
Как программировать 3д принтер научиться
Обновлено: 05.07.2024
Мой первый пост, не судите строго.
Много читаю статей здесь и в соц сетях, о том, что купить, где, а почему то или иное. И решил немного собрать все в кучку, кратко и по сути.
Какое устройство выбрать?
Всё просто, если Вы хотите бизнес построить смотрите на готовые устройства заводской сборки - они как правило хорошо собраны, часто "работают из коробки" (но не всегда, как в моем случае), есть адекватные люди в тех поддержке, которые 90% проблем знают как решить, ну а кроме того эти устройства очень хорошо печатают.
Если руки не из жопы и мало денег, то добро пожаловать в reprap проекты, есть полностью открытые. Самый дешёвый вариант, вполне хорошее качество печати. Готовьтесь что этот принтер Вы будете строить все время, каждый раз что-то новое придумывается обществом или создателем принтера, и у Вас уже есть принтер нормально печатающий, но Вы себя ловите на том как покупаете новые платы на али или заказываете японские подшипники, и это невозможно остановить, только если продать принтер.
Всем остальным, желающим печатать бирюльки берите б/у принтеры, многие из них доведены до ума, и прослужат для Вас достаточно. И деньги сэкономите, и не получите головную боль от не работающего принтера.
На сегодняшний день их огромное количество, каждый из них по своему хорош и плох. В общем и целом, если у Вас открытый принтер то смело берём Pla, Sbs (он же ватсон), ПЭТГ, тотал cf-5 и большая часть арт пластиков типа имитация дерева, меди, бронзы, так как они сделаны на основе Pla. Все эти материалы самые простые и лёгкие в печати, с маленькой усадкой, требуют охлаждения. В общем Pla жёсткий, но термически не стабилен (после 60 начинает плыть), поэтому применения бытовое, шестерни печатать только для образца, в работе при первой же нагрузке съест зубья. СБС отличный материал для прототипов, одна небезызвестная компания делала имитацию стеклянных бутылок с идеально прозрачными стенками (в один проход с обработкой d-лимоненом). ПЭТГ крутой материал, минимум усадки, бешеная межслойная адгезия, в ряде случаев можно делать шестерни, будут жить, вообще хороший материал на замену ПЛА и Абс, вроде термически не стабилен с 90 градусов (но это не точно). Тотал cf-5 крутой материал, на основе полиуретана с добавлениями углеволокна. Прочный материал, можно делать не нагруженные и средненагруженные шестерни, идеально подходит для роликов работающих на трение качения. Соплом 0,4-0,5 печатается, меньше затруднительно, забивает сопло. Да и он очень хорошо "рассверливает" сопло - углеволокно агрессивно к латуни, выход ставить нержавейку (сопла).
Для закрытых принтеров подходят все вышеперечисленные и другие более вредные материалы, такие как АБС, АСА, нейлон. Все при нагревании источают вредные запахи, имеют большую усадку. Если начнёте печатать из этих материалов на открытом принтере Вас постигнет деламинация - растрескивание, загибание, отрывание детали от стола. Основная причина изменения размеров пластика из-за резкого остывания пластика, он сжимается и либо рвёт в местах слабого спекания, либо тянет, термокамера снижает это пагубное влияние. Абс для промышленных деталей, корпуса, рычажки все, что не сильно нагружено, пластик боится лютых морозов ниже 30 и ультрафиолета (от последнего можно защититься защитным лаком). АСА улучшенный абс с меньшим значением усадки и стоек к ультрафиолету. Нейлон самый капризный, температуру подбирать экспериментально, от 240 до 265, нужно обязательно сушить, даже если Вы только распаковали его, дикая усадка, для внешних размеров на 0,1-0,2 мм, для отверстий на 0,4-0,5 мм (все это нужно держать в голове при моделирование. Обязательно перед началом использования печатайте кубики, и разламывайте их кусачками, когда будет монолитная структура (не слоистая), значит можно смело печатать на этой температуре высоконагруженные шестерни.
К каждой детали подходите продумывая, в каких условиях она будет работать, жить и в зависимости от этого подбирайте материал, очень часто мы сначала печатаем из дешёвого пластика (абс, Пла), сверяем визуально детали, обмеряем, а потом уже печатаем из нейлона или ПЕТГ, тотала, это позволяет избежать некоторых ошибок и растрат на дорогостоящий материал.
Есть ещё ряд материалов с интересными свойствами, например флексы и резиноподобные материалы, воск и пмма (служат для изготовления литьевых форм), всякие токопроводящие, ультраны, поликарбонат, о них в следующий раз (по ним не так много опыта).
Адгезия
Как люди только не извращаются с решением слабой адгезии,используют пиво, воду сахаром, пва, лак для волос, клей карандаш, растворы абс в ацетоне, ультрабазы всякие (последние не пробовал). Для меня есть 2 адекватных средства - клей для 3д печати, самый дешёвый уфимский около 400 р за 0,5 л спрей, они одни из первых его начали делать. Держит все кроме нейлона, этот не держится даже на плоту. Нейлон держит только клей бф-2 со спиртом (пропорция 1:3). Естественно все это наносится на стекло или зеркало (кому как удобнее), мы имеем 2-3 стекла, с заранее нанесенными средствами, и после печати просто меняем стекла. Детали сами отходят от стекла при температуре где-то 40-50 градусов. Клей для 3д печати смывается водой, его хватает на 2-3 распечатки, бф-2 нужно замачивать в тёплой воде, тогда отходит плёнкой, засохший клей ничего не берет, ни спирт, ни ацетон, ни сольвентом, только замачивание.
Очень часто проблема адгезии бывает в малом зазоре между соплом и столом (стеклом). Я калибрую по бумажке, по 4 точкам при каждой смене с абс на пла (разная температура стола, разное расширение основы стола от нагрева), так чтобы бумажка скреблась об сопло и двигалась с минимальными затруднениями. Это приводит к тому что первый слой немного раздавливается, и хорошо липнет к основе.
Директ или боуден
Боуден система с вынесенным двигателем и механизмом подачи, директ - с двигателем и механизмом на голове.
У меня нет опреденного ответа, 3 принтера с боуден системой и один с директом. На одном принтере с боуден подачей я печатал всеми пластиками, в том числе и флексами, но воск для литьевки он не смог затолкать. На директе с этим проще.
Бытует мнение что на боуденах можно печатать с большой скоростью, а на директах нельзя, не знаю не проверял.
Скорость печати 100 мм/с и более
Мне никогда непонятны были эти заголовки, куда Вы так спешите, зачем Вам такая скорость, как Вы боретесь с инерцией. Всегда печатали на скорости 50-60 для абс, Пла, нейлон 40, флексы 20-30. Мне нужна качественная, ровная, заполненная деталь, пусть больше времени, но нормальная.
3д печать как бизнес
Пассивное увеличение заказов
Тут подразумеваются различные способы рекламы.
Первое что, Мы сделали, это создали группу в вк, в ней есть вся контактная информация, есть примеры работы, и периодически мы добавляем свои работы в группу. Группа приносит периодически клиентов, половина из них неадекваты. Следом зарегистрировались в справочниках - яндекс, гугл и др. С отражением на карте, это работает, люди ищут, и даже бесплатная версия выкидывает нас периодически в топ. Пока этого достаточно. Объявления на авито/юла, люди периодически звонят, говорят "звоню по объявлению", так что отметать нельзя. И сайт, он нужен чисто для галочки, и работает как визитка, причём желательно чтоб на своём домене, выглядит более серьёзно. Если везде публиковать информацию, чётко, проблема-решение, и фото. То постепенно (у нас 2 года), это приносит стабильную занятость, но до прибыльности далековато. Но опыт сам по себе не появится.
Пока наверное всё, если кому-то понравится, можно будет пройтись подробнее по материалам, слайсерам, принтерам, разберём жизненные (3д печатные) ситуации.
Последнее время мы часто слышим про 3D печать. Что это такое и может ли 3D принтер сделать всё? Мы занимаемся 3D технологиями не один год и попробуем рассказать о 3D печати простым и понятным языком.
3D принтер с кинематикой картезиан (Фото из свободных источников) 3D принтер с кинематикой картезиан (Фото из свободных источников)3D ПРИНТЕР. СТАРТОВЫЙ МИНИМУМ.
3D принтер работает по аддитивной технологии (от слова additive [ˈædɪtɪv] – прибавлять) Аддитивная технология — это послойное выращивание объекта. Самые простые и распространенные 3D принтеры строят модель послойно наплавляя пластик. Существует множество 3D принтеров , печатающих другими материалами и по разным ветвям аддитивной технологии, но все они послойно наращивают материал.
Схематическое изображение процесса 3D печати (Фото из свободных источников) Схематическое изображение процесса 3D печати (Фото из свободных источников)Любой 3D принтер – это станок с ЧПУ (Числовым программным управлением). Для того, чтобы 3D принтер понял, что именно печатать, ему необходима специальная управляющая программа, в которую преобразовывается 3D модель. Большинство управляющих программ для 3D принтера представляют собой специальный язык для станков с ЧПУ, который называется G-code . Лишь некоторые принтеры имеют свой, закрытый язык, но в большинстве случаев и он базируется на видоизмененном G-code.
Скриншот куска стартового G-code из слайсера. (Фото из свободных источников) Скриншот куска стартового G-code из слайсера. (Фото из свободных источников)Преобразование 3D модели в G-code выполняется в специальной программе – Слайсере , которая обычно поставляется вместе с принтером. Однако из-за универсальности управляющей программы Вам не обязательно работать именно в слайсере , предоставленным вместе с принтером. Вы можете использовать любой из множества слайсеров , которые в большинстве своем являются бесплатными. Вам необходимо лишь внести в слайсер параметры Вашего принтера. Подробнее мы рассмотрим слайсеры и G-code в одной из последующих статей.
Модель, печатавшаяся в одной из прежних статей, в слайсере Ultimaker Cura. (Собственный скриншот.) Модель, печатавшаяся в одной из прежних статей, в слайсере Ultimaker Cura. (Собственный скриншот.) Модель в слайсере Raise3d IdeaMaker, подготовленная для печати двумя экструдерами с защитной оболочкой (Собственный скриншот.) Модель в слайсере Raise3d IdeaMaker, подготовленная для печати двумя экструдерами с защитной оболочкой (Собственный скриншот.)Теперь давайте закрепим материал:
3D ПРИНТЕР – станок с ЧПУ, послойно выращивающий объект и управляемый G-code, подготовленным из 3D модели при помощи слайсера.
ТИПЫ 3D ПРИНТЕРОВ
Как мы уже писали выше, существует множество ветвей аддитивной технологии, а значит и множество основных типов 3D принтеров. Давайте познакомимся с ними.:
Из великого множества и подвидов 3D принтеров, наиболее доступными являются:
3d принтеры работающие по FDM технологии (Фото из свободных источников) 3d принтеры работающие по FDM технологии (Фото из свободных источников) 3d принтеры работающие по FDM технологии (Фото из свободных источников) 3d принтеры работающие по FDM технологии (Фото из свободных источников)Все принтеры из галереи выше, являются FDM принтерами . Корпус 3D принтера определяется его кинематикой, потому и выглядят они по разному.
FDM принтеры по праву можно назвать самыми распространенными. В данном типе принтеров построение модели происходит за счет послойного нанесения нагретого до температуры плавления филамента. Филамент представляет из себя пластиковый пруток, изготовленный из одного из многочисленных типов материалов, которые мы рассмотрим в отдельном разделе. Филамент подается экструдером , представляющим из себя в упрощенном виде подающую шестерню, прижим и двигатель.
Типичный представитель боуден экструдера. (Фото из свободных источников) Типичный представитель боуден экструдера. (Фото из свободных источников)Существует два основных вида экструдеров – Директ (Direct extruder) , устанавливающийся непосредственно на печатной головке и Боуден (Bowden extruder) , подающий филамент удаленно, через PTFE трубку. У каждого из них имеются как плюсы, так и минусы, по сравнению друг с другом.
Подаваемый экструдером филамент попадает в Хотэнд (hotend) – состоящий из радиатора охлаждения , ствола хотэнда, нагревательного блока с установленным нагревателем и сопла . Именно они отвечают за послойное наложение слоев на строящуюся модель. Ширина слоя зависит от установленного сопла.
Схематическое устройство хотэнда (Фото из свободных источников) Схематическое устройство хотэнда (Фото из свободных источников)Модель, в свою очередь располагается на столе . Чаще всего используется подогреваемый стол, также иногда именуемый хотбэдом (heatbed)
Стол 3D принтера с печатающейся на нем деталью (Фото из свободных источников) Стол 3D принтера с печатающейся на нем деталью (Фото из свободных источников)Как я уже говорил выше, корпус FDM 3D принтера в основном определяется его кинематикой, особенностям которых в скором времени мы посвятим отдельный пост.
Я думаю что на первую дозу информации о 3D печати хватит с лихвой. В следующей нашей публикации мы рассмотрим другой распространенный тип 3D принтеров - Фотополимерные принтеры.

FDM печатает детали с использованием термопластической нити , которая в основном представляет собой шнур из материала, который можно плавить, выборочно осаждать и охлаждать. Детали строятся путем сложения слоев друг на друга.
Эта технология была создана, потому что люди хотели быстро создавать прототипы деталей. Даже сегодня быстрое изготовление прототипов является одним из самых больших преимуществ FDM и 3D-печати в целом . Неудивительно, что 3D-печать также постепенно становится мощным производственным решением.

Теперь давайте посмотрим на основные компоненты 3D-принтера:
Как печатает 3D-принтер
Процесс начинается, когда вы отправляете файл G-кода детали на 3D-принтер. После запуска задания на печать, рабочий стол и сопло начинает нагреваться. Когда сопло достигает температуры, необходимой для плавления филамента, экструдер втягивает нить в хотенд для плавки и укладывания.
Теперь принтер готов начать 3D-печать детали. Печатающая головка опускается на платформу сборки и начинает укладывать расплавленный пруток, который затвердевает вскоре после выхода из сопла благодаря частичному обдуву. Филамент укладывается по одному слою и после того, как один слой будет завершен, печатающая головка перемещается вверх по оси Z на небольшое расстояние, и процесс повторяется до тех пор, пока деталь не будет завершена.
Приобретение или создание 3D-моделей

В Thingiverse большая библиотека бесплатных 3D-моделей.
Если вы хотите напечатать деталь на 3D-принтере, у вас должна быть трехмерная модель этой детали. Трехмерные модели создаются с помощью программного обеспечения для трехмерного моделирования, которое обычно называют программным обеспечением САПР . Вот несколько популярных программ для 3D-моделирования:
Однако у большинства новичков в 3D-печати нет навыков, необходимых для использования такого программного обеспечения. Если это так, не волнуйтесь, потому что есть другие решения.
Для начала, есть более простые варианты программного обеспечения САПР, такие как Tinkercad программа, которую может использовать почти каждый без опыта. Это онлайн-приложение, разработанное Autodesk, одним из ведущих разработчиков программного обеспечения САПР.
Скачивание файлов
В связи с тем, что в последние годы так много людей получили доступ к 3D-принтерам, несколько сайтов стали репозиториями для 3D-моделей . Вот некоторые из самых популярных:
-
(все бесплатно) (многие бесплатные, некоторые платные) (бесплатная и платная) (несколько бесплатных и большинство платных) (все бесплатно)
Таким образом, любой может заполучить модель без каких-либо навыков моделирования.
Подготовка моделей

3D-модель необходимо подготовить для 3D-печати с помощью специального программного обеспечения, которое переводит модель в машинные код, понятный принтеру. Это делается с помощью программного обеспечения для нарезки 3D-модели, также называемого слайсером. 3D-модель импортируются в слайсер, который затем виртуально «нарезает» модель на слои. Полученный файл состоят из G-кода, который по сути представляет собой длинный список инструкций, который 3D-принтер выполняет построение модели.
Поддержка

Если вы все еще решаете, какое программное обеспечение для нарезки выбрать, ознакомьтесь с нашим руководством по программному обеспечению для нарезки, которое поможет вам выбрать!
Подготовка принтера

Перед печатью на 3D-принтере всегда необходимо сделать несколько вещей:
- Загрузка филамента: перед началом печати экструдер должен быть готов к выдавливанию прутка. Процесс загрузки начинается с нагрева горячего конца до температуры расплава прутка (выше 175 ° C, в зависимости от прутка), а затем загрузки нити в нагретый экструдер.
- Выравнивание стола: для того, чтобы принтер укладывал пруток и успешно строил объект, стол должен быть ровным. В зависимости от принтера выравнивание может быть ручным или автоматическим. Выравнивание стола очень важно, потому что если платформа для печати находится слишком далеко от сопла, первый и самый важный слой не будет прилипать к платформе, что приведет к автоматическому сбою печати.
Взгляните на наше руководство по выравниванию кровати, чтобы получить дополнительную информацию об этом важном шаге!
Филамент

Как мы уже упоминали, в 3D-принтерах FDM в качестве материала для деталей используются катушки с филаментом. Пруток в основном представляет собой термопласт, специально разработанный для плавления и охлаждения при сохранении своей структурной плотности.
Нити для 3D-печати обычно бывают двух диаметров: 1,75 мм и 3 мм (2,85 мм). Помимо диаметра, нити бывают разных размеров катушек. При более внимательном рассмотрении рынка выясняется, что наиболее распространенными являются размеры 500 г, 750 г, 1 кг, 2 кг и 3 кг.
Одна из лучших особенностей 3D-принтеров FDM заключается в том, что они могут работать с большим выбором волокон. Вот лишь некоторые из различных типов волокон, которые используются в 3D-печати FDM:
- Общий:
- PLA
- ABS
- Особый:
- Гибкий (TPU, TPE)
- Нейлон
- Наполненный (дерево , металл и др.)
- Поликарбонат (PK)
- Для опор поддержки:
- PVA
Филамент для FDM также один из самых дешевых материалов, используемых в 3D-печати.
Постобработка

Хотите узнать больше о постобработке? Ознакомьтесь с нашим руководством по постобработке, которое подходит для начинающих!
Поиск и устранение неисправностей
Давайте обсудим некоторые из наиболее распространенных проблем, с которыми могут столкнуться новички при использовании 3D-принтера.
Поддержание порядка
3D-принтеры, как и любой другой инструмент, требуют регулярного обслуживания для продолжения работы.
Чистка стола: после печати всегда рекомендуется протирать печатную платформу хлопчатобумажной салфеткой. Если остались более тяжелые следы или клей на платформе для печати, не стесняйтесь использовать кухонную губку и мыло, чтобы избавиться от него.
Очистка сопла: перед тем, как начать печать, просто очистите сопло с помощью ватного диска. Это гарантирует, что вокруг не останется твердой нити, которая может вызвать проблемы с будущими отпечатками. Однако иногда может потребоваться что-то посерьезнее. Ознакомьтесь с нашим руководством по очистке форсунок, чтобы узнать больше.
Место хранения

Хранение в основном относится к филаментам, а не к 3D-принтерам. Тем не менее, всегда полезно хранить свой 3D-принтер, если вы не планируете его использовать какое-то время.
На рынке имеется множество контейнеров для филаментов, а также вакуумных пакетов для филаментов. Все эти продукты предотвращают запыление волокон и их заполнение влагой.

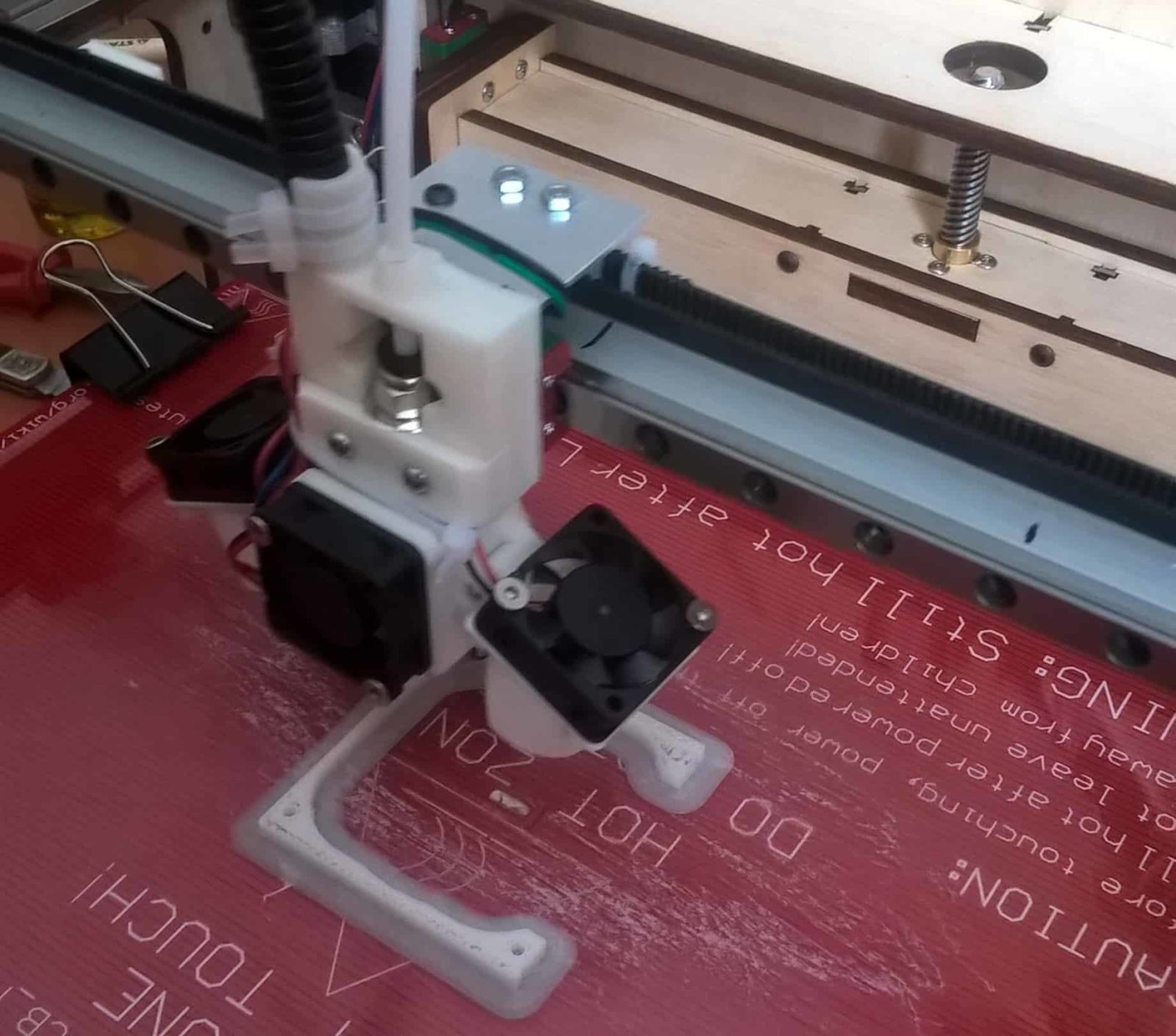
Всем добрый день!
Я 3D моделированием в различных сферах занимаюсь уже лет 10, а 3D печатью только третий год. Недавно вступил в это сообщество по 3d печати, и посмотрев блок не обнаружил описание общей технологии. Для профессионалов технология понятна, а вот у новичков или интересующихся людей возникает много вопросов. Вот я и решил поделиться своим опытном FDM 3d печати — не судите строго.
Первое с чего я начинаю это с получения исходных данных. Все зависит от задачи это могут быть обычные замеры, фото или 3D скан поверхности.
Приведу пример на базе создания накладки на суппорт.
Самый информативный способ получения данных — отсканировать суппорт. Можно так же сделать фото, а в последствии отмасштабировать в 3D редакторе.
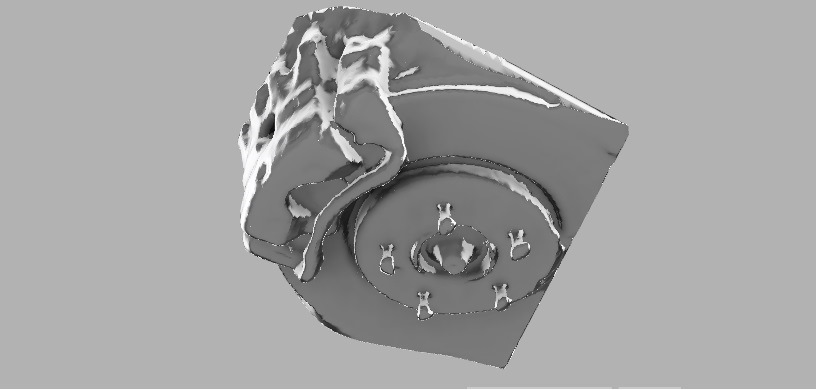
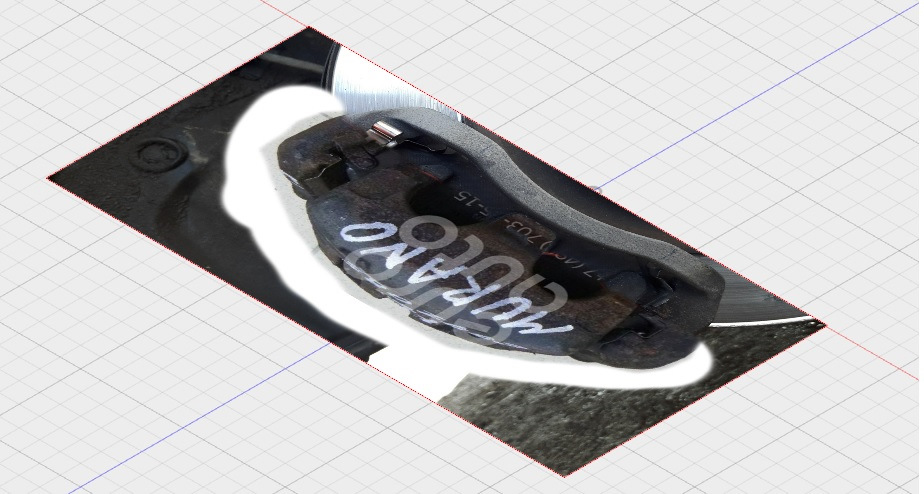
Я использую сканер sense 3d, мне его погрешности хватает для создания качественных моделей.

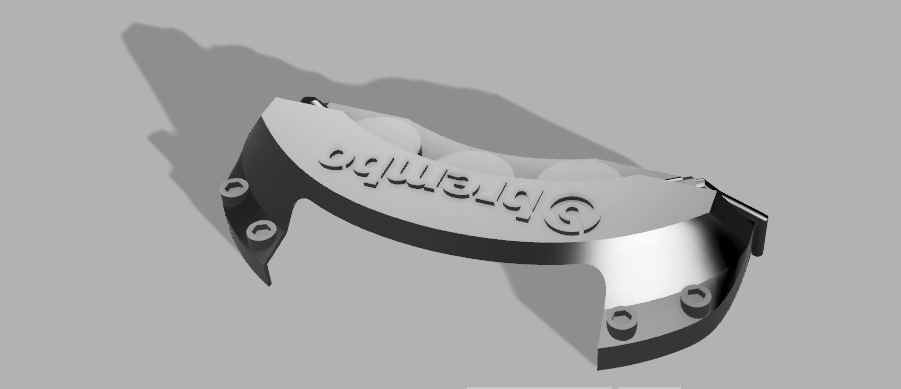
Далее производим моделирование. Дизайн и редактор зависят от индивидуальных предпочтений. Можно сделать что угодно и в чем угодно.
Вот я построил 3D модель.
Далее нужно подготовить 3D модель к печати. Для этого экспортируем 3D модель в STL файл и открываем с специальной программе – слайсере, которая производит нарезку 3D модели на слои. Я пользуюсь несколькими программами – одна из них Cura – наиболее распространенная. Так же стоит обратить внимание на Simplify3D (она платная), но в ней очень хорошо формируются поддержки, в том числе вручную.
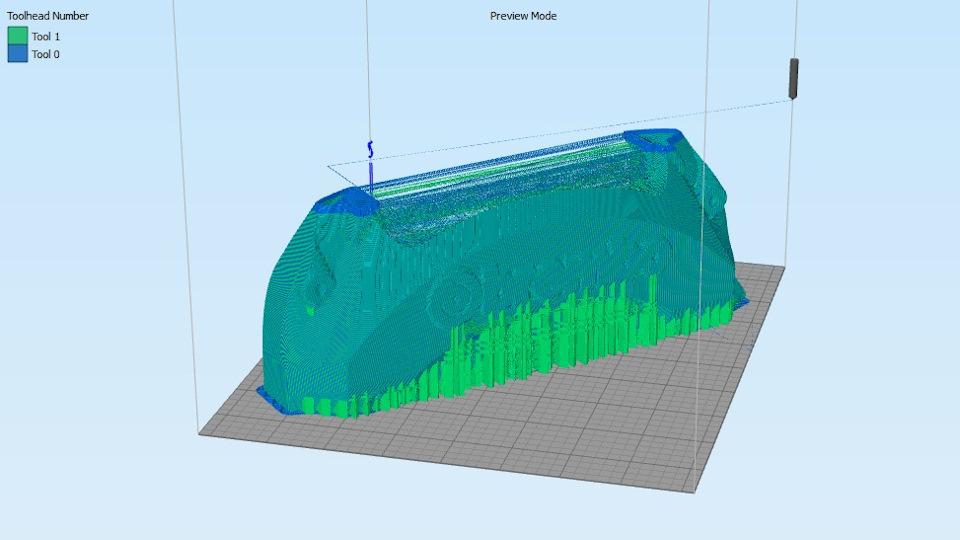
Здесь стоит отметить, что на FDM 3D принтерах можно печатать одним материалом, либо несколькими (как правило это 2 материала). Печать сложной детали с поддержками нависающих частей будет более качественной на 2-х экструдером FDM 3D принтере, когда одним материалом печатается деталь, а вторым поддержки. После печати, поддержки отделяются и на выходе получаем готовую деталь. Так же советую печатать детали для автомашин только ABS пластиком, т.к. он держит температуру, всякие SBS, PLA и т.п. даже летнего солнышка не выдержат — плавяться.
Это все нужно учесть в слайсере при подготовке детали к печати. Ну и конечно не стоит забывать по параметры 3D принтера: размер стола, температура стола и сопла и т.п.
Когда сформирован файл 3d модели, в большинстве случаев это *.Gcode можно начинать печать.
Вот несколько примеров:
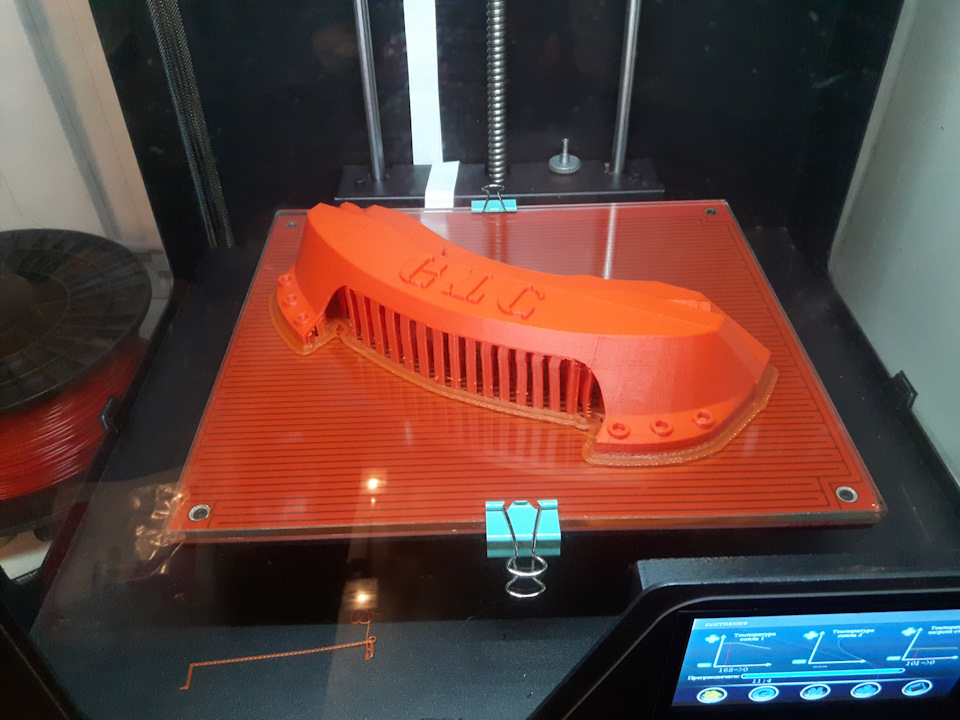
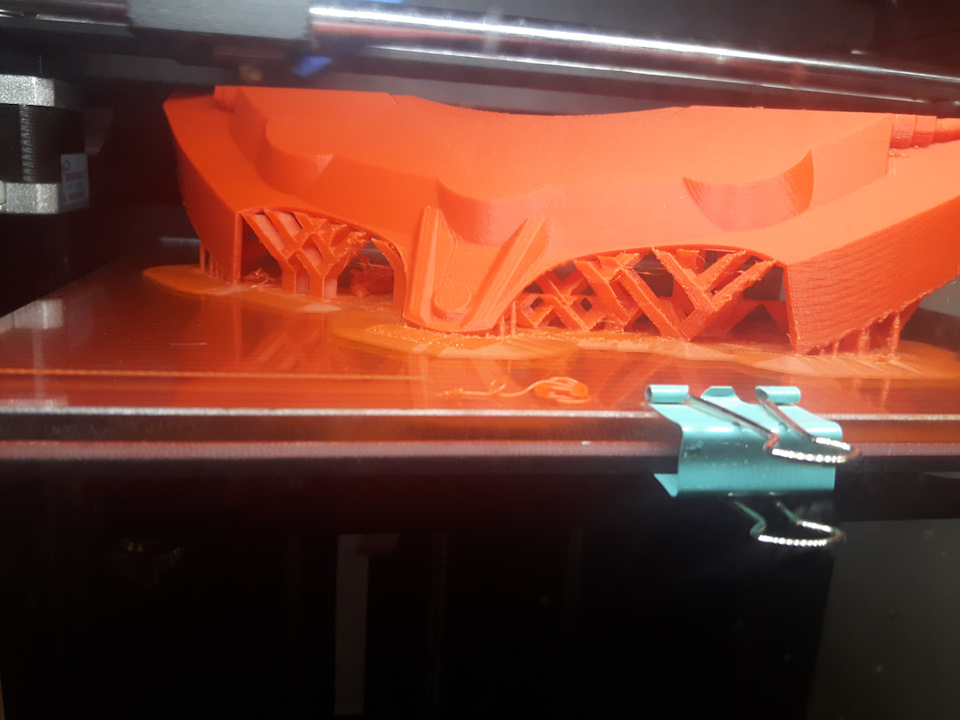
Приведенные модели напечатаны высотой слоя 0,15 мм. Мое мнение, для качественной печати и оптимального времени печати нужно варьировать слой от 0,1 до 0,15 мм. Печатались детали 16 -18 часов.
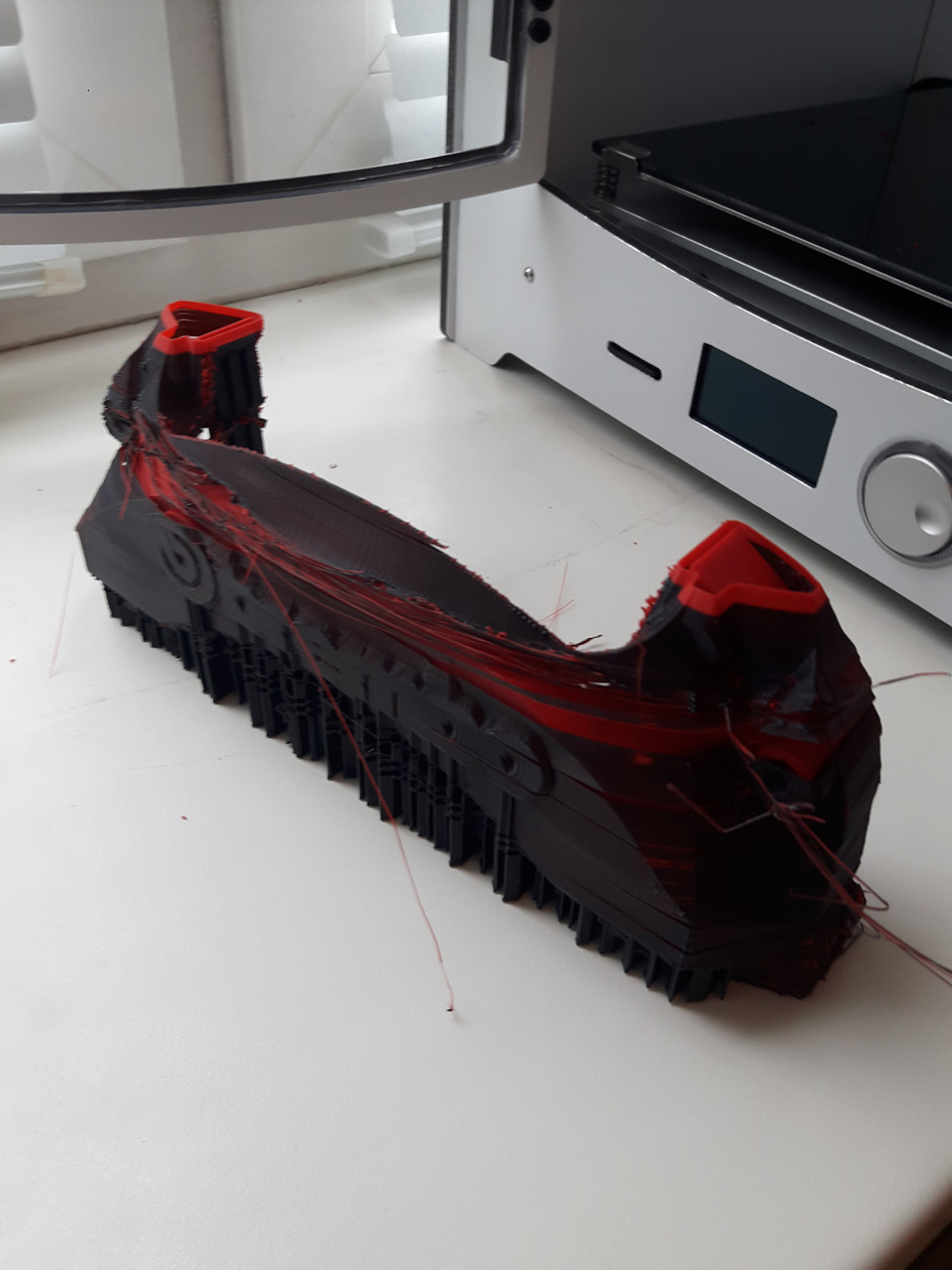
После удаления поддержек получаем готовый экземпляр. Далее можно проводить обработку.


Здесь стоит отметить, что процесс/длительность/интенсивность обработки обратно пропорциональна качеству печати. А качество печати зависит от 3d принтера — как правило, чем дороже принтер, тем качественнее 3d печать вы получаете, поскольку в более дорогих моделях применяется:
1) Более качественная механика – это линейность направляющих, отсутствие люфтов, воблинга и т.п.
2) Более жёсткий корпус, например на моем Hori Gold корпус из 2-х мм стали, весит более 20 кг.
3) Закрытая камера – это не маловажно для ABS пластика.
4) Более продуманный конструктив экструдера.
Для домашних целей подойдет принтер из за 15 т.р. но не стоит требовать от него сверх качественной печати. Я общался с многими людьми, которые покупали дешевый принтер, разочаровывались и начинали его апгрейдить, в результате совокупный ценник в разы вырастал.
Процесс обработки как правило состоит из химической обработки и физической обработки. Цель химической обработки лучше склеить слои. Например для ABS деталей, применяют обработки парами ацетона — помещают деталь в герметичную емкость с ацетоном и нагревают. Если так сильно не заморачиваться, то можно поверхность детали обработать ацетоном.

Далее можно шкурить, красить и т.п. В результате можно получить очень качественную деталь.
Читайте также: