
3d принтер не прилипает первый слой
Обновлено: 18.05.2024
Первый слой 3D-печати играет огромную роль в успехе проекта. Если соблюдать простые процедуры и использовать опыт профессионалов, проблем возникать не будет.
Печать первого слоя 3D-принтером важна, поскольку на этом этапе формируется основа, требующая большего объема пластика. Если начальный слой плохо прилипает к поверхности рабочего стола, модель может сместиться до того, как она будет завершена, что приведет к браку. Также следует избегать чрезмерной адгезии, поскольку потом будет трудно отделить от стола готовый объект. Первый слой должен «поймать» баланс между стабильностью печати и простотой удаления модели с пластины рабочего стола.
Установка настроек первого слоя
Для начала нужно правильно выровнять поверхность для построения. Многие новые принтеры уже имеют встроенную технологию автоматического выравнивания.
Ключевым шагом в обеспечении удачного первого слоя является оптимизация настроек печати. Регулируя параметры в слайсере, можно гарантировать, что начальный уровень будет успешным, а внешний вид остальной части напечатанного изделия останется неизменным.

Наиболее полезные настройки:
• Температура экструзии и стола. Более высокий уровень подогрева позволит пластику лучше плавиться и прилипать к пластине, поэтому стоит попробовать поднять нагрев сопла и стола примерно на 5°C каждое.
• Ширина линий первого слоя. Установка более высокого значения этого параметра позволит слоям прижаться к платформе и хорошо держаться, снижая вероятность неудачи. Часто можно установить показатель в два раза больше, чем размер сопла 3D-принтера (который обычно составляет 0,4 мм).
• Высота первого слоя. Более высокий уровень смягчит влияние небольших ошибок при нивелировании, эффективно повышая надежность. Обычно толщину можно увеличить до 0,3 мм при использовании стандартного сопла.
• Скорость печати первого слоя. Более медленный процесс построения даст пластику больше времени для плавления, что будет иметь эффект, аналогичный повышению температуры печати. Попробовать такую регулировку стоит, если увеличена высота слоя или ширина линии.
• Вспомогательные вещества для первого слоя. Плоты, опоры и поля помогают с адгезией, заправляя сопло, чтобы обеспечить плавный поток пластика. В случае рафтов и бортов они также увеличивают площадь поверхности для лучшего сцепления.
Когда настройки первого слоя готовы к работе, нужно уделить внимание уходу за пластиной для "выращивания" объекта.
Очистка платформы построения

Если поверхность для печати грязная и жирная, то грамотно установленные настройки первого слоя не помогут. Базовый уровень, скорее всего, не приклеится, а печать не получится.
Чтобы избежать подобных проблем, нужно протирать платформу перед каждым циклом печати или хотя бы между несколькими циклами.
Процедуру можно выполнить с помощью изопропилового спирта (обычного медицинского спирта или IPA) и бумажного полотенца. Это займет всего пару секунд, но станет отличной подготовкой для работы.
Также IPA можно применять для очистки моделей, когда они будут готовы, поэтому полезно хранить жидкость в доступном месте.
Выбор материалов

Наконец, нужно убедиться, что учитываются все имеющиеся под рукой ресурсы. Это касается как филамент, которой осуществляется построение, так и поверхности печати принтера. Избежать неприятностей помогут следующие хитрости:
• Нанести на платформу тонким слоем клеящий состав для улучшения адгезии к пластине стола. Это может быть лак для волос, синяя малярная лента или стандартный бытовой клей. Это поможет прилипнуть жестким материалам, а также будет служить разделителем для материалов, которые слишком хорошо сцепляются, предотвращая повреждение поверхности.
• Стоит избегать печати непосредственно на столе из пластиков TPE и PETG. Данные филаменты известны тем, что излишне активно прилипают к столу для печати и вполне могут вырвать куски любой поверхности, включая PEI, каптоновую ленту и даже стекло. Для этих материалов всегда надо задействовать разделительный состав.
Если следовать этим простым рекомендациям при 3D-печати первого слоя, то проблемы исчезнут, поскольку пользователь создает прочную основу для успешной работы. Вспоминать об этих советах стоит всякий раз, когда появляются проблемы на первых слоях, которые нужно оперативно устранить.
Адгезия модели к рабочей поверхности стола 3D-принтера — способы ее повышения
Технология 3D-печати FDM предполагает исполнение ряда условий для получения наилучшего результата печати. Одним из таких необходимых условий является высокий показатель адгезии, то есть надежное закрепление нижнего печатного слоя изделия к рабочей платформе устройства. В том случае, когда первый слой не прилипает надежно к столу, то высока вероятность возникновения таких неприятностей, как деформация изделия. Особенно это актуально ABS-пластика, в отношении выступающих частей изделия и углов.
Перед печатью любой 3D-принтер нуждается в калибровке. При этом будет регулироваться высота печатного слоя по оси Z. Все знают, что от сопла до горячего слоя должен быть промежуток размером около 50-75% от толщины выбранного слоя. Реализовать это весьма просто. Необходимо взять обычный лист формата А4 офисной бумаги. Показатель плотности листа должен составлять 80 мг/м3. Сопло должно подходить к столу плотно, но лист должен при этом проходить с небольшим усилием. В таком случае калибровка считается правильной. Для новичков в области 3D-печати также есть видео, иллюстрирующие правильную настройку рабочего стола.
3D-принтеры могут поставляться в зависимости от модели с рабочей платформой из алюминия или стекла. Некоторые 3Д-печатники предпочитают печатать прямо на платформе, не используя при этом никаких допсредств. Но в любом случае есть некоторые правила, которых нужно придерживаться.
Правило №1: гладкая поверхность предварительно перед печатью обязательно должна быть очищена от пыли и обезжирена. Для этого используется изопропиловый спирт. Если этим правилом пренебрегать, то обязательно столкнешься с деформацией первого печатного слоя, а, соответственно, все изделие будет менее качественным.
Правило №2: для улучшения адгезионных характеристик необходимо использовать специальные средства: каптоновая лента, термостойкая лента, термоковрик, раствор ABS-пластика, гаролит, боросиликатное стекло, клей для 3D-печати, PEI-пленка. Выбор достаточно широкий и можно подобрать оптимальный вариант.
Рассмотрим наиболее популярные варианты этих средств подробнее…
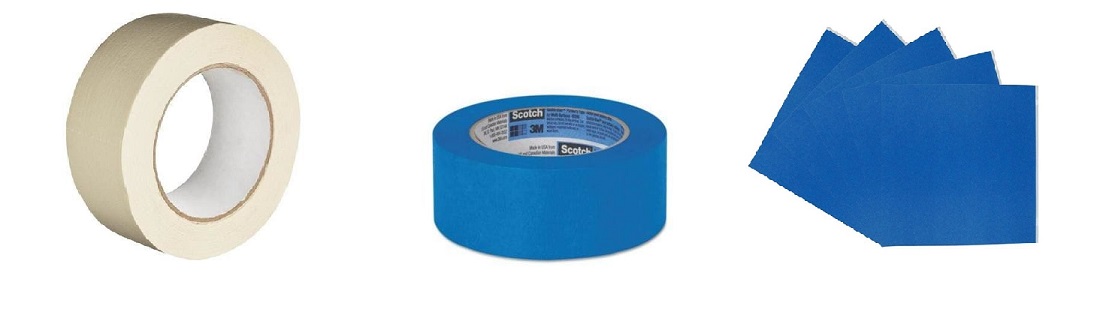
Синий скотч для 3Д печати
Это один из популярных вариантов для повышения адгезии. Преимуществами этого материала является удобство, дешевизна, легкость нанесения, простота снятия готового отпечатка. К недостаткам относят одноразовость этого материала, хотя это далеко не всегда так.
Наиболее популярный вариант термостойкой ленты – это синий скотч для 3Д печати . Также встречаются термостойкий синий лист. К этой категории можно с натяжкой отнести и малярную ленту.
Способ применения: Перед использованием адгезионного материала обязательно обезжиривают и очищают поверхность платформы. Лента наклеивается встык, чтобы не было никаких дефектов на готовом изделии. Делать оклейку платформы необходимо максимально ровно.
Применимость: Термостойкую ленту рекомендуется использовать для повышения адгезионных характеристик при печати такими филаментами, как PLA , Nylon, Elastan и coPET.Синий скотч для 3D-печати или термостойкая лента
Клей для 3D-печати
Данный материал для повышения адгезии представляет собой водорастворимый клей в виде тюбика. Материал может использоваться на платформах как из стекла, так и алюминия. Также его можно использовать поверх малярного скотча или каптона.
Достоинствами клея для 3Д печати являются простота нанесения, дешевизна, совместимость с большинством 3Д печатных материалов.
Способ применения: Клей равномерным слоем наносился на обезжиренную платформу или материал поролоновой губкой.
Применимость: клей для 3Д печати совместим практически со всеми материалами. Рекомендуется использовать его при печати АBS, FLEX, RUBBER, PC, Nylon, а также PLA и другими материалами.
Данную проблему необходимо срочно решать, поскольку от первого слоя служащего основой, вернее от надежности его крепления к рабочему столу, зависит качественное построение модели. Существует несколько причин ее появления, рассмотрим самые распространенные из них.
1. Перекошенная платформа печати.
Печатная платформа перед запуском в работу 3D-принтера должна быть в абсолютно ровном горизонтальном положении, в противном случае расстояние между соплом и ею окажется неравномерным. Для ее выравнивания конструкцией принтера предусмотрены винты и ручки, а также специальная функция – «Bed leveling wizard». Ее можно найти в меню «Tools» и воспользоваться для поэтапной настройки платформы, путем выставления нужных параметров.
2. Неправильная калибровка рабочего расстояния.
Выравнивание рабочего стола – это только пол дела, важно правильно разместить над ним сопло экструдера так, чтобы для выхода филамента оставалось достаточно свободного пространства, но при этом нить как бы вминалась в него. Для этого нужно воспользоваться функцией калибровки рабочей платформы, которая есть у большинства современных моделей. Если ваш 3D-принтер данной функции лишен, тогда калибровку рабочего стола придется делать вручную – зафиксировать печатающую головку в статичном положении и остановить работу двигателей, а затем – регулировать расстояние, передвигая печатающий блок.
Еще одним способом калибровки рабочего стола 3D-принтера будет программная корректировка, отличающаяся высокой точностью и простотой использования. Все необходимые для нее параметры вы найдете в меню. Все, что нужно сделать – это откорректировать показатели в слайсерном G-Code. Изначально лучше задать небольшие значения расстояния, а затем контролировать их по тестовой печати и, при необходимости вносить изменения в них.
Выполняя калибровку рабочего стола 3D-принтера, примите во внимание следующее:
- Если сопло находится на значительном расстоянии от рабочей платформы, то всегда будет сохраняться риск отсоединения филаментной нити при печати по причине недостаточного давления на него.
- Недостаточный зазор между рабочим столом и соплом может вызвать их повреждение, а также некачественную печать из-за недостатка места для выхода филамента и формирования 3D-модели.
- Нормальное расстояние между соплом и рабочим столом обеспечит правильное формирование слоев по всей площади поверхности и их надежное прилипание друг к другу.
Учитывайте вышеперечисленные рекомендации и не игнорируйте необходимость калибровки.
3. Неправильно выбранная скорость печати.
Неправильно выбранная скорость печати может нарушить сцепку между слоями выращиваемой модели. Особенно это касается выхода первого слоя. Его недостаточное прилипание к рабочей поверхности, говорит о чересчур высокой скорости печати. Выход филаментной нити можно и нужно замедлить, воспользовавшись соответствующей функцией First Layer Speed из меню Edit Process Settings. Печатая первый слой, снижайте установленные программой скоростные показатели наполовину.
4. Неправильная настройка рабочей температуры.
Деформацию 3D-модели может спровоцировать ее быстрое охлаждение. Этим «грешат» высокотемпературные АВS-пластики, которым на остывание нужно давать больше времени, нежели другим материалам. Охлаждение моделей обеспечивают специальные вентиляторы. Они имеют свои рабочие параметры, которые пользователи могут самостоятельно менять. При быстром остывании сохраняется риск отслаивания пластика от рабочего стола, что провоцирует деформацию 3D-модели. Для предупреждения этого обычно бывает достаточно выключения вентилятора. Это позволит медленно охлаждаться первым слоям модели и свести риск ее деформации к нулю. Для отключения вентиляторов предусмотрена функция Cooling из меню Edit Process Settings. Некоторые модели даже дают возможность пользователям указывать разную скорость вращения вентилятора при выходе первого и каждого последующего слоя. При печати 3D-модели высокотемпературными АВS-пластиками вентилятор можно полностью отключить и включить подогрев платформы, позволяющий исключить риск деформации первого слоя. Эта функция находится в меню Edit Process SettingsTemperature. Для включения подогрева платформы требуется указание температурных параметров первого слоя будущей модели. Чтобы не ошибиться с ними, рекомендуем воспользоваться установленными нормами нагрева материала, которыми выполняется 3D-печать. При наличии сквозняков требуется дополнительная защита рабочей платформы от охлаждения.
5. Неправильно выбраны материалы для защиты рабочей платформы.
И для профессиональной, и для любительской 3D-печати применяют различные филаменты, поэтому их реакцию на используемые расходные материалы – ленту, клей и т.д. сложно предугадать. Для исключения низкокачественной печати следует использовать идеально подходящий для покрытия рабочей поверхности материал, купить который можно в специализированном магазине. Допускается выполнение 3D-печати непосредственно на рабочем столе без вспомогательных материалов, при условии, что он будет идеально чистым. Для усиления адгезии 3D-пластика с рабочим столом разрешено использовать отрезки лент, клеи, спреи, лаки для волос и прочие подобные материалы.
6. Печать модели с небольшой нижней поверхностью.
Если необходимо вырастить 3D-модель с небольшой нижней поверхностью, следует воспользоваться функцией brim из меню Additions ---> Use skirt/brim, которая позволит ее искусственно увеличить путем печатания вокруг нее «шляпы». Альтернативой ей будет использование ранее напечатанной подложки, которая будет служить основой для будущей 3D-модели.
Не прилипает модель к столу 3D принтера: Что делать?
Технология 3D-печати FDM предполагает исполнение ряда условий для получения наилучшего результата печати. Одним из таких необходимых условий является высокий показатель адгезии, то есть надежное закрепление нижнего печатного слоя изделия к рабочей платформе устройства. В том случае, когда первый слой не прилипает надежно к столу, то высока вероятность возникновения таких неприятностей, как деформация изделия. Особенно это актуально ABS-пластика, в отношении выступающих частей изделия и углов.
Перед печатью любой 3D-принтер нуждается в калибровке. При этом будет регулироваться высота печатного слоя по оси Z. Все знают, что от сопла до горячего слоя должен быть промежуток размером около 50-75% от толщины выбранного слоя. Реализовать это весьма просто. Необходимо взять обычный лист формата А4 офисной бумаги. Показатель плотности листа должен составлять 80 мг/м 3 . Сопло должно подходить к столу плотно, но лист должен при этом проходить с небольшим усилием. В таком случае калибровка считается правильной. Для новичков в области 3D-печати также есть видео, иллюстрирующие правильную настройку рабочего стола.
3D-принтеры могут поставляться в зависимости от модели с рабочей платформой из алюминия или стекла. Некоторые 3Д-печатники предпочитают печатать прямо на платформе, не используя при этом никаких допсредств. Но в любом случае есть некоторые правила, которых нужно придерживаться.
Правило №1: гладкая поверхность предварительно перед печатью обязательно должна быть очищена от пыли и обезжирена. Для этого используется изопропиловый спирт. Если этим правилом пренебрегать, то обязательно столкнешься с деформацией первого печатного слоя, а, соответственно, все изделие будет менее качественным.
Правило №2: для улучшения адгезионных характеристик необходимо использовать специальные средства: каптоновая лента, термостойкая лента, термоковрик, раствор ABS-пластика, гаролит, боросиликатное стекло, клей для 3D-печати, PEI-пленка. Выбор достаточно широкий и можно подобрать оптимальный вариант.
Синий скотч для 3Д печати или термостойкая лента
Это один из популярных вариантов для повышения адгезии. Преимуществами этого материала является удобство, дешевизна, легкость нанесения, простота снятия готового изделия. К недостаткам относят одноразовость этого материала, хотя это далеко не всегда так.
Наиболее популярный вариант термостойкой ленты – это синий скотч для 3Д печати. К этой категории можно с натяжкой отнести и малярную ленту.
Способ применения: Перед использованием адгезионного материала обязательно обезжиривают и очищают поверхность платформы. Лента наклеивается встык, чтобы не было никаких дефектов на готовом изделии. Делать оклейку платформы необходимо максимально ровно.
Применимость: Термостойкую ленту рекомендуется использовать для повышения адгезионных характеристик при печати такими филаментами, как PLA, ABS, Nylon, PETG.
Клей для 3D-печати
Данный материал для повышения адгезии представляет собой флакон с прозрачной жидкостью. Материал может использоваться на платформах как из стекла, так и алюминия. Также его можно использовать поверх малярного скотча или каптона.
Достоинствами клея для 3Д-печати являются простота нанесения, дешевизна, совместимость с большинством 3Д печатных материалов.
Способ применения: Клей равномерным слоем наносился на обезжиренную платформу или материал поролоновой губкой.
Применимость: клей для 3Д печати совместим практически со всеми материалами. Рекомендуется использовать его при печати АBS пластиком, ABS+, FLEX, RUBBER, PC, а также PLA и другими материалами.

Раствор ABS
Этот материал для повышения адгезии представляет собой раствор ABS-пластика в ацетоне или этилацетате. Для приготовления такого раствора используется 15-20см пластиковой нити типа ABS и 60-90мл этилацетата. Вязкость раствора должна быть промежуточной между молоком и водой и нельзя, чтобы смесь напоминала собой смолу или пасту. Этот вариант является самым надежным, позволяющим предотвратить деформацию и загибание углов изделия. Но важным будет соблюдение правильности консистенции раствора.
Способ применения: Готовый раствор тонким и равномерным слоем наносится на обезжиренную рабочую платформу.
Применимость: Наиболее эффективным данный адгезионный состав будет в отношении ABS-пластиков, применим он также и к ABS.
Каптоновая лента или каптон
Этот материал во многом напоминает скотч. Каптоновая лента это золотистый полупрозрачный материал с клеевым слоем. Выполнен каптон на базе термостойкого полимера. Благодаря использованию этого материала нижняя часть готового изделия имеет гладкий и даже глянцевый вид.
Способ применения: Аналогичен синему скотчу – необходимо максимально ровно и встык оклеить рабочую платформу, предварительно ее обезжирив.
Применимость: Рекомендуется использовать каптоновую ленту при работе со следующими типами пластиков: АBS, PLA

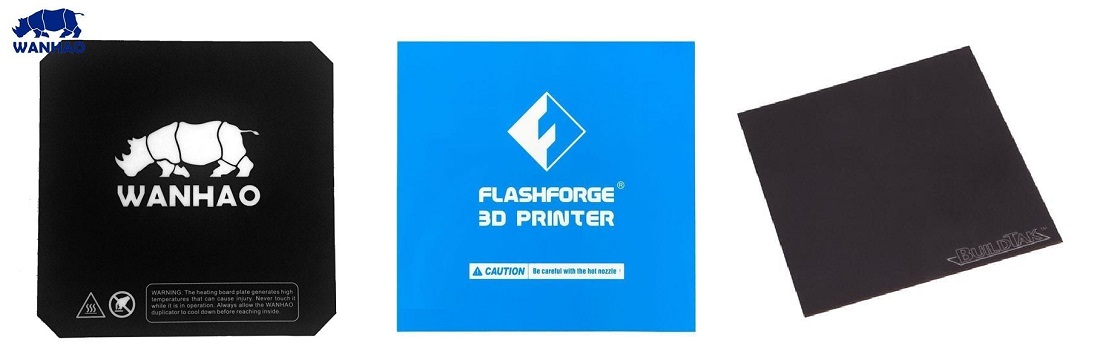
Термоковрик
Данный материал для повышения адгезии является одним из самых популярных. Его достоинством является многоразовость и универсальность. Применение термоковрика позволяет добиться максимальной адгезивности печатного изделия, а также обеспечить защиту самой рабочей платформы, ее поверхности от царапин и прочих повреждений. Термоковрик представляет собой лист из полимера. Он может быть на магнитной базе или клейкой основе.
Способ применения: Если коврик имеет клеевую основу, то перед его нанесением платформа обязательно обезжиривается. С коврика снимается защитная пленка, и он равномерно приклеивается к платформе. Для улучшения приклеивания можно предварительно нагреть платформу примерно дл 50 градусов. Калибровка платформы осуществляется после приклеивания термоковрика.
Применимость: Термоковрики универсальны, то есть совместимы со всеми видами филаментов.
Гаролит
Гаролит, который также встречается под наименованием LE-лист, представляет собой покрытие на основе стекловолокна или эпоксидной смолы. Разновидностей гаролита существует несколько.
Способ применения: Лист наносится на печатную платформу.
Применимость: Гаролит – это не универсальный материал. Его основное назначение – печать нейлоновой нитью, то есть он используется для достижения максимальной адгезии с Nylon-пластиком. Иногда возможно добавление клея для усиления адгезии, хотя этого обычно совершенно не требуется.

PEI-пленка
При печати на 3Д принтерах, оснащенной подогреваемой платформой часто используется PEI-пленка. Это материал выполненный из полиэфиримида. По поводу использования данного адгезионного материала существует много разногласий среди пользователей. Некоторые утверждают, что с нее сложно удалить готовое изделие. Другие рекомендуют использовать для улучшения адгезии еще и клей. Но пленка обеспечивает хорошую защиту от повреждений поверхности платформы.
Способ применения: Кленка закрепляется на платформе посредством биндеров для бумаги (простых зажимов).
Применимость: Пленки PEI довольно универсальны. Их можно использовать с такими филаментами, как ABS, PLA и т.д.
Читайте также: