
Настройка 3д принтера эндер 3
Обновлено: 07.07.2024
Creality Ender 3 Pro — бюджетный китайский 3D-принтер. Устройство стало бестселлером компании: в 2018 году было продано 200 000 моделей. Оборудование печатает заготовки с использованием технологии FDM.
Обзор Creality Ender 3 Pro
Creality Ender 3 Pro поставляется в формате DIY: пользователю необходимо самостоятельно собрать каркас и подключить все необходимые узлы. Каждая деталь помечена, у новичков сложности не возникнут. Модель поставляется с инструкцией пользователя, в которой детально расписаны шаги сборки.
Creality Ender 3 Pro стал усовершенствованной версией популярного Creality Ender 3. У принтеров три основных отличия.
- Механические характеристики. В версии Pro установлен алюминиевый профиль 40 × 40, что позволило создать жесткое экструдирование по оси Y. Эта мера повысила стабильность печати. Установлены улучшенные направляющие колесики, которые улучшают стабильность работы.
- В нижней части корпуса размещены прорезиненные ножки. Это позволяет снизить уровень шума во время работы. Принтер надежно фиксируется к поверхности, что снижает вибрацию.
- Магнитная печатная поверхность нового образца. Подложка на магнитах С-Mag съемная и гибкая, она позволяет быстро отлеплять распечатку от рабочего стола после окончания работы принтера. Панель текстурированная, первый слой хорошо прилипает — это важно для детальной обработки.
Рама Creality Ender 3 Pro выполнена из алюминиевых профилей. Это добавляет устройству жесткости и прочности. Один винт монтирован слева, он отвечает за функционирование по оси Z. У модели установлен большой стол с подогревом, что позволяет обрабатывать несколько видов пластика.
Размер печатной камеры составляет 220 × 220 × 250 мм — модель подходит для работы с заготовками среднего размера. Она оснащена небольшим монохромным LCD-дисплеем и поворотным переключателем для управления и контроля процесса печати.
Камера полностью открыта. Это хороший вариант для тех, кто хотел бы ознакомиться с принципом работы экструдера и рассмотреть механизм трехмерной печати.


Описание
3D-принтер Creality Ender 3 Pro — китайская разработка, вместившая передовые концепции и требования к точности печати. Работает с использованием стандартного ПО Cura. Слайсер отличается многофункциональным меню, в котором подписан каждый пункт настроек. Пользователь может выбирать необходимые характеристики самостоятельно.
Модель оснащена блоком питания от Meanwell — он обеспечивает стабильную работу и высокую производительность. Эта деталь позволяет добиться постоянного снабжения электроэнергией, поступающей от сети к устройству.
V-образные направляющие из алюминия обеспечивают плавное и бесшумное передвижение экструдера по осям. Установлены износоустойчивые ролики, беспрепятственно скользящие во время работы.
Преимущества и недостатки
Creality Ender 3 Pro отличается следующими преимуществами.
На печатном столе расположена магнитная наклейка. Она обеспечивает лучшую адгезию, чем клей или текстурная поверхность. Такое свойство особенно важно для проработки первого слоя. Он получается детальным и гладким.
Снять готовую модель можно без усилий. Достаточно поддеть ее лопаткой, она сама отойдет от поверхности.
Новая технология снижает риск засорения и улучшает экструзию.
Платформа прогревается до 110 °С за 5 минут. Этому способствует обновленная система подачи электроэнергии UL: устройство работает без перебоев.
- Возможность возобновления работы после аварийного отключения.
Если во время работы 3D-принтера возникли неполадки с подачей электричества или произошел сбой в подаче филамента, пользователь сможет возобновить работу с точки остановки. Устройство сохраняет прогресс, для продолжения печати нужно выбрать соответствующий пункт в меню на внешнем дисплее.
- Монтажные пазы по оси Y выполнены на станке с ЧПУ.
Они обеспечивают точное позиционирование и высокий уровень обработки заготовок.
Под печатным столом расположена большая гайка. Для ручной калибровки уровня стола необходимо вращать ее в нужном направлении и следить за положением рабочей платформы.
Пользователь может работать с использованием гибких нитей.
Для улучшения качества печати, борьбы с перегревом экструдера и точной настройки устройство имеет возможность модернизации.
- Оснащен слотами USB и для карт формата Micro SD.
Пользователь может загружать созданные в слайсере проекты напрямую в устройство, запускать работу через установленный на внешней части монохромный дисплей.
Объем печатной камеры позволяет работать с заготовками среднего размера. Но при этом устройство не занимает много места на рабочем столе.
У Creality Ender 3 Pro есть и несколько недостатков.
- Магнитная основа подходит для использования не всех материалов.
- Для улучшения адгезии могут понадобиться вспомогательные материалы.
- Тестовая система Autodesk Kickstarter показала, что тонкое управление потоков в принтере реализовано плохо. Устройство не справляется с печатью объектов с высокой детализацией. Если на поверхности есть шипы, то в заготовке они могут быть неправильной формы.
- Выравнивание по оси Z работает некорректно. Это отрицательно влияет на проработку слоев.
- Хрупкий филамент вызывает проблемы в процессе эксплуатации. Он повреждается и неправильно обрабатывается, готовая модель отличается от той, которая была создана в слайсере.
Справка! Creality Ender 3 Pro относится к бюджетному классу оборудования для трехмерной печати. Он стал усовершенствованной версией предшественника.
Комплектация Creality Ender 3 Pro
Устройство поставляется в следующей комплектации.
- 3D-принтер в разобранном виде;
- набор шестигранных ключей;
- кабель питания;
- PLA-пластик для пробной печати;
- шпатель и кусачки;
- SD-карта и USB-переходник для SD-карты;
- проволока для прочистки сопла;
- сменное сопло;
- набор крепежей;
- комплект кабельных стяжек;
- отвертка;
- инструкция пользователя на русском языке;
- гарантийный талон.
В инструкции подробно описан процесс сборки DIY-принтера. Для удобства пользователей есть цветовые обозначения и надписи, которые помогают собрать устройство. У опытных на сборку уйдет 10 минут, у новичков — около 30 минут или часа.
Качество печати и примеры изделий
Производитель предлагает начать работу с пробной печати. В качестве образца поставляется трехмерная модель собаки.

Заготовка получается нечеткой. Бровям и глазам не хватает детализации, пользователю предстоит вручную зачищать огрехи принтера.
Фигурка поросенка также не удалась. Левая часть покрыта рытвинами, между ушей появилась выемка. Уши обработаны по-разному, пятачок без деталей, смазан.

В процессе печати может возникнуть проблема обрыва филамента, о чем пишут пользователи в отзывах. Пример — модель игрушечного кораблика.
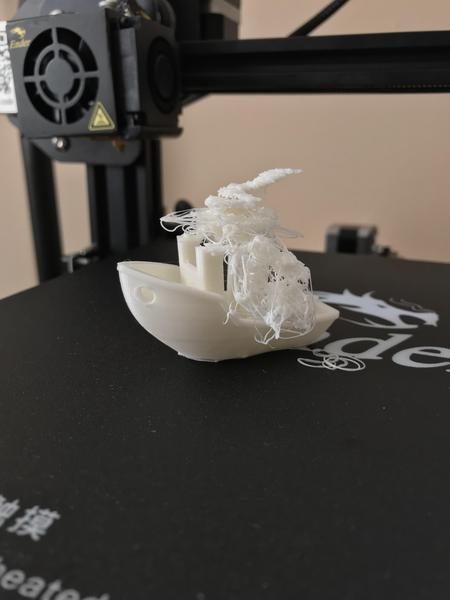
Верхнюю часть устройству не удалось пропечатать. Заготовка осталась незавершенной.
Комплект несложных геометрических изделий принтер после устранения недочетов в настройках печатает хорошо. Поверхность гладкая, филамент подается равномерно без сбоев.

При правильной настройке и устранении недочетов в позиционировании стола распечатанные модели выходят четкими.
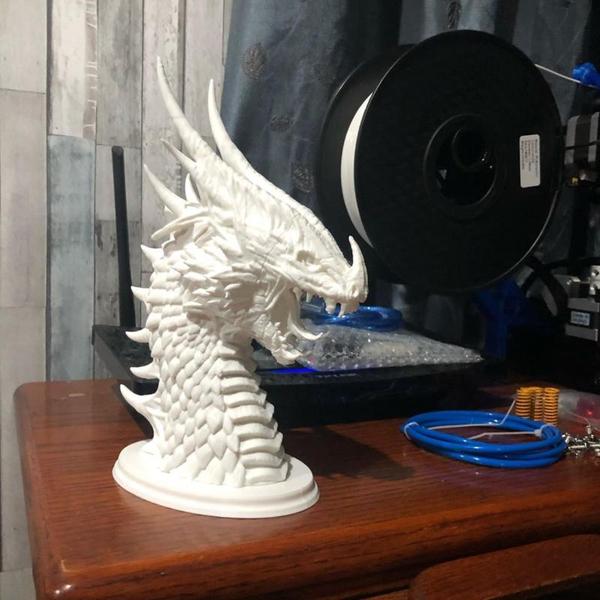
На теле дракона видны детали его строения: пропечатаны чешуйки и клыки, все шипы разной длины и находятся на разных уровнях.
Геометрические узоры после настройки работы экструдера пропечатываются хорошо. Слои равномерные, без зазоров.
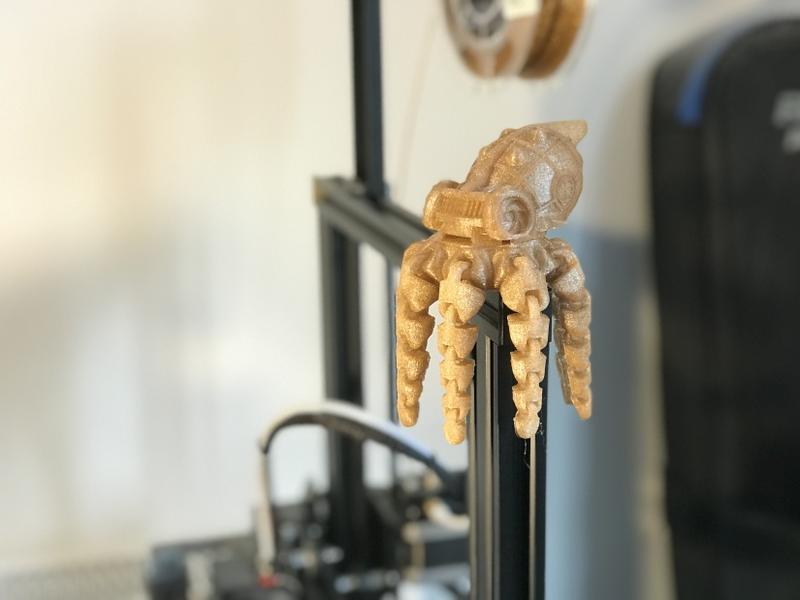
Из WOOD получается распечатывать детали с подвижными частями.
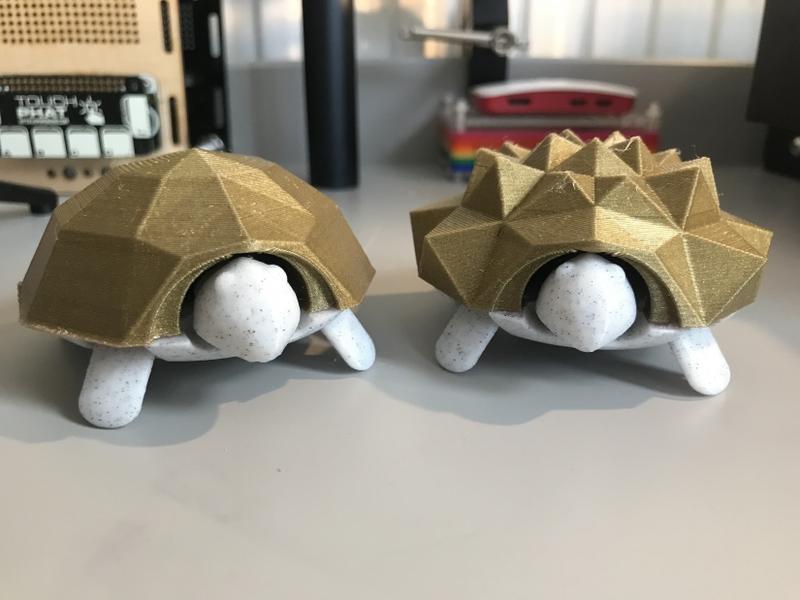
Недостаток, зафиксированный в Autodesk Kickstarter, проявляется во время печати шипов. На черепахе справа это хорошо заметно: на поверхности виднеются нити филамента, не хватает гладкости и четкости.
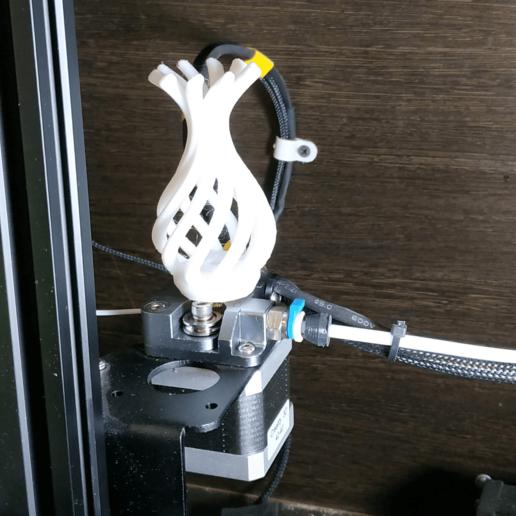
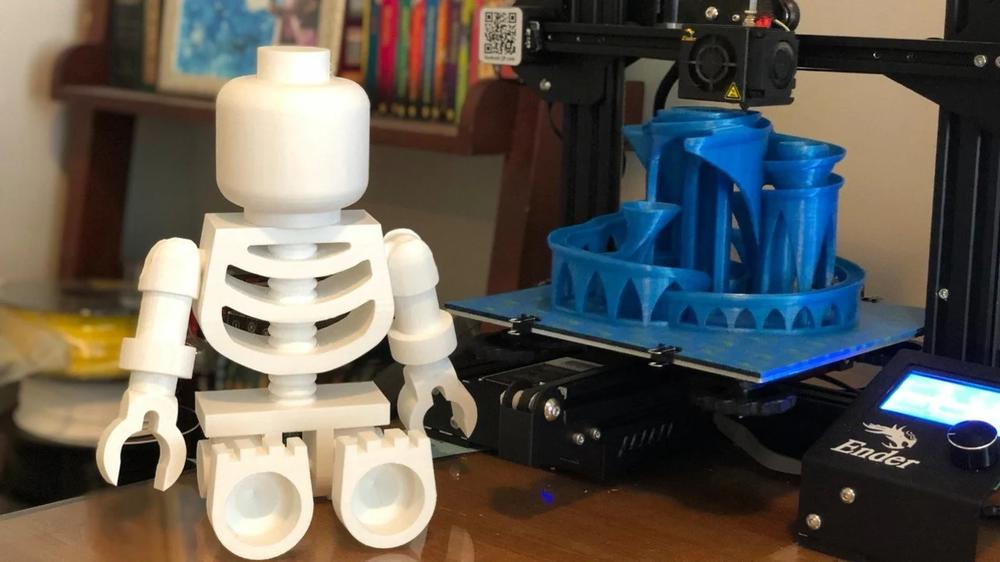
Промежутки в туловище человечка выполнены полыми, как и создавалось в слайсере. Нет нитей филамента и нечетко пропечатанных граней. Идентичная проблема возникла при печати фигуры со шпилями.
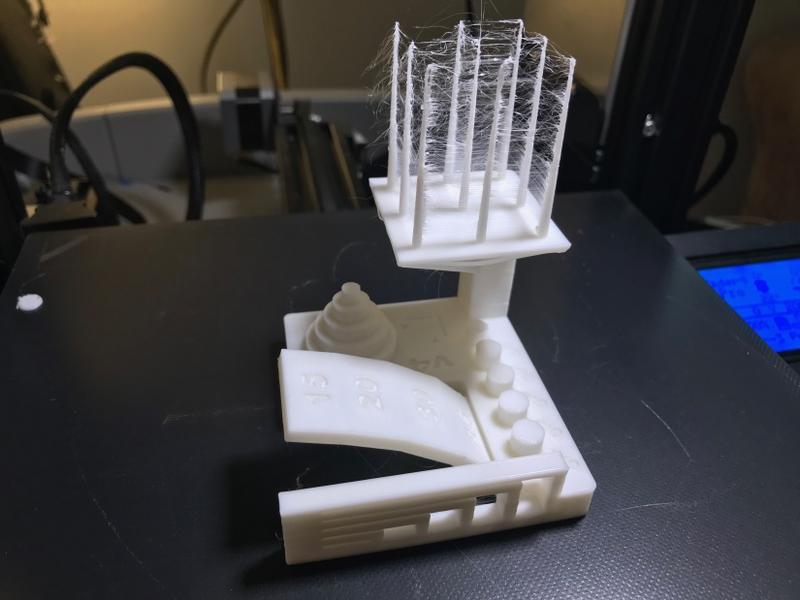
Наконечники вышли нечеткими. Они разной высоты и толщины. Нижняя часть обработана без существенных замечаний.
Какие типы пластика использует?
Для печати на Creality Ender 3 Pro можно использовать следующие виды пластика:
Платформа прогревается до 110 °С, что позволяет работать с разными видами пластика.
Доработка
Для улучшения точности печати, повышения комфорта работы пользователя и устранения мелких недостатков можно самостоятельно провести апгрейд.
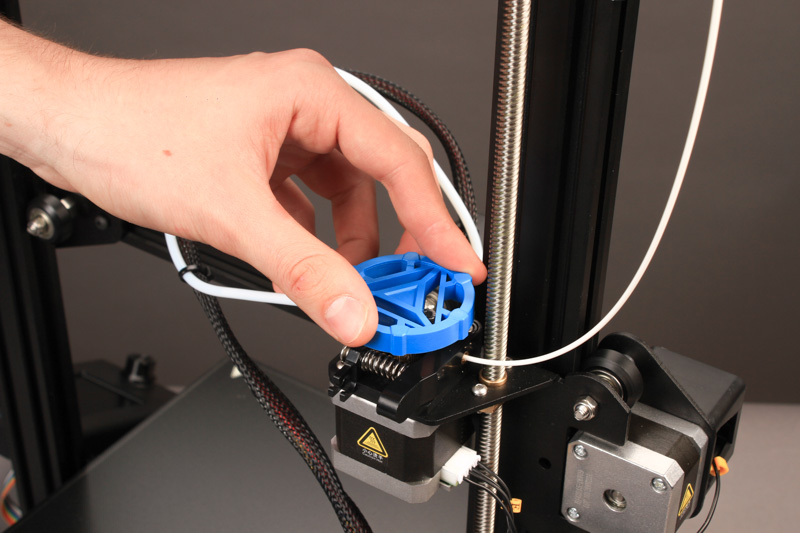
Пластиковый механизм подачи филамента отличается нестабильной работой. Это приводит к дефектам во время печати, принтер не пропечатывает детали, делает слои нечеткими. Пластиковый механизм люфтит, перед работой винт нужно туго затягивать. Из-за постоянного контроля винта может заклинить прижимной ролик, что приведет к неравномерной проработке слоев.
Пользователи, столкнувшиеся с проблемой, рекомендуют заменять механизм подачи филамента еще перед началом использования. Подходит компактный самопечатный вариант: с ним можно применять штатный ролик, подающую шестерню и пружину с возможностью настройки усилия прижима.
Одной из частых проблем принтеров от Creality пользователи называют плохую работу системы охлаждения. Если не устранить этот недостаток, ухудшится качество печати. Термобарьер перегревается, пластик размягчается, экструдер не обрабатывает все необходимые зоны.
Чтобы избежать перегрева и дефектов в готовых заготовках, нужно сразу заменить вентиляторы. Они должны быть по габаритам 40 × 40 × 20 мми с потенциалом в 24 В. Мощная система охлаждения необходима для работы с пластиком PLA.
Заменить рекомендуется и систему охлаждения платы. Если она в процессе функционирования перегреется, то могут перестать работать драйверы, во время печати на заготовках обнаруживаются дефекты. Подходящая модель вентилятора — с габаритами 70 × 70 × 15 мм. Для установки нужно предварительно распечатать новую крышку с подходящим размером или увеличить отверстие для пропуска воздушного потока.
Также рекомендуется установить пылевой фильтр. Он в комплект не входит. Его можно распечатать на принтере или приобрести в магазине.
Инструкция по первоначальной настройке и подготовке к работе
Creality Ender 3 Pro — модель DIY. Пользователю нужно самому ее собрать и подготовить к работе. Для этого в комплект входит русскоязычное руководство пользователя. В нем пошагово и с иллюстрациями описан процесс сборки оборудования.
Перед тем как начать ввинчивать вертикальные направляющие, нужно проверить люфт у роликов стола. Ключом из комплекта подтянуть эксцентрики, сильно прижимать их не стоит, чтобы не ускорить износ.
Направляющие вставить в нижнюю часть рамы, ввинтить в торец парой винтов М 5 × 45. Для этого использовать шестигранник, который входит в комплект. Важно соблюдать расстояние от края направляющей до отверстия рамы, как указано в инструкции.
Для установки экрана взять винты М 5 × 8 из комплекта. Дисплей привинтить наискосок в торцевую часть профиля. Блок питания закрепляют на винты М 4 × 20 к вертикальным направляющим.
Из пакета Z-limit взять небольшую плату. Она пластиковыми направляющими прикручена к необходимым выступам. Привинтить плату, подключить проводом с маркировкой «Z» к блоку управления.
Деталь для крепления мотора к раме выполнена из прочного пластика, она уже прикреплена к мотору. Задача пользователя – прикрутить ее к раме и подключить к обозначенному проводу. После этого нужно вставить трапециевидный винт в муфту и затянуть его.
Ось Х поставляется уже в практически полностью собранном виде. Нужно закрепить направляющую, на которую потом установить каретку с хотэндом. На пластинах корпуса есть отверстия, через которые нужно затянуть винты для крепления направляющей. В конце установить фиттинг для экструдера.
Взять пластину с тремя роликами, пару винтов М 4 × 16 и каретку с хотэндом, которую нужно отрегулировать после установки на направляющую. Подтянуть винты, чтобы каретка не шаталась, но сильно их не сжимать.
Чтобы каретка с хотэндом перемещалась по оси, нужно монтировать ремень. В комплекте поставляется деталь необходимой длины, на концах установлены медные пластинки. Пропустить его через отверстия, указанные в инструкции, с другой стороны установить натяжитель. Зафиксировать ремень в каретке, вставив эглет в прорезь.
Это последний этап сборки оси Х. С торцевой части направляющей вставить натяжитель, немного натянуть ремень, не создавая предельного напряжения. Закрепить натяжитель поворотными Т-образными гайками — их вставляют в канал и затягивают винтами. Не ввинчивать их до предела.
- Установка оси Х на вертикальные направляющие.
Для монтажа нужно надеть ось на вертикальные направляющие. Ослабить осевые крепления, чтобы винт вошел в трапецию. Они должны слегка шевелиться. Опустить ось вниз.
Взять оставшуюся направляющую и 4 винта М 5 × 25, ввинтить их и установить заглушки на торцевую часть направляющих.
Прикрепить винтами металлический держатель в место, указанное в инструкции.
Все разъемы и провода маркированы, некоторые из них подключаются в процессе сборки принтера. Сложность может возникнуть на этапе подключения экрана. Разъем находится справа, если смотреть на устройство со стороны платы.
Остается подключить разъемы мотора на оси Х, концевик на оси Х и экструдер. Принтер будет готов к работе после калибровки.
Перед началом эксплуатации нужно отрегулировать высоту стола. Если ее не настроить, процесс печати не начнется или будет выполняться с ошибками.
Проверить установку концевого выключателя по оси Z, поставить его в такое положение, чтобы при опущении балки Х был нажат концевик. Сопло не должно упираться в стол, в пружинах для регулировки высоты нужно оставить небольшой запас. Это необходимо для того, чтобы во время калибровки сопло не уперлось в стол.
Включить принтер, в меню выбрать пункт «AutoHome», каретки переедут на нулевую отметку. Включить нагрев экструдера до 200° и стола до 50°. После того как все прогреется, приступить к регулировке.
В меню отключить шаговые двигатели (выбрать «Disable steppers»). Это позволяет регулировать положение кареток по оси X и Y вручную. Ось Z трогать не нужно, она уже находится в необходимой точке. Руками перемещать каретку по всей поверхности стола, начиная от углов. Поднимать и опускать стол установленными снизу роликами. Нужно добиться, чтобы сопло касалось стола во всех точках впритык.
Прошивка для Creality Ender 3 Pro
Внимание! Выбирайте последнюю версию Arduino IDE, так как устаревшие могут не работать с обновленным Marlin.
- Зайти в папку «Marlin», открыть файл Marlin.ino через программу Arduino IDE.
- Откроется поле для редактирования настроек принтера.
- Перейти в пункт «Configuration.h».
- Через поиск найти «Ender 3 Pro».
- Раскомментировать строку инициализации (убрать «//» перед названием устройства).
- Раскомментировать строку «define DISABLE BOOT». Это позволит ускорить процесс загрузки устройства за счет отключения заставки на экране.
- Изменить имя принтера в поле «define USER_PRINTER_NAME». Раскомментировать и вписать «Ender 3 Pro».
- Автоматические настройки калибровки изменять не нужно.
- Перейти в «Инструменты», в поле «Плата» выбрать «Sanguino», заменить программатор на Arduino as ISP. Кликнуть на «Закачать загрузчик». Подождать завершения процесса.
- Перезагрузить принтер.
Creality Ender 3 Pro готов к работе.
Заключение
Creality Ender 3 Pro — бюджетный 3D-принтер с открытой печатающей камерой. Он оснащен возможностью дополнительных изменений: пользователь может установить новый экструдер, фильтр для пыли и заменить систему охлаждения на более мощную.
Естественно, для 3D принтера такой цены, требуется ручная калибровка и, возможно, несколько модификаций, но даже с учетом этого цена и качество все равно отличные.
Для начала вам подойдет и стандартный профиль Cura для Ender 3, так что определенно загрузите его в качестве основы.
- Щелкните Settings > Printer > Manage Printers”
- В окне настроек выберите Add > Add a non-networked printer.
- Прокрутите до Creality3D, разверните раздел и выберите Ender 3.
Тут у вас появятся настройки по умолчанию, на основе которых вы сможете создать свой идеальный профиль. Естественно, вам придется адаптироваться к отдельным материалам и разрешению 3D печати. По умолчанию мы модифицируем этот профиль для PLA, но также упомянем настройки для ABS и PETG.
Ниже изложения краткая информация о профиле, который мы рекомендуем, а в остальной части статьи приводится более подробное объяснение каждого параметра.
Оптимальный профиль Ender 3 для PLA пластика:
- Температура 3D печати: 200° C
- Температура стола: 60° C
- Скорость: 50 мм/с
- Высота слоя: 0,12 мм
- Retract (втягивание): 6 мм при 25 мм/с
- Заполнение: 20%
- Скорость печати начального слоя: 20 мм / с
- Начальная скорость вентилятора: 0%
Температура 3D печати

Одна из самых важных настроек - температура. Неправильная настройка температуры может привести к чрезмерной или недостаточной экструзии материала, скручиванию, появлению полостей. Большинству марок PLA пластика требуется не менее 180° C для качественной экструзии. Этот температурный диапазон может расширится до 220° C.
Идеальные температуры различаются для разных материалов (ABS: 220-250° C, PETG: 220-245° C), но марка материала также может иметь значение. При испытании нового материала стоит начать печатать с разным шагом. В целом, считается, что 200° C - это отличный старт для PLA пластиков.
Помните: при калибровке 3D принтера изменяйте только одну настройку за раз.
- PLA: 200 ° C
- ABS: 230 ° C
- PETG: 240 ° C
Температура стола 3D принтера

Температура стола также сильно зависит от вашего материала. PLA на самом деле не требует нагрева стола (хотя с подогревом и лучше). Вы вполне можете обойтись клеем, лаком для волос или синим скотчем. Но в идеале температура стола конечно должна быть просто несколько выше температуры окружающей среды.
Температура стола для ABS должна быть значительно выше, чем для PLA - около 110° C. Если вы собираетесь использовать Ender 3 в связке с ABS пластиком, вам также, вероятно, потребуется добавить корпус для 3D принтера, чтобы исключить избыточное охлаждение и предотвратить деформацию и расслоение слоев.
- PLA: 50° C
- ABS: 110° C
- PETG: 70° C
Скорость 3D печати

Чтобы подобрать оптимальную скорость 3D печати, нужно найти баланс между временем печати и качеством. К сожалению, по мере увеличения скорости печати качество падает. С другой стороны, никто не хочет ждать две недели для печати одной 3D модели.
В среднем большинство пользователей печатают PLA со скоростью от 45 до 65 мм/с. Вы можете увеличить эту скорость, используя OctoPrint и альтернативные прошивки, такие как Klipper или Marlin. Мы рекомендуем начальную скорость 60 мм/с и уменьшать значение для 3D моделей, требующих более высокого уровня детализации.
При 3D печати гибкими материалами скорость надо значительно уменьшить. Рекомендуем скорость 3D печати от 20 мм/с до 40 мм/с.
PETG немного более волокнистый, чем PLA, и для борьбы с этим вы можете снизить скорость печати до 20 мм/с или около того. От 30 до 55 мм/с тоже можно попробовать. Лучше начинать с нижней планки и постепенно увеличивать ее.
ABS требует примерно такой же скорости печати, как PLA. Идеально от 45 мм/с до 65 мм/с.
Для больших 3D моделей, требующих меньшей детализации, вы можете увеличить скорость печати на Ender 3 до 120 мм/с.
В целом скорость перемещения можно повышать вплоть до 150 мм/с.
- PLA: 60 мм/с
- Гибкие материалы (например, TPU): 30 мм/с
- PETG: 40 мм/с
- ABS: 60 мм/с
- Скорость передвижения: 150 мм/с
Высота слоя

Уменьшение высоты слоя увеличивает разрешение 3D печати. То есть, уменьшая вдвое высоту слоя, вы умещаете вдвое больше слоев в одной 3D модели.
Негативная сторона большого разрешения - опять таки увеличение длительное 3D печати. Поиск идеального сочетания скорости печати и высоты слоя имеет важное значение для получения высококачественной печати в максимально короткие сроки. Высота слоя может быть разбита на «магические числа». Магические числа - это, по сути, высота слоя, которая лучше всего работает на Ender 3:
Вы можете заметить, что все магические числа кратны 0,04 мм. Причина в том, что шаговый двигатель оси Z на Ender 3 поднимает печатающую головку на 0,04 мм за шаг.
- Мелкая детализация, медленная: 0,12 мм
- Грубая детализация, быстрая: 0,20 мм
Ретракт

Ретракт (обратное втягивание пластика) - ваше лучшее оружие для борьбы с проблемами 3D печати. Ретракт можно разделить на два основных параметра:
По сути, ретракт обеспечивает поворот вала двигателя в обратном направлении, чтобы уменьшить давление материала в сопле во время холостых ходов. В таком случае, без давления на сопло, лишний материал не будет выдавливаться.
После выхода модели Ender 3 он довольно быстро стал известен именно своими проблемами с остатками пластика (паутиной) между частями модели. Но это уже давно в прошлом, и оптимальные настройки ретракта были найдены. Для PLA это расстояние 6 мм со скоростью 25 мм в секунду. PETG стоит настроить на более короткое расстояние отвода, в идеале около 4 мм. ABS стоит настроить на расстояние втягивания 6 мм, но с более высокой скоростью - 40 мм в секунду. При этом все равно рекомендуем поиграться с этими настройками, чтобы подобрать наиболее подходящие именно для вас. Для настройки ретракта можете воспользоваться 3D моделью с Thingiverse.
- PLA: 6 мм при 25 мм/с
- PETG: 4 мм при 25 мм/с
- ABS: 6 мм при 40 мм/с
Заполнение

Заполнение влияет как на прочность, так и на вес вашей готовой 3D модели. Не существует "идеальной" настройки заполнения, поскольку она полностью зависит от целей 3D печати. Для легких декоративных 3D принтов можно уменьшить заполнение до 5% или 10%. Это сократит время печати и сделает модель значительно легче.
Для функциональных 3D моделей вам потребуется более высокая степень заполнения, чтобы увеличить прочность и долговечность. Идеально от 20% до 60%. Для некоторых моделей или даже отдельных частей модели может потребоваться 100% заполнение.
- Декоративные 3D модели: 10%
- Стандартные 3D модели: 20%
- Функциональные 3D модели: 40%
Начальный слой

Обеспечение качественно прилипания первого слоя к столу имеет очень большое значение для хорошего качества 3D печати. Плохая адгезия первого слоя почти всегда приводит к сбою 3D печати.
Толщина начального слоя может быть увеличена до 0,20 мм или 0,24 мм, чтобы получить более толстый первый слой и улучшить адгезию основания.
Скорость 3D печати начального слоя должна быть немного ниже обычной скорости печати. Более низкая скорость дает первым слоям больше времени для прилипания к столу. Уменьшение начальной скорости слоя не должно сильно повлиять на общее время печати, так как базовых слоев не много. Мы считаем, что 30 мм в секунду - оптимальная скорость для печати начального слоя. Если у вас возникли проблемы с адгезией первого слоя, можете уменьшить это значение.
Обычно достаточно 5 первых слоев, которые будут печататься с меньшей скоростью. КНачальная скорость вентилятора надо установить на 0%. Чрезмерное охлаждение более ранних слоев может привести к небольшой усадке или деформации модели и, как следствие, соскальзыванию со стола.
Надеемся, материал был вам полезен и он поможет вам для качественной 3D печати на Ender 3.
Предположим, что вы уже прошли квест по сборке принтера, и уже не терпится что-нибудь напечатать. Рассказываем, как приступить к печати на Creality Ender-3 V2, и на какие настройки обратить внимание, чтобы использовать возможности своего 3D-принтера на полную катушку.
Перед распечаткой на 3D принтере модель надо подготовить и разбить на слои. Обычно 3D модели распространяются в формате STL — это своеобразный JPEG в мире моделирования. Трёхмерный объект в формате STL состоит из множества полигонов — треугольников, координаты которых описаны в файле.
Однако принтеры не способны самостоятельно обрабатывать STL-файлы. Сперва выбранную модель надо преобразовать в G-код — специальные команды для принтера, которые сообщают, куда перемещать головку и с какой скоростью выдавливать пластик в процессе печати. Для преобразования произвольной 3D-модели в G-код существуют специальные программы — слайсеры.
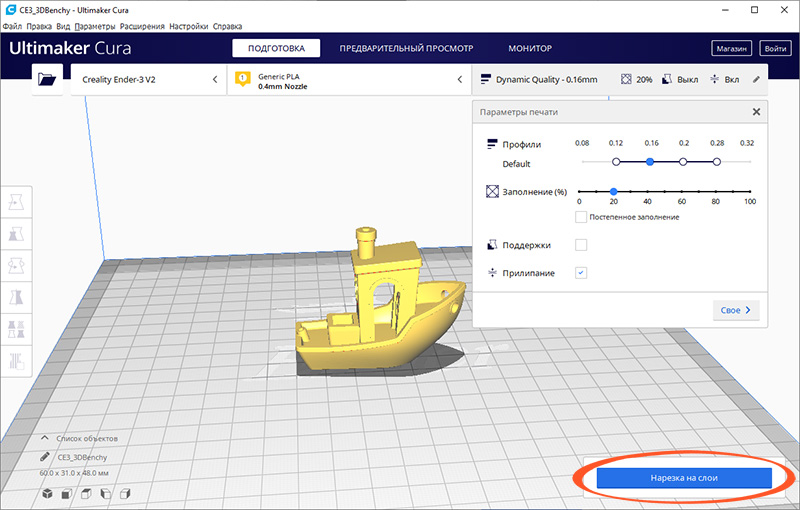
Мы покажем, как выглядит эта операция на примере 3D-принтера Creality Ender-3 V2. Обработаем в слайсере Cura популярную модель кораблика 3DBenchy.
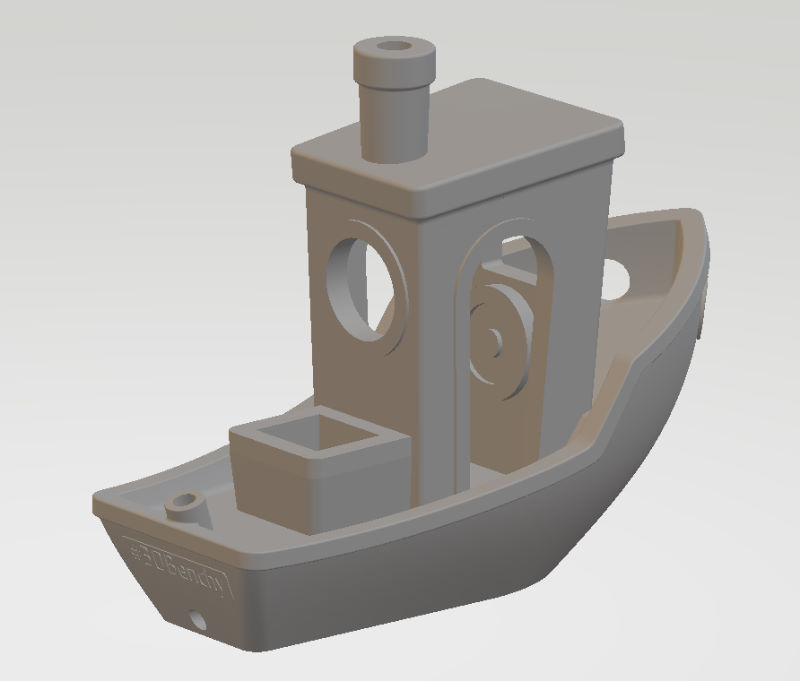
Эта модель сделана специально, чтобы определять недостатки печати на 3D-принтерах и калибровать настройки. Можно скачать любую 3D-модель в формате STL со специализированных сайтов.
Скачивание слайсера
Для преобразования моделей в G-код подходит любая программа-слайсер. В данном примере мы будем использовать слайсер Cura — наиболее функциональную из бесплатных программ. Скачайте слайсер с официального сайта и запустите установку.
Пропустите приветственные экраны и примите условия использования.

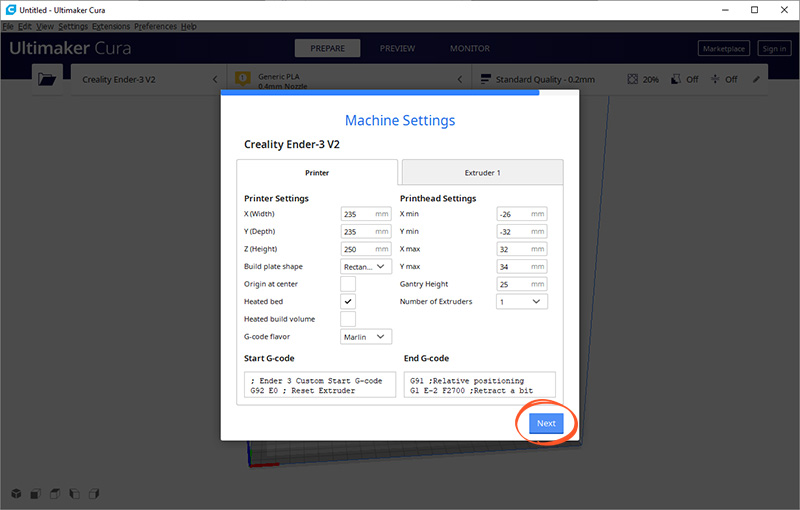
Настройка принтера в слайсере
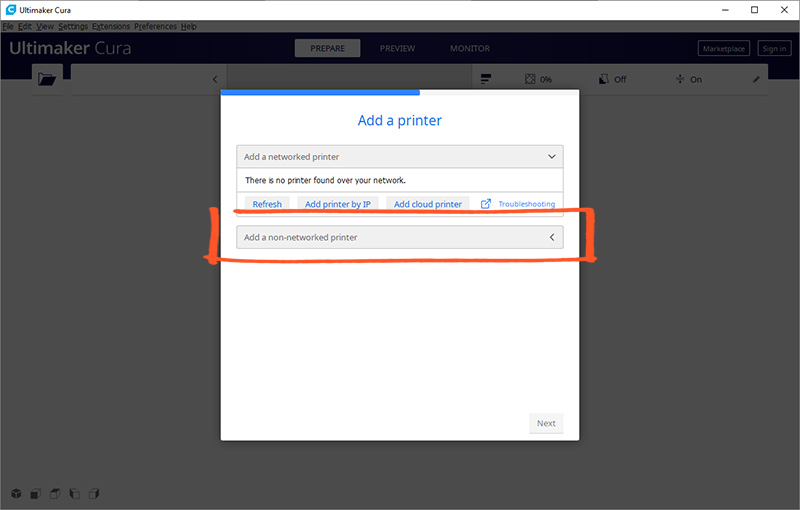
Добавьте принтер в программу с помощью кнопки «Add a non-networked printer».
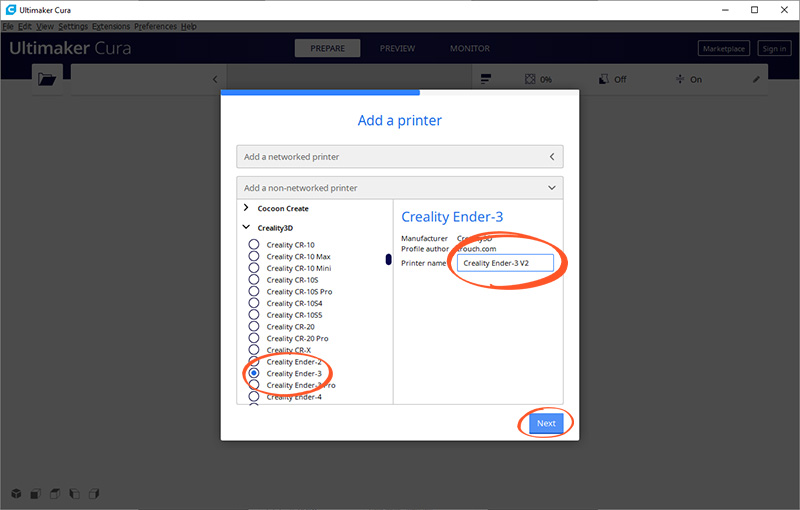
Выберите из списка «Creality Ender-3». Это предыдущая модель, у которой идентичные характеристики.
В поле «Printer name» можно ввести любое имя принтера. Оно нужно, чтобы различать между собой несколько принтеров или несколько профилей настроек одного принтера. Назовите его «Creality Ender-3 V2».
Изменение языка программы
Для удобства сразу изменим язык программы. Зайдите в настройки с помощью кнопки «Preferences» → «Configure Cura…»

Выберите русский язык в выпадающем меню «Language».
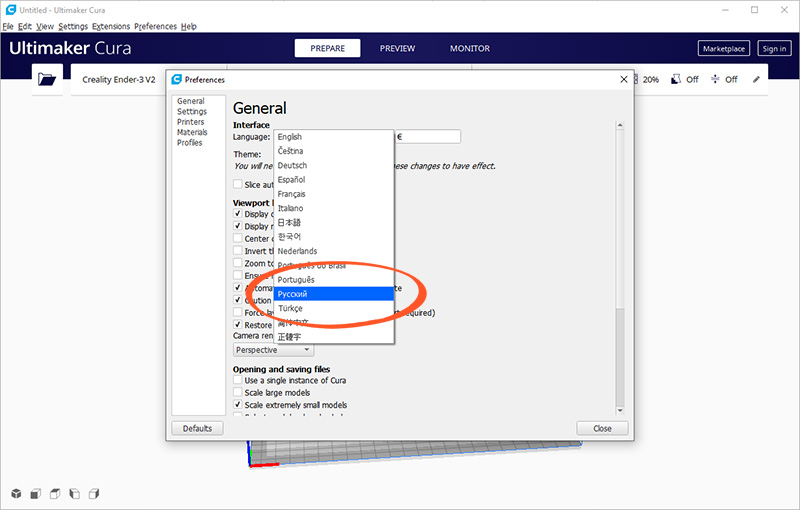
Язык интерфейса поменяется только после перезагрузки программы. Закройте Cura и откройте заново — вас встретят русскоязычные менюшки.
Добавление модели в слайсер
Нажмите на кнопку с иконкой папки и выберите скачанный файл 3D-модели.


Настройка параметров печати
Всё управление программой вынесено в верхнюю панель с тремя кнопками.
Выбор принтера
В левом верхнем углу отображается имя вашего принтера. Мы добавили только одну модель, поэтому в этом пункте должен быть Creality Ender-3 V2.

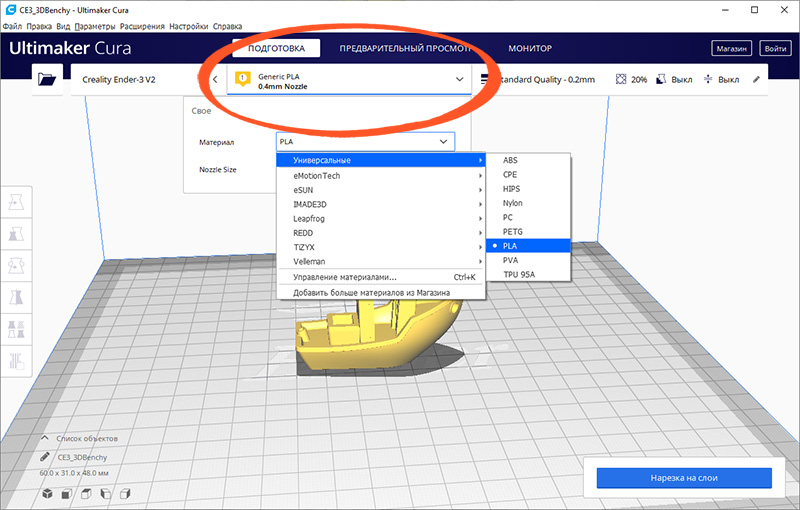
Выбор пластика и сопла на принтере
Ваш принтер Creality Ender-3 V2 позволяет печатать различными видами пластика и использовать сопла с разным диаметром. Проконтролируйте, что в программе выбрано штатное сопло 0,4 мм, которое установлено в принтере с завода.
Раскройте шторку выбора пластика и сопла. В разделе «Материал» выберите ваш пластик. Мы печатаем PLA-пластиком, поэтому выбрали «PLA» в разделе «Универсальные».
Выбор настроек слайсинга
По клику на длинную кнопку справа раскрывается список с основными настройками слайсинга. Разработчики Cura постарались сделать программу понятнее, поэтому встроили в неё подсказки. При наведении курсора на неизвестный параметр появится подсказка, которая поможет понять, за какую настройку он отвечает и на что влияет.

Кнопка «Своё» открывает подробные настройки со множеством параметров. Оставьте все профессиональные параметры по умолчанию. Нам вполне хватит базовых настроек.

Верхний ползунок «Профили» отвечает за высоту одного слоя. Чем толще каждый слой, тем быстрее печатается модель. В то же время, при уменьшении толщины слоя достигается более аккуратное качество печати.
Выставим высоту слоя 0,16 мм. Это золотая середина между скоростью и качеством.

Второй ползунок «Заполнение» отвечает за внутреннюю часть модели. Принтер может напечатать только стенки модели, а внутренний объём оставить пустым. Это сильно снизит расход пластика, но негативно повлияет на прочность модели. Чтобы готовая пластиковая деталь не развалилась в руках, её внутренности не остаются пустыми, а заполняются сеточкой. Полученные рёбра повышают жёсткость модели.
Чтобы соблюсти баланс между прочностью модели и расходом пластика, выставьте заполнение на 20%.

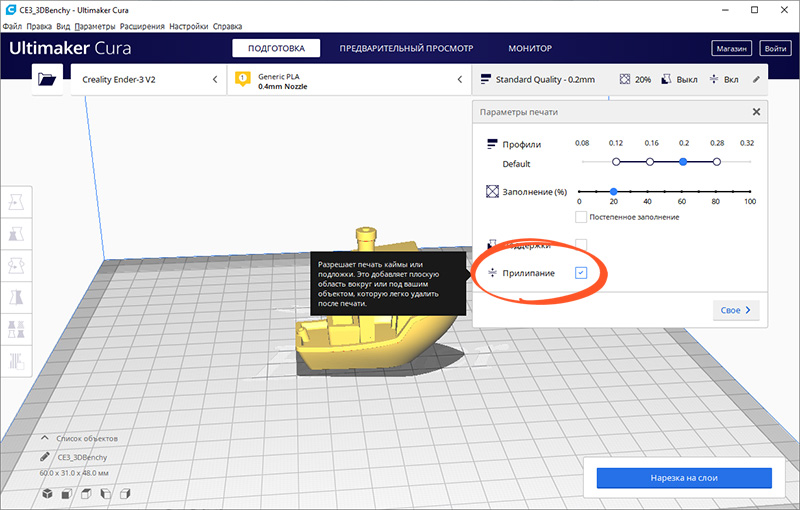
Также в меню настроек слайсинга находятся два дополнительных параметра: поддержки и прилипание.
Если деталь имеет выступающие части, которые нависают над столом, то принтер не сможет их напечатать — они попросту упадут. Чтобы этого не произошло, активируйте галочкой параметр «Поддержки». Под нависающими частями будут печататься столбики, которые поддержат деталь.
В нашей тестовой модели кораблика таких частей нет, поэтому параметр «Поддержки» активировать не надо. Но если вы печатаете собственную модель — не забывайте про опоры.

Параметр «Прилипание» улучшает адгезию. Это сила сцепления между деталью и столом. Если адгезия недостаточная, деталь может оторваться в процессе печати. Принтер будет печатать вокруг модели юбочку, которая увеличит площадь соприкосновения со столом. После печати её можно будет срезать, но она не позволит модели оторваться от стола посреди процесса.
Активируйте этот параметр, так как дно у кораблика довольно мелкое, и дополнительная поверхность для более прочной адгезии ему будет очень кстати.
Предварительный просмотр
Перейдите на вкладку «Предварительный просмотр», где будет видно построенные слои модели. Предпросмотр помогает проверить ваши настройки печати и понять, как будет печататься модель.


Экспорт G-кода
Чтобы записать готовый файл, легче всего подключить к компьютеру карту памяти microSD через переходник из комплекта принтера. Слайсер сразу же обнаружит съёмное устройство и предложит сохранить файл на него. Сохраните G-код на карту памяти или с помощью раскрывающегося списка сохраните в файл, а затем вручную скопируйте на карту.

Калибровка стола
Первоначальную настройку мы уже выполнили при сборке принтера, однако со временем стол может сбиться. Если модель плохо прилипает или, наоборот, первый слой получается излишне тонким и экструдер начинает щёлкать, то стол необходимо перекалибровать с помощью четырёх угловых винтов.

С помощью энкодера на экране войдите в пункт «Prepare».

Выберите пункт «Auto home». Принтер поставит сопло в нулевое положение.

После этого отключите моторы командой «Disable stepper».

Положите лист бумаги между соплом и столом. Подрегулируйте винт. Сопло должно царапать, но не рвать лист.

Сдвиньте рукой печатающую головку и стол. Повторите данную операцию в каждом углу стола, чтобы задать самое ровное положение в горизонтальной плоскости.
Смена пластика
Перед тестовой печатью мы уже заправили катушку пластика, однако рано или поздно вам придётся его сменить. Например, если вы захотите печатать другим цветом или попробовать другой тип пластика. Для этого сначала понадобится удалить остатки старого пластика. Сменим пластик на другой, либо удалим остатки старого.
Нить пластика при печати плавится в сопле. Если сопло холодное, то пластик приплавится к соплу, и достать его не получится. Нагрейте сопло до температуры плавления пластика. Для этого надо зайти в пункт «Prepare».

Выберите пункт «Preheat PLA». Сопло начнёт разогреваться.

С помощью кнопки «Back» выйдете в основное меню.

Убедитесь, что сопло разогрелось до заданной температуры.

С помощью индикаторного колеса выкрутите нитку с пластиком из тефлоновой трубки и экструдера.

Обрежьте конец у нового пластика. Чтобы пластик попал в фитинг, а не застрял в экструдере, удобнее резать конец пластика под наклоном. Печать начнётся не сразу. Принтеру сперва необходимо нагреть стол и сопло до рабочей температуры.

Заправьте конец катушки в экструдер и с помощью индикаторного колеса протолкните пластик до сопла.

Пластик должен потечь из сопла.

Печать с карты памяти
Перед печатью надо задуматься об адгезии. На стекле есть специальное покрытие, которое улучшает сцепление между первым слоем пластика и столом, однако у больших моделей могут загибаться края. Для улучшения адгезии можно тонко помазать стол клеем-карандашом или побрызгать лаком для волос.
Вставьте карту памяти в нижнюю панель принтера.

Зайдите в меню «Print».

Выберите файл с корабликом, который мы подготовили в слайсере.

Печать начнётся не сразу. Принтеру сперва необходимо нагреть стол и сопло до рабочей температуры. Подождите, пока набирается температура.

Во время печати можно подрегулировать температуру сопла, скорость печати и несколько других параметров. Мы всё настроили в слайсере, поэтому менять ничего не надо.
В заключение
Мы показали вам самый короткий путь до начала использования 3D-принтера Creality Ender-3 V2 сразу после сборки. Это послужит вам шпаргалкой для печати произвольных 3D моделей и экспериментов с разными типами пластика. Дерзайте!
Это информация для новичков, для тех кто только осваивает 3D принтер, опытные пользователи и так все это знают, но почему то не делятся информацией.
Сразу, фото с экрана принтера не очень хорошие, потому как сложно фоткать на телефон он пытается сфокусироваться не туда, но все настройки продублированы печатным текстом, а фото просто для ознакомления.
Описание настроек прошивки Marlin для 3D принтера Creality3D Ender 3 Pro
При нажатии на "About Printer" (О принтере)
Можно посмотреть версию прошивки, у меня
Как видно версия: 1.1.6.2
Поэтому все остальное рассмотренное ниже относится к версии 1.1.6.2
Info Sreen
Info Sreen - Информационный, главный экран по умолчанию
Состоит из четырёх подразделов
1. Название 3D принтера.
2. Температуры сопла, стола и скорость вращение вентилятора
- Вверху установленная температура в настройках
- Внизу температура реальная.
На скриншоте видно, что в установках температуры нулевая, а реальная температура это комнатная температура. Лайфхак - 3D принтер можно использовать как градусник
3. Координаты сопла.
4. Работа с картой памяти (SD картой).
При нажатии на энкодер входим в экран настроек
И еще строчка "About Printer" но об этом было раньше (см. выше)
- Prepare - Подготовка
- Control - Контроль
- Print fromTF - Печать с SD карты вставленный в принтер
- Change TF card - Инициализировать карту SD
- About Printer - О принтере
Давайте все рассмотрим подробно
Prepare - Подготовка
В этом разделе действие выполняются сразу тут же еще до печати, поэтому и название раздела "Подготовка". Вы готовите принтер для печати, если конечно, вам это надо. Например, выбрали нагрев сопла и оно стало нагревается, выбрали перемещение сопла по оси Z и оно поехало вверх и так далее.
Prepare подразделы
- Move axis - Перемещение по осям (есть подразделы)
- Auto home - Автоматическая парковка (печатающая головка уедет на нулевые координаты)
- Set home offset - Установить исходное смещение
- Disable Steppers - Отключить шаговый двигатели
- Preheat PLA - Предварительный нагрев для PLA пластика
- Preheat ABS - Предварительный нагрев для ABS пластика
Подразделы для Preheat PLA или Preheat ABS (они одинаковые)
Preheat PLA (ABS ) - общий нагрев
Preheat PLA (ABS )end - нагрев сопла или вернее его "горячего конца" (что такое "горячий конец" в отдельной статье: " Словарь терминов используемых при 3D печати ")
Preheat PLA (ABS) bed - нагрев стола
Если выбрать один из этих разделов то появляется новый пункт меню: "Cooldown"- выключить нагрев.
Move axis - Перемещение по осям
Move axis X, Y, Z - можно подвигать экструдер по осям X, Y, Z
Extruder - можно включить шаговый двигатель "холодного конца" экструдера, но если "горячий конец" экструдера не нагрет, т. е. не было выбрано ранее Preheat PLA или Preheat ABS то при заправленном экструдере ничего не произойдет. При не заправленном прогонит нить до нагревателя т. е. до сопла. Если нагрев "горячего конца" произведен то начнет вылезать нагретый пластик при положительных значениях.
Control - Контроль
Этот раздел позволяет контролировать что происходит уже при печати и менять если это надо, сразу, на лету или заранее и вносит изменения в настройки.
- Temperature -Температура (есть подразделы)
- Motion - Движение (есть подразделы)
- Filament - Нить (есть подразделы)
- Store settings - Сохранение настроек
- Load settings - Загрузка настроек
- Initialize EEPROM - Инициализировать EEPROM
Рассмотрим все более подробно
Temperature - Температура
Nozzle - Температура "горячего конца " (по умолчанию 0)
Bed - Температура стола (по умолчанию 0)
Fan Speed - Скорость вентилятора (по умолчанию 0). Начинает крутится от 60, но ели помочь рукой то может раскрутится даже от 20 (по крайне мере так у меня)
Preheat PLA - настройки для PLA пластика, есть подпункты
- Fan Speed - Скорость вентилятора (по умолчанию 255)
- Nozzle - Температура "горячего конца " (по умолчанию 185)
- Bed - Температура стола (по умолчанию 45)
- Store setting - Сохранить настройки
Preheat ABS - настройки для ABS пластика, есть подпункты
- Fan Speed - Скорость вентилятора (по умолчанию 255)
- Nozzle - Температура "горячего конца " (по умолчанию 240)
- Bed - Температура стола (по умолчанию 70)
- Store setting - Сохранить настройки
Motion - Движение (везде есть подпункты меню)
- Velocity - Скорость
- Acceleration - Ускорение
- Jerk - Рывок
Steps/mm - Шаги/мм. Коэффициенты шаг/мм по осям. Учитывается передаточный коэффициент осей.
А теперь подробно разберем подпункты этого меню
Velocity - Скорость
Максимальная скорость перемещения
- V max X - (по умолчанию 500)
- V maxY - (по умолчанию 500)
- V maxZ - (по умолчанию 5)
- V max E -(экструдер) (по умолчанию 25)
Acceleration - Ускорение
- Accel -ускорение (по умолчанию 500)
- A-Retract ускорение при ретрактах (откатах) (по умолчанию 500)
- A-Travel ускорение при перемещениях (по умолчанию 1000)
- Amax X, Y, Z, E - максимальное ускорение по осям (по умолчанию 500)
Jerk - Рывок
Моментальное изменение скорости
- Vx - Jerk (по умолчанию 10)
- Vy - Jerk (по умолчанию 10)
- Vz - Jerk (по умолчанию +000.40)
- Ve - Jerk (по умолчанию 5)
Steps/mm - Шаги/мм
- Xsteps/mm (по умолчанию 80)
- Ysteps/mm (по умолчанию 80)
- Zsteps/mm (по умолчанию 400.00)
- Esteps/mm(по умолчанию 93)
Разберем что значат все эти параметры
Новичку в эти настройки лучше не лезть, но понимать их надо, поэтому чуть, чуть теории, что бы понимать все это.
Ну со скоростью (Velocity) все понятно, это скорость с которой ездит сопло ("горячий конец") экструдера. А вот дальше нужно разбирается.
Понятия "Acceleration" (ускорение) и "Jerk" (рывок) различаются. Так как принтер понимает и знает что ему предстоит делать, передвинуть сопло (экструдер) на большое расстояние или сдвинуть на малое расстояние, для принтера это разные вещи. Если принтер делает "длинное движение" перемещает сопло на большую дистанцию, к примеру 30мм, то движение начинается с постепенного разгона и заканчивается постепенным торможением и в этом случае уместно говорить о ускорении - Acceleration . Если движение короткое, миллиметры, то о постепенном разгоне и торможении говорить не уместно, просто на это нет времени и происходит сдвиг сразу на максимальной скорости, называется это рывок - Jerk. Если цифры "рывка" слишком высоки, то это приводит в повышенным износам движущихся частей подшипникам и ремней шаговых двигателей, и вообще принтер может колбасить и он будет прыгать по столу, то же кстати относится и к "Ускорению". Причем Ускорение (Acceleration) задается разным не только для осей, но и для того когда оно происходит при обычном "холостом" движении A-Travel или при "всасывании" нити A-Retract (откат)
Для себя нужно понимать, что чем более ровная или постоянная скорость движение при печати, тем лучше качество. А значит чем меньше разгонов и торможения, тем лучше. Поэтому важно иметь мощные моторы и мощные цепи питающие их, и драйвера для управления моторами, а так же малый вес печатающей головки так как инерцию не кто не отменял. Кстати, поэтому и получил распространение Боуден-экструдер, где разнесены нагревательный элемент и подающая филамент части. В 3D принтерах настройка этих параметров это компромисс между качеством, скоростью и износом.
Steps/mm (Шаги) - это параметр для калибровки принтера высчитывается по формулам, если принтер работает, то вообще не лезем сюда.

Компания Creality выпустила 3D принтер Ender 3 по цене приблизительно 200 долларов, эта машина произвела неизгладимое впечатление на сообщество 3D печати с его удивительным соотношением цены и качества. Фактически, из-за его высокой производительности при этой цене, многие называют его лучшим 3d принтером для начинающих. Однако некоторая калибровка является нормальным явлением для 3D-принтеров. В это руководстве рассмотрим этапы калибровки, которые могут быть полезны вашему Ender 3.

Неудачный отпечаток собаки на Ender 3
Протяжка винтов 3d принтера Ender 3

Известно, что 3D-принтеры Creality имеют привлекательную цену, но им не хватает контроля качества. В результате многие из продаваемых принтеров могут быть не полностью протянуты.
Пользователь должен убедиться, что все винты затянуты, что может показаться незначительной проблемой. Это не только удалит такие проблемы, как ореолы, но также уменьшит количество возможных сбоев, что в дальнейшем значительно облегчит устранение ошибок.
Калибровка стола Ender 3

Еще один очень простой, но важный шаг — правильно выровнять стол 3d принтера. Это одна из самых важных калибровок, но и одна из самых простых. Регулировка платформы на Ender 3 — это очень простая и быстрая задача, которая мгновенно улучшает качество поверхности (если она еще не отрегулирована).
Вот как это делается:
- Перемести все оси, нажав «Домой » на своем Ender 3.
- Нажмите «Отключить степперы (шаговые двигатели)» и переместите печатающую головку в один угол, убедившись, что между соплом и платформой имеется достаточное расстояние. Насадка не царапает платформу при ее перемещении.
- Отвинтите ручку под одним углом Ender 3, перемещая бумагу назад и вперед, пока не почувствуете небольшое трение
- Повторите предыдущие шаги со всеми четырьмя углами, чтобы убедиться, что вся платформа выровнена
Калибровка экструдера Ender 3

Если у вас возникли проблемы с недостаточной или избыточной экструзией, есть вероятность, что электронные шаги вашего экструдера не откалиброваны. Для того, чтобы установить правильные электронные шаги, вам сначала нужно использовать простую формулу, мы можем рассчитать новый Е шаг только с тремя входами.
- Отмерьте 100 мм от заданного значения на вашем экструдере и отметьте его. Отметьте дополнительные 10 мм выше и ниже этой отметки 100 мм, чтобы облегчить измерение в дальнейшем.
- Затем нагрейте горячий конец и выдавите 100 мм. Вы можете сделать это, щелкнув Подготовить > Переместить ось > Переместить 1 мм, а затем медленно вращая ручку, пока не достигнете 100 мм.
- Подождите, пока принтер не закончит выдавливание и измерьте, как далеко от отметки 100 мм нить остановилась. Если отметка прошла экструдер, значит, ваш экструдер чрезмерно выдавливается, а если он не достиг отметки, значит вы недостаточно выдавливаете.
- Используйте метки выше и ниже метки 100 мм, чтобы оценить количество вытянутой нити.
- Теперь вычислите правильные E-шаги, умножив 100 на текущие E-шаги, а затем разделите это на то, насколько экструдер выдавливался. Полученное значение будет вашим новым, правильным значением E-шага.
- Нажмите Control > Motion, затем прокрутите вниз до «E -steps / mm» и измените его на новое значение E-step.
Регулировка натяжения ремня Ender 3

Натяжение ремня на вашем Ender 3 также оказывает большое влияние на качество 3D-печати. Более свободные ремни могут вызвать серьезные побочные эффекты, смещение слоев и проблемы с точностью размеров.
К счастью, вы можете затянуть ремни, отвинтив кронштейны, которые удерживают подшипники, и переместив их так, чтобы между шаговым двигателем и подшипником было достаточное натяжение. Он не должен быть очень тугим или слишком свободным, а посередине.
Регулировка эксцентриковых гаек Ender 3

Еще одна очень важная вещь для регулировки на Ender 3 — эксцентриковые гайки. Эти гайки расположены под столом 3d принтера и на X-каретке. Их можно затянуть, повернув их до упора с помощью гаечного ключа, прилагаемого к принтеру. Эксцентриковые гайки должны быть настолько крепкими, чтобы вы не могли вращать или наклонять стол, но не настолько крепкими, чтобы они мешали движению. Самый простой способ сделать это — ослабить все гайки и затянуть их снова, пока стол не станет надежно зафиксированным.
Х-каретка также должна быть отрегулирована таким же образом. То, что вы ищете, это горизонтальная каретка, которая не имеет слишком большого сопротивления при движении вверх и вниз.
Читайте также: