
Как работает 3д принтер
Обновлено: 02.05.2024
Недавно я стал владельцем 3D-принтера, до этого практически ничего не зная о 3D-печати, поэтому и решил поделиться своим опытом с такими же «чайниками», людьми, далекими от этой технологии. Моя статья предназначена именно и только для таких людей; советы же “3D-печатников» со стажем для начинающих могут оказаться бесполезными, в силу их сложности или определенной специфики. Я думаю, что мой пост, основанный личном опыте (и личных ошибках), не перегруженный техническими подробностями, будет весьма полезен широкой аудитории. Также, мое описание базируется на личном опыте использования 3D-принтера компании Creality Ender 3 Pro; возможно, сведения ниже будут бесполезны для моделей других компаний. К сожалению, я не в курсе нынешних российских реалий, и потому все, нижеописанное, касается моделей 3D-принтеров, популярных в США. Также заранее прошу прощения за некоторые слова и термины на английском; я честно пытался, но не всегда мог подобрать адекватный термин на русском.
Сначала приведу несколько «максим» и опровергнутых стереотипов (возможно, впрочем, лишь моих):
“3D-печать – дело сложное, дорогостоящее, и требующее специальных знаний” – это абсолютно не так! Возможно, так когда-то и обстояли дела, но в настоящий момент 3D-принтер – это консьюмерское устройство, которое не сложнее (а, скорее, даже, намного проще!) телевизора, смартфона, компьютера. Вдобавок, это достаточно дешевое, по современным меркам, хобби – одно из самых дешевых, наверное. Специальных знаний для 3D-печати дома не требуется, вернее, не более, что можно за небольшое время почерпнуть из FAQ на официальном сайте, а также в пользовательских формах.
“Для 3D-принтера требуется специальное помещение, потому что он воняет и сильно шумит” – это тоже не верно (или, точнее, не совсем верно). Существуют пластики, такие, как PLA и PETG, которые практически не выделяют запахов при печати, а также модели принтеров, снабженные практически бесшумными вентиляторами. Впрочем, и от entry level моделей шум не «фатальный», а, скажем, как от игрового десктопа/ноутбука в «навороченной» 3D-игре.
“На 3D-печати можно неплохо заработать, печатая дома и продавая на eBay-е забавные поделки, ну, или неплохо сэкономить, печатая нужные для дома вещи, типа автозапчастей и т.п.” – к сожалению, это тоже неверно. Да, на eBay продается много 3D-принтов, но, как вы понимаете, и конкуренция соответствующая. Простота и доступность этой технологии в настоящее время привели к появлению 3D-принтеров в миллионах домов; понятно, что и очень много людей сделали «гениальное открытие» о возможности заработать, продавая то, что они печатают. Рассматривайте 3D-печать лишь как интересное и малозатратное хобби (установите себе начальный бюджет, например, не выше $200-250), способное порадовать вас, вашу семью, а также друзей и знакомых оригинальными поделками и подарками.
“Для 3D-печати нужно обязательно владеть программой трехмерного моделирования или CAD системой – совершенно необязательно! Существует огромное множество сайтов, предлагающий всевозможные 3D-модели для печати: и сканы знаменитых и не очень скульптур, и бюсты исторических личностей, и всевозможные фигурки героев мультфильмов, фильмов и компьютерных игр, и оригинальные остроумные поделки, вроде солнечных часов, показывающих время в цифровом виде, и бо̀льшую часть моделей можно скачать бесплатно – максимум, вас попросят зарегистрироваться для скачивания! Впрочем, владение CAD программой – это весьма неплохой навык (и, в особенности, для DIY-щика – у меня это был один из «пунктов» для покупки принтера), но я пока еще до этого не дошел – но как освою, то обязательно опишу свой опыт 😊
Итак, как я писал выше, обзавелся я принтером модели Ender 3 Pro от компании Creality. Entry level принтеры этой компании – одни из самых популярных в Штатах, из-за неплохого качества, как изготовления, так и печати, низкой цены, а также широкой поддержки community. Ну, и еще, не скрою, немалую роль сыграл отличный «дил» в нашем локальном Microcenter-e (это компьютерный магазин, расположенный в Cambridge, MA): по акции их продавали за $99, плюс купон $10 off на filament (пластиковая нить для печати), которым мне удалось воспользоваться аж три раза 😊. За самим принтером тоже пришлось прокатиться пару раз в магазин: расходились они, по выражению классика, «как мясные пирожки на вегетарианском обеде»!
Принтер поставляется в виде аккуратно упакованного «конструктора сделай сам».

Впрочем, сборка, сильно облегчаемая видео (бумажная инструкция тоже полезна, но видео намного более наглядное), прилагаемом на идущей к принтеру micro SD-card, займет у вас не более часа-двух максимум, после чего принтер в буквальном смысле готов к работе! На что следует обратить внимание при сборке: это расположение «концевика» вертикальной оси (Z) – он норовит встать в, как бы, отведенное для него место, но все не так просто. Этот датчик очень важен (впрочем, все они важны, поэтому важно следовать инструкции по сборке пунктуально, и понимая, что именно ты делаешь), ибо он определяет расстояние сопла печатающей головки (hot end) от печатного стола (heated/print bed).

Основные элементы 3D принтера
А это расстояние весьма важно: если оно будет большим, вам никак не удастся правильно откалибровать положение печатающей головки, а если слишком малым, то печатающая головка может повредить покрытие печатного стола. Как сделал я (впрочем, это можно найти и в куче интернет руководств, и, наверное, на официальном сайте в FAQ – но я не искал): собрав принтер, я установил все четыре калибровочных «барашка» под печатным столом в «расслабленное» состояние, а «концевик» (endstop switch) оси Z закрепил на заведомо большем расстоянии, чтобы печатающая головка (hot end) гарантированно была на расстоянии от печатного стола. Затем включил принтер, и выбрал команду из меню “Auto Home”. После того, как принтер установил головку в «домашнее» положение, я его выключил, и вращая рукой мотор (stepper motor) оси Z, а также аккуратно перемещая «концевик», добился того, что «щелчок» «концевика» (а это и означает срабатывание датчика) был слышен по касанию головки поверхности стола, после чего закрепил «концевик» ключом намертво. Затем, взяв лист обыкновенной бумаги, и вращая «барашки» калибровочных винтов, а также перемещая печатающую головку по всей поверхности рабочего стола, добился того, что она перемещалась, слегка «царапая» лист. Но, к сожалению, подобной «холодной» калибровки будет недостаточно для удачной печати, потому я порекомендую способ «горячей калибровки», или «проверки боем». Вот в этом видео вы сможете увидеть, как происходит процесс калибровки, а также скачать необходимые файлы (ссылка есть в описании видео). Также там находится и ссылка на профили печати для Ender 3 Pro – также порекомендую их скачать (а для чего они нужны, расскажу позже).
После завершения сборки и калибровки, ваш 3D-принтер готов к работе! Если вы заранее запаслись килограммовой катушкой с PLA пластиком (PLA filament, о пластиках, используемых для печати, подробнее будет в следующей части), то смело можете ее устанавливать, а если нет, то с принтером идет небольшой моток пластиковой нити (но лучше все-таки сразу купить катушку, ведь для калибровки тоже потребуется filament!). На micro SD card, идущей с принтером, есть несколько моделей, готовых для печати – это файлы с расширением .gcode (G-код - это язык программирования для устройств с ЧПУ, понимаемый большинством 3D-принтеров. Не беспокойтесь, вам не нужно будет изучать особенности этого языка – за вас об этом побеспокоятся специальные программы, называемые «слайсерами» (slicer) ), так, что зарядив filament (пластиковую нить с катушки) через экструдер (extruder, устройство подачи нити в печатную головку) через маленькое отверстие в экструдере (отжав рукой зажим и направив нить, через подающую трубочку, двигаем нить до упора в печатающую головку), вставив micro SD card в принтер, и выбрав модель в виде .gcode файла, можно смело приступать к печати!

Модели в gcode, идущие в комплекте с Ender 3D Pro
Печатать можно где угодно – в офисе, в столовой, в гостиной, в общем, там, где вы собирали дивайс. Позже я расскажу, где лучше разместить принтер на постоянной основе, но для пробной печати годится любое место – ни какого-то неприятного запаха, ни особого шума не будет.
Но тут вам нужно заранее учесть такую вещь: 3D-печать занимает чертовски много времени! Даже небольшая по размеру модель может печататься несколько часов (а большая – так и несколько суток!), в зависимости от выбранных настроек слайсера, скорости и настроек принтера. Так, что, начиная печатать, примите это во внимание – процесс печати, конечно, можно поставить на паузу (а потом возобновить), но для начала я бы порекомендовал довести процесс без перерывов – ну, чтобы увидеть реальный хороший результат, и почувствовать уверенность в своих силах, а также возможностях принтера.
Нужно заметить, что компания Creality в качестве firmware для своих entry level 3D принтеров использует открытое программное обеспечение Marlin, но, к сожалению, предустанавливает весьма устаревшую версию. Если вы – программист, или просто давно «на ты» с компьютером, то вам не составит труда собрать последнюю версию Marlin-а самому, например, через VSCode, а затем «прошить» ее через SD-card (нужно просто очистить карточку, и скопировать туда файл релиза с расширением .bin). Иначе вы можете воспользоваться моим билдом – скачайте, распакуйте, скопируйте на чистую SD-card, выключите принтер, вставьте карточку, включите принтер. Через небольшое время новое firmware установится на ваш Ender 3 Pro (под другие модели принтеров могут потребоваться другие билды). Впрочем, эту опцию вы можете отложить на потом – принтер готов к работе прямо из коробки.
Тут я хочу упомянуть еще о нескольких полезных усовершенствованиях принтера, которые будут полезны новичку (впрочем, эти усовершенствования опциональны).
Во-первых, я порекомендую вам установить и подключить к принтеру открытое программное обеспечение OctoPrint – для этого вам понадобится Raspberry Pi с камерой. Я использовал дешевый Raspberry Pi Zero W (со встроенным WiFi), который, хотя официально и не поддерживается, но работает великолепно. OctoPrint добавит вашему entry level принтеру далеко не entry level «фичи» - возможность удаленного контроля и управления принтером через веб интерфейс, а также с великолепного приложения для смартфонов.

Приложение это активно развивается и прекрасно поддерживается, обладает весьма обширной и дружелюбной комьюнити; множество полезных фич реализованы или прямо «из коробки», либо с помощью плагинов; документация также обширна и исчерпывающа. Инсталляция, а также подключение к принтеру, чрезвычайно просты: скачиваем образ sd-card, редактируем конфигурационный файл (указываем credentials своей точки доступа WiFi), копируем на карту, подключаем с помощью micro USB ↔ micro USB OTG кабеля к принтеру – и профит!
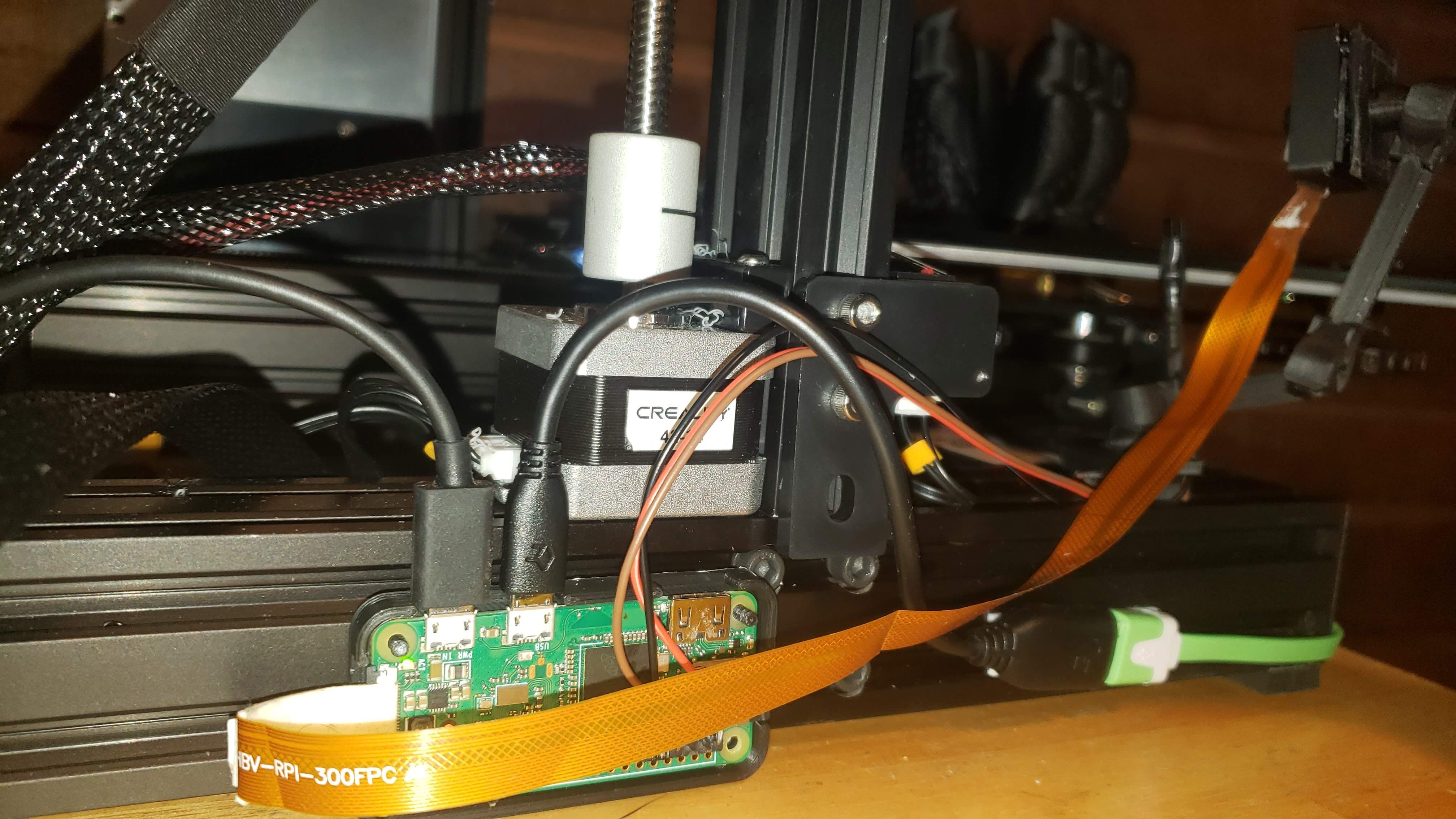
Мой RPi Zero W с камерой и температурным датчиком, подключенный к Ender 3D Pro
Во-вторых, я порекомендую вам сразу же обзавестись запасными поверхностями для печати (build surface plate, это съёмная поверхность, устанавливаемая на нагреваемый стол (heated bed), и на которой, собственно, и происходит печать). Принтер поставляется со «стандартной» гибкой магнитной поверхностью, и я вас уверяю: обзаводится новой вам придется достаточно скоро! Так, что лучше позаботиться заранее, ибо стоимость их невелика, на Amazon-е просят $9.99 за pack of two. Еще можно «проапгрейдиться» на стеклянную plate (стоит чуть дороже), у нее есть как свои преимущества, так и определенные недостатки, перечислю их вкратце. Достоинства стоковой гибкой магнитной plate: благодаря магниту, легко приаттачивается и снимается с heating bed для очистки, благодаря гибкости, очень просто снимать готовые модели. Недостатки: пластиковое покрытие, на котором, собственно, и происходит печать, достаточно легко повреждается и деформируется как самим «штатным» процессом печати, так и печатающей головкой, в случае неверной калибровки, а также чрезмерным нагревом heated plate – в общем, недолговечная деталь. Но, благодаря дешевизне, вполне может (и должна!) рассматриваться, как «расходник». К достоинствам стеклянной plate можно отнести большую долговечность, чистоту и «прилипающие» (adhesive) свойства этой поверхности. К недостаткам: чуть большую сложность крепления к heated bed (обычно для этого рекомендуют использовать обычные office clamps, но лично я не рекомендую из-за их размеров; куда проще купить специальные маленькие зажимы, стоят копейки на Amazon-е), и сложность открепления напечатанных моделей – стеклянную plate не согнешь. Кстати, и glass plates тоже весьма недороги, вполне можно купить долларов за 10-15 на Amazon (и, следовательно, тоже отнести к «расходникам»).
В-третьих (правда, немного забегая вперед), хочу порекомендовать вот такой небольшой «апдейт», а именно клей для «прилипания» моделей. Стоит такой клей дешево (за 6 «стиков» просят $13), он полностью экологичен, в отличие от популярных доморощенных средств (о них будет рассказ далее), смывается обыкновенной водой, не пахнет. При его использовании тоже есть пара «нюансов»: не стоит наносить на холодную поверхность, и не стоит наносить слишком мало, потому, что при нагреве утратит клеящие свойства, и требует определенной практики в определении оптимального количества, но удобства использования клея с лихвой перекрывают все это.
Теперь хочу поделиться своими соображениями о том, где лучше всего разместить ваш новый, только что купленный 3D-принтер. 3D-печать, вообще-то, процесс «теплолюбивый», поэтому весьма желательно размещение принтера в отапливаемом помещении с комнатной температурой (как минимум 20 °C – в 3D печати традиционно используется температура в градусах Цельсия – ну, или 70 по Фаренгейту). Как я уже писал, в самом начале, при печати некоторыми видами filament, например, PLA, нет никаких неприятных запахов, да и шум от вентиляторов сравним с шумом вентиляторов игрового десктопа или лэптопа при навороченной 3D игре. Т.е. при отсутствии специального помещения (мастерской в подвале или гараже), вполне возможна установка принтера в офисе, или даже детской игровой комнате, или family room. Более того, есть способ, путем покупки чехла для принтера (printer enclosure), уменьшить или вообще свести на нет как возможные запахи, так и вероятный шум. Об этом я расскажу подробнее позже.
Лично я установил принтер в своей «мастерской», в подвале. Там мы сильно не топим, но поддерживаем температуру чуть ниже комнатной. Учтите, что принтер, и сам по себе, занимает определенный объем; также вам понадобится место для размещения катушек с filament-ом, место для обработки моделей. Но, если же вы собираетесь работать с ABS пластиком, и заниматься «финишированием» ABS моделей путем «ацетоновой бани», то однозначно лучше работать в нежилом помещении. О свойствах некоторых пластиков, используемых при 3D печати, я расскажу в следующей части.
Дата-центр ITSOFT — размещение и аренда серверов и стоек в двух дата-центрах в Москве. За последние годы UPTIME 100%. Размещение GPU-ферм и ASIC-майнеров, аренда GPU-серверов, лицензии связи, SSL-сертификаты, администрирование серверов и поддержка сайтов.
3D-печать распространена повсеместно. Она позволяет создать что угодно — от прототипов всевозможных изделий, до функциональных частей реактивных двигателей самолетов и космических аппаратов, от канцелярских принадлежностей и автозапчастей, до шоколадок и сувениров.

Но, как именно работают 3D-принтеры, как они создают трехмерные объекты любой возможной формы — знают еще не все. Если вы хоть раз задавались этими вопросами, то перед вами — самое простое объяснение 3D-печати.
Общие принципы 3D-печати
Принцип 3D-печати по любой существующей технологии — создание объемных объектов из совокупности плоских слоев.
Цифровая модель изделия разделяется на слои специальной программой — слайсером, а принтер печатает эти слои, один на другом, составляя из них трехмерный объект. Так, из множества слоев, получается объемная деталь.
Общий принцип один, но технологии различаются; самая распространенная и доступная среди них — FDM.
FDM
Моделирование методом послойного наплавления (FDM), также известное как производство способом наплавления нитей (FFF) — самый популярный и массовый тип 3D-печати.
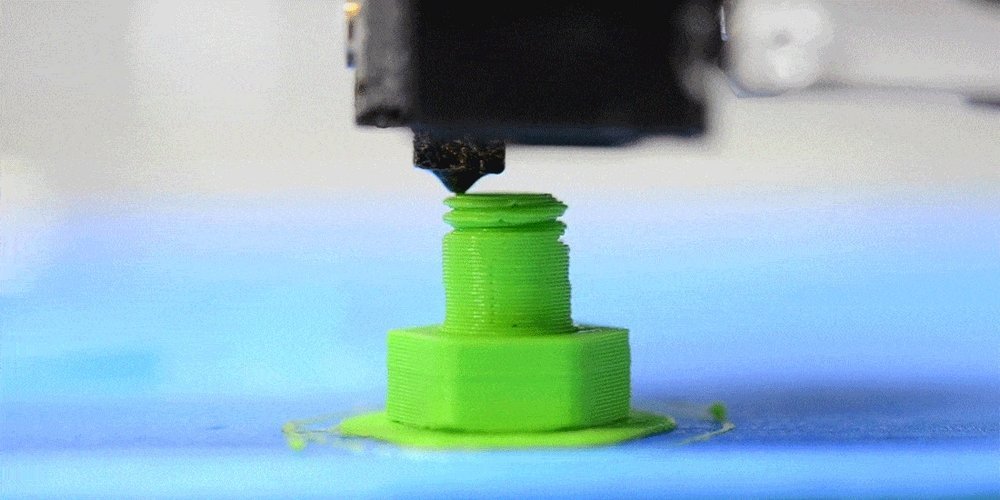
Стандартное FDM-устройство работает как термоклеевой пистолет управляемый роботом, что не удивляет, ведь разработка технологии FDM когда-то начиналась с опытов с термоклеем. Пластиковый пруток проталкивается через горячее сопло, где он плавится, а выходя из него укладывается слоями. Процесс повторяется снова и снова, пока не появится готовый 3D-объект.
Единственное отличие в том, что 3D-принтеры используют не стержни термоклея, а пластиковый филамент намотанный на катушки.

Самые распространенные материалы для FDM (FFF) — пластики ABS и PLA.
Пластиковая нить, она же филамент, выпускается в такой форме для того, чтобы она могла легко плавиться при заданной температуре, но очень быстро застывать — после охлаждения всего на пару градусов. Именно это и позволяет печатать 3D изделия со сложной геометрией с высокой точностью.

Проще говоря, 3D-печать отличается от традиционной 2D-печати только тем, что повторяется снова и снова, создавая слой за слоем, один на поверхности другого. В конце концов, тысячи слоев образуют 3D-объект.

FDM-принтер на примере MakerBot Replicator 2
Стереолитография

Стереолитография использует свет для “выращивания” объектов в емкости с фотополимерной смолой. Как и в прочих технологиях 3D-печати, изделие образуется слой за слоем, здесь — при отверждении жидкого фотополимера светом.
От FDM стереолитография отличается более монолитными принтами, даже с одинаковой заданной толщиной слоя.

На фото: принты FDM и SLA, слой обеих моделей — 0,1 мм.
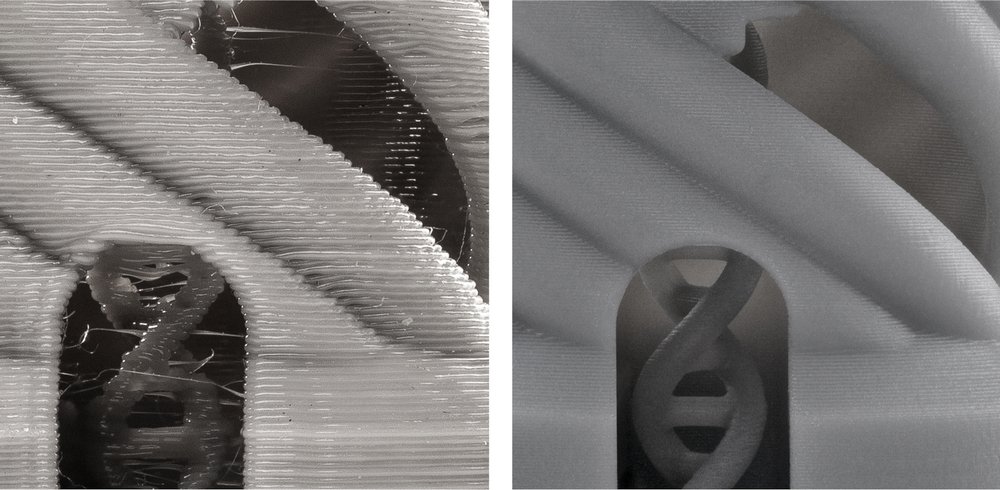
Дело в разнице в технологиях — фотополимерная засветка дает более аккуратные слои, чем расплавленный филамент выдавливаемый из сопла FDM-принтера.
SLA и DLP — две разновидности стереолитографии. SLA — лазерная стереолитография, DLP — цифровая проекция. Различие между ними в том, что в SLA источником света служит лазер, а в DLP — проектор.
Независимо от технических особенностей, принцип работы устройств SLA и DLP схож. Для запуска печати необходимо опустить специальную платформу построения в емкость с жидкой фотополимерной смолой.
Платформа останавливается на высоте одного слоя от дна емкости.
Происходит засветка источником света принтера.
Жидкий полимер, под воздействием света, становится твердым и прилипает к платформе построения. После этого платформа поднимается на высоту еще одного слоя и процесс повторяется.
SLA-принтер на примере Formlabs Form 2
SLA дает более гладкие поверхности, по сравнению не только с FDM, но и с DLP, о которой рассказываем далее.

Так получается потому, что DLP проецирует слои картинкой из пикселей, а луч лазера в SLA движется непрерывно, что дает ровный, не пикселизованный слой.
DLP в тех же целях использует проектор, а LED DLP — ЖК-дисплей с ультрафиолетовой подсветкой. В этих конструкциях свет проецируется на смолу по всей площади слоя одновременно, что дает преимущество в скорости, когда необходима печать крупных объектов с заполнением в 100% — полная засветка слоя происходит быстрее, чем в SLA.
Но при печати мелких или пустотелых объектов SLA быстрее, так как интенсивность засветки лазерным лучом, а значит и скорость полимеризации, выше.
DLP-принтер на примере SprintRay MoonRay S
SLS
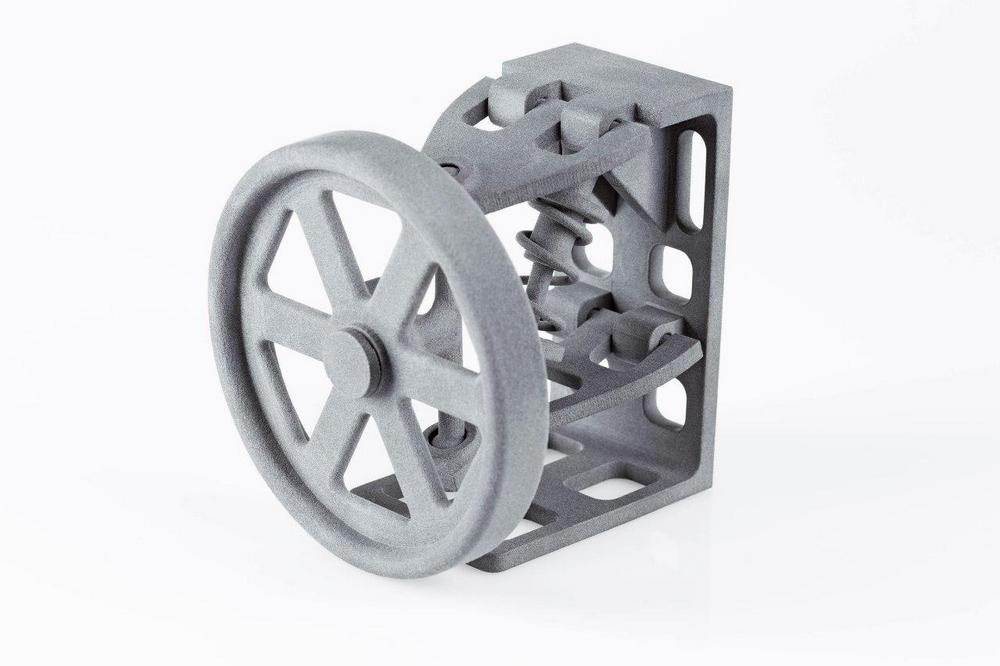
Главное преимущество технологии перед FDM и SLA — SLS-печать не требует создания поддерживающих структур, ведь материалом поддержки служит окружающий модель материал — это позволяет печатать изделия любой формы, с любым количеством внутренних полостей, и заполнять ими весь рабочий объем принтера. SLS-принтеры работают с широким спектром материалов, а их принты прочнее, чем большинство напечатанных FDM или стереолитографией.
Благодаря прочностным характеристикам, напечатанные на SLS-принтерах детали могут использоваться в практических целях, а не только как прототипы и декоративные элементы.
Для создания объекта аппарат направляет лазер на слой мелкофракционного порошка, сплавляя частицы друг с другом для формирования слоя изделия. Затем, устройство рассыпает следующую порцию порошка на поверхность готового слоя и разравнивает его, а лазер расплавляет, создавая следующий слой изделия. Процедура повторяется до тех пор, пока печать не будет завершена.
Есть у SLS-принтеров и минус — их стоимость. Они очень дороги, по сравнению с FDM и SLA/DLP. Это связано с ценой необходимых для такой печати высокоэнергетических лазеров. В принципе, стоимость даже самых дешевых SLS-принтеров совсем недавно начиналась от $200 000.
Тем не менее, некоторые компании в настоящее время работают над тем, чтобы сделать данную технологию более доступной, поэтому есть шанс, что приобрести SLS-принтер в ближайшем будущем смогут позволить себе даже любители. Один из примеров — польская компания Sinterit.
SLS-принтер на примере Sinterit Lisa Pro
Извлеченная из SLS-принтера модель не требует удаления поддержек и может использоваться без постобработки, ее надо лишь очистить от лишнего порошка.
Polyjet
Главное преимущество технологии Polyjet в ее мультиматериальности — многие Polyjet-принтеры способны печатать объект большим количеством различных материалов одновременно, что позволяет создавать изделия состоящие из участков с разными механическими и оптическими свойствами, то есть — разной твердости и цвета. Это фирменная технология компании Stratasys.
Пример: принтер Stratasys и напечатанные на нем кроссовки.

Polyjet 3D-принтеры распыляют крошечные капельки фотополимерной смолы на поверхность и полимеризуют их ультрафиолетовым излучением.
Этот процесс повторяется до тех пор, пока не будет создан объект. В отличие от FDM-принтеров, Polyjet-устройства могут наносить материал из многочисленных сопел одновременно.
Polyjet-принтер на примере Stratasys J750
Заключение
Прочитав эту статью, вы ознакомились с принципами и примерами работы 3D-принтеров функционирующих по самым распространенным технологиям.
Существуют и другие технологии, в основном — связанные с 3D-печатью металлами, но они используются только в промышленности. О них мы поговорим отдельно.
Чтобы выбрать 3D-печатное оборудование и материалы для любых задач обращайтесь в Top 3D Shop — проконсультируем, подберем максимально подходящую технику и расходники, оформим заказ, доставим, установим и научим.
За последние пару лет появилось много новостей о том, что кто-то что-то распечатал на 3D-принтере:
Давайте разберёмся, как работает эта технология, какие у неё ограничения и за ней ли будущее.
Для чего нужен 3D-принтер
3D-принтеры печатают объёмные вещи из пластика или других материалов. Их можно использовать в быту или производстве. Например, вот что можно напечатать на 3D-принтере:
Корпус для батареек. Светодиодную лампу на шарнирах. Лампу в стиле Minecraft. Модель старинного замка.
Как это работает
Обычно для печати 3D-принтер использует специальный пластик. Он бывает в виде порошка, жидкой смолы или пластиковой проволоки в катушках. Именно из этого материала и будет состоять напечатанная деталь.
Дальше, если говорить грубо, процесс выглядит так:
- этот пластик либо наносят с помощью подвижного сопла;
- либо «запекают» с помощью лазера;
- либо из массива готового материала вырезается лишнее с помощью подвижного резака (но это уже больше похоже на токарное дело и к 3D-печати часто не относят).
Материал принимает нужную вам форму слой за слоем. Когда все слои пройдены, получается деталь.
Ускоренная съемка 3D-печати с помощью подвижного сопла:
Из-за того что принтеру нужно постоянно нагревать пластик, 3D-принтеры печатают не очень быстро: на деталь размером с телефон может уйти 15–20 минут. Ещё скорость зависит от толщины слоя: чем толще слой, тем быстрее печать. Но при большой толщине слоя деталь может получиться неаккуратной: будут видны слои:

Чем тоньше слой, тем более ровной получается поверхность при печати.
Технологии печати
3D-печать очень нужна в промышленности и промдизайне, поэтому существует целый зоопарк технологий печати, у каждой свои преимущества и недостатки.
Стереолитография. Вместо пластика здесь используется специальная смола, которая застывает на свету. Деталь тоже формируется слоями, но сами слои почти незаметны — смола заполняет рельеф и деталь кажется единым целым даже с очень близкого расстояния.

Синтез полимеров (SLS). При такой печати используется порошок, который потом запекается лазерным лучом. Так как лазерный луч можно сфокусировать в любом месте с нужной точностью, то таким способом печати можно получить очень сложные модели с высокой детализацией:

Polyjet. Особенность этой технологии в том, что в ней можно печатать объекты одновременно из разных материалов. Это позволяет создавать практически любые вещи самой сложной формы, которые сразу обладают нужными свойствами. На таком принтере можно напечатать даже кроссовки, которые можно носить:

Что можно напечатать
На 3D-принтере можно напечатать всё что угодно, если у вас есть подходящий материал для печати, готовая модель и достаточно большой принтер.
Прототипы. Часто перед началом производства компании нужно понять, насколько удобной получится вещь в использовании. Чтобы не запускать линию ради одного изделия, его печатают на 3D-принтере и смотрят, что нужно изменить или доработать. На таких прототипах можно заметить, например, что кнопки получились слишком маленькими и их будет неудобно нажимать или что кнопки оказались очень далеко от пальцев и до них нужно будет специально тянуться.
Медицина. Трёхмерная печать активно используется в медицине для создания новых суставов, тканей и лечения пациентов. Отличие от традиционной печати в том, что вместо пластика там печатают специальными «живыми» растворами, которые взаимодействуют друг с другом и ведут себя как настоящие органы и ткани. Благодаря такой технологии сейчас легко напечатать сустав, который хирург может поставить человеку вместо повреждённого.
Хобби и моделирование. На 3D-принтере легко печатать разные миниатюры, коллекционные фигурки и модели.
Производство других роботов. 3D-принтеры пока не умеют производить сервоприводы и микропроцессоры, но уже умеют печатать корпуса и каркасы роботов.
Дома и здания. Берём здоровенные рельсы с моторами и контроллерами. Устанавливаем подвижное сопло, на которое можно подавать строительную смесь (бетон или полимеры). Можно печатать стены зданий. В отличие от традиционных технологий строительства из кирпича, панелей и блоков, форма стен и здания в целом может быть любой. Фундамент, перекрытия и крыша пока что не печатаются, но это пока.
Представьте: отправляем на Марс полсотни 3D-принтеров на подвижной основе. За год каждый из них печатает ещё по 100 принтеров. Далее все эти 5 000 принтеров разъезжаются по Марсу и начинают строить первую колонию. Пока они строят, мы заказываем в Икее мебель, оформляем доставку, и как раз к моменту доставки наши роботы всё допечатают. Яблони на Марсе вряд ли зацветут, а вот пятиэтажки — могут.
Критика и проблемы
❌ Медленно и без гарантий: печать довольно медленная, недостаточно точная. Огромная проблема в любительских принтерах — брак. Например, деталь может отклеиться от подложки прямо во время печати, и произойдёт ад. Или моторы раскалибруются, и сопло начнёт промазывать мимо нужных мест.
❌ Низкая эффективность: чтобы напечатать деталь 10 × 10 см, нужен принтер размером как минимум 50 × 50 см, который будет стоить несколько сотен долларов.
❌ Не самые прочные материалы: 3D-печать пока что ограничена пластиками и смолами. Есть отдельные технологии печати на базе металлического порошка, но если вам нужна стальная деталь — вам нужен не 3D-принтер, а нормальный токарь и станок. Но на станке можно сделать не всякую деталь.
❌ Не всегда понятно зачем. В промышленности 3D-принтеры используют для прототипирования, но в массовом производстве эти технологии не используются. Для домашнего применения тоже неясно: на 3D-принтерах печатают маленькие пластиковые штучки для любительских проектов… и всё. Очень мало случаев, когда обычный человек мог бы захотеть напечатать у себя дома что-то применимое в хозяйстве.
Что дальше
Дальше технология победит все проблемы младенчества и будет печатать вам еду, мебель и внутренние органы. Необязательно при нашей жизни, но наши дети и внуки наверняка застанут.

3D-печать — обширная и сложная тема, в которой можно разбираться бесконечно. Расскажем вкратце, как работает 3D-принтер, чем он печатает и как модель с компьютера превращается в физический объект.

Трехмерная печать становится все популярнее. Как работает 3D-принтер, какие материалы используются при печати моделей, а также некоторые практические советы рассмотрим в нашей статье.
Как работает 3D-принтер?

Начнем с технологии печати. В наши дни 3D-принтеров очень много, а соответственно, и способов создания моделей с их помощью — тоже не перечесть. Но в принципе, все принтеры в основе имеют одну из трех различных технологий.
Во-первых, существует так называемая стереолитография (SL или SLA). Внутри принтера помещается ванна, в которой находится жидкий фотополимер. Фотополимеры — это пластмассы или смолы, которые затвердевают при воздействии света. Принтеры обычно работают с акриловой, эпоксидной или виниловой смолой. По поверхности смолы движется лазерный луч, и там, где он ее касается, смола отвердевает. В фотополимерном бассейне есть платформа, которая после каждого затвердевания опускается немного вниз (глубже в ванну). Таким образом, объект печатается по рядам, как текст в обычном принтере. После полного отвердения модели она отличается высокой прочностью и химической стойкостью. Преимуществом этого метода является точность передачи: даже мелкие микрометрические структуры принтер может напечатать очень чисто. К сожалению, стереолитографические принтеры в настоящее время очень дороги.
Вторая технология работы 3D-принтера — селективное лазерное спекание (SLS). Чтобы понять, как это работает, представьте себе вертикальную трубу, в которой находится движущаяся платформа. В начале печати платформа находится наверху. Пластик, формовочный песок с пластмассовым покрытием, металлический или керамический порошок распределяются по платформе тонким слоем при помощи валика. Затем по платформе начинает перемещаться лазерный луч, нагревая определенные точки в порошке, так что они соединяются и образуют первую плоскость объекта. После этого платформа движется немного вниз, и процесс начинается снова. Таким образом, объект снова строится по слоям.
Третий способ — классический. Он называется моделированием методом наплавления (FDM). В этом процессе каждый новый слой изделия формируется из жидкого пластика, который пропускается через экструдер (программируемое устройство, придающее ему определенную форму) и после этого немедленно отверждается лазером. Затем отвержденный слой смещается вниз, экструдер придает форму новому слою, и он наплавляется сверху на предыдущий, и так далее. Такие принтеры относительно недороги и могут быть собраны самостоятельно с применением некоторых ноу-хау. Здесь точность печати получается хуже по сравнению со стереолитографией, однако для любителей это самая подходящая процедура 3D-печати.
Как создаются модели для печати?
Сначала создается 3D-модель объекта при помощи программы CAD и сохраняется в специальном формате STL. Затем файл STL загружается в программу резки для принтера, например, Cura или Slic3r. Программа резки позволяет задавать физические свойства модели, такие как плотность заполнения или использование опорных конструкций.
Программа преобразует 3D-модель в G-код. Он содержит инструкции для экструдера, по которым тот должен придавать форму каждому слою модели. Код загружается в принтер, устройство запускается, и начинается печать.
Какие материалы используются в 3D-печати?
3D-печать осуществляется при помощи различных видов пластика. Он выпускается в форме нитей, намотанных на большие катушки. Нить заряжается в принтер, который втягивает и расплавляет ее для того, чтобы пластик стал жидким, и ему можно было придавать форму.
Чаще всего в принтерах используется полилактид (PLA). Это пластик, который получают из возобновляемых источников — например, из кукурузного крахмала. Он водоотталкивающий, а также безопасный для изготовления емкостей для пищевых продуктов. Кроме того, он огнестойкий и устойчивый против УФ-излучения. Самое большое преимущество — у него при печати нет неприятного запаха.

Печать при помощи полилактида (PLA)
Очень часто используется сополимер акрилонитрил-бутадиен-стирол (ABS). Этот пластик является одной из наиболее широко используемых пластмасс в мире. Он особенно устойчив к маслам, жирам и высоким температурам. При печати он также не дает запаха. Модели из него получаются матовыми.
Еще один материал для 3D-печати — поливиниловый спирт (PVAL или PVOH). Особенностью этого пластика является его водорастворимость. Благодаря этому он удобен для печати несущих конструкций внутри модели, на которые затем наплавляется водостойкий пластик, тот же PLA. После завершения модели несущие конструкции внутри растворяются.
Для печати несущих конструкций в моделях из пластика ABS часто используется ударопрочный полистирол (HIPS). Этот пластик обладает высокой ударной вязкостью и твердостью.
К эксклюзивным методам относится печать соединениями PLA, то есть, при помощи смеси пластика PLA и частиц других веществ. Таким образом создаются модели, к примеру, из дерева или меди.
Редко, но все-таки используется поликарбонат (PC). У этого пластика очень высокая температура плавления — от 270 ° C до 300 ° C. Кроме того, этот пластик обладает высокой ударопрочностью и термостойкостью.
Для печати деталей механизмов, к примеру, зубчатых колес или винтов, которые должны выдерживать большое усилие и не ломаться, используется нейлон.
Также существует ряд пластиков с маркировкой «elastic» или «flex». Они могут быть изготовлены из разных веществ, но, как правило, в качестве основного ингредиента используются термопластичные эластомеры на основе уретана. Их объединяет одно — гибкость.
Посуда и контейнеры для пищевых продуктов печатаются с использованием безопасных нетоксичных пластика. Это либо уже упомянутый PLA, либо полипропилен (PP), который, в отличие от первого, является гибким. Существует также безопасное для пищевых продуктов сочетание PLA и ABS — PETG, которое более устойчиво к атмосферным воздействиям.
Читайте также: