
Модель для настройки ретракта 3d принтер
Обновлено: 24.04.2024
1. 3D Benchy
3D-бенчи является флагманом всех тестов для 3D-принтера. Эта модель-кораблик проверяет все: от выступов до экструзии. Если вы хотите поставить свой 3D-принтер на тест, бенч поможет вам определить настройки для идеальной работы. Почти 3000 пользователей Thingiverse разместили свои пробы, Benchy был напечатан сотнями машин и материалов.
2. All-In-One
Чтоэто? Тест 3D-принтера «все-в-одном» - название говорит само за себя! Навесы, мосты, стринг, экструзия, температура, натяжение ремня - эта модель проверяет все. Если вы хотите протестировать 3D-принтер на нескольких уровнях, обязательно ее попробуйте! После печати вы можете найти дефекты, прочитав прилагаемое руководство по устранению неполадок. Около 75 пользователей Thingiverse опубликовали свои образцы, сделанные на разных 3D-принтерах различными материалами.
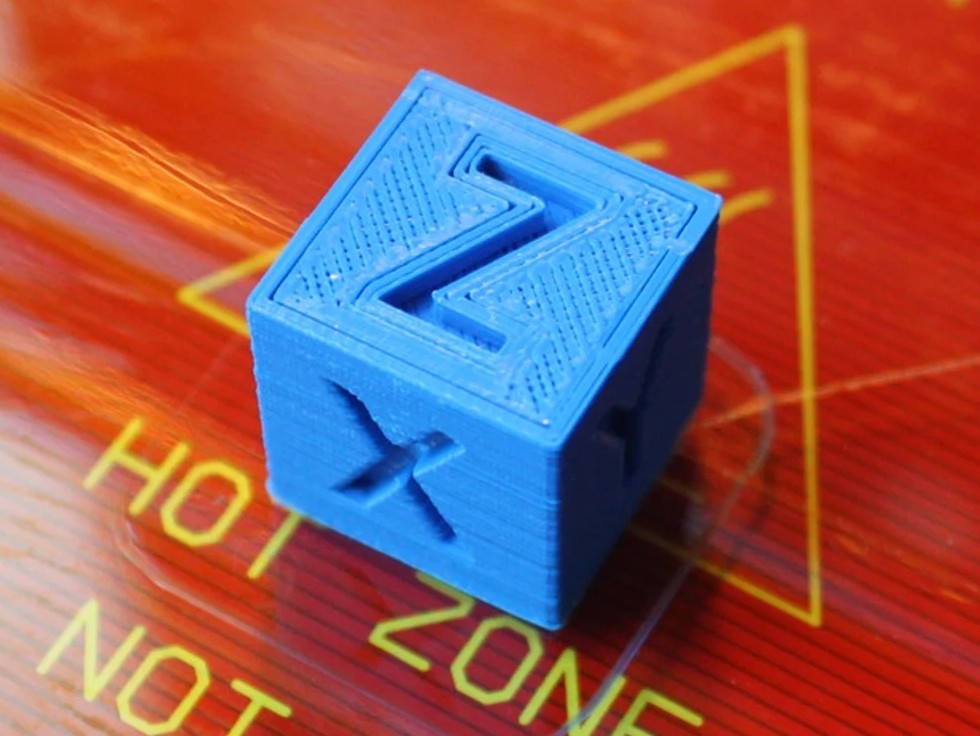
3. Калибровочный куб 20-мм XYZ
Что это? Этот куб представляет собой простую, быструю и легкую модель для тестирования. Его основная цель - помочь набирать размерность 3D-принтера, настраивая его шаги по миллиметрам. Но также можно проверить температуру, экструзию и вибрацию. На Thingiverse он был напечатан бесчисленными машинами и материалами.
4.Cali Cat
Cali Cat - это простая и восхитительная 3D-модель, которая проверяет точность 3Д-принтера, выступы, детали, мосты, экструзию и вибрацию в течение часа! Предназначенная для начальной калибровки, эта кошка мгновенно настроит ваш 3D-принтер. Более 250 пользователей разместили свои примеры.
Распечатанпластиком: Elastan D160.
5. Талисман MatterHackers Phil A. Ment
Phil A. Ment - очаровательный талисман MatterHackers, предназначенный для производителей. Согласно описанию компании: «у Фила есть несколько функций, специально предназначенных для 3D-принтера. Его особенности включают в себя мелкие детали вставки, небольшие рельефные детали, выступы, вертикальные и горизонтальные цилиндры, филе, фаски, мосты и даже куполообразный шлем». На Thingiverse было опубликовано 84 рисунка. ФилА, его рекордные размеры - 5,1397 мм!
6. Калибровочная температурная башня
Эта башня - отличный способ быстро отрегулировать нагрев вашего принтера, проверить при какой температуре получается качественная печать для различных видов пластика.
7. Новый тест от Autodesk
Андреас Бастиан разработал процедуру тестирования, призванную помочь производителям 3D принтеров лучше калибрировать свои машины и демонстрировать возможности принтеров для сторонников Kickstarter. Единый консолидированный STL-файл проверяет точность, разрешение и выравнивание размера принтера. Например, плохое выполнение функции «моста», показанное ниже, приведет к обвисшей и жесткой печати. Хорошо настроенный принтер сделает горизонтальную функцию с меньшим количеством проблем.
Распечатан пластиком: PLA
8. PolyPearl Tower
Башня PolyPearl - отличный способ проверить мосты, кривые, выступы, нарезку и многое другое, она описанная как башня пыток с завихрением, поможет вам откалибровать настройки вашего 3D-принтера.
Распечатан пластиком: ABS.
9. Сверхбыстрый и экономичный скрининг-тест
Представляет собой сверхбыстрый способ проверить температуру, охлаждение и ретракцию вашего 3D-принтера. Весит около 0,23 г, и сможет сразу же убрать так называемые «струны»!
Распечатан пластиком: PETG.
10. Объект для калибровки стола (параметрический)
Понижение уровня стола часто является самой сложной частью калибровки принтера. Эта модель поможет понять, как улучшить первый слой для получения лучших отпечатков.

Тестовые модели для 3D-принтеров необходимы в трех случаях. Первый — знакомство с новым принтером. Второй — исследование нового материала. Третий — исследование свойств известного материала на пределы его прочности. В этом небольшом обзоре мы рассказываем о восьми тестовых моделях, которые нам показались полезными или интересными.
Читайте статью и узнайте больше.

Содержание
1. 3D Benchy
3D Benchy — самая популярная тестовая модель для 3D-принтера. Фигурка буксира отлично демонстрирует возможности FDM-принтеров в любой ценовой категории. 3D Benchy поможет вам точно определить настройки, которые нужно установить для получения идеальных принтов.

Использование 3D Benchy для тестовой печати — это возможность увидеть, как принтер справляется с «отрисовкой» изогнутых поверхностей, наклонных плоскостей, дуг, отверстий. Модель доступна в нескольких исполнениях, в том числе и в многоцветном. На печать 3D Benchy стандартных размеров требуется приблизительно час — зная это, по времени печати модели можно судить также и о производительности 3D-принтера.
2. Тест 3D-принтера «Всё в одном»
Комплексная тестовая модель для 3D-принтера позволит проверить качество напечатанных свесов, перемычек, стабильность экструзии, возможность появления стрингинга (спаггетизации, “соплей”) и зависимость результата от температуры. Важным преимуществом этой модели является инструкция к ней, в которой указаны потенциальные решения различных проблем.
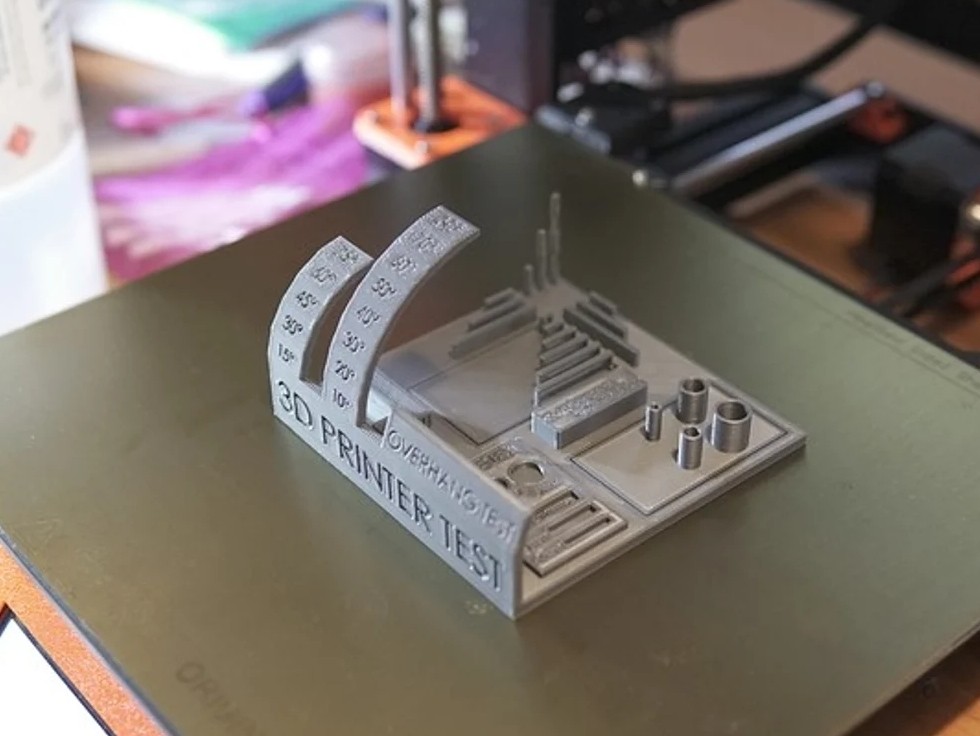
К достоинством проекта относится возможность оценить — как будет выглядеть тонкая стенка, полый цилиндр или нависающие элементы, как зависит качество их выполнения от параметров скорости, температуры и обдува.
3. XYZ 20-мм калибровочный куб
Основное предназначение XYZ 20-мм калибровочного куба — установить зависимость движения экструдера от шага мотора. Тестовая модель для 3д-принтера помогает убедиться, что 20 мм на чертеже соответствуют 20 мм напечатанного изделия. Вместе с тем, калибровочный куб помогает установить зависимость степени экструзии и качества печати от температуры экструдера.
4. Талисманы MatterHackers Phil A. Ment
Известный портал, посвященный аддитивному производству, MatterHackers представил собственную версию изделия для тестовой печати на 3D-принтере — талисман Phil A. Ment. Это небольшая фигурка космонавта. Согласно описанию компании:
«Фил имеет несколько элементов, предназначенных для проверки вашего принтера. Это мелкие вставки, мелкие рельефные детали, свесы, вертикальные и горизонтальные цилиндры, скругления, фаски, перемычки и идеально-куполообразный шлем».

Особенность модели — возможность получения репрезентативных данных при разных габаритах напечатанного изделия. Если говорить о рекордных размерах, то Phil A. Ment был распечатан высотой в 5 и в 1397 мм.
5. Компактная температурная калибровочная шкала
Температурная калибровочная шкала демонстрирует возможности 3D-принтера при печати одним филаментом при различных температурах экструдера. На тестовой модели наглядно видно качество свесов, перемычек, натяжек, также по изделию можно судить о способности 3D-принтера печатать изогнутые поверхности определенным пластиком.

Простой и наглядный инструмент позволяет выяснить возможности материалов, которые прежде не использовались в работе или печатались только с одной температурой. Важно учитывать, что настройка температуры печати для каждого подписанного элемента должна быть установлена в слайсере или вручную в Gcode.
6. Open-Source оценочная модель
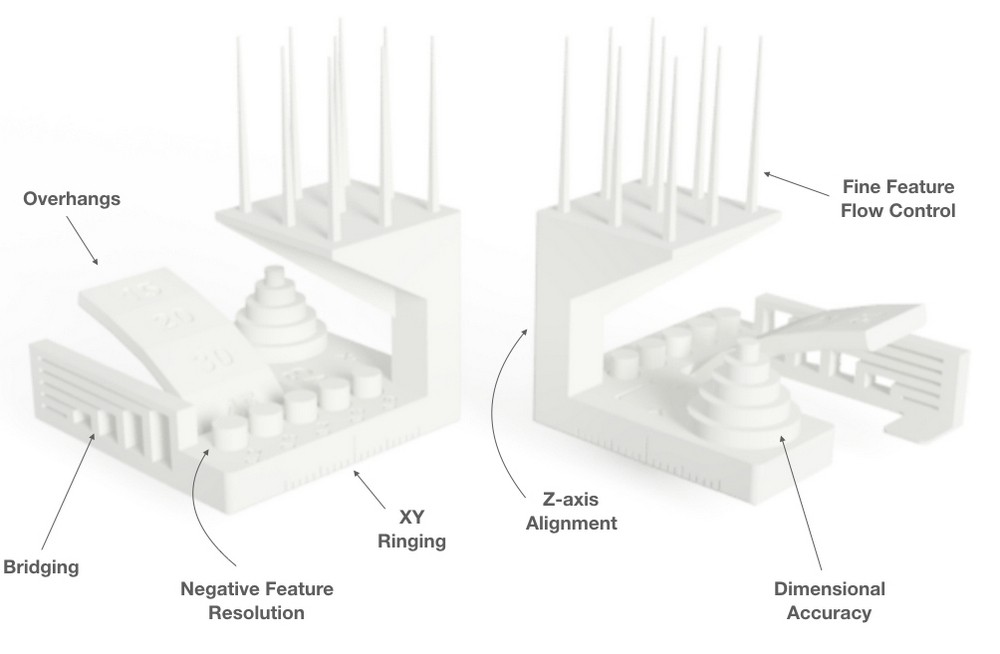
Тестовая модель для печати от Kickstarter и Autodesk создавалась с учетом опыта использования других моделей для тестирования, эту модель можно назвать универсальной. В ней присутствуют перемычки, свесы, мелкая детализация и элементы для оценки пространственной точности 3D-печати. При использовании изделия следует учесть наличие обширного свеса на верхнем уровне. Это означает, что пользователь должен знать, при какой температуре допускается печатать проверяемым филаментом, чтобы модель не деформировалась.
7. Быстрый тест на стрингинг
При печати объектов сложной формы, не зная возможностей филамента и принтера, пользователь может столкнуться с ошибкой, которая называется в английском стрингинг (от string — струна) или “спагеттификация”, а по-русски просто “сопли” — когда пластик тянется за экструдером, образуя тонкие волокна в воздухе.

Это явление обусловлено тем, что при холостом перемещении экструдера часть филамента вытекает из сопла. Чтобы этого избежать, используется функция ретракции — втягивание филамента при холостом перемещении. Для правильной установки уровня ретракции необходимо учитывать скорость перемещения экструдера, температуру экструдера и свойства филамента.
Для быстрой проверки правильной настройки 3D-принтера используется данная тестовая модель. Если струны между вертикальными пирамидами не образуются, значит настройки выбраны правильно. Если существуют горизонтальные пластиковые нити, какой-то из параметров 3D-печати следует изменить.
8. Башня PolyPearl
Еще один комплексный тест для проверки настроек 3D-принтера — башня PolyPearl. Особенности конструкции модели позволяют проверить качество перемычек, изгибов, выступов, зафиксировать появление стрингинга и установить прочность модели в целом. Эту модель также можно использовать в качестве стресс-теста, который определяет пределы физических возможностей филамента при заданных температурном режиме и скорости печати.

Итого
Тестовые модели для 3D-принтера экономят время и средства пользователя. Эти изделия, печать которых продолжается не больше часа, качеством своего изготовления показывают правильность выбранных настроек или необходимость их изменения. Пользователь может оперативно внести коррективы в настройки 3D-принтера.
Купите 3D-принтер и материалы для 3D-печати в Top 3D Shop — получите официально поставленную продукцию на гарантии, с сервисом и техподдержкой.
Короткая статья о настройке ретракции. Нам, действительно, нравится просматривать 3D-принтеры и все, что касается 3D-печати, за одним исключением… случаев к алибровки ретракции (иначе настройка ретракции). Это занимает очень много времени.

Что такое ретракция?
При 3D-печати на стандартном FDM-принтере нить проталкивается с помощью двигателя экструдера, к которому прикреплен редуктор. Он проталкивает нить, либо непосредственно в узел хотендов, либо через трубку Боудена к хотенду. Расплавленный пластик затем наслаивают для получения модели. При печати почти все отпечатки требуют не экструдированных движений. Во время экструдирования перемещается давление, и для того, чтобы прекратить натягивание и образование пятен во время непечатных перемещений, происходит ретракция.
Метод калибровки ретракции и электронная таблица

Устанавливаем код в документе Google Sheets здесь. Работа в процессе. Мы тестировали только те принтеры, которые у нас под рукой. Если у вас есть какие-либо предложения, не стесняйтесь, пишите нам. Наш электронный адрес находится в листах документа.
Для начала вам нужно скачать и открыть таблицу Excel. Ссылка только для чтения.
Давайте начнем с листа G-кода. Здесь вы можете настроить G-код для вашего конкретного принтера.
Как только вы установите все параметры, скопируйте столбец M в файл G-кода на все 30000+ строк. Перед печатью зайдите в настройки и узнайте, какова максимальная скорость экструдера. В Marlin 1.1.6 Control> Motion> Velocity> Vmax E и отметьте самое быстрое движение. Вы можете остановить печать раньше, когда она достигнет максимальной скорости. Перед тем как убрать предмет с рабочей поверхности пометьте свой исходный угол. Это должно быть очевидно, но на всякий случай напомним об этом.
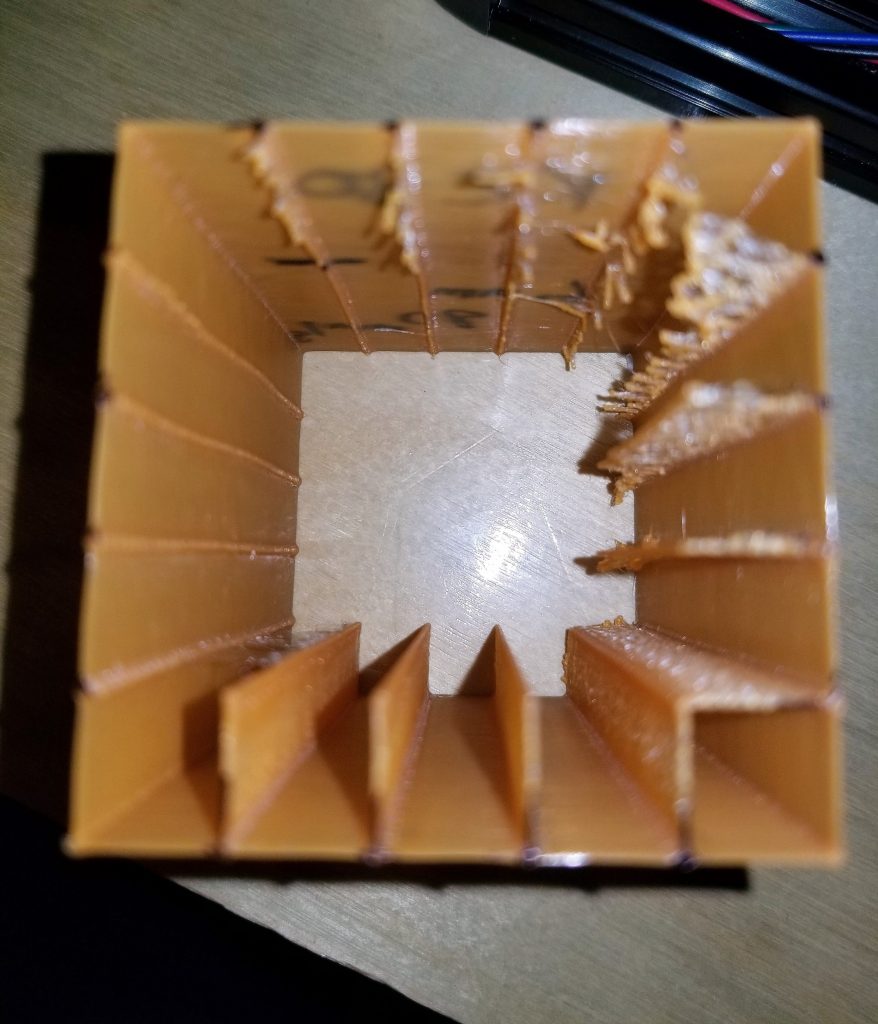
Это вид сверху. Вы можете видеть, что в ходе движения, части становятся лучше по мере увеличения ретракции. Движение внизу слева.
Как это печатает

Печать начинается с исходного положения, движется вправо… перемещается по кругу, затем не экструдированными движениями (зеленые стрелки), затем обратные движения по кругу, и все начинается снова, движения полностью повторяются.
По мере продвижения печати каждые 5 мм высота увеличивается.

Интерпретация печати

Теперь, когда печать завершена, интерпретируем печать. Когда вы измените переменные на другом листе, он обновит лист инструкций для облегчения интерпретации. Мы отмечаем место, которое выглядит лучше всего. Затем, обращаемся на эту страницу и оцениваем, чтобы найти настройки. На некоторых принтерах нам приходилось смотреть очень внимательно и быть очень критичным. Вы можете даже пропустить лучший участок, если нарастание слишком велико. Если вы считаете, что это так, напечатайте второй с меньшими приращениями и увеличьте начальную точку на основе первого отпечатка.

Основываясь на наших наблюдениях, если трудно выбрать лучший, выбирайте самый короткий самый быстрый. Это снизит время печати.
Если вы опробуете такой способ, пожалуйста, оставьте отзыв о вашем опыте. Можно также могу начать регистрировать настройки ретракции на отдельном листе, если вам покажется это хорошей идеей. Отправляйте нам письма с вашими настройками. Если вам интересно посмотреть это в действии, мы выложили прямую трансляцию на YouTube, гдемы настроили ABS в прямом эфире для SV01.

Основные переменные для настройки ретрактов это:
Тест, о котором мы будем говорить ниже дает возможность протестировать более 200 вариаций настроек длины и скорости отката за одну печать. Это огромное количество, так как обычно используются модели, которые позволяют тестировать только одну комбинацию настроек.
Новый метод тестирования
Новый метод изначально был построен на таблице Excel, куда вводились необходимые параметры, а сгенерированный g-code копировался в текстовый документ и отправлялся на печать. Сейчас же, появилось онлайн приложение, и приложение для Windows. Новая версия получила некоторые изменения, больший функционал и стала более удобной.
Выставляем необходимые значения (все настройки описывались в нашем видео на YouTube)настроек отката и запускаем тест.

После окончания печати нам необходимо найти участок, который не имел бы волосков и натеков перпендикулярно стенки модели. Ищем так же участок, где участок с самым лучшим качеством стенки. В идеале нам нужно искать участок как можно выше и ближе к началу координат. Ведь именно в этом случае мы получим минимальную длину и максимальную скорость отката, при которых качество печати остается стабильным. Проще говоря, без этого теста можно было бы просто выкрутить настройки с запасом в несколько раз, при этом получать хорошее качество печати, но при этим сильно терять в скорости. Ведь как мы знаем, ретракты занимают большУю часть времени печати, и ускорив их, мы значительно выиграем в скорости печати всей модели. Вот пример:

Печать данной модели без ретрактов составила 3 часа 45 минут, а с ретрактами настроенными с запасом под боуден экструдер заняла 4 часа 48 минут. Это 22% от времени печати все модели. Практически четверть времени ушла на откаты.
В моем случае натеки и волоски пропали со значения 0.7 мм длины отката (директ экструдер). Я возьму следующее значение в 0.8 мм, для уверенности в том, что при печати других моделей натеков точно не возникнет. На всей высоте модели качество практически не изменялось. Это значит, что можно выбрать максимальную скорость, что вам доступна. Если на вашей модели на определенной высоте появились дыры на стенках, то вам нужно выбрать значение ниже этого на 1-2 шага.

Итоговые значения можно внести в ваш слайсер для определенного вида пластика и наслаждаться печатью без натеков.
Читайте также: