
Из чего состоит экструдер 3d принтера
Обновлено: 18.05.2024
Печатающая головка – это термин, который мы привыкли слышать при работе с бумажным принтером. Когда говорят о трехмерной печати пластиком, применяют определение «экструдер». Это электромеханический узел, который можно купить в виде запасной детали. Либо сделать самому, имея на руках соответствующие чертежи и компоненты.
Экструдер для 3д-принтера: особенности конструкции
3D-принтер имеет свои особенности, как и любой девайс. Если говорить об экструдере, то его конструкцию можно разделить на два основных компонента:
- Cold-end. Проталкивающий механизм. Он состоит из шестерни и прижимного ролика, которые захватывают и подталкивают филамент вперед. Шестеренка приводится в движение небольшим двигателем, через специальный вал. Прижимной валик подпружинен. Такая компоновка узла позволяет работать с прутками разной толщины.
- Hot-end. Нагревающая часть. Она состоит из: сопла, нагревателя, датчика нагрева и термоизолятора. Последний играет роль отсекающего мостика. Он задерживает излишки тепла, чтобы филамент не начал плавиться в подающей трубке. На нагреватель ставят нихромовую проволоку или специальную пластину с двумя резисторами.
Узел может иметь цельную конструкцию, когда оба компонента установлены друг за другом. Данная компоновка именуется Direct Extruder. Эта схема встречается в большом количестве современных принтеров. Второй вариант экструдера – Bowden Extruder. Здесь cold-end и hot-end разнесены по разным частям принтера. Горячая часть закреплена в каретке оси Z, а подающий узел установлен на раме. Между собой они соединены тефлоновой трубкой. Такая компоновка значительно облегчает саму печатную головку. Она меньше забивается. Но есть и минусы. Пруток может просто запутаться или обломиться, проходя путь от подающего узла до нагревателя.
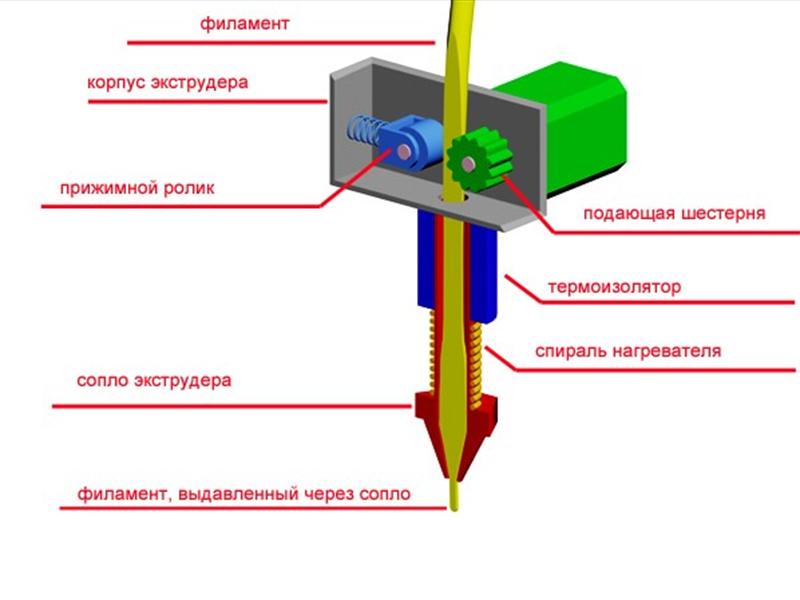
Схема работы экструдера
Интересно! Существуют более сложные конструкции со спаренными печатными головками. Они позволяют работать сразу с двумя нитями филамента. В рамках данной статьи мы будем говорить о простом экструдере с одним нагревателем и подающим механизмом.
Как выбрать хотэнд?
Стоит отметить, что экструдер – это довольно дорогая деталь. В сборе данная запчасть может обойтись в $80–150. Причем стоимость в розничных российских магазинах не сильно отличается от таковой в Китае. Получается, это один из самых дорогих узлов во всем устройстве печати.
Поэтому многие 3D-мейкеры делают самодельные принтеры. В том числе они самостоятельно собирают экструдер, пользуясь открытыми чертежами в сети. Чтобы собрать узел печати правильно, нужно изначально рассчитать, какие задачи он будет решать. Для этого необходимо оценить несколько параметров будущего принтера:
- Мощность двигателя. Она напрямую зависит от размера сопла. Если 3D-мейкер собирается делать проекты большей детализации, ему потребуется небольшое сопло и мощный двигатель. Иначе пластик может просто застрять.
- Сопло. Как было сказано выше, диаметр отверстия сопла подбирают исходя из поставленных задач.
- Подающий ролик. Это слабое место в принтере. Часто ролик проскальзывает, филамент не поступает. Появляются дефекты печати. Например, ролики для PLA и ABS очень плохо взаимодействуют с нейлоновой нитью.
- Конструкция экструдера. Все компоненты можно скрепить в один узел, напечатав их на 3D-принтере. Или выпилить из фанеры. Оба варианта несложно сделать. Однако монолитная конструкция из пластика будет прочнее, чем коробок из фанеры.
- Тип экструдера. Тут все зависит от опыта печатника и тех задач, которые он будет решать. Считается, что экструдер типа Bowden более точный, но его немного сложнее делать. И в самодельных конструкциях начального уровня его преимущества пропадают. Direct печатает не так точно, но его проще изготовить.
Немного сложнее обстоит дело с hot-end. Здесь можно пойти двумя путями. Первый: купить готовую запчасть в интернете, что также недешево. Второй: сделать его своими руками. Для этого нужно запастись терпением и нужными компонентами. Более подробную инструкцию по сборке хот-энда мы расскажем ближе к концу данного материала.
Внимание! Если вы не хотите делать хот-энд своими руками, можно заказать его на E-bay. Например, модель фирмы E3D. Правда, одна эта деталь обойдется вам в цену нового экструдера в сборке.
Как сделать экструдер для 3d-принтера своими руками?
По сути, нужно отдельно собрать cold-end, затем присоединить к нему hot-end. Полученную конструкцию закрепить на каретке оси Z и подвести питание к полученной конструкции. Но перед этим стоит заранее выписать все компоненты, которые пригодятся в работе.

Что нужно?
Для сборки экструдера потребуется изготовить или купить механические компоненты, электрические детали, а также сделать части корпуса, в котором будут находиться все составляющие экструдера. Из инструментов понадобится: наждачная бумага, сверла, отвертки, паяльник и принадлежности для пайки.
Интересно! Некоторые продавцы на AliExpress предлагают экструдеры в разборе, по частям. Этот вариант также можно рассмотреть.
Основные механические компоненты для сборки:
- основные детали каркаса экструдера (напечатанные на другом 3D-принтере, сделанные из фанеры);
- металлические направляющие;
- шестеренки для электропривода;
- основная шестерня и прижимной ролик с пружиной;
- крепежные винты и болты;
- рабочая площадка.
Вся механическая часть экструдера – это cold-end. Устройство подачи собирают как конструктор. Здесь мы предлагаем общую схему механики. Она может немного видоизменяться, в зависимости от выбранного чертежа и метода изготовления.
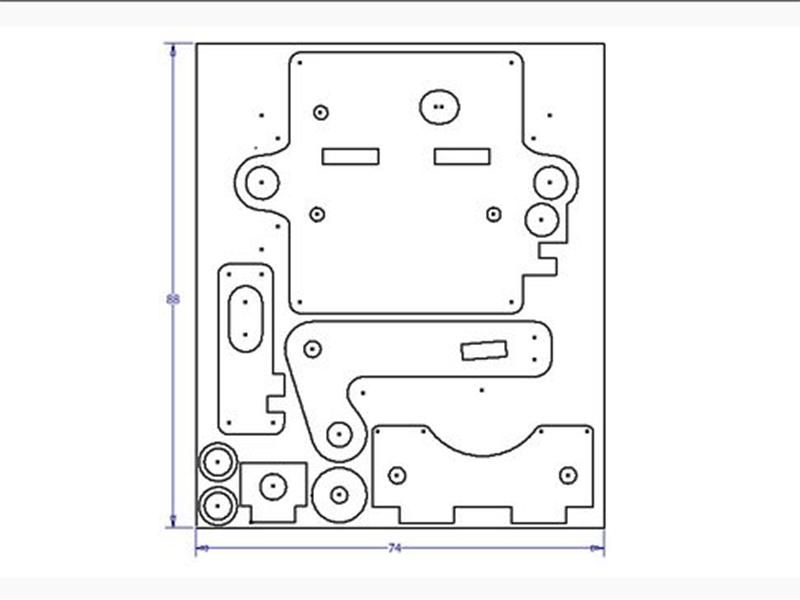
Схема для печати рамы
Электрические компоненты
К электрическим компонентам можно отнести три вещи: провода, моторчик и нагревательный элемент. Про мощность моторчика мы расскажем подробнее чуть позже. Пока что ознакомимся со схемой сборки нагревательного элемента.
На самодельных экструдерах часто используют алюминиевую пластину. Не обязательно брать цельный брусок, можно обойтись пластинкой толщиной не менее 4 мм. Ее продают в магазинах стройматериалов. Схема построения нагревателя:
- Соедините две металлические пластины между собой, просверлите между ними отверстие для hot-end. Закрепите полученный «сендвич» в тиски, зафиксируйте болтом.
- На стыке пластин проделайте отверстия под: два резистора, терморезистор и скрепляющий болт. Разъемы под нагревательные резисторы должны подходить без зазоров. Малейшая воздушная прослойка может привести к неравномерной зоне расплавления филамента.
- Установите все компоненты в пластины, скрепите их между собой болтом.
- Смонтируйте нагревательный элемент на хот-энд. Припаяйте провода.

В качестве нагревательных элементов можно использовать два резистора по 5–10 Ом. Подбирайте нужное сопротивление исходя из показателей блока питания.
Важно! Для контроля нагрева можно использовать NTS-термистор 100 кОм (B57560G104F). Не стоит использовать термисторы с меньшим сопротивлением. На высоких температурах они дают большую погрешность.
Пошаговая инструкция по сборке экструдера 3d-принтера
На данном этапе мы уже имеем собранный каркас для экструдера с установленным роликом, а также с прижимной шестеренкой. Остается только выбрать подходящий моторчик, отрегулировать прижимной ролик и прикрутить хот-энд с установленным нагревательным элементом. Рассмотрим каждый шаг по отдельности.
Выбор двигателя
Для домашних нужд потребуется шаговый двигатель по типу Nema17. Но можно поступить проще: найти рабочий элемент в старом принтере или сканере. Это самый «слабый» вариант двигателя. Для принтера берут биполярный двигатель на 4 вывода.
Интересно! Для прутков диаметром до 1.75 мм можно поискать двигатель от принтера Epson «EM-257». Он выдает крутящий момент на валу до 3.2 кг/см.
Если моторчик не справляется, нужно поставить дополнительный редуктор. Например, от старого шуруповерта. Полученной конструкции хватит для прутков до 3 мм в диаметре.
Регулировка прижимного ролика
Силу зажима можно проверить опытным путем, когда в экструдере уже собран cold-end. Аккуратно вставьте пруток между роликом и шестерней. Подайте напряжение на моторчик. Саму конструкцию cold-end можно аккуратно зафиксировать в тисках.
Если филамент не захватывается или проскальзывает: нужно растянуть или заменить пружину. Нить не проталкивается внутрь, шестеренка скребет по прутку? Прижмите или откусите виток пружины. Пробуйте найти оптимальное соотношение длины и зажима.
Создание хот-энда
Для самостоятельного создания hot-end вам потребуется:
- Ствол хот-энда. Можно сделать запчасть в токарной мастерской. Такое решение будет оптимальным, так как вы получите цельнометаллический hot-end, который нужно будет дорабатывать по минимуму.
- Радиатор. Желательно снабдить его активным охлаждением в виде небольшого кулера. Можно купить дешевый обдув в компьютерном магазине.
- Нагревательный элемент. Сборка расписана выше в статье. Также можно купить готовый вариант на AliExpress.
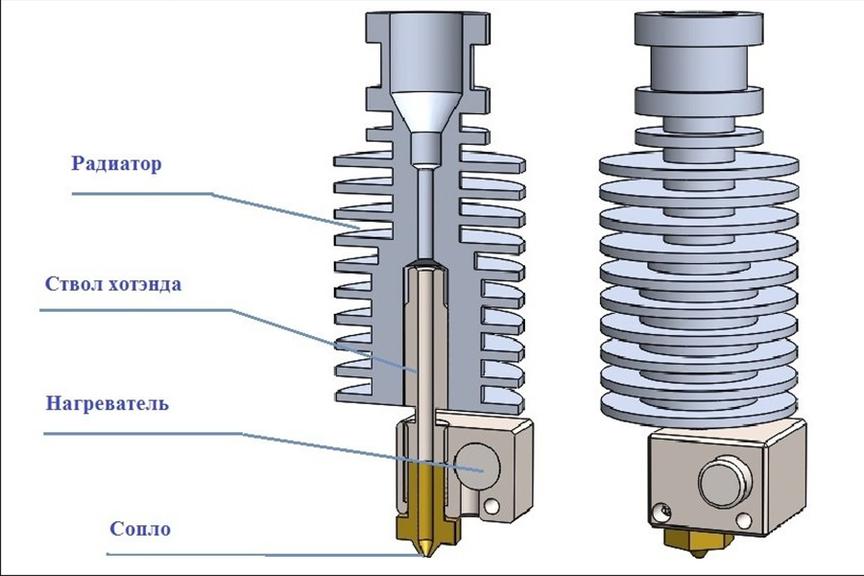
Схема для выточки ствола представлена на чертеже. На него крепят нагревательный элемент и радиатор. Подводят электрику. К полученному hot-end прикручивают сопло нужного диаметра.

Сборка
Весь процесс сборки можно разделить на несколько этапов:
- Изготовление механической части cold-end. Сборка всех механических частей в единый каркас.
- Выбор подходящего двигателя. Установка моторчика в механическую часть. Сборка нагревательного элемента.
- Калибровка прижимного ролика.
- Сборка хот-энда. Подключение к нему нагревательного элемента.
- Монтаж hot-end к cold-end.
- Установка сопла нужного диаметра.
Провода можно частично припаять в моменте сборки разных узлов или заняться ими в последний момент. Принципиальной разницы нет.
Ошибки и способы их избежать
Во время сборки можно допустить ряд ошибок, которые позже отразятся на качестве печати:
- Выбор маломощного моторчика. Отсутствие редуктора. Ошибка в проектировании электрики может привести к частым засорам экструдера, а также к дефектам печати.
- Неверный расчет электрики. Еще на этапе разработки нужно просчитать всю нагрузку по мощности и сопротивлению на бумаге. Иначе некоторые компоненты просто сгорят или будут плохо работать.
- Воздушная прослойка в нагревательном элементе. Делайте аккуратные отверстия в алюминиевых пластинах, чтобы резисторы плотно вставали по месту.
- Отсутствие калибровки прижимного ролика. Стоит заранее решить этот момент, иначе можно испортить большое количество филамента.
Косвенная ошибка, которая может аукнуться в будущем – это некрепкая рама экструдера. Еще раз повторимся, делайте раму из наименьшего количества деталей. Отдавайте предпочтение пластику, а не фанере. Конструкция должна быть крепкой. Иначе могут появиться люфты. Качество печати заметно упадет.
Собрать экструдер несложно, но в некоторых моментах нужно проявить терпение. Например, при изготовлении ствола hot-end. Также стоит держать в голове все ошибки, которые могут возникнуть во время сборки данного узла.
Если управляющие платы это мозг, то экструдер это сердце 3D принтера. Основная функция этого узла, обеспечение равномерного выдавливания расплавленного пластика для формирования слоев 3D модели. В этой статье раскроем тему экструдеров, узнаем чем отличается боуден и директ экструдеры, какой принцип работы, опишем лучшие экструдеры представленные на мировом рынке.
Для простоты разделим экструдер на два узла: холодный узел (coldend , колдэнд) и горячий узел (hotend , хотэнд, хотенд).
Холодный узел экструдера

Холодный узел относится к верхней части экструдера 3D-принтера, в которую подается нить, а затем проходит в хотенд, далее плавиться и экструдируется на платформу 3D принтера.
Экструдера 3D-принтеров в свою очередь подразделяются на два типа директ (direct , прямой привод) или Боуден (Bowden ), от этого зависит конструкция холодного узла. Пример директ экструдера E3D Titan Aero изображен выше.
Холодный узел состоит из двигателя экструдера приводящий в движение зубчатую передачу, которые обычно устанавливаются либо на раме принтера, либо на самой печатающей головке, в зависимости от типа экструдера и трубки из тефлона, которая обязательно нужна любому экструдеру типа Боуден для точного направления пластиковой нити и минимального отклонения в процессе 3D печати и отката нити..
На изображении сравнение экструдеров и принцип работы

Директ экструдеры для 3D принтеров

Директ экструдер для 3D-принтера отличается размещением двигателя непосредственно над хотэндом. Такое расположение сводит к минимуму расстояние от зубчатой передачи до хотэнда и обеспечивает более надежную 3D-печать гибких нитей типа TPU, TPE, SEBS, Flex и т.д..
Обратите внимание, что наличие директ экструдера не обязательно означает, что он может отлично печатать гибкими нитями. Для успешной печати гибкими материалами уделяйте внимание положению зажима и устройству зубчатой передачи.
Еще одно преимущество использования директ экструдера заключается в более точном управлении втягиванием. Благодаря расположению непосредственно над хотэндом, меньше расстояние между зажимом и пластиковой нитью, проходящей через тепловой барьер. Следовательно, у нити меньше места для изгиба и деформации под воздействием давления.
Директ экструдеры для 3D-принтера делают печатающую головку более громоздкой, как следствие выше инерционность, что требует более надежной конструкции рельс, если требуется получить хорошее качество печати. Так же это отражается на скорости 3D принтера, директ экструдеры по сравнению с боуден печатают на более низких скоростях. Возможные дефекты — это рябь на поверхности отпечатка.
Боуден экструдеры для 3D принтера
Боуден экструдер для 3D-принтера предусматривает сборку двигателя и зубчатой передачи на раме принтера. Основное преимущество боуден экструдера- это скорость, т.к. печатающая головка имеет меньший вес.
Недостатком боуден экструдеров, является то, что в процессе перемещения нити по тефлоновой трубке, соединяющей механизм подачи и хотэнд, она может отклоняться и чем длиньше трубка, тем больше может быть отклонение, особенно это проявляется при втягивании нити и работе с гибкими пластиками. Размер втягивания и параметры 3D печати для гибких нитей подбираются опытным путем.
Еще одна проблема, которую необходимо решить при настройке боуден экструдеров — это трение. Поскольку нить необходимо проталкивать на некоторое расстояние внутри трубки, важно, чтобы двигатель и зубчатые передачи давали на нить достаточный крутящий момент и надежно прижимал пластиковую нить.
В большинстве настольных дельта 3D-принтеров используются боуден экструдеры.
Хотенды (хотэнды ) для 3D принтера стандартные
Это узел который непосредственно нагревает пластиковую нить, через который расплавленный пластик выдавливается на стол 3D принтера.

Хотэнд E3D V6

Термобарьер, который ввинчивается в радиатор, часто представляет собой трубку из нержавеющей стали (или другого металла с низкой теплопроводностью, например титана) с резьбой.

Верхняя часть, которая активно охлаждается радиатором и специальным вентилятором (или системой водяного охлаждения, в некоторых экстравагантных случаях), предотвращает нагрев и ослабление нити до того, как она будет экструдирована.
Нижняя часть состоит из нагревательного блока, картриджа, термистора, температурного реле и сопла.
Блок нагревателя, обычно изготовленный из алюминия, нагревает его картридж.
Также внутри блока нагревателя находится термистор — небольшой датчик, который передает значение температуры на материнскую плату 3D-принтера, что позволяет поддерживать её в заданном диапазоне.
Сопло это отдельная история, о том какое выбрать можно прочесть в нашей статья о соплах для 3D принтера .
Двойной экструдер 3D принтера

Причины, по которым нужно использовать двойной экструдер:
- Растворяемые поддержки: с функциональной точки зрения, наиболее значительным преимуществом двойной экструзии является возможность комбинировать стандартный материал с легко растворяющимся для поддержек. При таком подходе удалении опор с помощью растворителя гарантирует, что на отпечатке не останется следов от поддержек. Особенно это актуально для материалов с высокой текучестью при температура плавления, это PTEG и нейлон. Самыми популярными материалами этом случае, это PVA (растворяется в воде) и HIPS (растворяется в D-лимонене). Подробнее об этом можно почитать в статье о постобработке моделей после 3D печати .
- Разноцветные модели: если вас интересует эстетика, очевидным преимуществом 3D-печати с двойной экструзией является возможность печати двумя или более разными цветами.
- Заданная прочность: двойная экструзия дает возможность усилить модель более прочным пластиком, при этом не печатая её полностью из дорого материла. Например, одно сопло может печатать большую часть детали из ABS, в то время как другое печатает только определенные области, используя например композитную нить на основе углеродного волокна. Таким образом, окончательный отпечаток будет намного прочнее и не такой дорогой как мог бы быть.
Недостатки:
- Высокая цена: 3D-принтер с двойным экструдером стоит дороже, но вы всегда можете модернизировать 3D принтер с один экструдером, что будет гораздо дешевле. Отличным вариантом будут E3D Chimera (Химера ), E3D Cyclops и другие аналоги. Для принтеров Prusa есть дополнение Multi-Material Upgrade 2S (MMU2S ). С помощью MMU2S вы можете печатать несколькими материалами, до пяти разных нитей, процесс работы отображен в видео ниже.
- Более частое обслуживание: не забывайте, что при наличии второго экструдером вероятность проблем увеличивается вдвое. Вы также должны убедиться, что оба экструдера идеально откалиброваны.
- Скорость: естественно, что печать двумя нитями будет медленнее
- Дополнительные настройки слайсера: перед печатью убедитесь, что в программном обеспечении слайсера установлены правильные параметры. Это начинается с выбора правильного 3D принтера и включения обоих экструдеров в настройках оборудования. Также может потребоваться измерить расстояние между экструдерами и убедиться, что оно отражено в настройках оборудования.
Лучшие экструдеры и хотенды для 3D принтеров
Подборка популярных экструдеров и хотэндов для 3D-принтеров, совместимых с большинством настольных FDM 3D-принтеров.
Экструдер MK8

Самый популярный директ экструдер MK8, прост в эксплуатации и установке, дешев и совместим с большинством 3D принтеров.
Цена: около 14 долларов.
- Диаметр сопла: 0,4 / 0,2 / 0,3 / 0,5 мм
- Диаметр нити: 1,75 мм
- Оптимальная рабочая температура: 190-250 ℃
- M6 X 30 мм
- Нагреватель: 12 В, 40 Вт, провод 1 метр
- Термистор: 100K NTC, провод 1 метр
- Вентилятор охлаждения: вентилятор 12V 4010
- Провод шагового двигателя: 1 метр
- Выход пластика: около 24 куб. См / ч.
- Скорость: 40 мм / с
- Вес: 450 г
- Шаговый двигатель: Nema 17 Stepper Motor, 4 провода
- Количество фаз: 2
- Угол шага: 1,8 градуса
- Напряжение: 3,3 В постоянного тока
- Ток: 1,5 А
- Фазовое сопротивление: 2,2 Ом ± 10% (20 ℃)
- Крутящий момент двигателя: 40 Нсм / 57,1 унций
- Фазовая индуктивность: 3,8 мГн ± 20% (1 кГц)
- В комплекте обычно идут три сопла 0.2, 0.4, 0.3, 0.5 мм и кабель 1м для шагового двигателя
Экструдер E3D TITAN AERO

Ключевые особенности директ экструдера E3D Titan Aero:
- Прямой привод
- Максимальная температура печати: 285ºC
- Цельнометаллический термобарьер
- Передаточное число 3: 1
- Большое сообщество пользователей
- Отлично подходит для гибких пластиков TPU, TPE, SEBS и т.д.
- Прост в установке и дальнейшей эксплуатации
- Цена: оригинал около 169 долларов, китайский аналог около 38 долларов
- теплоотвод Titan Aero 1,75 мм или 2,85 мм стандартный или зеркальный
- основной корпус Titan стандартный или зеркальный
- Titan Hobb из нержавеющей стали
- разъем для крепления экструдера Titan
- разъем для крепления вентилятора Titan Aero Fan
- 40 x 40 x 10 Вентилятор 12 В или 24 В
- алюминиевый нагревательный блок V6
- латунное сопло V6 1,75 мм или 2,85 мм 0,4 мм
- HeatBreak из нержавеющей стали 1,75 мм или 2,85 мм
- рычаг холостого хода
- термопаста
- трубка из тефлона100 мм 1,75 мм
- картридж термистора
- кабель для термистора
- нагревательный картридж мощностью 30 Вт, 12 В или 24 В
Хотенд E3D V6
Хотэнд E3D является самым популярным в мире 3D печати. Основное преимущество в том, что данный хотэнд может выдерживать температуру до 300 ° C.
- Температура печати: до 300 ° C
- Диаметр нити: 1,75 мм, 3,0 мм
- Цена: оригинал около 55 долларов, китайский аналог около 15 долларов
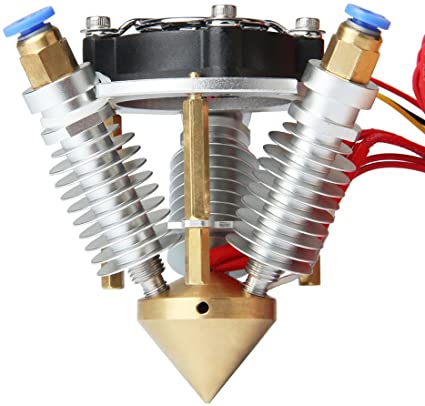
Хотенд E3D Chimera (Химера )
Хотэнд E3D Chimera + имеет два сопла экструдера в дополнение к двум хотэндам для подачи нитей. Если вам нужен двойной экструдер Chimera +, это то что нужно.
- Диапазон температур печати: до 300 ° C
- Диаметр нити: 1,75 мм
- Цена: оригинал около 95 долларов, китайский аналог 16 долларов
Хотенд E3D Cyclops +

Хотэнд E3D Cyclops + это пример того, как можно усовершенствовать 3D принтер, не жертвуя простотой. Этот хотэнд с двумя нитями предназначен для подачи двух разных материалов в один экструдер, что дает вам большую гибкость печати, не усложняя основные узлы принтера.
E3D разработала Cyclops + специально, чтобы вы могли легко переключаться между двумя пластикам в одном сопле экструдера.
- Диапазон температур печати: до 300 ° C
- Диаметр нити: 1,75 мм
- Цена: Примерно 115 долларов, китайский аналог около 16 долларов
Хотенд E3D Voolkano (вулкано )

E3D создал Volcano, чтобы значительно сократить время печати без ущерба для качества модели.
Volcano специально разработаны для более высоких скоростей и температур, заявлено, что они обрабатывают как минимум в три раза больше пластика, чем обычные V6. По этим причинам Volcano требуется более длинное сопло, обычно 21 мм от конца до конца, чтобы обеспечить лучшую теплопроводность.
Хотэнд Volcano, предназначенный для печати толстых слоев, поставляется с различными размерами сопел от 0,6 до 1,2 мм. Обратите внимание, что эти сопла длиннее, чем стандартные, соответственно максимальная высота модели может быть меньше, чем при использовании стандартных сопел.
Не рекомендуется использовать гибкие нити.
- Диапазон температур печати: до 300 ° C
- Диаметр нити: 1,75 мм, 3,0 мм
- Цена: оригинал примерно 60 долларов, китайский аналог около 16 долларов.
Хотенд Diamond Trippe
Хотэнд Diamond Trippe по конструкции напоминает E3D Cyclops. Diamond Trippe позволяет объединить более одной нити в одном сопле экструдера, в отличие от Cyclops, Diamond Trippe имеет три фидера, которые можно переключать для одноцветных частей или комбинировать для создания градиентов или цветовых гамм.
- Диапазон температур печати: до 300 ° C
- Размер нити: 1,75 мм, 3,0 мм
- Цена: примерно 220 долларов, китайский аналог около 30 долларов
Хотенд J Head

Для тех пользователей, которые ищут легкое, компактное и не менее функциональное, хотэнд J Head хороший выбор. J Head на 13 мм короче V6, что делает возможность увеличить максимальную высоту области печати 3D принтера.
- Диапазон температур печати: до 247 ° C
- Размер нити: 1,75 мм, 3,0 мм
- Цена: примерно 25 долларов.
Хотэнды для высокотемпературной 3D печати до 450 ° C
Хотэнд Copperhead

Высокотемпературный хотенд от компании Slice Engineering . Этот хотенд — лучшее решение для модернизации настольных 3D принтеров для 3D печати высокотемпературными материалами, такими как PEEK, PEKK, PSU или PEI. Учитывайте, что все элементы вашего 3D принтера должны иметь стойкость к высокой температуре, например дверцы для термокамеры следует делать не из акрила, а боросиликатного стекла, рама и стол должны быть из металла или термостойкого композита, провода нужно защитить трубкой из стеклоткани. Его также можно использовать для печати пластиками со стандартной температурой. На сайте производителя вы также можете приобрести высокотемпературный термистор до 450 °C и нагревательный картридж на 50 Вт (12 и 24В), а также другие аксессуары.
- Диапазон температур печати: до 450 ° C
- Размер нити: 1,75 мм
- Цена: с радиатором 99 долларов, аналогов пока не продают
Подробнее об установке Copperhead:
Есть несколько типов Copperhead (A -H). Таблица совместимости Cooperhead с соответствующими 3D принтерами:

Хотенд Mosquito

Mosquito от компании Slice Engineering конкурент E3D v6 по производительности, но превосходит его по устойчивости к высоким температурам. Этот хотенд — идеальное решение для печати высокотемпературными материалами, такими как PEEK, PEKK, PSU или PEI. Его также можно использовать для печати пластиками со стандартной температурой.
Хотэнд Mosquito оснащен компонентами из медных сплавов, что имеет большое значение при работе на высоких температурах (разница составляет почти 300 ° C). Медь почти в два раза большую теплопроводность, чем алюминий, поэтому теплопередача Mosquito происходит намного эффективнее.
- Диапазон температур печати: до 500 ° C
- Размер нити: 1,75 мм
- Цена: примерно 140 долларов, аналогов пока не продают
Хотенд Funmat HT Enhanced V3

Хотэнд для 3D принтеров Intamsys Funmat HT Enahnced, Funmat HT и Funmat HT — Legacy. Этот хотенд — идеальное решение для печати высокотемпературными материалами, такими как PEEK, PEKK, PSU или PEI. Его также можно использовать для печати пластиками со стандартной температурой. В комплект входит: сопло 0,40 мм из медного сплава, нагревательный блок, термистор, патрон нагревателя, нагревательный элемент, радиатор, вентилятор радиатора и соединительные провода.

О сборке принтера Mosaic из набора деталей от компании MakerGear рассказано в статье Собираем 3D принтер своими руками. Наверное, вы обратили внимание, что там подробно рассмотрено устройство 3D принтера, но не идет речь о печатающей головке. Это тема сегодняшнего разговора.
Мы рассмотрим виды экструдеров и способы изготовления отдельных деталей этого сложного механизма, чтобы понять как сделать экструдер своими руками (видео о сверлении сопла в конце статьи).
Принцип работы и разновидности
Печатающая головка 3-d принтера протягивает пруток пластика, разогревает его и выталкивает горячую массу через сопла.
Wade extruder
На картинке представлена упрощенная схема экструдера типа Wade. Устройство состоит из двух частей. Вверху расположен cold-end (холодный конец) – механизм, подающий пластик, внизу – hot-end (горячий конец), где материал разогревается и выдавливается через сопло.
Экструдер Боудэна
Существует и другая конструкция устройства, где холодная и горячая части разведены, а пластик поступает в hot-end по тефлоновой трубке. Такая модель, где cold end жестко закреплен на раме принтера, получила название Bowden extruder.
К ее несомненным достоинствам стоит отнести следующее:
- материал не плавится раньше времени и не забивает механизм;
- печатающая головка значительно легче, что позволяет увеличить скорость печати.
Однако и недостатки имеются. Нить пластика на таком большом расстоянии может перекручиваться и даже запутываться. Решением этой проблемы может стать увеличение мощности двигателя колдэнда.
Cold end
Пруток филамента проталкивается вниз шестерней, приводящейся в движение электродвигателем с редуктором. Подающее колесо жестко крепится на валу двигателя, в то время как прижимной ролик не закреплен стационарно, а находится в плавающем положении и, благодаря пружине, может перемещаться. Такая конструкция позволяет нити пластика не застревать, если диаметр прутка на отдельных участках отклоняется от заданного размера.
Hot-end
Пластик поступает в нижнюю часть экструдера по металлической трубке. Именно здесь материал разогревается и в жидком виде вытекает через сопло. Нагревателем служит спираль из нихромовой проволоки, или пластина и один-два резистора, температура контролируется датчиком. Верхняя часть механизма должна предотвратить раннее нагревание филамента и не пропустить тепло вверх. В качестве изоляции используется термостойкий пластик или радиатор.
Подающий механизм
Прежде всего, нужно подобрать шаговый двигатель. Лучше всего купить аналог Nema17, но вполне подойдут и моторы от старых принтеров или сканеров, которые на радиорынках продаются совсем дешево. Для нашей цели нужен биполярный двигатель, имеющий 4 вывода. Собственно, можно использовать и униполярный, его схема показана на рисунке. В этом случае желтый и белый провода просто останутся неиспользованными, их можно будет отрезать.
Как правило, моторчики от принтеров слабые, но вот EM-257 (Epson), как на рисунке ниже, с моментом на валу 3,2 кг/см, вполне подойдет, если вы собираетесь использовать филамент Ø 1,75 мм.
Для прутка Ø 3 мм, или при более слабом двигателе, понадобится еще и редуктор. Его тоже можно подобрать из разобранных старых инструментов, например, планетарный редуктор от шуруповерта.
Переделка понадобится, чтобы насадить шестерню двигателя шуруповерта на шаговик, совместить ось вращения моторчика с редуктором. И крышку для подшипника выходного вала тоже нужно изготовить. На выходной оси устанавливается шестерня, которая и будет подавать пруток пластика в зону нагрева.
Корпус экструдера служит для крепления двигателя, прижимного ролика и хотэнда. Один из вариантов показан на рисунке, где через прозрачную стенку хорошо виден красный пруток филамента.
Изготовить корпус можно из разных материалов, придумав собственную конструкцию, или, взяв за образец готовый комплект, заказать печать на 3-d принтере.
Главное, чтобы прижимной ролик регулировался пружиной, так как толщина прутка не всегда идеальна. Сцепление материала с подающим механизмом должно быть не слишком сильным, во избежание откалывания кусочков пластика, но достаточным для проталкивания филамента в hot-end.
Нужно отметить, что при печати нейлоном лучше использовать подающую шестерню с острыми зубчиками, иначе она просто не сможет зацепить пруток и будет проскальзывать.
Цельнометаллический хотэнд
Ствол хотенда – полая металлическая трубка, соединяющая радиатор и нагревательный элемент. Изготавливается из нержавеющей стали из-за ее низкой теплопроводности.
Вот как выглядит деталь в разрезе и ее чертеж с размерами под пруток Ø 1,75 мм.
Тонкая часть трубки служит термобарьером и предотвращает распространение тепла в верхнюю часть экструдера. Важно, чтобы филамент не начал плавиться раньше времени, ведь в этом случае прутку придется толкать слишком много вязкой массы. В результате увеличивается сила трения, и забиваются трубка и сопло.
С проблемой сталкиваются не только авторы самодельных конструкций. Такое частенько случается в цельнометаллических хотэндах, даже если экструдер изготовлен на производстве.
Если вы сами просверлили деталь, нужно отполировать отверстие ствола. Для черновой шлифовки подойдет мелкая наждачная бумага «нулевка», закрепленная скотчем на сверле меньшего диаметра.
Обязательна чистовая полировка до зеркального блеска (нитью и пастой ГОИ № 1), затем полезно прожарить отверстие подсолнечным маслом для уменьшения силы трения. Чтобы предотвратить слишком раннее разогревание пластика, можно покрыть нижнюю часть трубки, находящейся в радиаторе, тонким слоем термопасты.
Еще одна возможная проблема: расплавленный пластик под давлением поступающего прутка может просочиться вверх и остыть в зоне охлаждения, что приведет к забиванию ствола и прекращению печати. Бороться с этим можно с помощью тефлоновой изоляционной трубки, которая вставляется в ствол хотэнда до зоны начала разогрева филамента.
Нагреватель
В качестве нагревательного элемента используется алюминиевая пластина. Если вам не удалось найти подходящего по размеру толстого бруска, вполне подойдет алюминиевая полоса толщиной 4 мм, которую можно приобрести в магазинах стройматериалов. В этом случае нагревательный элемент будет состоять из двух частей. Необходимо просверлить центральное отверстие для ствола хотэнда, и скрутив болтом, зажать всю конструкцию в тисках. Затем насверлить нужное количество отверстий для составляющих элементов нагревателя:
- болта крепления,
- двух резисторов,
- терморезистора.
Для нагревания пластины можно использовать керамический 12v нагреватель или резистор на 5 Ом. Но для нашего блока лучше подойдут два резистора на 10 Ом, так как они гораздо меньше по размеру, а соединение параллельно как раз и даст нужное сопротивление в 5–6 Ом.
Контролировать температуру будет NTS-термистор 100 кОм марки B57560G104F, с максимальной рабочей температурой 300 °C. Терморезисторы с меньшим сопротивлением использовать нельзя, они, как правило, обладают большой погрешностью при высоких температурах.
Необходимо обеспечить плотное соединение резисторов с пластиной, так как воздушная прослойка тормозит нагревание. Здесь важно правильно выбрать герметик. Лучше всего использовать керамико-полимерные пасты (КПДТ), рабочая температура которых не менее 250 °C. Для дополнительной теплоизоляции неплохо весь hot-end замотать стеклотканью.
Сопло
Глухая гайка с закругленным концом идеально подойдет для изготовления сопла. Лучше взять деталь из меди или латуни, так как эти металлы относительно легко обрабатываются. Нужно закрепить в тисках болт, накрутить на него гайку и просверлить в центре закругления отверстие нужного диаметра.
Сделать это можно так: на сверло, зажатое в обычную дрель, закрепить цанговый патрон со сверлышком нужного диаметра. Получается интересная конструкция.
Наиболее удачным считается отверстие 0,4 мм, так как при меньшем диаметре замедляется скорость, а при большем – страдает качество печати.
Вот еще один способ просверлить сопло (видео на английском).
Как видите, изготовить экструдер для 3-d принтера своими руками достаточно сложно. Но если вы знаете, что сделать какую-то деталь самостоятельно не удастся из-за отсутствия необходимых материалов или инструментов, необязательно приобретать готовый комплект полностью, можно купить отдельно любую часть экструдера и продолжить работу.
Всем привет друзья. Сегодня мы с вами поговорим о выборе экструдера.
Упрощенно можно сказать, что экструдер представляет собой механизм, задача которого заключается в том, чтобы подавать расплавленный пластик в зону печати. Состоит он из подающего механизма и печатающей головки.
![]()
Два типа экструдеров

Существует два основных вида экструдеров: bowden (боуден) - на рисунке слева и direct (дайрэкт) экструдер - на рисунке справа. У direct экструдера механизм подачи пластика находится в непосредственной близости от печатающей головки. В bowden - на некотором удалении, соединяясь посредством тефлоновой трубки.

Основные преимущества и недостатки двух типов экструдеров
И те и другие имеют как свои недостатки так и достоинства.
В direct экструдерах к весу печатающей головки добавляется еще и вес шагового мотора с механизмом подачи пластика. Лишний вес будет увеличивать силы инерции при остановке и разгоне печатающие головки, что может негативно сказаться на качестве 3D печати, особенно на высоких скоростях, а также вызывает повышенный износ элементов кинематики валов и подшипников. Зато подача и откат пластика (так называемый retract) происходит точнее, что делает настройку проще.
Bowden лишён недостатков direct экструдеров относительно лишнего веса, так как по каретке бегает только печатающая головка, что дает возможность печатать на более высоких скоростях. Но взамен мы получаем проблемы с точной дозировкой пластика, что усложнит настройку и калибровку.
Конструкция экструдера
Конструкции всех экструдеров схожи и отличается лишь исполнением. Давайте рассмотрим из чего состоит экструдер на примере известной модели e3dv6.
Это три основных узла: cold end (холодная часть), hot end (горячая часть), которые соединены посредством термобарьера.
Hot end состоит из:
- Нагревательный элемент, чтобы расплавлять пластик.
- Элемент измерения (терморезистор) для поддержания нужной температуры.
- Алюминиевый нагревательный блок для их размещения.
- Сопло с калибровочным отверстием от 0.1 до 0.8 миллиметров.

Cold end представляет из себя:
- Алюминиевый радиатор с вентилятором, который служит для охлаждения пластика не давая ему плавится преждевременно.
- Термо барьер, который служит для теплоизоляции этих двух элементов друг от друга. Обычно представляет из себя втулку из нержавейки, а иногда и простой стали. Нержавейка все же предпочтительнее, так как теплопроводностью она не хуже обычной стали. Кстати, при покупке обратите на это внимание! Проверяется легко - с помощью магнита. При относительно схожем весе нержавейка не магнитится. Cопло же наоборот должно быть из хорошо проводящего тепло материала.

Детализированная конструкция и особенности экструдера e3dv6
В нашем случае мы будем рассмотрим bowden экструдер на базе китайской копии е3dv6.

Китайская копия работает не хуже оригинала, а стоит в несколько раз дешевле. Разница лишь в качестве обработки и используемых материалах. Обратите внимание на то, что существует еще и старая версия e3dv5. Они очень схожи внешние, но все же имеют существенные отличия. Брать е3dv5 не рекомендую, так как е3 dv6 это усовершенствованная его версия. e3dv5 имеет больший размер радиатора и немного другой нагревательный блок. В е3dv6 термистор размещается ближе к соплу чем к нагревателю относительно е3dv5, что обеспечивает более точный контроль и поддержание температуры именно в области пластика, а не нагревателя.

Существуют версии под разные диаметры пластика. 1.75 миллиметров, которым печатает большинство или 3 миллиметра.

Чтобы избежать пробок и заторов, термобарьер выбирайте со вставкой из тефлоновой трубки для печати PLA пластиком.Она более гладкая и скользкая.

Цельнометаллический больше подойдет для печати нейлоном, ABS или другими пластиками, которые требуют более высокую температуру печати, так как тефлоновая трубка в средине разрушается уже при температуре около 200 градусов. В интернете пишут что цельнометаллический барьер в оригинале печатает всеми видами пластика так как отверстие в средине хорошо отполировано и гладкое, в отличие от китайского собрата, в котором отверстие просверлено обычным сверлом без дополнительной пост обработки.
Надеюсь, информация была для вас полезна. Спасибо за внимание, до новых встреч и обзоров в мире 3D печати.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Добрый день. Хочу поделиться с вами некоторыми секретами сборки экструдера для 3D принтера, которые очень упростят вам жизнь в плане работы с ним.
У меня Anet A6 собирал его сам и полностью доволен. 3D принтер съел уже примерно 5 кг пластика без каких либо проблем и заминок. Оставляю печать на ночь и когда ухожу на работу.
Все экструдеры, печатающие пластиком из прутка, имеют одинаковый принцип действия и правила для anet A6 будут справедливы и для остальных принтеров. Нам понадобятся 'нить для герметизации резьбовых соединений' (не для герметизации ), термопроводящая паста и собственные

Сразу скажу, что герметизация от утечек расплавленного пластика происходит между соплом и термобарьером, больше нигде.

Если правильно собран этот узел, то никогда не будет протекать расплавленный пластик и выгорать на нагревательном элементе и сопле, а значит не будет и запаха гари.
Начнем по порядку.
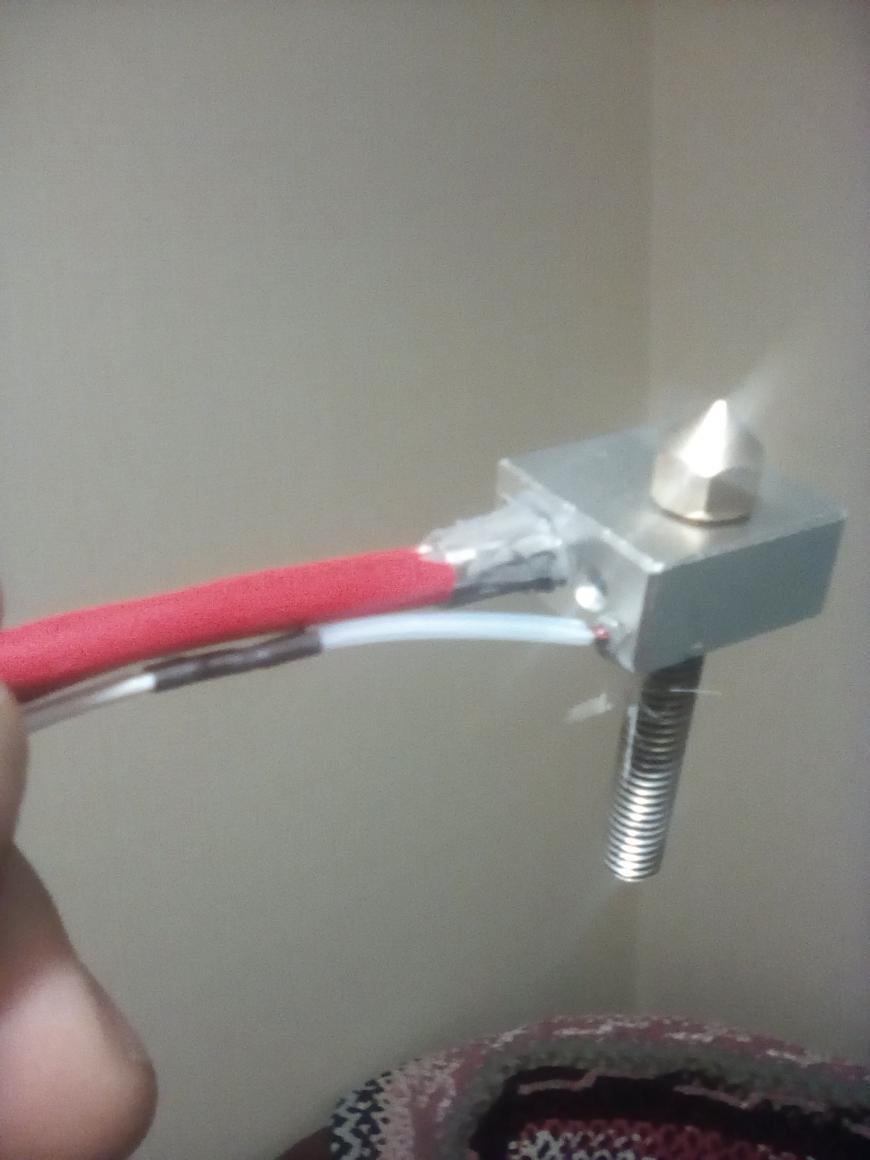
Закручиваем сопло в термоблок с нагревателем не полностью, не докручиваем примерно 1 мм как на фото.


В точке соприкосновения сопла и термобарьера и происходит уплотнение.
Нить уплотнения резьбы нужна для того, чтобы во время смены сопла нагревательный блок не вращался на резьбе термобрьера, это исключает возможность отхода термопары со своего штатного места. После смены сопла его затяжку производить с усилием примерно 500 грамм на 10 см. Не стоит забывать что сопло упирается не в термоблок, а в термобарьер.
Термопроводящей пастой смазываем сам нагревательный элемент и термопару перед установкой в блок.
Это позволит вашему принтеру поддерживать заданную температуру в пределах + или - 1 градус.
А так же значительно продлит жизнь нагревательного элемента.
Надеюсь эта информация будет вам полезна. Удачи всем.
Некоторые изделия напечатанные на Anet A6

Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Читайте также: