
Какой шаг винта лучше для 3д принтера
Обновлено: 01.05.2024
Винт - это крепежный элемент, используемый для образования соединения, которое впоследствии может быть демонтировано, в то время как резьба является основным крепежным элементом винта. При этом резьба используется не только для винтов; они также присутствуют на трубах, в линейных приводах, червячных передачах и многих других устройствах.
Общей чертой всех резьб является способ их формирования. Каждая резьба представляет собой непрерывную спиральную канавку определенного поперечного сечения, выполненную на внешней или внутренней стороне цилиндрической поверхности.
В большинстве случаев поперечное сечение или форма бывает треугольной или трапециевидной. Треугольные формы резьбы в основном используются для крепежных деталей (винтов), в то время как трапециевидные формы резьбы, разновидности квадратной резьбы, используются для передачи энергии и линейных приводов на ходовых винтах. Чтобы упростить задачу, в этой статье рассматриваются только резьбы треугольной формы, но все применимо к обоим типам.
Дальнейший уровень категоризации отличает метрическую резьбу от дюймовой. Первые в основном используются в Европе и Азии, а вторые - в Америке и Великобритании. Для неподготовленного глаза они выглядят одинаково, но разница существует в форме треугольника и шаге спиральной кривой.
В этой статье мы рассмотрим основы проектирования и 3D печати винтов и резьб.
Основные термины

Прежде чем приступить к разработке резьбы, вам следует ознакомиться с несколькими терминами и концепциями.
Наружная или внутренняя резьба: внешняя или наружная резьба выходит из цилиндрической поверхности. Внутренняя резьба вырезана на внутренней цилиндрической поверхности. Например, болты имеют внешнюю резьбу, а гайки - внутреннюю.
Ось резьбы: линия, проходящая через центр цилиндра, на котором образуется резьба.
Основание: нижняя часть канавки, проходящая вокруг тела резьбы.
Гребень: самая высокая точка профиля резьбы.
Большой диаметр: диаметр цилиндра, охватывающий вершину внешней резьбы или основание внутренней резьбы. Этот цилиндр концентричен оси резьбы.
Малый диаметр: диаметр цилиндра, охватывающий основание резьбы на внешней резьбе или вершину внутренней резьбы. Этот цилиндр концентричен оси резьбы и большому диаметру. Меньший диаметр также известен как диаметр сверла при обращении с внутренней резьбой.
Шаг: расстояние между эквивалентными точками на соседних нитях. Например, расстояние между двумя соседними гребнями треугольной нити.
Метрическая резьба: Обозначение "M" метрической резьбы указывает на номинальный внешний диаметр резьбы в миллиметрах. Например, резьба M5 имеет номинальный внешний диаметр 5 мм. Для внешней резьбы номинальный внешний диаметр эквивалентен большому диаметру. Для внутренней резьбы номинальный внешний диаметр может быть определен путем измерения малого диаметра и обращения к таблице метрической резьбы.
Моделирование резьбы
Рассмотрим процесс проектирования внешних и внутренних резьб с помощью Fusion 360, который обеспечивает упрощенную функцию создания резьб.
В других программах САПР есть инструменты разной степени схожести. Важно понимать основы, представленные в предыдущем разделе. Обладая этими знаниями, вы сможете использовать любой доступный инструмент моделирования для 3D моделирования.
Начнем с внешней резьбы болта.
Внешняя резьба
- Нарисуйте круг с диаметром, равным наибольшему диаметру желаемой резьбы.
- Создайте цилиндр, выдавив круг до нужной длины резьбы.
- Перейдите в "Create" и выберите опцию "Thread".
- Выберите только что созданный цилиндр. Убедитесь, что установлен флажок "Modeled". Установите тип резьбы и другие параметры резьбы. Нажмите "ОК".
Вот и все. У вас есть внешняя резьба! Чтобы сделать из него хороший болт, вам нужно прикрепить его к головке по своему вкусу.
Теперь создадим гайку с внутренней резьбой.
Внутренняя резьба
- Создайте шестиугольник. Для целей этого урока просто убедитесь, что он больше, чем резьба, которую вы хотите создать.
- Выдавите его до желаемой высоты.
- Сделайте отверстие в центре, выбрав опцию "Hole" в меню "Create". Диаметр отверстия должен соответствовать наибольшему диаметру резьбы.
- Выберите внутреннюю поверхность только что созданного отверстия, перейдите в "Create" и выберите параметр "Thread".
- Не забудьте отметить опцию "Modeled". Установите размер резьбы и другие параметры. Щелкните "ОК".
Вот и все. Ваши первые резьбы готовы к 3D печати!
Рекомендации по 3D печати деталей с резьбами
На первый взгляд это может показаться простой задачей, но распечатать резьбу не всегда легко, особенно если вам нужны небольшие диаметры.
Предположим, вы используете сопло 0,4 мм и высоту слоя 0,2 мм. При такой настройке наименьший шаг, который вы сможете обеспечить во время 3D печати, вероятно, будет около 0,5 мм (плюс-минус 0,1 мм). Такой шаг подходит для резьбы M3 и у вас не должно возникнуть проблем при попытке напечатать внутреннюю резьбу на относительно большой детали. Это потому, что у вашей резьбы будет достаточно времени, чтобы остыть, пока сопло находится в другом месте.
Все становится интересно, если вам нужна внешняя резьба, например, на винте или болте. В этом случае соплу больше некуда деваться, а это значит, что вам, вероятно, понадобится дополнительное охлаждение. Проверьте свой 3D принтер, прежде чем вы решите печатать много тонких внешних резьб.
Один из самых практичных вариантов перед началом печать резьбы - M10 3D Printed Thread Test. Благодаря этой специальной 3D модели вы сможете проверить на что именно способен ваш 3D принтер.
Настройки при 3D печати деталей с резьбами

Ниже приведены некоторые общие рекомендации по настройке вашего 3D принтера при печати резьбы.
- Всегда старайтесь печатать резьбу вертикально. Для достижения наилучших результатов оси резьбы должны быть перпендикулярны столу вашего 3D принтера.
- Печатайте без суппортов или, по крайней мере, убедитесь, что они не заходят внутрь резьбы. В противном случае их удаление и сохранение функциональности может стать настоящей проблемой, особенно с внутренней резьбой.
- По возможности используйте не менее 4 вертикальных слоев или вертикальные стенки толщиной не менее 2 мм. Это обеспечит прочность резьбе.
- Плотность заполнения постарайтесь установить не менее 25%.
- Высота слоя - важный параметр при 3D печати резьбы. Для бесперебойной работы слои должны быть как можно тоньше. Ориентировочно, резьба размером больше M12 или 1/2 дюйма может быть успешно напечатана со слоем 0,2 мм, в то время как резьба меньшего размера должна быть напечатана с более тонкими слоями.
Резюме
Даже если ваш первый тест не увенчается успехом, не отчаивайтесь! Вот несколько заключительных советов для 3D печати резьбы:
- Даже если вам удастся напечатать красивую внешнюю резьбу размером меньше M6 (6 мм в диаметре), дважды подумайте, прежде чем использовать ее для использования под нагрузками. Из-за небольшого диаметра и особенностей 3D печати этот размер резьбы лучше всего подходит только для визуальных моделей. Если это должна быть функциональная деталь, подумайте о другой конструкции.
- Внутренняя резьба диаметром менее 4 мм имеет небольшой шаг, что затрудняет 3D печать. Подумайте о том, чтобы напечатать пустое отверстие и нарезать резьбу гаечным ключом такого размера. В любом случае, всегда рекомендуется очищать резьбу перед использованием, будь то 3D печать или обрезка.
- Некоторые материалы дают усадку больше, чем другие. Прежде чем приступить к 3D печати больших деталей с резьбой, сделайте несколько небольших образцов, чтобы проверить размеры резьбы.

Я так понимаю, что винт уже есть, а не покупался специально для UNI.
А гайка встанет?
Какой ход оси за один оборот?
Если гайка встанет и винт хорошего качества, то почему нет.
вот вопрос встанет или нет? есть размеры места для гайки? чертеж гайки есть
Лучше, есть модель для установки трапеции 8мм
MitoZ (Dzmitry), [31.05.20 02:32]
просто я задумался, 1 заходный винт он вообще норм, или фтопку?
в принципе типа точность выше, теоретическая, скорость передвижения оси ниже, дольше парковка и тп
Dmitry Sorkin, [31.05.20 02:35]
Норм. Точность не выше, всё равно меньше четверти от диаметра сопла ставить - сомнительная затея, а тоньше 0.05 так вообще бред. Но стол перестаёт падать, можно быть уверенным в его положении даже если мотор с удержания ушёл
Dmitry Sorkin, [31.05.20 02:40]
Очень рекомендую гайку из ПОМ. Она не люфтит на винте
Sovereign, [31.05.20 02:44]
сам пользуюсь гайками из пом. Но в теории латунная гайка сделана специально с люфтом, для уменьшения биения и дефектов печати или я не прав и как связаны гайки с воблингом тем же?
Dmitry Sorkin, [31.05.20 02:46]
Если латунную гайку сделать без люфта, то её закусит при малейшем отклонении её оси от оси винта. А с гайкой из ПОМ не закусит. При этом отсутствие люфта в гайке позволяет преодолевать заедания на направляющих, если они есть. А если есть люфт в гайке и заедания направляющих, то на некоторых слоях принтер будет просто реализовывать этот люфт не особо сдвигаясь по Z, из-за чего будет дефект

И предлагаю обсудить установку ШВП в 3Д принтер.
Речь идет про H-боты и CoreXY из фанеры и профиля.
Установка ШВП на ось Z позволяет убрать некоторые эффекты механики, влияющие на качество результата, а именно люфты, «эффект резьбы» и прочие дефекты.
Добиться улучшения качества печати можно также и другими способами.
Обо всем этом речь пойдет под катом
Итак, прошлый раз поднимали уже тему про шарико-винтовую передачу и 3Д печать и так и не пришли в общему мнению.
Я попытаюсь просуммировать информацию.
Варианты установки ШВП на ось Z для подъема стола:
1) На супортах-подшипниках типа BK10/BF10 для SFU1204, типа BK12/BF12 для SFU1605/1610. Встречаются компоновки на фланцевых подшипниках FK/FF — зависит от конструкции.

Вот собственно говоря, пример моего подражания. Идею по размещению ШВП брал отсюда, с этой модели
Вообще существуют серийно выпускаемые 3д принтеры, с ШВП (Greality, Chronos, Wanhao и т.п.)
2) Неплохой вариант для установки комплекта мотор-винт со свободным концом — фактически эконом вариант первого предложения. Убираем суппорты, винт крепится нижним концом в моторе, гайка — к столу/каретке.

3) Вариант с установкой комплекта мотор-винт позволяет экономить место по Z (около 60 мм из-за отсутствия муфты). Экономим место и деньги.
Плюсы установки ШВП в 3Д принтер:
1) Убирается эффект «резьбы» — периодически повторяющиеся дефекты слоев по высоте на принтерах, на которых стоит шпилька по Z, крайне заметно при кривых шпильках
2) Убираются люфты перемещений.
Сразу сказу, что есть более дешевые способы убрать люфт — гайки Т8 с преднатягом, гайки из нейлона/POM. Можно поставить нормальные проверенные винты Т8 (купить партию, проверить все, отбраковать откровенное г. установить более-менее хорошие)
Теперь пару слов про установку.
Для фанерных принтеров чаще всего предлагают установить мотор-винт для экономии места.
Так как установка комплекта ШВП не предполагает разборку пары винт-гайка, то для комплекта мотор-винт потребуется специальный вырез с накладкой в месте крепления мотора.
Для экспериментов взял одну из ШВП, купленных в свое время для ЧПУ станка (ось Z)
Характеристики лота:
Модель: SFU1605
Диаметр: 16 мм
Перемещение: 5 мм/оборот
Длина винта: 400 мм
Масса: 705 г.
Комплект: винт + гайка
Итак, внешний вид комплекта
400 мм — даже многовато для оси Z деревообрабатывающего станка, но для 3Д принтера самый раз.
Конец — обработан под посадочное место под суппорты BK/BF/FK/FF. Если речь идет про установку в мотор-винт, то схема обработки там другая.
Фотография гайки. Хорошо видно техническую смазку
В комплекте с ШВП были суппорты. возможно пойдут для установки в принтер (при соответствующей переделки корпуса)
Оба суппорта
Сравнение суппортов с различными типами подшипников 6000ZZ и 6000RS. Последний из обозреваемого комплекта
Суппорт BF12
Гайка и кольцо из комплекта суппорта
Еще раз размеры. Для BF12 это 10 мм, для BF10 это 8 мм
Посадочное место BK12 (12 мм). Для винта 1204 и суппорта BK10 будет 10 мм.
Фотография перед сборкой ШВП
Фиксирующая гайка
Вариант сборки на суппортах. Подумывают все таки оставить со свободным концом вверху, так как нагрузка будет небольшая.
Для сборки потребуется переделать каретку-стол. Берем чертеж фанерного бота. Нужно увеличить отверстия под винт и гайку
Диаметр гайки составляет 28мм, диаметр винта 16мм (для SFU1605, для SFU1204 будет 12мм соответственно), а также есть 6 крепежных отверстий под гайку.
Доработанный чертеж. Лучше сделать заново на ЧПУ или лазерной резке, чем растачивать самому — будем соблюдать соосность
При сборке соответственно ставим гайку SFU вместо гайки Т8.
Вот примерно как должно выглядеть это после установки в фанерный принтер
Внешний вид Зава с SFU1204
Верхний конец ШВП не закреплен. В идеале хочу добиться вот такого
В прошивке не забывайте сделать пересчет шагов по оси Z за один оборот. Для SFU1605 это составляет 5мм на оборот, для SFU1610 это 10 мм на оборот, для SFU1204 это 4 мм соответственно.
По результатам оценочных прикидок могу сразу сказать, что экономически оправдано брать ШВП типа 1204 без суппортов, а в идеале — мотор-винт с 1204 нужного размера.

Спасибо за просмотр!
Картинка в тему качественной 3Д печати (sls)


Неделю назад я рассказывал о возможностях 3D-печати и том, как именно FDM-технология облегчает нашу жизнь. Статья набрала пусть и немного, но вполне достаточно положительных откликов, чтобы продолжать данную тему, а значит цикл материалов можно считать открытым:)
Сразу хотел бы предупредить, что не хочу превращать статьи в дотошное руководство 3D-печатника. Этого добра на просторах рунета предостаточно. Моя же цель — лишь натолкнуть и подсказать варианты, способы и идеи, которые упростят жизнь человека, который заинтересуется этой отраслью.
Ну что, поехали. После вводного экскурса время действовать. Тема сегодняшней статьи — закупка комплектующих.
Перед тем, как отдать свои кровные
Первое предупреждение — будет непросто. Самостоятельная сборка 3D-принтера требует усидчивости и терпения. Я буду счастлив, если у вас все будет получаться с первого раза, но, по собственному опыту скажу, что без ложки дегтя в 3D-печати не бывает.
Перед покупкой комплектующих для самостоятельного построения принтера сразу же хочу отметить, что для нас самое важное — максимально ужатый бюджет.
И дело не совсем в экономии. Лично мне бы очень хотелось, чтобы вы испытали тот восторг, который наступает после печати первой детали на устройстве, которое создано вашими руками.
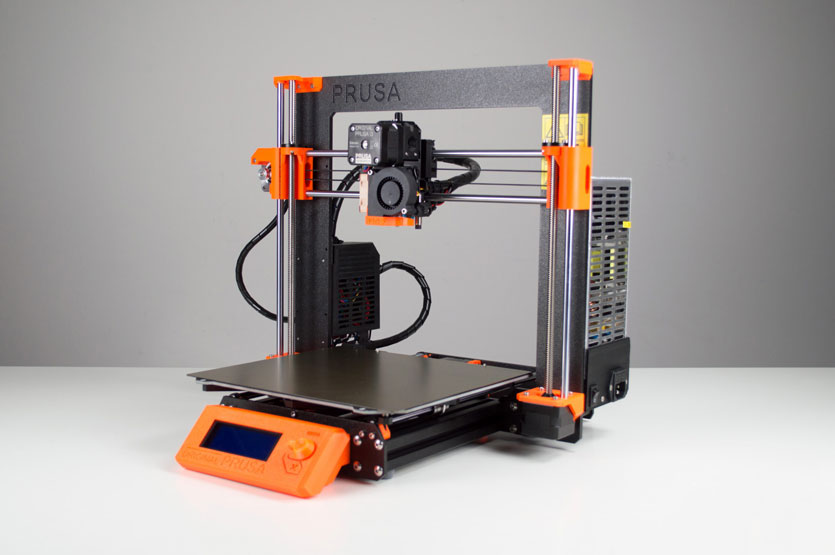
Собирать будем классическую модель Prusa i3. Во-первых, это максимально бюджетный вариант исполнения принтера. Во-вторых, он очень популярен и найти пластиковые детали для этой модели не проблема.
Наконец, апгрейдить эту модель одно удовольствие. Делать это можно бесконечно долго, но главное, видеть заметные улучшения после вложения очередной сотни-другой рублей.
Под «механикой» мы подразумеваем как статичные, так и движущиеся элементы принтера. От правильного выбора механики напрямую зависит качество моделей, которые он способен будет печатать.
Корпус
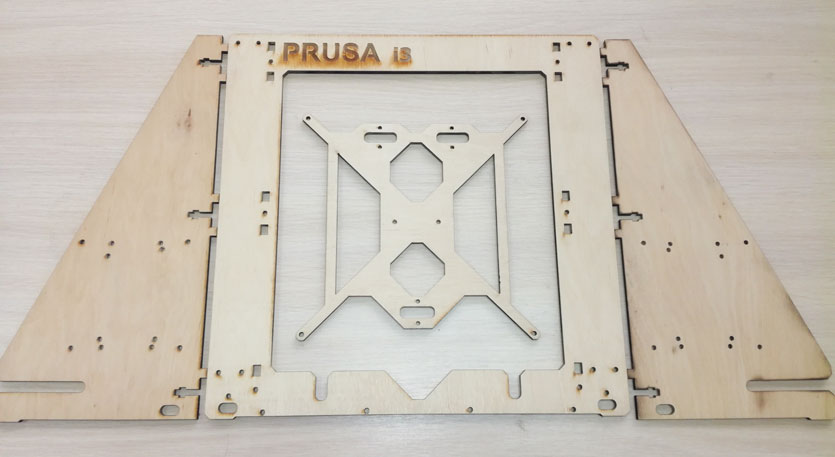
На что влияет. Корпус обеспечивает жесткость всей конструкции. Учтите, что во время печати хотэнд будет постоянно перемешаться вверх, вниз, влево, вправо, вперед и назад. Иногда эти движения будут очень резкими и быстрыми, поэтому, чем надежнее будет корпус, тем лучших результатов вы достигните.
Варианты. Чертеж рамы есть в открытом доступе (тут или тут). Дальше остается обратиться в конторы, занимающиеся резкой фанеры, ДСП, акрила или металла.
Из стали 3-4 миллиметра выйдет подороже, потяжелее, но надежнее. Из фанеры 6 – 8 мм дешевле. Есть варианты и из акрила.
Финансовый совет. Готовые варианты рам на AliExpress и Ebay сразу отметайте. Там просят в три-четыре раза большую сумму. Полистайте доски объявлений по месту жительства. Средняя стоимость корпуса из фанеры варьируется в пределах 600 – 1000 рублей. Все, что дороже — от лукавого.
Цена вопроса: 800 рублей (здесь и далее – приблизительная стоимость).
Направляющие (валы)
На что влияет. Плавность хода сопла, ровность слоев.
Варианты. Направляющих для Prusa i3 нужно ровно шесть штук. По две на каждую ось (X, Y, Z). Размеры следующие:
- 2 x 370мм (ось X)
- 2 x 350мм (ось Y)
- 2 x 320мм (ось Z)
Общепринятый стандарт для валов 3D-принтера — 8 мм. И гнаться за 10 или 12 мм смысла нет. Вес головы хотэнда не такой значительный, что бы на расстоянии в 370 мм гнуть вал.
Хотя, если у вас есть лишние деньги, можно извратиться и купить 12 миллиметровые валы. Вот только подшипники и подгонка пластиковых деталей потом выйдет дороговато.

Финансовый совет. Перфекционистам на заметку: рельсовые направляющие, конечно же, отличная штука. Но их стоимость даже в Китае откровенно пугает. Оставьте эту модернизацию на будущее.
Цена вопроса: 420 рублей (вариант блошинного рынка).
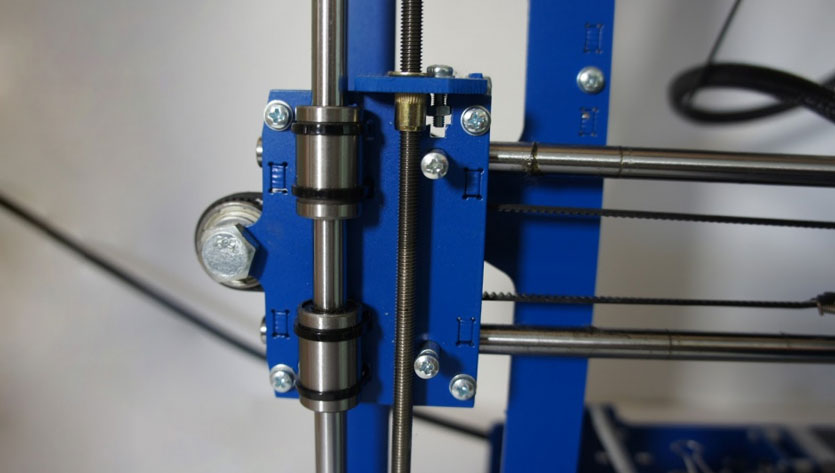
Подшипники

На что влияет. Уровень шума, качество печати, ровность слоев и граней детали.
Варианты. И снова все упирается в бюджет. Можно заказать подшипник в блоке (модель SC8UU, например, тут). Можно просто линейный подшипник LM8UU. Можно остановиться на бронзовых или латунных втулках генератора автомобиля. Главное, подобрать нужный размер.
Наконец, можно заказать подшипники у 3D-печатника, у которого будете покупать детали для своего принтера (об этом ниже). Готовые подшипники всех размеров есть тут.
Запомните, для Prusa i3 вам нужны 12 линейных подшипников.
Финансовый совет. Не спешите заказывать подшпиники в Китае. Не факт, что выйдет дешевле. Варианты по 40 – 60 рублей за штуку можно найти и в «родных краях».
Цена вопроса: 600 рублей.
Пластиковые детали
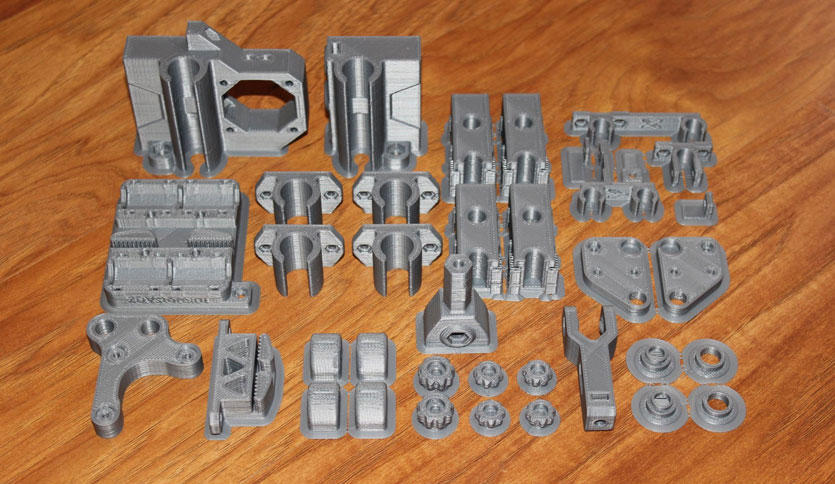
Самое время обратиться к тем, у кого уже есть 3D-принтер. Поищите объявления «3D печать в вашем городе». Обсудите стоимость печати комплекта деталей для Prusa i3.
Как правило, оценивают за грамм печати, но есть и готовые комплекты. Тянуть это добро из Китая нет никакого смысла.
Цена вопроса: около 1000 рублей, но зависит от наглости печатника.
Ремни, шкивы, шпильки и прочая мелочь
Для самостоятельной сборки механики принтера остается совсем немного. По сути, это недорогие детали, рассказывать о которых слишком много не имеет смысла. Поэтому, приведу список.
Гнаться за шкивами для ремня тоже нет смысла. Подойдет обычный подшипник. При покупке включайте фантазию. Вариант «тупо купить по списку» здесь не работает.
Цена вопроса: при большом желании можно легко вписаться в 700 – 800 рублей.
Без электроники принтер не поедет и не поймет, чего вы от него хотите. К счастью, цена на комплектующие просела значительно и можно закупиться без удара по семейному бюджету.
Шаговые двигатели
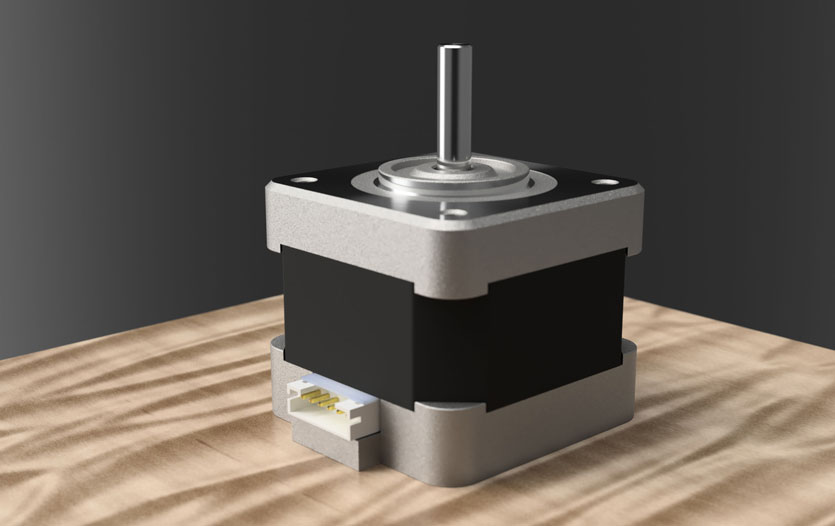
Это самая дорогостоящая статья расходов при самостоятельно сборке 3D-принтера. Нужно 5 штук Nema 17. Как правило, беру на 1.7А по току. Их мощности будет предостаточно. Диаметр валов – 5 мм. Присмотреться можно тут.
Да, не забудьте уточнить наличие соединительных проводов, чтобы потом не плясать с паяльником.
Финансовый совет. И снова блошиный рынок и разборка МФУ, принтеров и плоттеров. Поинтересуйте о ценах на шаговые двигатели. Иногда пять движков Nema 17 можно прикупить за смешные 800 – 900 рублей.
Важно: выбирайте движки так, чтобы у них было одинаковое количество шагов на оборот (например, 200). Двигатели без маркировки брать несколько геморройно, поскольку потом замучаетесь подбирать правильные параметры при настройке ПО.
Плата управления
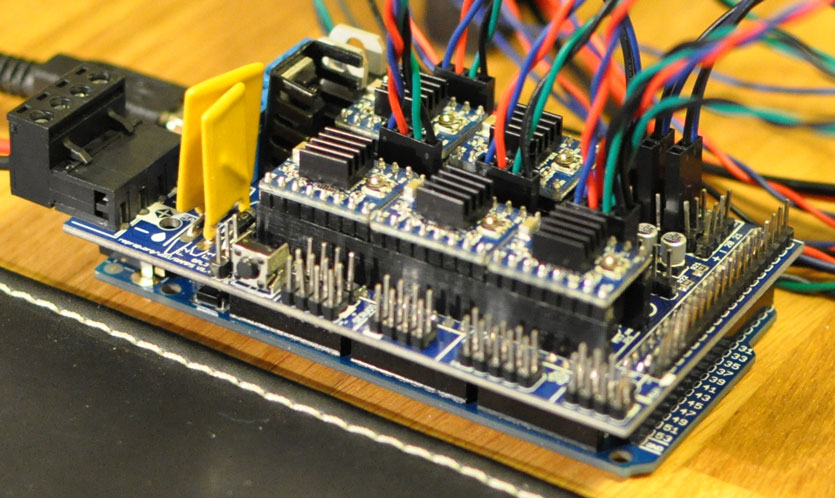
Эталон для Prusa i3: плата Arduino Mega + модуль расширения Ramps 1.4 (например, такой вариант). Это самый доступный и универсальный вариант для управления принтером.
Совет. Обязательно убедитесь, что в наличии есть джемперы (маленькие перемычки контактов). В идеале, их должно быть не менее 18 штук. Если не будет, замучаетесь потом искать их в своем городе, хотя и стоят они рубль за ведро.
Драйвера шаговых двигателей
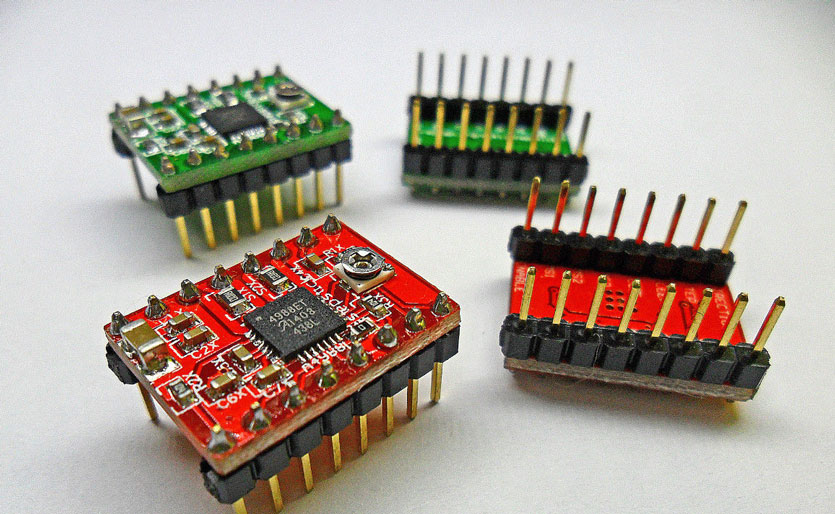
Это миниатюрные платки, которые будут управлять шаговыми двигателями. Считаем сколько нужно:
- 2 драйвера A4988 для оси Z (вот такие)
- 1 драйвер A4988 для оси Y
- 1 драйвер A4988 для оси X
- 1 драйвер DRV8825 для экструдера (например, такие)
Можно взять лотом, можно по отдельности. Я специально написал один драйвер DRV8825, поскольку у него максимальное деление шага 1 к 32, что позволяет более точно выдавливать пластик во время печати очень мелких деталей.
Теоретически можно взять и все пять A4988 или комплект из пяти DRV8825. Тут уж решать вам, но один DRV8825 в сборке строго приветствуется.
Совет. Попадете на распродажу, не поленитесь взять парочку драйверов про запас. При первичной сборке есть риск, что один из драйверов обязательно спалите:)
Дисплей
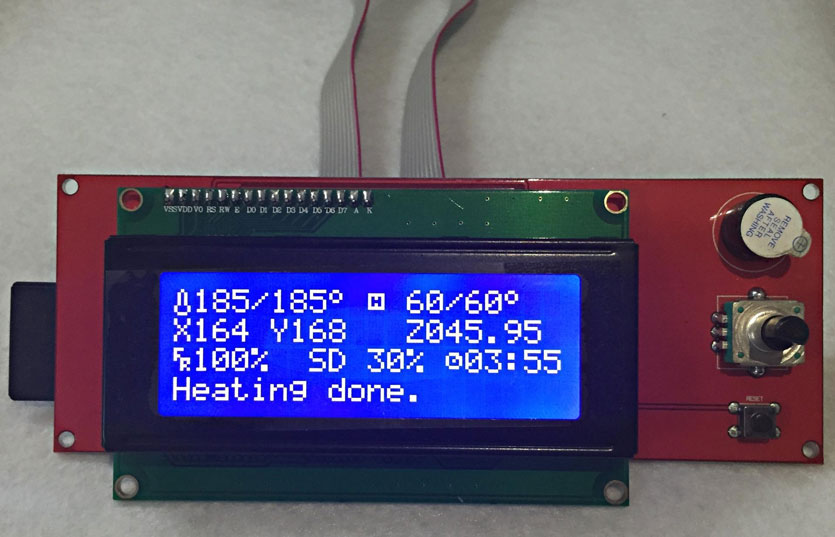
На нем будем следить за состоянием печати и управлять принтером. Настоящая классика — четырехстрочный LCD2004 за 350 рублей.
Совет. Обязательно берите дисплей с шилдом и шлейфом (по ссылке выше как раз такой). Потратите минимум времени на подключение.
Хотэнд и механизм подачи пластика
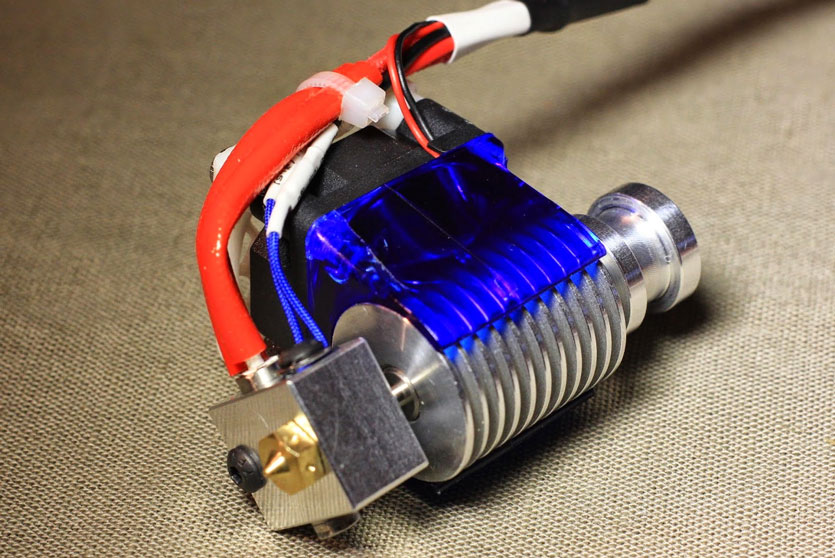
Именно в этом блоке происходит магия 3D-печати. Тут греется пруток пластика и выдавливается сквозь миниатюрное сопло. Не буду ходить вокруг да около. Проверенный годами вариант — версия хотэнда V6 с кулером, терморезистором 100к, нагревательным элементом, радиатором, тефлоновой трубкой. Например, такой.
Механизм подачи пластика (будет крепиться на один из двигателей NEMA 17) лучше взять металлический. Во-первых, удобнее собирать, во-вторых, полностью исключен пропуск шагов во время печати.
Столик, пружины, стекло, концевики
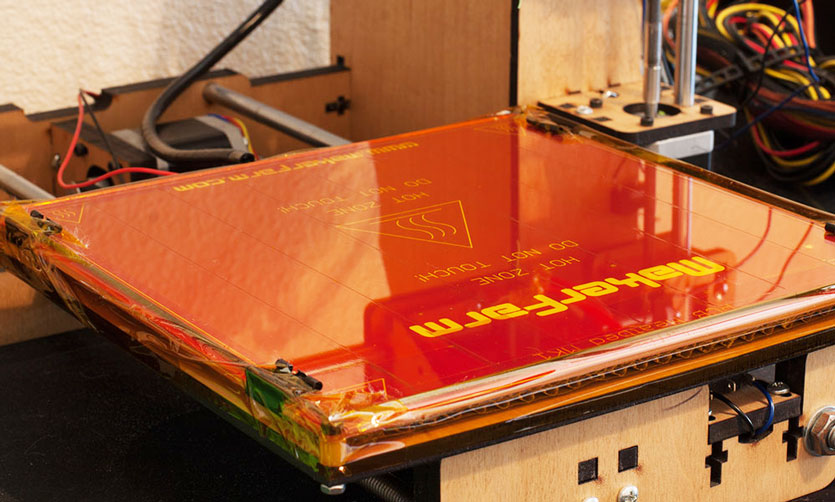
Платформа, на которой будет расположена 3D-модель, должна иметь обязательный подогрев. Температуры тут доходят до 100 – 110 градусов по Цельсию в зависимости от типа пластика.
Самый доступный и проверенный временем вариант – MK2 размером 214 х 214 мм. Не забудьте приобрести пружины для столика (нужно 4 штуки). С ними намного легче выставлять уровень сопла.
Сверху столик накрывают обычным стеклом толщиной 3-4 мм. В идеале – зеркалом. Размеры 200 х 200 мм с небольшими скосами по краям для крепежа винтов. Цена вопроса у стекольщика – около 60 рублей, везти из Китая нет смысла.
Концевые выключатели — специальные механические кнопки, которые будут ограничивать размеры стола и «пояснять» электронике где конец рабочей области принтера. Как вариант, недорогие KW12-3. Нужно 3 штуки (по одному на каждую ось).
Блок питания
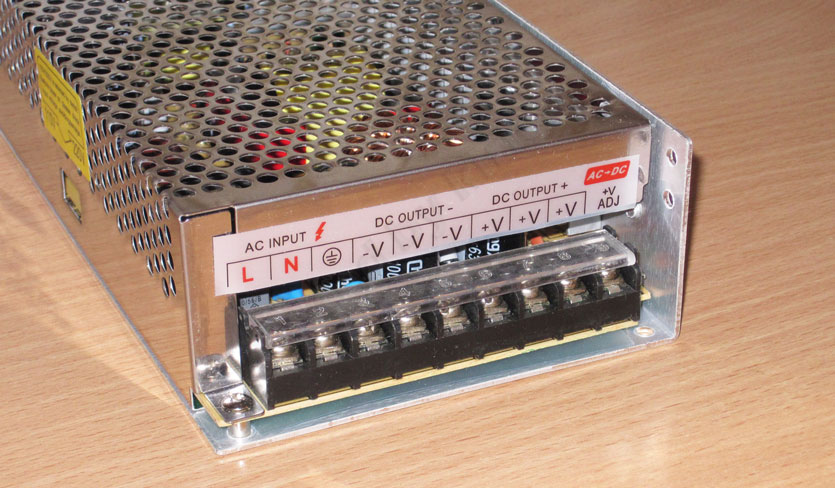
Один из ключевых элементов все электроники – блок питания. Готовый вариант, заточенный на 3D-принтеры, обойдется в 800 – 1200 рублей. Все зависит от мощности блока. Сразу скажу, что 15 А и 12 Вольт для 3D-принтера с двумя экструдерами и одним нагревательным столом будет достаточно.
Финансовый совет. Как вариант, можно задействовать компьютерный БП аналогичной мощности. Б/у вариант обойдется в 200 – 300 рублей, а работать будет также. Единственное, придется немного повозиться с развязкой проводов.
И сколько вышло?
Проведем приблизительные подсчеты. Рассчитываем самый бюджетный вариант. Учтите, что экономия требует затрат времени — придется побегать.
- Корпус — 800 рублей
- Валы — 420 рублей
- Линейные подшипники — 600 рублей
- Пластиковые детали — 400 рублей
- Мелочь (подшипники, шкивы, шпильки, ремни) — 700 рублей
- Двигатели (б/у разборка) — 900 рублей
- Электроника (столик, плата Arduino + Ramps, 5 драйверов, дисплей, концевики) — 2600 рублей
- Блок питания — 400 рублей
- Набор гаек, болтов, шайб — 150 рублей
- Хотэнд, механизм подачи пластика — 450 рублей
- Про запас — 580 руб
ИТОГО: 7420 руб + 580 руб (на всякий случай) = 8 000 рублей.
Что ж, я обещал, что мы соберем 3D-принтер за 10 000 рублей. И мы это сделали. Да, придется побегать, поискать и потратить время, но моя задача была доказать, что 3D-печать – не так дорого, как может показаться на первый взгляд.
Материал получился очень обширным, но я старался максимально сжать информацию и выделить лишь ключевые моменты, на которые стоит обратить внимание. Надеюсь, у меня получилось.
Если чего не сказал – не судите строго. Я готов поделиться опытом и посоветовать максимально эффективные варианты решения той или иной проблемы по 3D-печати. В данном случае, по закупке комплектующих.
(20 голосов, общий рейтинг: 4.75 из 5)

Поводом для написания данной статьи послужила статья “Я хотел купить недорогой 3D-принтер, но посмотрел YouTube и расхотел”, в конце которой автор просит ответить на несколько вопросов. Попробую ответить с точки зрения своего семилетнего опыта 3D-моделера и 3D-печатника. Для начала небольшие предостережения.
В данной статье не будет советов: “Покупайте принтер производителя Х - он хороший, а производителя Y - не берите ни в коем случае”, только общие рекомендации.
Классификация принтеров неформальная, принятая в отечественном сегменте печатников.
Все написанное основано на личном опыте автора и является его личным мнением.
Если данные предостережения вас не пугают - добро пожаловать под кат.
Для начала представлюсь: меня зовут Максим и первый принтер я купил в далеком 2013 году. Это был китайский клон Makerbot 2 с веселым названием "Migce Cuble".

Фотография из личного архива
В рунете информации по 3D-печати почти не было, только одна тема на “Робофоруме” и несколько разрозненных статей про то, какая это крутая штука - 3D печать, так что для освоения приходилось много гуглить на английском, придумывать свои костыли и глубоко вникать в физику и технологию работы принтера. Надо отдать должное, в англоязычном сегменте тогда шло активное освоение данной технологии и попадались интересные статьи типа “Подбор типа насечек подающей шестерни экструдера под конкретный тип пластика” или “Определение оптимальной температуры печати с помощью тензодатчика, установленного на экструдере”. С тех пор прошло 7 лет. Я успел освоить моделирование, собрать принтер с нуля, немного побыть модератором “3D Today”, поработать фриласером в области моделирования и печати, организовать кружок прототипирования для детей и вывести его на российский уровень. Из последних достижений: поволонтерствовал координатором по снабжению пластика в проекте “Мейкеры проти ковид”. Многое поменялось за это время, в том числе и принтеры в моем домашнем зоопарке. Одно осталось неизменным - вопрос: “Что мне купить в качестве первого принтера?”.
В настоящее время в домашних условиях в основном используются два типа принтеров: печатающих по технологии FDM (FFF) - послойного наплавления пластика, подающегося в виде прутка и SLA (LCD) - печать фотоотверждающим полимером. Технология FDM более распространена, из-за более низкой стоимости оборудования и расходников, но за последние годы цены на LCD принтеры и смолы для печати значительно снизились и фотополимерная печать по себестоимости и уровню вхождения почти сравнялась с FDM печатью.

SLA и FDM
Честно скажу, SLA-печатью я почти не занимался и LCD-принтера до сих пор нет в моем домашнем зоопарке (но скоро может появиться), поэтому речь пойдет в основном о FDM принтерах. Их можно разделить на 3 основных категории по типу механики:
Дрыгостолы - принтеры со столом, подвижным по горизонтали. Пожалуй самая распространенная модель принтера. Отличается низкой себестоимостью комплектующих, простотой сборки и настройки, за что любима китайцами и печатниками. К недостаткам относится сложность создания закрытого корпуса и печати тонких высоких деталей, которые начинает шатать по мере увеличения высоты, особенно если деталь печатается из гибкого пластика типа TPU.

Типичные дрыгостолы
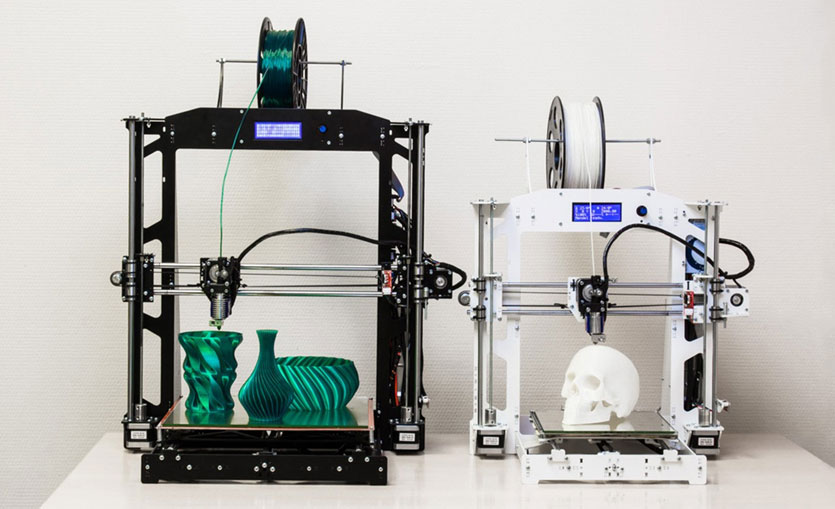
Кубики - принтеры в которых стол ездит по вертикали. Себестоимость таких принтеров выше, также как и требования к прямоте рук при сборке и настройке. Но правильно сконструированный кубик обеспечивает более высокую скорость печати при сохранении ее качества. При этом конструкцию принтера очень легко сделать закрытой, что позволяет печатать инженерными пластиками типа ABS и Nylon. Этот тип конструкции часто применяется в принтерах полупромышленного и промышленного класса. Некоторые производители умудряются запихать дрыгостол в корпус кубика, но особых плюсов для печатников это не приносит.

Типичные кубики
Дельты - принтеры с, так называемой, дельта-кинематикой, когда печатающая головка, с помощью системы тяг крепится к кареткам, перемещающимся по вертикальным направляющим. Себестоимость механики таких принтеров сравнима с себестоимостью дрыгостолов. Могут печатать на очень высоких скоростях. Но очень требовательны к правильности выдерживания размеров, прямоте рук при сборке и настройке, и скорости работы “мозгов” из-за сложных математических расчетов траектории перемещения головки.
Категорически не рекомендуются в качестве первого принтера, хотя повсеместное применение датчика уровня стола несколько снижает требования к прямоте рук при настройке и работе.

Типичные дельты
По доступности на рынке тоже можно выделить 3 основных категории:
Китайцы (дешевые китайские принтеры) - почти всегда конструкторы, даже если приходят в собранном состоянии.
К плюсам можно отнести низкую стоимость, широкую распространенность и унифицированность, что позволяет докупать вышедшие из строя детали в ближайшей радиобулошной или на известных китайских сайтах. Популярные модели собирают вокруг относительно большое количество пользователей, которое активно делится наработками в области самостоятельного ремонта и доработки данного типа принтеров. Самые ходовые модели, скорее всего будут печатать прямо “из коробки”, но потребуют доработок при более-менее долговременной эксплуатации.
К минусам относятся качество комплектующих/сборки и необходимость доработки данных принтеров для получения приемлемого качества/скорости печати. Рекомендуется брать модели, уже сформировавшие вокруг себя большое сообщество. Это означает, что большинство недостатков уже выявлено и существуют типовые недорогие методы их решения.
КИТы (наборы для сборки в основном отечественного производства) - гуглятся по словам “ZAV”, “UlTi”, “Ультумбочка” и т.д. Обычно представляют собой набор для сборки фанерного кубика. В последнее время появляются варианты с металлическими корпусами. Поставляются в разных вариантах - начиная от комплекта для сборки корпуса с напечатанными деталями, заканчивая полностью готовыми собранными изделиями.
К плюсам можно отнести достаточно хорошую инженерную проработку, возможность самому подобрать комплектующие для механической и электронной частей и сделать принтер полностью под свои требования. При хороших комплектующих обеспечивают быструю, стабильную и качественную печать. По цене выходят несколько дороже китайских принтеров, но дешевле полупрофессиональных принтеров отечественных или европейских/американских производителей.
К минусам можно отнести приличные затраты времени на сборку и ожидание комплектующих, если вы решите сэкономить и самостоятельно заказать эти комплектующие у разных продавцов и собрать из них принтер. При сборке требуют прямых рук.
Заводские принтеры (полупрофессиональные принтеры отечественных или американских/европейских производителей). Моделей очень много, конструкции самые разные.
Плюсом данного класса принтеров является печать с приемлемым качеством “из коробки”. В довесок вы получаете надежность в эксплуатации и гарантийную поддержку от производителя.
Основной минус - цена. Часто непонятно от каких факторов зависит. Можно купить высококачественный принтер относительно занедорого, а можно задорого взять что-то непонятное. Второй минус - наличие специфических решений, несовместимых с популярными решениями на рынке: это могут быть сопла со своим шагом резьбы, особые вентиляторы, электроника, ремни и даже слайсеры. Некоторые требовательны к качеству пластика, встречаются модели, работающие только на чипированных катушках.
Теперь, когда мы определились с классификацией принтеров можно приступать к процедуре выбора принтера для себя, любимого. Если вы загорелись покупкой 3D-принтера - сначала определитесь для чего вы его собираетесь брать, от этого зависит тип и комплектация принтера. Разберем несколько типовых ситуаций:
Хочу что-нибудь для себя и семьи делать - если не планируете печать изделий из инженерных пластиков, выдерживающих приличные нагрузки и температуры - хватит китайского дрыгостола или кубика. При наличии бюджета и желании разобраться как работает принтер до начала, а не во время печати можно посмотреть в сторону отечественных наборов для сборки - с ними можно получить лучшее качество и безболезненно перейти на инженерные пластики.
Ничего не умею делать руками, но надо. Поэтому хочу принтер, который за меня все делать будет - в этом случае лучше смотреть на полупрофессиональные принтеры. Если бюджета не хватает - можно посмотреть бывшие в употреблении или заказать сборку отечественного набора - обычно производители предлагают такую услугу через посредников. При заказе сборки - смотрите на наличие опыта и положительных отзывов, бывают нюансы.
Хочу на продажу печатать - ферма из однотипных принтеров, в зависимости от бюджета. Если нет бюджета, но есть ресурсы на регулярную настройку/ремонт - можно даже из китайских дрыгостолов. Дополнительно - принтер с большой областью печати, принтер с закрытым корпусом и нагреваемыми столом для печати инженерными пластиками, SLA/LCD-принтер для печати изделий с высокой степенью детализации.
По работе или дома возникает необходимость разработки и печати корпусов и деталей. Если планируются только прототипы небольшого размера - LCD-принтер, если функциональные изделия - закрытый кубик с возможностью печати инженерными пластиками.
Дети подрастают, а это технология будущего, хочу, чтобы освоили - посмотрите, какие принтеры используются на соревнованиях по прототипированию в вашем регионе. Возьмите такой-же. Можно бывший в употреблении.
Хочу фигурки для настолок делать, мелочи красивые для дома - LCD-принтер.
Хочу разобраться, что за технология и как это вообще работает - набор для сборки отечественного производителя. Пока собирать будете - как раз разберетесь.
Денег вообще нет, но печатать хочется, буду сам с нуля собирать - получится лучше и дешевле китайцев. Как не странно нет. Стоимость комплектующих с али выйдет дороже принтера с али. Конечно если есть станочный парк, умение им пользоваться, набор железа, валов и электроники валяющийся в углу мастерской, то может выгореть. Есть варианты построения принтеров из досок и мебельных направляющих, но качество печати у них, мягко говоря, хромает. Например, постройка принтера, изображенного ниже, обошлась его автору по его словам в 80-90 долларов.

Если хотите полностью с нуля собрать свой принтер, то лучше отнеситесь к этому, как к отдельному хобби и смиритесь, что получится не сильно дешево. Ну или посмотрите в сторону бывших в употреблении принтеров.
Вообще не знаю зачем мне принтер, но попробовать хочется - китаец или отечественный набор для сборки. Можно бывшие в употреблении. Если не зайдет - всегда можно перепродать.
С типом принтера определились - на что смотреть в первую очередь при покупке?
Во первых - на жесткость конструкции - именно от нее зависят точность и скорость печати. Именно в направлении усиления жесткости будут направлены ваши первые доработки китайского принтера, так-как материал “сталь пластилин 3 (с)” для китайцев считается непозволительной роскошью. В случае покупки отечественных КИТов ситуация чуть получше.
Во вторых - если принтер будет стоять в квартире - “бесшумные” драйвера для шаговых двигателей. 3D-печать процесс не быстрый и наличие постоянной достаточно громкой жужжалки под ухом надоедает.
В третьих - наличие подогреваемого стола и простота доработки до корпуса закрытого типа. Со временем придет желание (необходимость) печатать ABS, а на открытом дрыгостоле это сделать проблематично.
В четвертых - наличие хорошей системы обдува пластика тоже немаловажно.
В пятых - при выборе принтеров с механикой CoreXY, H-Bot или Delta сильно желательно наличие 32-битной платы управления, или столкнетесь с замираниями (фризами) на высоких скоростях печати.
В шестых, седьмых, и т.д - в конструкциях принтеров много нюансов. Если что-то непонятно - не стесняйтесь спросить у сообщества.
Со временем его возможностей перестанет хватать - тогда можно перейти на более серьезные САПР. На мой взгляд печатник должен владеть двумя типами редакторов - твердотельником для моделирования технических изделий (САПР) и полигональником (Blender и т.д.) - для моделирования художественных, но многие печатники считают это избыточным и осваивают, только один.
На этом пожалуй закруглюсь - статья и так вышла достаточно объемной, если есть вопросы - с удовольствием отвечу на них в комментариях или в отдельной статье. Сразу говорю - на вопросы типа: “что лучше: летающий медведь 5 или ендер 3” отвечать не буду - на эту тему уже сломано немало копий на профильных ресурсах, смысла повторяться не вижу.
Читайте также: