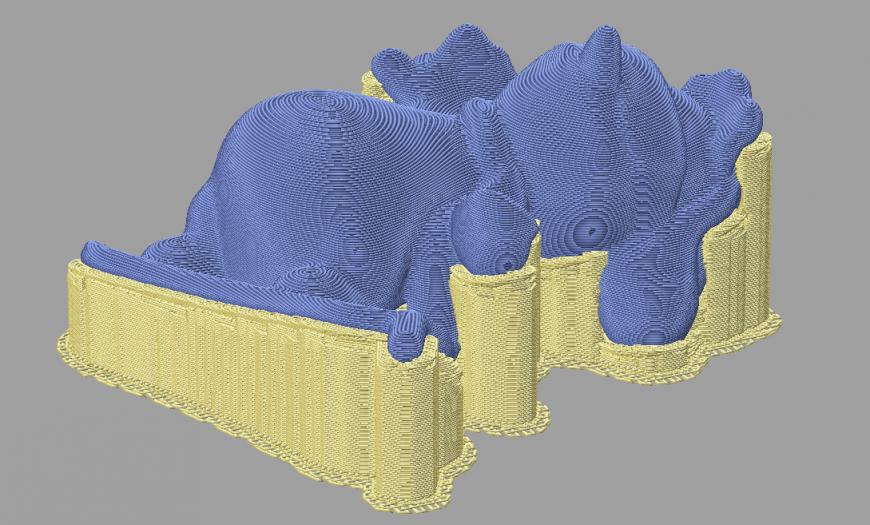
Настройки я выбрал стандартные, т.е. Профиль 'Стандарт'.
Плотность заполнения: 20%
Все по-умолчанию, для чистоты эксперимента, испытать печать что называется 'из коробки'.
Расчетное время печати: 3ч 22мин.





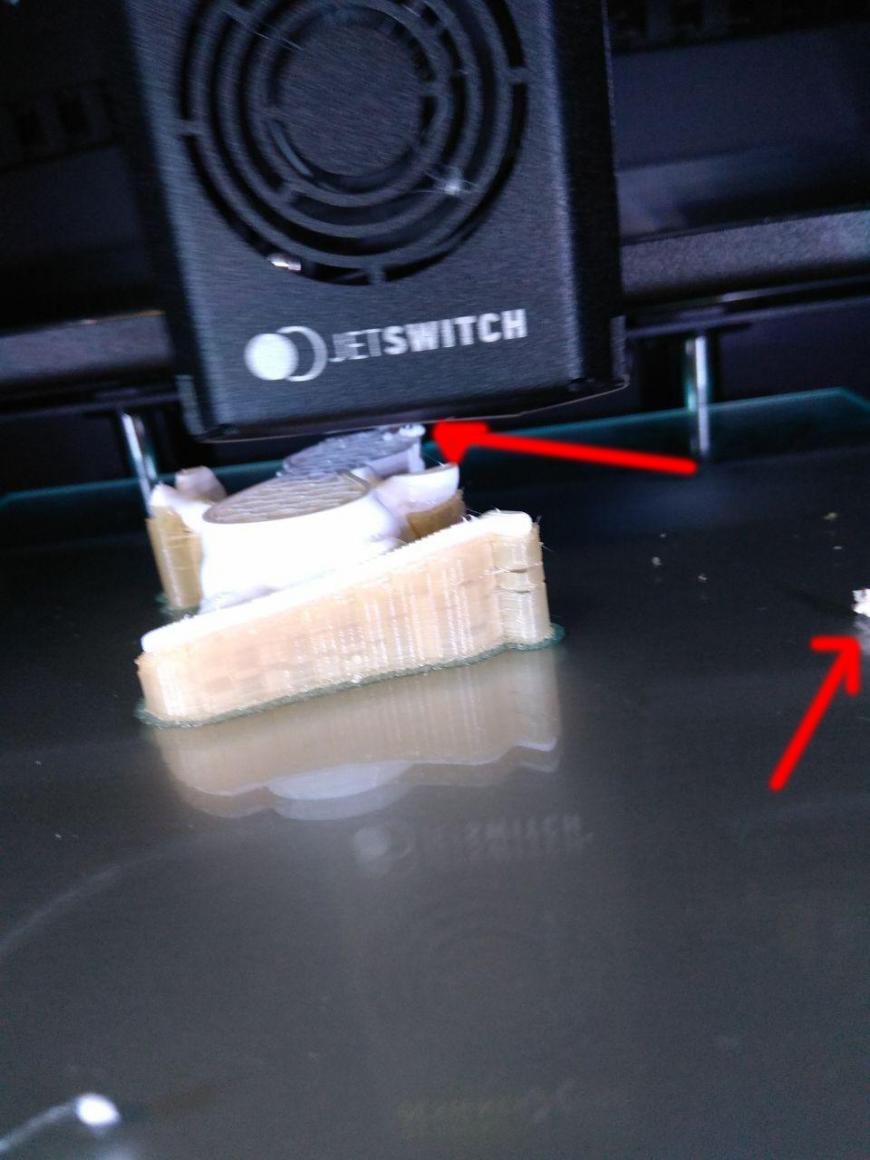
Отрезал его потом. В принципе не страшно. но и не элегантно. Процесс печати 3,5 часа.. А когда будет печать, скажем на сутки? С ножиком рядом не постоишь все время, да и не правильно это ни с какой точки зрения. Вот здесь ОЧЕНЬ прошу совета, как и чем побеждать такие вещи. Догадываюсь, что температурой сопла, обдувом, ретрактом и возможно еще чем-то. Вопрос в каких комбинациях все это правильно работает? Также догадываюсь, что все зависит от типа пластика и т.д. и однозначного ответа, кроме как: тренируйся и практика тебе поможет, здесь наверняка быть не может. Тем более что пластик-пластику даже из одной партии - рознь.. И все же, ориентируясь на некие базовые понятия 3д печати в целом, думаю возможно рассчитать близкие к идеалу значения/настройки.
Ближе к концу печати, кусочек PLA-шки так и образовывался.. но уже совсем не мешал процессу и периодически сам отваливался:


Да! И где-то в середине процесса печати я понял, что не правильно ориентировал модельку в пространстве, т.е. печатал ее 'лежа'. Отсюда не очень красивые окончания печати на округлостях. Печатать надо было 'стоя', тогда все было-бы гораздо симпатичнее! ))
Спасибо за внимание!
Всем отличного качества печати!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.

Для удобства мы также сделали видео обзор 3D-принтера PICASO 3D Designer X. Поэтому если вы не хотите читать, то вот само видео:
PICASO Designer X является продолжением популярной модели PICASO 3D Designer. Новый Designer X объединил в себе доступную цену и все новейшие технологии платформы «Х» зарекомендовавшей себя в принтере PICASO Designer X PRO.
Технические характеристики:
Технология печати: Fused Filament Fabrication [FFF]
Область печати: 200 х 200 х 210 мм
Скорость печати: до 100 см3/ч
Минимальная толщина слоя по оси Z: 10 микрон (0.01мм)
Диаметр пластиковой нити: 1.75±0.1 мм
Диаметр сопла: 0.3 мм, опционально (0.2-0.8 мм)
Механика: Внешний корпус — Алюминий [композит], Рама – Сталь, Направляющие — Сталь.
Интерфейсы: Ethernet, USB Flash [в комплекте]
Материалы 3D-печати: ABS, PLA, HIPS, PVA, ULTRAN 630, ULTRAN 6130, ASA, ABS/PC, PET, PC, FRICTION, CAST, RELAX, ETERNAL, FLEX, RUBBER, SEALANT, PETG, AEROTEX, CERAMO, WAX, SBS, SBS PRO, PROTOTYPER SOFT, PRO-FLEX, TOTAL PRO, NYLON, PEEK и другие
Программное обеспечение: PICASO 3D Polygon X
Операционная система: Windows XP и более поздние версии
Picaso Designer X — это базовая модель в платформе «X». Все возможности платформы «X» реализованы в новом Designer X. Разница лишь в том, что принтер Picaso Designer X это принтер с 1 экструдером, для печати одним материалом.
Давайте посмотрим на новинку подробнее:
В первую очередь изменился внешний вид принтера. Стиль корпуса, со всеми его изгибами и преимуществами был заимствован от Picaso Designer X PRO. Сам корпус сделан из композитного алюминия, и что ВАЖНО более не является несущем как в предыдущей модели. В корпусе есть 2 съемные панели для установки 2 катушек с пластиком.

Все это наводит на мысль, что это первый принтер от PICASO 3D который подразумевает UPGRADE до старшей модели X PRO. Этот факт выводит Designer X на совершенно новый уровень среди 3D-принтеров с 1-м экструдером. Производитель дает возможность попробовать все новейшие технологии в базовой модели и при необходимости повысить класс своего принтера доплатив за UPGRADE. Когда Вам понадобится печать двумя материалами. Стоимость UPGRADE еще не названа, но иметь такую возможность это как минимум отличная защита инвестиций конечного пользователя, особенно на старте любого бизнеса где требуется 3D-принтер.

Вся механика держится на отдельном стальном каркасе, что позволяет добиться идеальной вибростойкости и жесткости всей конструкции.
Габаритные размеры нового Designer X (без упаковки ) 49 х 43 х 39 см.
Компактные размеры позволят разместить его где угодно.

Фронтальная дверца открывается вверх, так же как и в прошлой модели, производитель добавил уплотнитель, для качественной звукоизоляции и теплоизоляции.
Рабочая камера полностью закрытая со всех сторон. Что очень важно при печати высокотемпературными пластиками.
Давайте остановимся подробнее на основных технических аспектах нового 3 D принтера PICASO Designer X:
Кинематическая схема 3D-принтера PICASO Designer X
Кинематика нового 3D-принтера как и все машины от PICASO 3D это собственная разработка компании. Механика основана на двойных цилиндрических валах диаметром 10 и 8 мм.


По оси Z – установлены двойные цилиндрические валы 12 мм. Движение рабочего стола по оси Z – осуществляется через ШВП. Привод по осям X и Y – работает по средством шаговых моторов и зубчатых ремней. Все вполне привычно.

Экструдер 3D-принтера PICASO Designer X
Это полностью новый экструдер, нечего общего с экструдером от прошлой модели – НЕТ. По большому счету в экструдере Picaso Designer X используются хорошо зарекомендовавшие себя технические решение от PICASO Designer X PRO. Экструдер спроектирован для работы в широком температурном диапазоне. Никаких тефлоновых вставок. Они не выдерживают работы с инженерными пластиками. Также изменился механизм подачи пластика (угол подачи пластика в экструдер, не такой острый как был на предыдущем PICASO DESIGNER). Это позволяет беспроблемно использовать хрупкие материалы, например WOOD. А специальная направляющая подачи пластика, взятая от печатающей головки Designer X PRO, дает возможность работы с гибкими материалами.


Максимальные температура экструдера 410 °С. Это является пожалуйста самым крутым показателем среди всех персональных 3D-принтеров работающих по технологии FDM. Возможность работы на таких температурах позволяет использовать Picaso Designer X для печати инженерными пластиками с высокими прочностными и тугоплавкими характеристиками. Ранее печать такими материалами была доступны только на промышленных 3D-принтерах стоимостью от 20 000 долларов.

Управляющая электроника 3D-принтера PICASO Designer X
3D-принтер PICASO Designer X получил совершенно новую управляющую плату это собственная разработка компании PICASO3D. Нечего общего с любительскими платами Arduino – НЕТ. Новая плата работает на базе процессора ARM CORTEX M4. Запас мощности позволяет – обрабатывать сложные алгоритмы 3D-печати, без глюков и торможений. Это особенно актуально при длительной 3D-печати. Также не стоит забывать, что мощности центрального процессора позволяют постоянно расширять вспомогательные функции 3D-принтера для автоматизации работы. Обращаем ваше внимание, что производитель PICASO 3D – постоянно обновляет программное обеспечение всех принтеров линейки «Х» дополняя список профилей расходных материалов, улучшения и модернизацию вспомогательные системы 3D-принтера.

Рабочая платформа 3D-принтера PICASO Designer X
Рабочий стол представляет из себя алюминиевую платформу со съемным стеклом на магнитах. Максимальная температура нагрева до 140 °С. Что хватит для поддержания адгезии и температурного баланса внутри рабочей камеры практически для всех пластиков продающихся на рынке.


Широкий диапазон рабочих температур экструдера ( до 410 °С ) и печатной платформы (до 140 °С) позволяет не ограничивать себя в выборе материала печати. Делая 3D-принтер PICASO DESIGNER X – универсальным станком для работы со всеми пластиками.
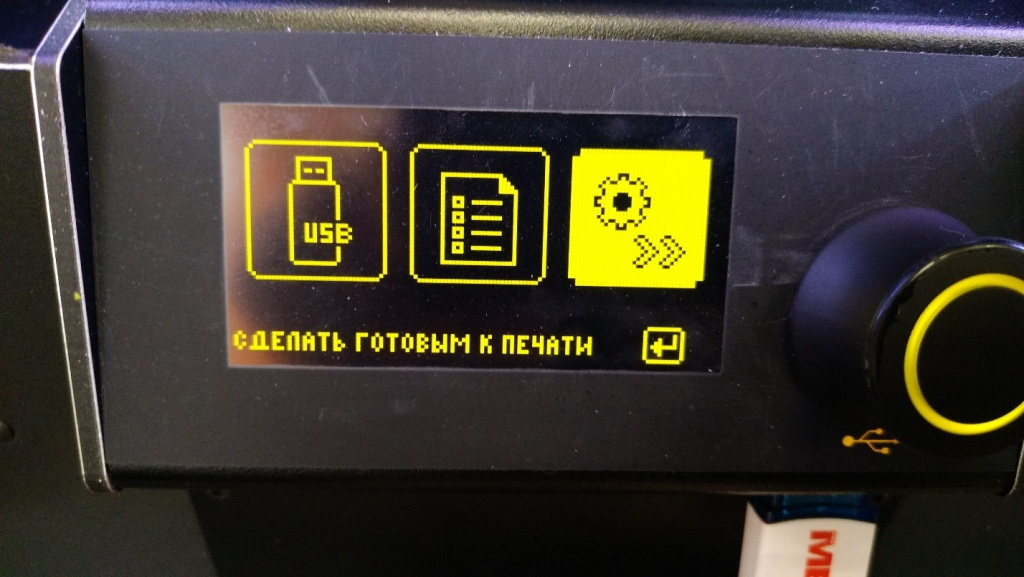
Экран управления 3D-принтером PICASO Designer X
Полностью изменился и экран принтера, а вместе с ним добавилось много новых и полезных систем. Меню полностью на русском языке. Странно было бы не увидеть русский язык от российского производителя, а благодаря анимированным пиктограммам на экране, в нем разберется даже новичок.

Системы автоматизации печати 3D-принтера PICASO Designer X
В новом 3D-принтере PICASO Designer X – появились все системы автоматизации которые используются в принтерах PICASO 3D работающих на платформе «X».
Автоматическая калибровка рабочей платформы — после покупки принтера вам не нужно беспокоиться, а правильно ли вы откалибровали 3D-принтер. После включения в сеть, следуйте инструкциям на экране, принтер сам все настроит.


Система профилей под различные виды пластика – более не требуется каждый раз готовить задание на печать для определенного типа материала, при установки пластика система уточнит у вас, что за материал используется, и автоматически поменяет все нужные параметры.

Контроль подачи материала позволит избежать брак. Более не будет таких случаев, когда у вас закончился пластик, а принтер печатал вхолостую. Система оповестит вас заранее, тем самым вы будете всегда готовы к этому и не потеряете много времени. Но обрыв пластика — не очень частое событие. А вот засор случится может чаще, например из-за не стабильного диаметра нити. Система контроля подачи пластика сразу заметит изменения в подаче и запустит автоматический алгоритм очистки. Если это не помогло, то принтер поставит печать на паузу и будет ожидать вмешательства оператора.
Но и это еще не все. Новая система контроля может отслеживать любые проблемы с пластиком. В том числе нестабильный диаметр и запутывание в катушке. Без систем контроля такие проблемы приводили к браку в печати и простоям. Что могло отнять немало времени. Теперь принтер, при обнаружении проблемы станет на паузу и после устранения причины можно будет продолжить работу.
Если нарочно отломать пластик – Designer X сразу встанет с ошибкой и подсветка загорится желтым цветом, на экране будет соответствующая надпись.
А если держать пластик принудительно, принтер уедет на паузу, загорится желтым цветом подсветка, на экране будет написано “очистка сопла”, далее последует автоматический процесс очистки, подсветка снова станет белой и продолжится 3D-печать.
Система контроля положения детали. Теперь в новом Designer X, если на рабочий стол воздействует избыточное давление, значит деталь отклеилась и давит на стол. Принтер встает на паузу и просит проверить деталь. Контроль осуществляется специальными датчиками.
Система контроля первого слоя работает так же как и в Designer X PRO, в зависимости от используемого материала принтер сам высчитает необходимую высоту первого слоя между соплом и столом для лучшей адгезии. Ведь именно этот момент по большому счету влияет на успешность всей 3D-печати.
Сетевой интерфейс Ethernet дает возможность объединить все ваши принтеры в одну производительную FDM ферму. Будет возможно распределять очередь заданий на доступное оборудование и удаленно контролировать состояние всех устройств.

Программное обеспечение 3D-принтера PICASO Designer X
3D-принтер Designer X перешел на совершенно новое ПО, знакомое нам по Designer X PRO — это POLYGON X.
Программа полностью русифицирована. Разработана исключительно под 3D-принтеры PICASO 3D. Благодаря чему, пользователи получают такие преимущества как интуитивно понятный интерфейс, оптимизированные под 3D-принтеры PICASO алгоритмы создания G-code, унификация под всю линейку принтеров работающих на платформе Х (возможность централизованного управления множеством принтеров PICASO c одного компьютера и из одной программы).




Примеры печати на 3D-принтере PICASO Designer X:








Новый Picaso Designer X во всем превосходит своего предшественника, и это не удивительно, ведь компания PICASO 3D, стремиться к тому, что бы каждый их принтер был лучше предыдущего. Если говорить о сферах применения данного 3D-принтера, то их большое множество:
- Благодаря дружелюбному ПО на руссом языке – принтер подойдет для образования
- За счет систем автоматизации 3D-печати – PICASO Designer X подойдет для начинающего пользователя
- Наличие высокотемпературного экструдера способного работать с пластиками при температуре 410 °С и делает этот 3D-принтер незаменимым в производстве функциональных изделий.
- Возможность Upgrade до старшей модели X PRO. Отлично подойдет для бизнеса и защитит инвестиции владельцев.
Приобрести данный принтер вы можете в нашей компании 3Dtool. Оборудование в наличии.
В этой статье мы хотели бы подробно рассказать Вам о обновлениях программного пакета Polygon X и новой версии аппаратной прошивки для 3D принтеров PICASO 3D Designer X, Designer X PRO, Designer XL. Мы подробно расскажем о том, что нового было добавлено, как эти функции работают и как вы можете использовать их в своей повседневной работе с устройством!
Для начала приведем официальный список обновлений в новых версиях прошивки и программы -слайсера и постараемся раскрыть его поподробнее.


Как легко заметить, основным нововведением данного пакета обновлений стал долгожданный сетевой режим. Вернее, его полноценная поддержка со стороны аппаратной и программной части. «В железе», эта возможность присутствовала со старта платформы Designer X series.
Однако теперь и прошивка принтера и сам Polygon X наконец-то обзавелись возможностью отправлять файлы печати по сети Ethernet, а также, синхронизировать работу сразу с несколькими устройствами в рамках одной 3D печатной фермы.
А это значит, что ваш 3D принтер PICASO Designer X сможет работать по сети после обновления! К сожалению, 3D принтеров не относящихся к X-series, это не касается.
В связи с добавлением возможности отправки файлов по локальной сети, была так же переосмыслена сама файловая система и введено понятие «принтлист», однако не будем забегать вперед и расскажем обо всем по порядку.
Работа по сети была озвучена как одна из основных «фишек» линейки устройств PICASO X-series еще при анонсе флагмана PICASO Designer X PRO. Однако по ряду причин, выход этого обновления несколько раз откладывался.
Открывая Polygon X после обновления, можно понять, почему.
В программу был добавлен целый новый раздел со своей логикой работы и специальными функциями. И такая работа требует достаточного времени на тестирование и проработку.
Рассмотрим нововведение подробнее.
2.1 Сетевой интерфейс в программе Polygon X

Чтобы активировать сетевой режим в ПО Polygon X, необходимо выбрать меню «настройка Polygon X» в выпадающем списке пункта «конфигурация» на верхней панели интерфейса. Откроется новое окно со списком найденных и подключенных по сети принтеров, не путать с «выбором принтера» на главном экране. Новая функция имеет отношение к устройствам доступным к подключению, а «выбор принтера» отвечает за шаблон настроек слайсера и открывает доступ к просчету заданий на конкретную модель, например PICASO Designer XL. Другими словами, для того чтобы подготовить задание по сети для PICASO Designer XL, для начала, этот принтер необходимо будет активировать стандартным способом.

Итак. Подробно разберем представленный выше скриншот из Polygon X.
С левой стороны представлен список доступных и найденных в данный момент 3D принтеров, обратите внимание, что названия вы можете устанавливать самостоятельно для каждого принтера в списке. Делается это в следующем окне, если выбрать конкретный 3D принтер, вы сможете поменять ему название, увидите серийный номер, версию прошивки, IP адрес и тип подключения. На данный момент доступно только подключение по средством Ethernet (т.е. с использованием сетевого кабеля), однако уверены, что WI-FI тоже станет доступен в новых версиях 3D принтеров PICASO3D.
Крайнее окно отображает модель 3D принтера и размер установленных в данный момент сопел, а также «доступность» устройства.
Количество принтеров не ограничено, подключать можно хоть 10, хоть 20, хоть 50 принтеров PICASO Designer X series . Главное – чтобы они были объединены в одну локально вычислительную сеть. Сама программа для управления принтерами Polygon X при этом, устанавливается на любой компьютер в рамках этой сети.
После подключения к сети, на самих 3D принтерах появляется возможность выставить «доступность» конкретного устройства для запуска 3D печати по сети. Если через интерфейс принтера включить режим «доступен для печати», на этом принтере оператор может запустить задание на печать через сеть ethernet. Обратите внимание, что в этом случае в принтер обязательно должна быть вставлена флешка (идет в комплекте). Если же этот режим не активирован, вы сможете видеть принтер в списке найденных устройств, но вы не сможете нажать кнопку «play» для запуска 3D печати.
Нужно отметить, что смысл функции «доступности» и «недоступности устройства» в защите от некорректных действий операторов, особенно когда у вас большая ферма 3D принтеров PICASO и обслуживают ее 2 оператора. Т.е. после завершения 3D печати, необходимо подойти к принтеру и выполнить все процедуры по подготовке 3D принтера к новому заданию (снять напечатанную модель, убрать остатки пластика и т.д.) и в главном меню после выполнения этого выставить значение «доступен для печати», именно после этого оператор Polygon X – сможет запустить новую печать на данном принтере. Таким образом, система не позволит сломать принтер запустив печать на принтере у которого прошлую модель не удалили со стола.
При запуске задания на печать локально с 3D принтера (без удаленного управления), доступность принтера указывать не требуется.
2.2 Настройка сетевого интерфейса в 3D принтере.
Помимо Polygon X, немного изменилась и работа с подключением к сети в самом принтере, во первых, в интерфейсе устройств линейки X, добавилось меню «Настройки сети», в разделе «Настройки» главного меню, во вторых, как мы уже отметили ранее, появилась возможность отмечать устройство как «доступное» или «не доступное» для удаленного управления в зависимости от его состояния.
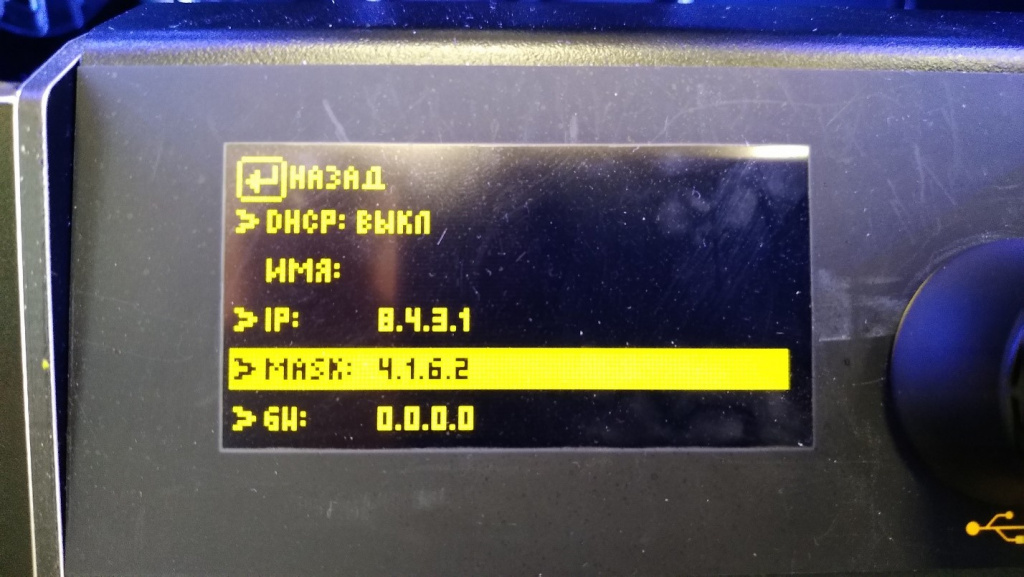
В «Настройках сети», есть возможность включить автоматический режим получения сетевого адреса от DHCP сервера. Либо назначить IP адрес и параметры сети вручную. В этом случае, однократное нажатие на какой либо из пунктов позволит выставить соответствующие цифры с помощью джойстика, прокручивая его вправо или влево.
Так же, здесь отобразятся сетевое имя устройства и его текущие сетевые параметры.
Перейдем к нововведениям файловой системы.
Вторым главным нововведением этого обновления стала новая файловая система для 3D принтера и для Polygon X.
Причем, как на самом принтере, так и в интерфейсе программы, изменения доступны невооруженным взглядом.
Первое, что бросается в глаза – наличие третьего, дополнительного этапа в «линейке» этапов подготовки задания на основном экране (см ниже).

На ней появился кружок «Сеть», который содержит в себе:
список файлов, подготовленных на отправку (в правой части экрана)
настройку отображения данных файлов (в левой части)
и вкладку «управление принтером».
Для того, чтобы воспользоваться данным меню, для начала нужно добавить и просчитать 3D-модель, после чего на вкладке «задание» появится новая кнопочка «добавить в базу»
Кстати, ждать 100% загрузки задания при удаленной отправке на печать вовсе не обязательно. Начать этот процесс можно практически сразу, файл загрузится в режиме реального времени.
3.1 Принт листы

Что такое Принт-лист? Проще всего сравнить его с плейлистом любого музыкального плеера. У вас есть список файлов, которые проигрываются в определенном порядке и подобраны с определенным смыслом.
Например, у вас есть изделие, состоящее из большого количества деталей. На каждую деталь подготовлено свое задание. Допустим, одно из этих заданий по схеме сборки надо повторить несколько раз.

Именно эту задачу призвана облегчить новая функция. Принт-лист позволяет отслеживать процесс выполнения всего «изделия» и считать, сколько раз был запущен тот или иной файл. Более того, если установленное количество файлов конкретного принт-листа будет выполнено, умная программа запретит создавать лишние копии.
Сами списки можно сохранять для определенного 3D принтера, либо в интерфейсе программы Polygon X в целом.
3.2 Обновленное меню «Печать»
Если до этого речь шла только о Polygon X, то может сложиться впечатление, что на интерфейсе 3D принтера почти ничего не изменилось, это не так. Для соответствия новой файловой системе и поддержке Принт-листов, было переработано меню «Печать».
Теперь в нем можно выбрать для печати конкретные файлы, или воспользоваться Принт-листом. При этом весь функционал последнего так же будет отображаться на дисплее.
Так же, в этом меню добавился индикатор готовности принтера к печати, об этом мы рассказали ранее.
Помимо всего прочего, была переработана система подсчета прошедшего времени 3D печати. Теперь оно считается корректно и списывается соответственно так же. Точкой отсчета является момент включения 3D принтера, когда запускается глобальный таймер.
Кратко пройдемся и по «небольшим» исправлениям в целом. Коих набралось, судя по анонсу - немало. На самом деле еще больше, но некоторые совсем малозаметные вещи просто не попали под описание.
4.1 Нововведения Polygon X
Как многие из Вас, наверно успели заметить даже по скриншотам, интерфейс Polygon X немного изменился. Кнопка «Просчета задания» переместилась на свое законное историческое место в правый нижний угол экрана. Это делается в рамках философии интерфейса – бОльше пространства для активной зоны просмотра и у нас есть инсайдерская информация, что это только первый небольшой штрих в череде многих изменений, которые преобразят Polygon X внешне в будущем.

Кроме того, переименовали старые режимы подготовки задания, т.к. пользователи часто путали их с названиями режима скорости печати на 3D принтере. Теперь они не дублируют друг друга и из описания более понятно, чем конкретно один режим отличается от другого (cм. Ниже)

Да, кстати, переработаны также всплывающие подсказки. Добавлены новые и поправлены старые описания. Некоторые были написаны с нуля. Подготовка задания становится еще проще!

Так же в интерфейсе слайсера Polygon X поменялись названия типа глобальных настроек, в котором работает программа – теперь это базовый и профессиональный вид. При последнем, как легко догадаться, вам доступен расширенный список настроек (см. выше).
С данной версии Polygon X более не поддерживается старый формат файлов - .plg. Это связано с рядом критических уязвимостей, из-за разницы в форматах.
4.2 Интерфейс 3D принтера.
В интерфейсе 3D принтере так же было сделано несколько важных изменений. Для начала – в режиме «Сна» гаснет только подсветка рабочей зоны. Дисплей меняет свою яркость на тусклую, но все еще виден. Практика показала, что такой подход удобнее просто отключения любой подсветки.
Так же, была переработана система регистрации и отображения ошибок. Теперь принтер пишет не только код ошибки, но и сколько раз за процесс печати она возникала, а также ее краткое описание.
Опять же, глобально были исправлены многие старые ошибки, связанные с прокруткой меню, и другими нюансами. Список их довольно большой, но они возникали очень редко и не требуют подробного описания.
5. Анонс будущих обновлений.
В заключении хотелось бы сказать, что данное обновление – первое в череде Важных обновлений Polygon X в будущем. Забегая вперед, можно пофантазировать и представить, что Polygon X в будущем обзаведется новым, более мощным математическим движком, в нем появятся новые функции настроек и в целом, программа станет более гибкой и удобной.
Кстати, формат .plgx станет главенствующим и поддержка g-code скорее всего (Но это не точно! Прим. ред.) в будущем будет исключена. Это связано с форматом отображения файлов в программе и в самих 3D принтерах. Часть функционала уже присутствует в данной версии, например – скриншоты посчитанного задания в сетевом режиме.
Одно мы знаем точно – в следующей версии будет еще больше нового, полезного и интересного, с нетерпением ждем анонсов от PICASO3D!
Также хочется отметить, что PICASO3D единственный производитель 3D принтеров в России с собственным слайсером Polygon X. Который постоянно обновляется и доступен для скачивания с официального сайта PICASO3D – бесплатно.
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Заказать 3 D принтеры PICASO Designer X Series вы можете в нашей компании мы с 2016 года являемся официальными дистрибьюторами завода:
Читайте также: