
Настройки 3д принтера альфа
Обновлено: 17.05.2024
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
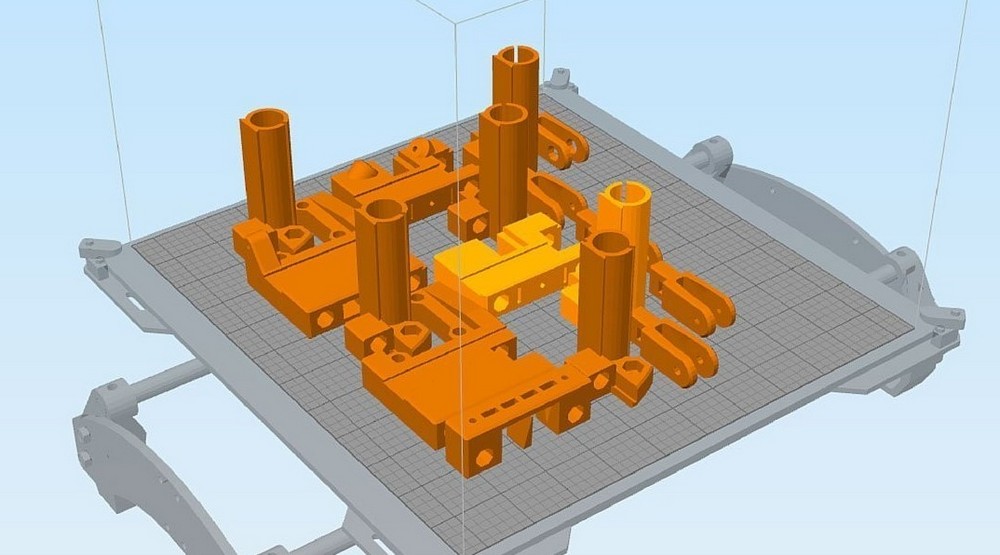
Всем привет. Тут на выходных был Halloween, к нам обратилась компания PlusMedia за помощью. Печатали когти Росомахи с подвижным механизмом на Alpha II второй модификации. Принтер от Центра технологической компетенции аддитивных технологий г. Воронеж. 3D модель взяли на сервисе Thingiverse.
- Область печати: 220*220*220 мм
- Количество печатающих головок: 2 (есть модификации с одной)
- Габаритные размеры: 460*460*460
- Подогреваемый стол, автокалибровка (стоит емкостной датчик), сопло 0.3 мм, русифицированное меню
- PLA, ABS.
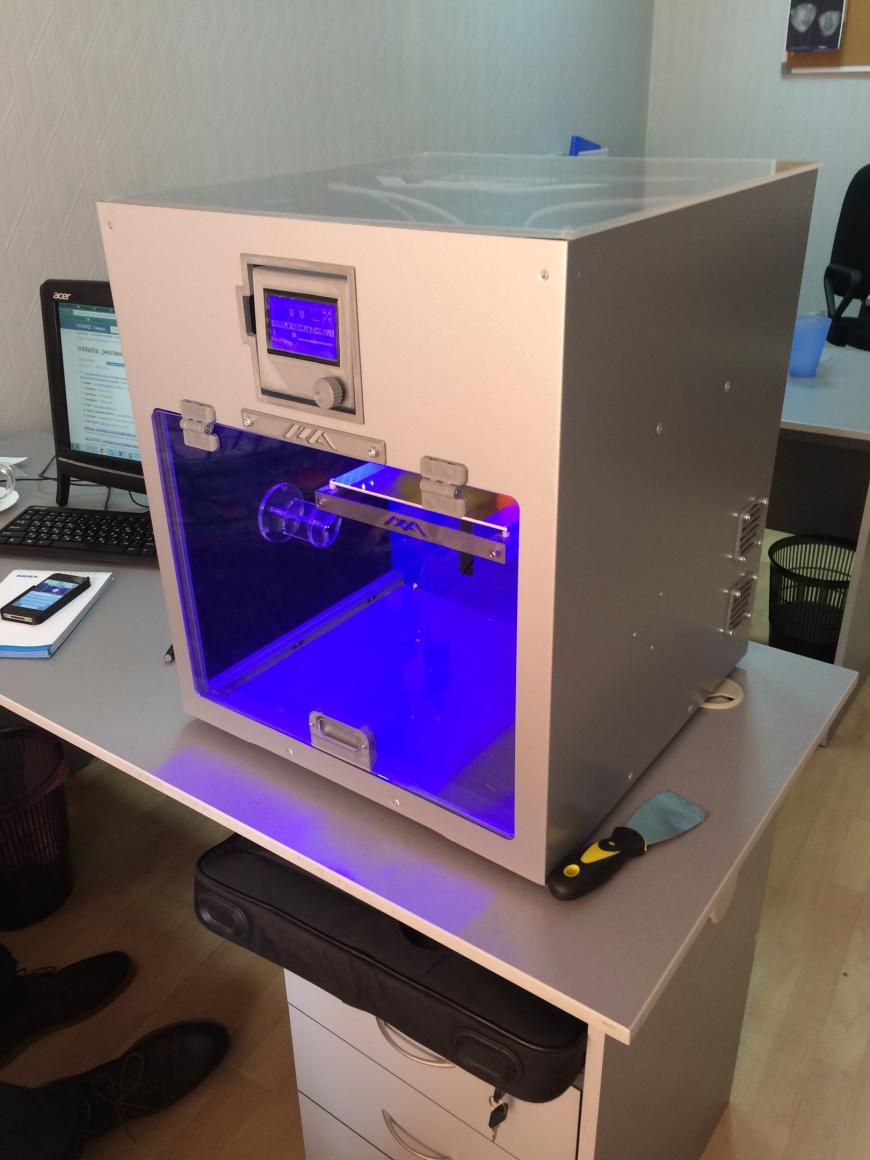

По наблюдениям, 3D принтер Alpha II достаточно средний принтер с нормальной скорость печати, над его ПО и эффективностью еще работают производители, так как он только начинает эксплуатироваться потребителями и в некоторой степени сырой по сравнению с Alpha I. Есть некоторое кол-во недочётов в его функциональности: второпластовые втулки выточены с дефектами, элементы крепления загнуты и на них видны следы молотка, головка ходит мимо печатающей поверхности стола и упирается в элементы конструкции, в крайнем положении даже прогибает стенку корпуса принтера.
Настройка принтера заняла намного больше времени чем планировалось. Сначала были долгие переговоры с производителем, где скачать и какие настройки будут верными. Далее наш специалист несколько раз устанавливал и настраивал (прошивка слетала и настройки обнулялись). После удачной загрузки прошивки принтер сначала обнаружил один экструдер, потом удалось запустить оба.
Калибровка стола тоже оказалась увлекательным занятием и заняла некоторое время. Как уже говорилось, принтер использует специальный емкостной датчик.
Уверены, что со временем недочеты устранят и работа принтера будет максимально эффективной.
Кстати, на выставке 3D Print Expo в Москве было заметно, что большинство из тех нюансов, которые мы обнаружили на нашей модели, были устранены.

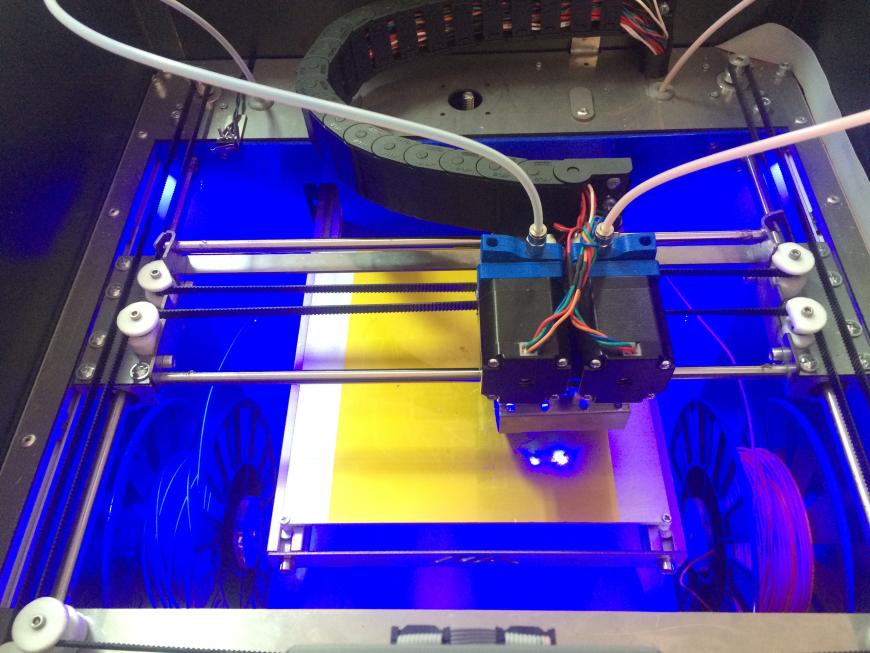






Итак, модель когтей ниже на фото не обработана и можно увидеть слои печати. Печатали за один день перед вечеринкой и все получилось удачно.
Печатающий слой от 50 до 300 микрон, скорости были от 30 до 110 мм в сек. Слой 0.2 мм. Полная длина модели 32 см. Все части (каждый коготь) подвижные. Пластик ABS, время печати 12 часов.
В целом результат и нам, и Росомахе понравился, делимся фото с вечеринки)

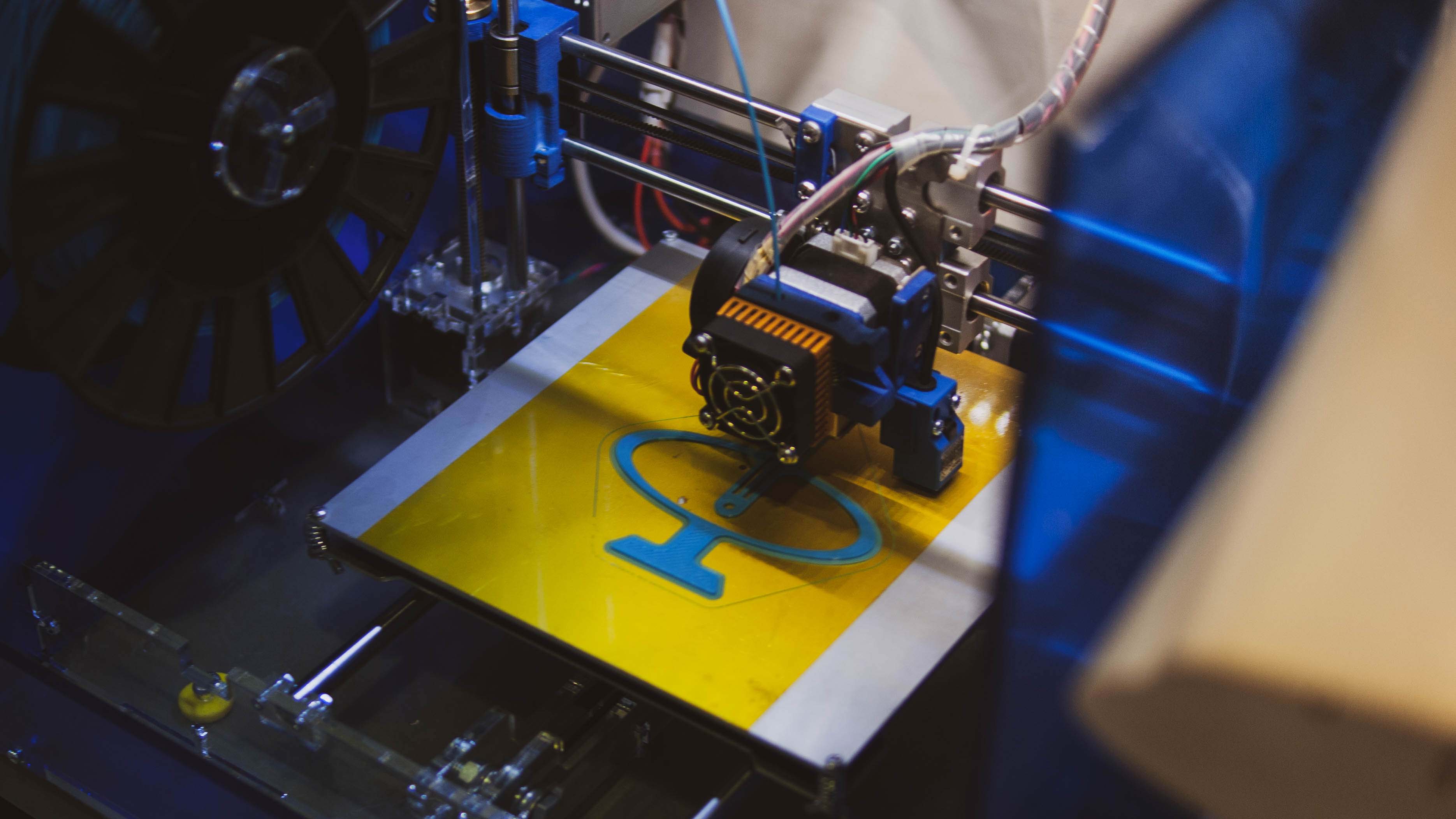
Многие слышали о 3D-принтере, но не все видели, как им пользоваться. В большинстве случаев эта инновационная техника воспринимается как мастерская для игрушек. Но так кажется только на первый взгляд. Разберем процесс печати на настольном 3D-принтере «Альфа» производства «Центра АТ», и выясним для себя, на какие нюансы стоит обратить внимание, а также узнаем, в каких еще областях может пригодиться его использование.
Для чего?
Начиная описывать процесс создания фигуры на 3D-принтере, как и в любом деле, необходимо определиться с целями. Что будет олицетворять будущая модель? Какие функции будет она нести? Какую проблему будет решать?
Собственно сам процесс подготовки этой публикации стал поводом для приобретения необходимого оборудования для фото- и видеосъемки. Рынок сейчас перенасыщен, но даже на нем не всегда можно найти необходимый держатель для определенной модели телефона. В таких случаях на помощь приходит 3D-печать.
Подготовка
Прежде всего нам будет нужна модель. Знакомые с программным обеспечением для компьютерного моделирования не увидят в этом какой-либо проблемы. Но что делать тем, у кого нет навыков или времени? Интернет предлагает свою помощь. К вашим услугам сайты-библиотеки с богатым выбором моделей на любой вкус.
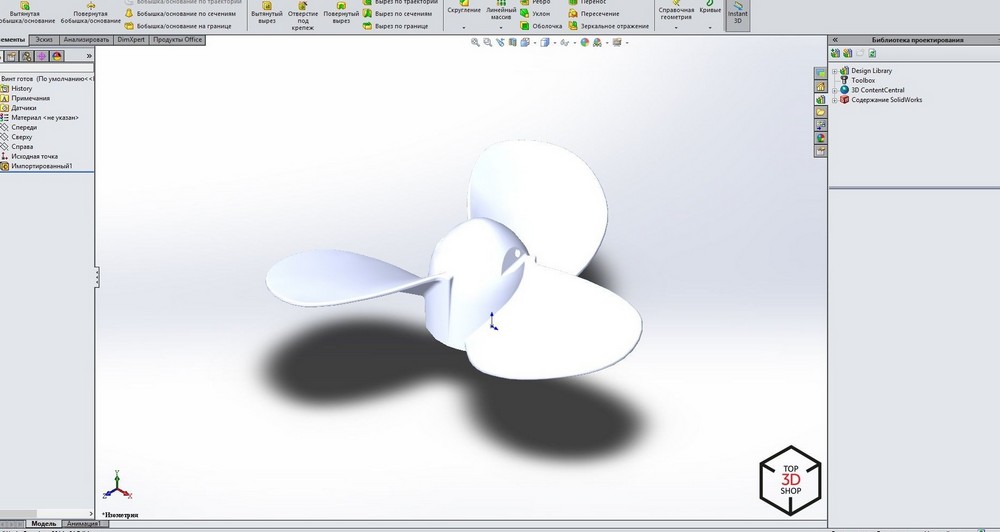
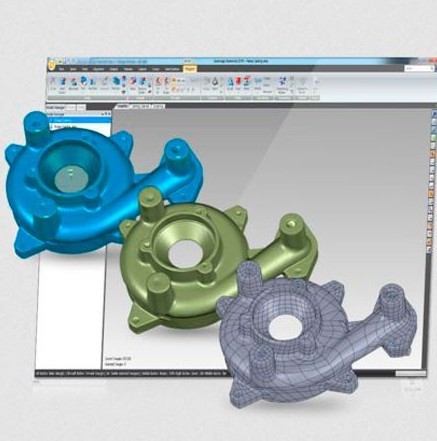
Для 3D-печати используются файлы в формате *.STL. На экране компьютера, подключенного к принтеру Альфа будущий штатив будет выглядеть следующим образом.
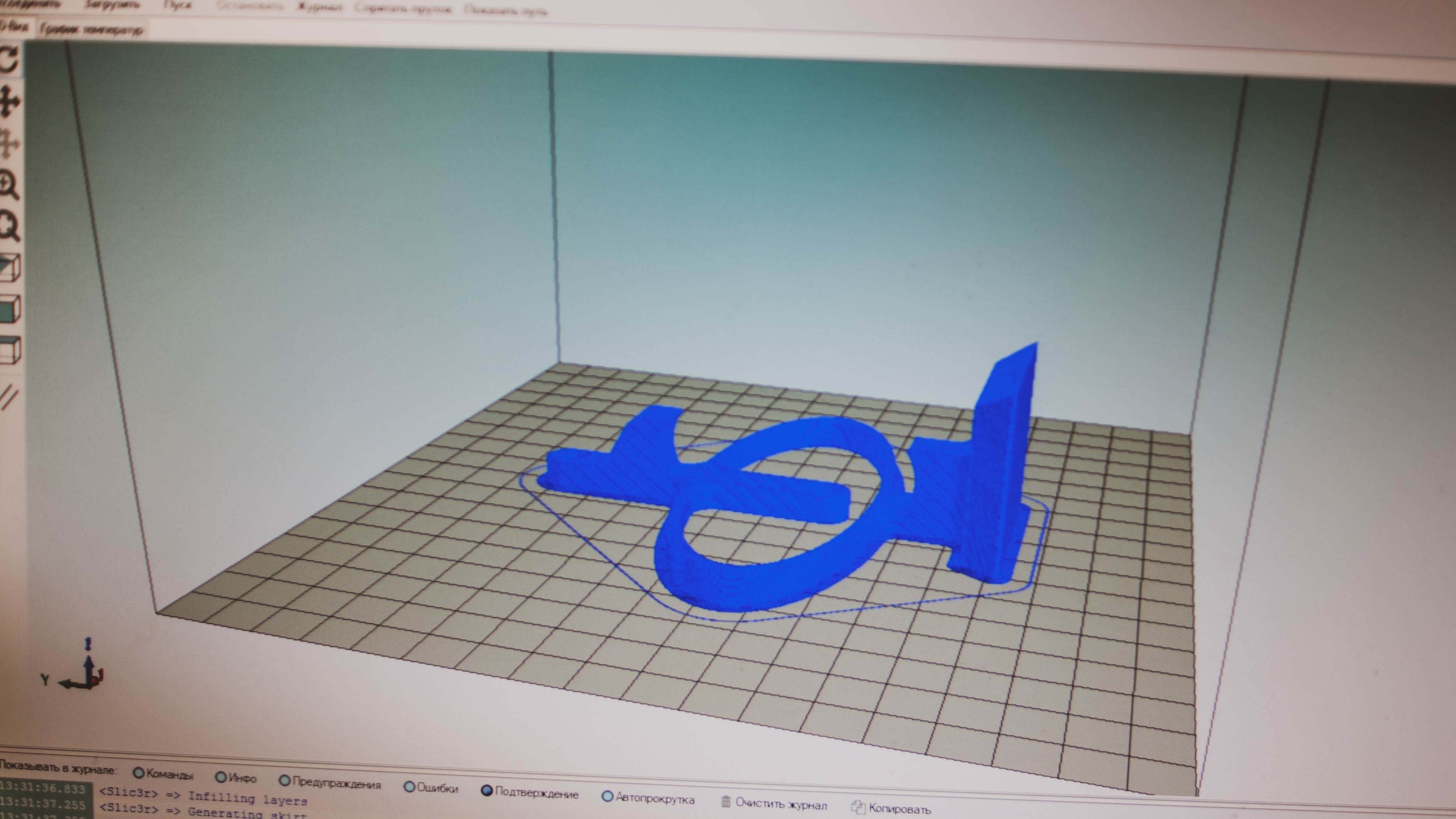
модель на экране компьютера
Следующим этапом следует вовкладке Слайсинга подготовить нашу модель для печати. Сласинг (от англ. slice – ломоть, cрез) означает процедурупослойного нарезания фигуры. Так изначально перед нами лежит целая деталь, нопосле она представляет из себя нарезанные слои. Здесь же задаются настройкислоев. Так важно помнить, что первый слой – скрепляющий с поверхностью рабочегостола, поэтому он задается несколько меньше последующих. Мы установим толщинупервого слоя в 0,15 мм, а последующих в 0,2 мм.
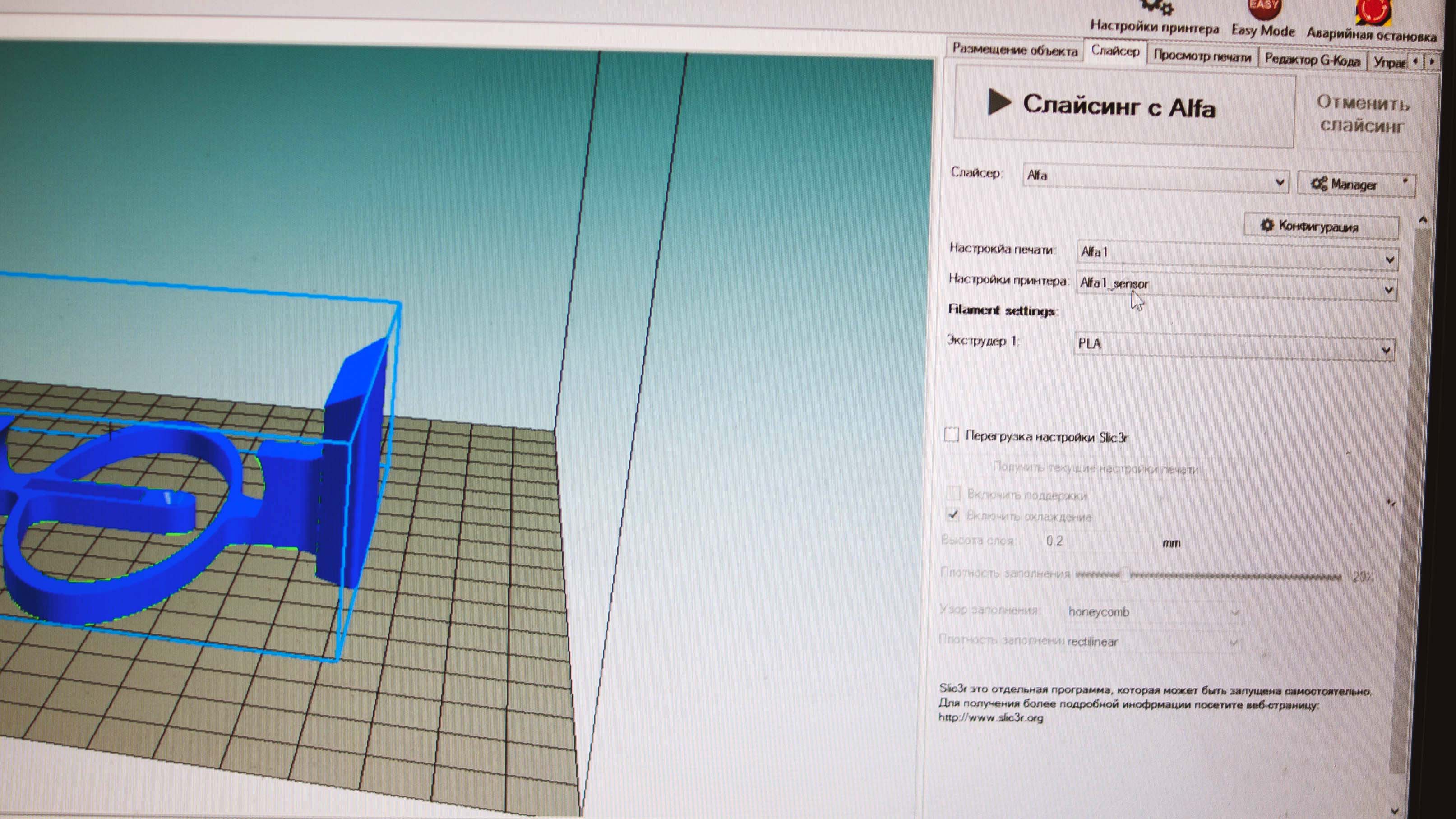
настройки слайсинга
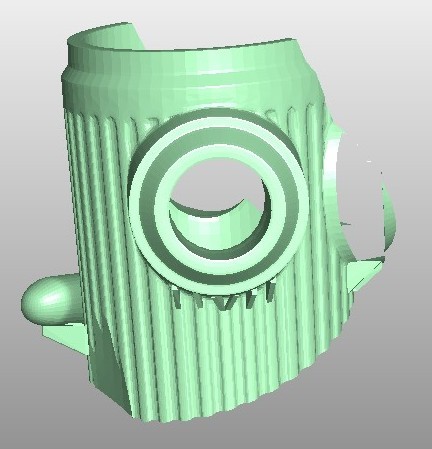
После процедуры слайсинга на модели можно будет различить пути, по которым проследует экструдер.
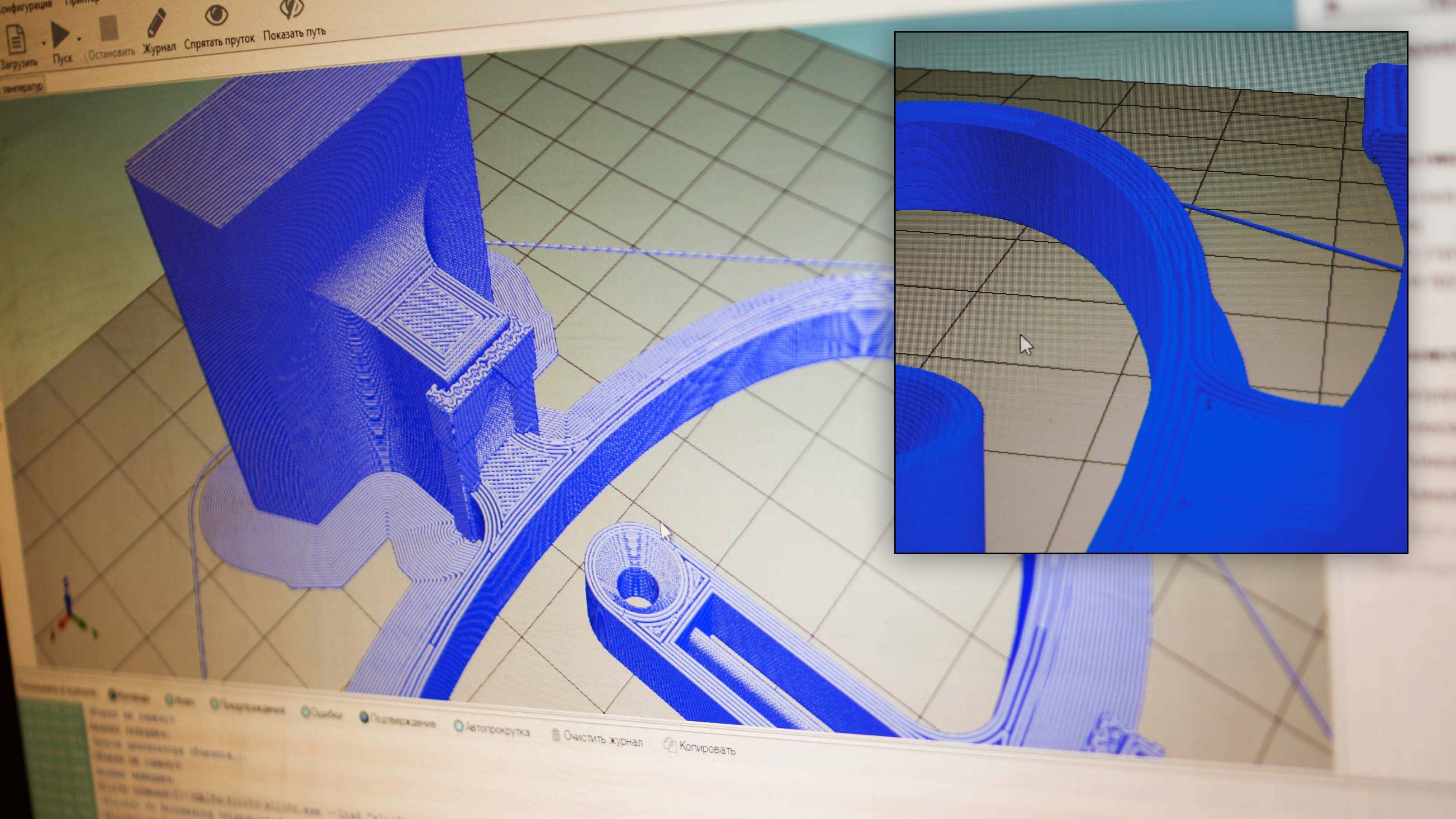
После процедуры слайсинга
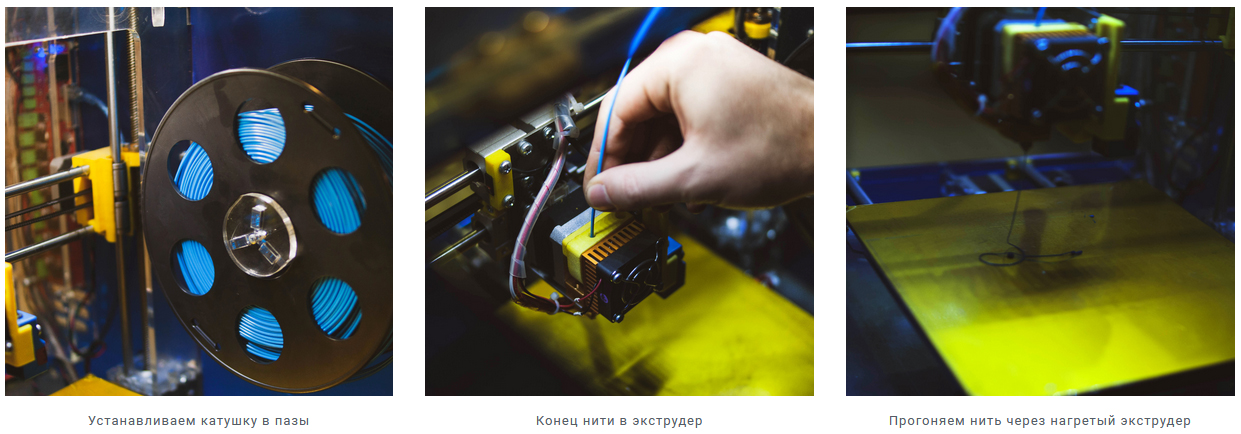
Закончив подготовку модели, перейдем к подготовке оборудования. Прежде всего установим материал, из которого будет изготавливаться фигура. В нашем случае материалом послужит катушка PLA-нити.
Температура устанавливается в программном обеспечении и зависит от выбранного материала. Для ABS-нити рекомендуется температура стола 110 градусов, и температура экструдера 240 градусов. Для нашей детали достаточно температуры 60 градусов (для стола) и 200 градусов для экструдера.
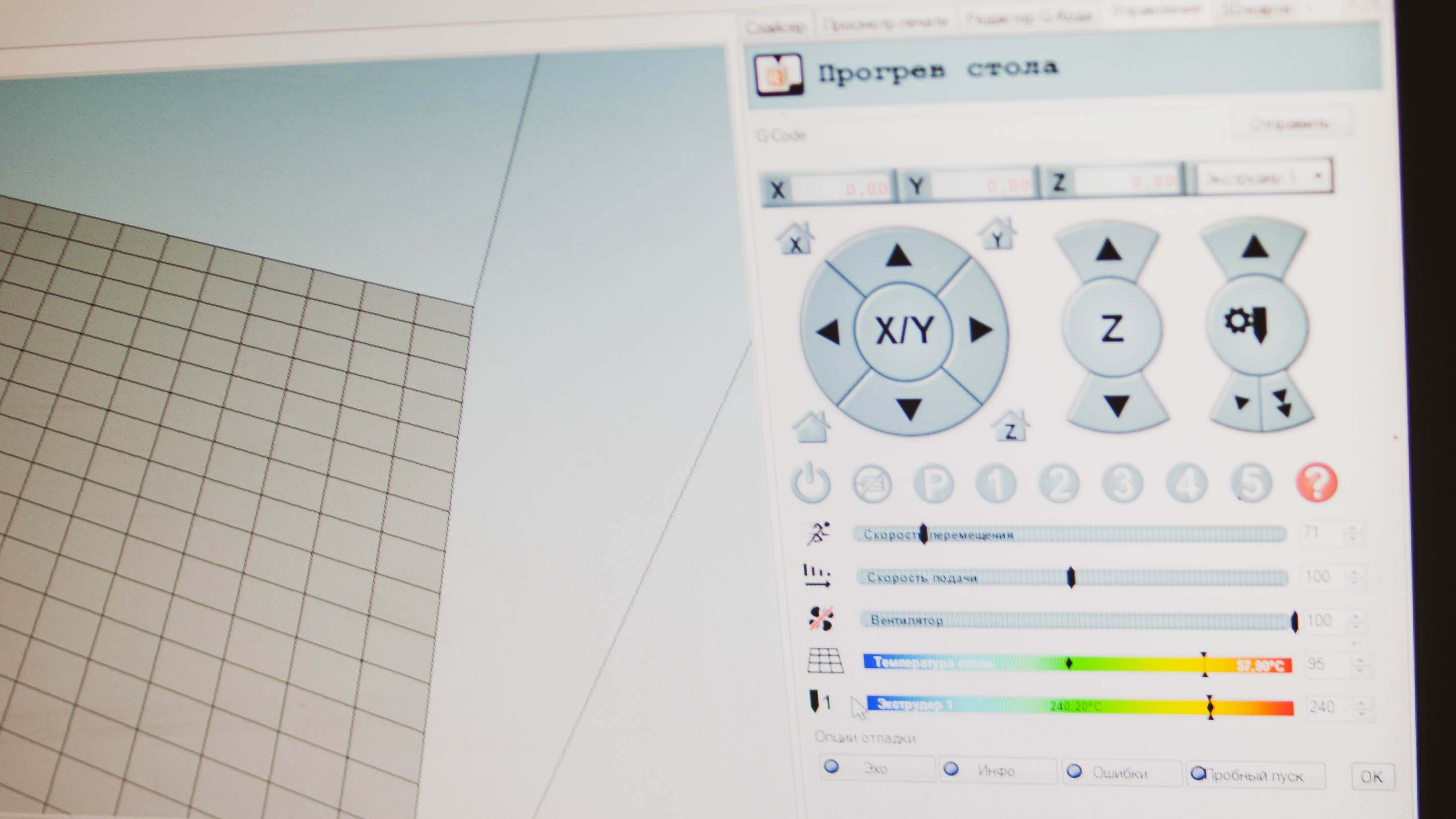
Температурные настройки
Непосредственно перед запуском следует обработать поверхность стола клеем-карандашом для того, чтобы первый слой лучше зафиксировался и не колебался при печати последующих слоев. Рекомендуем использовать цветные карандаши, так как при нагревании они обесцвечиваются, что послужит индикатором готовности стола.
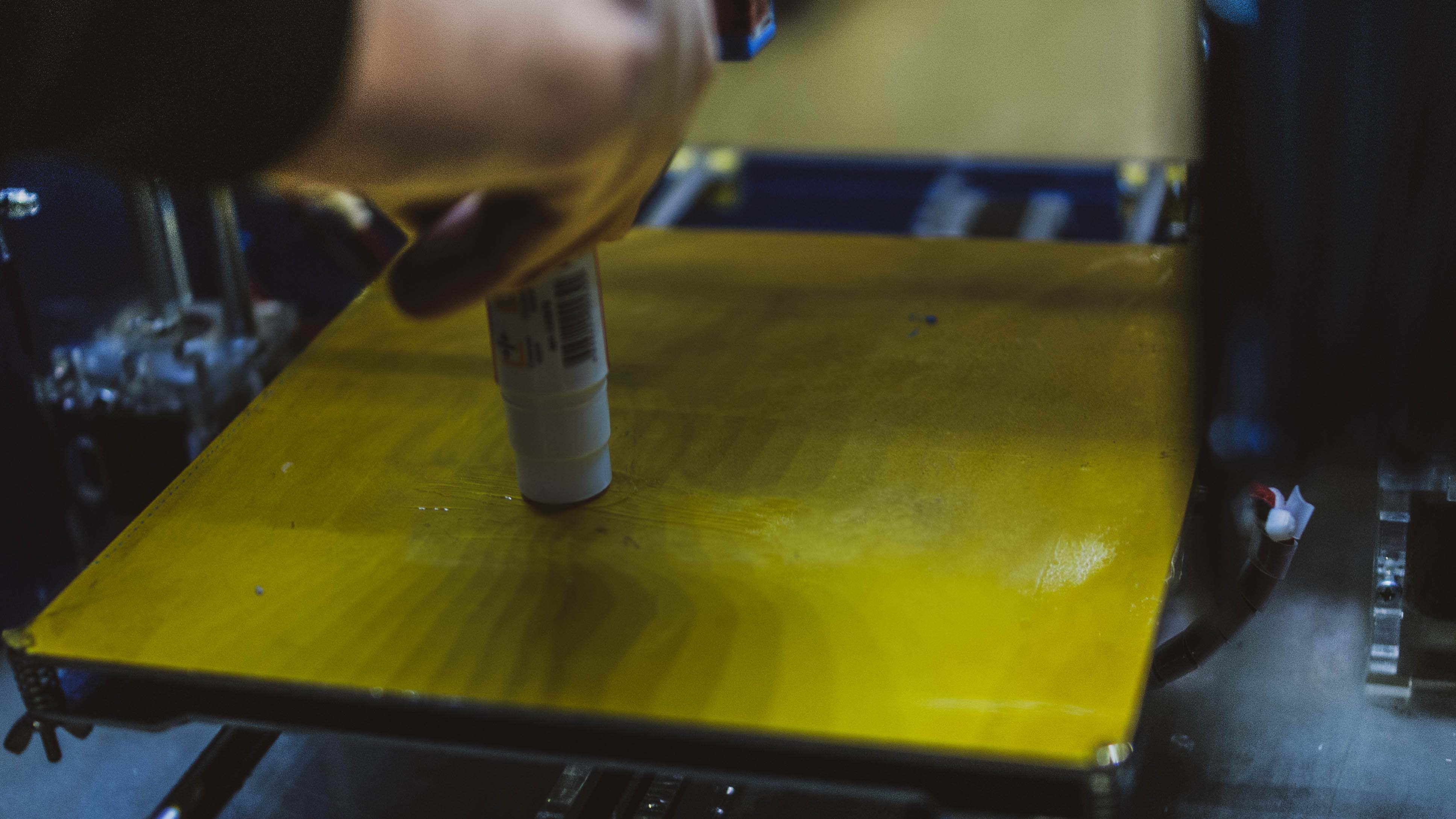
Обработка стола клеем
Печать
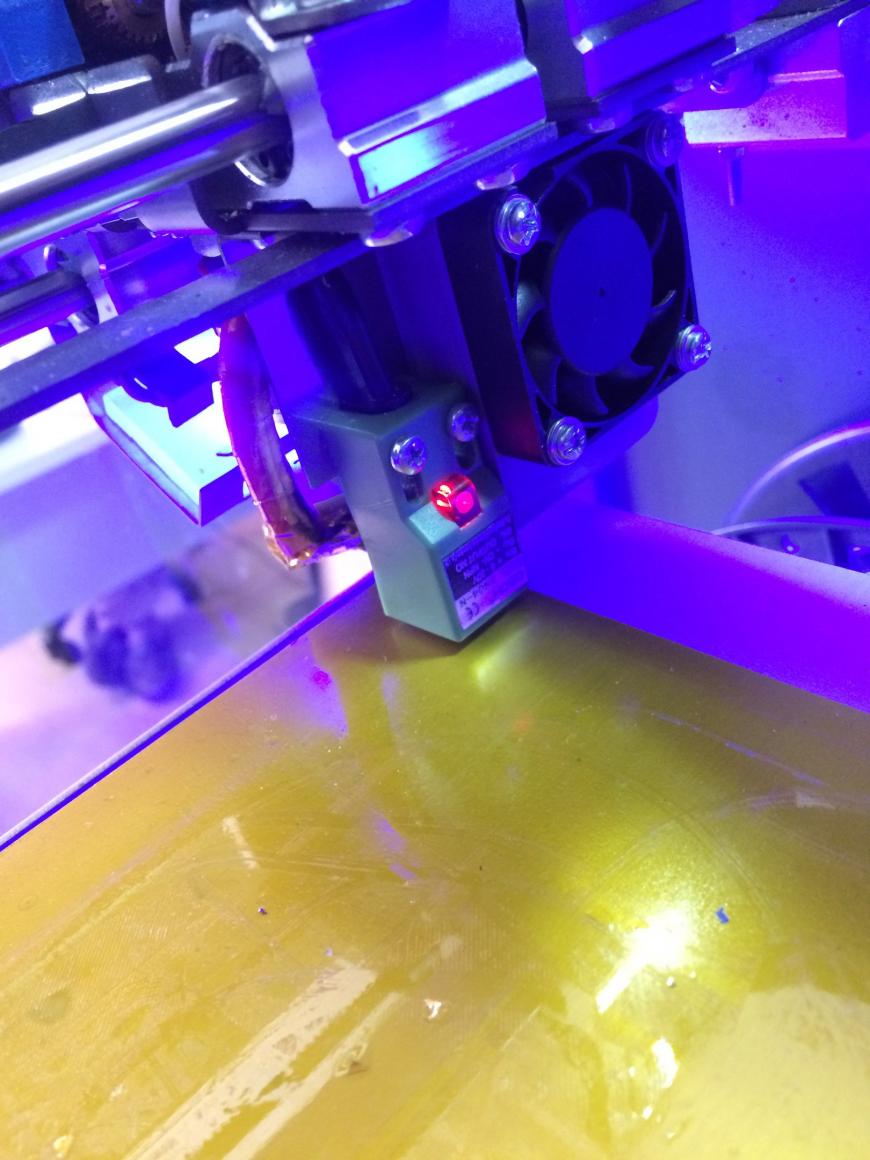
Запускаем принтер и первое, что он сделает – откалибрует стол. В ходе эксплуатации стол и экструдер могут давать погрешности. Поэтому перед каждой печатью специальный датчик, установленный у экструдера отмеряет расстояние до стола по девяти точкам. Если все в порядке, начинается печать.
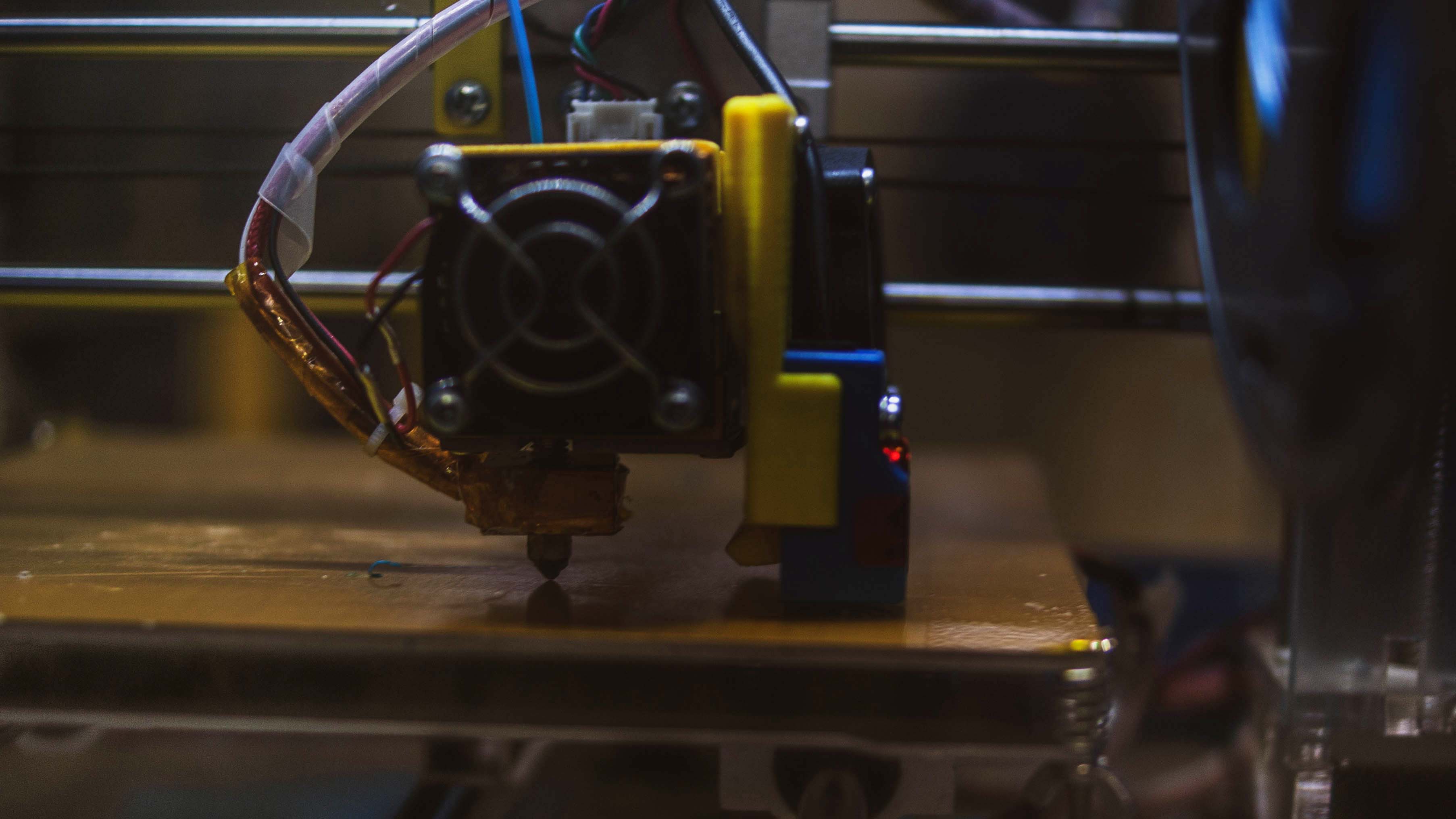
Калибровка стола перед печатью
Первый слой – самый важный при 3D-печати. Насколько хорошо он будет припечатан к поверхности стола, лишая тем самым деформации модели, от этого зависит конечный результат. Поэтому в первый слой следует заложить небольшой периметр для скрепляющей юбки от 2-х до 5-ти миллиметров.
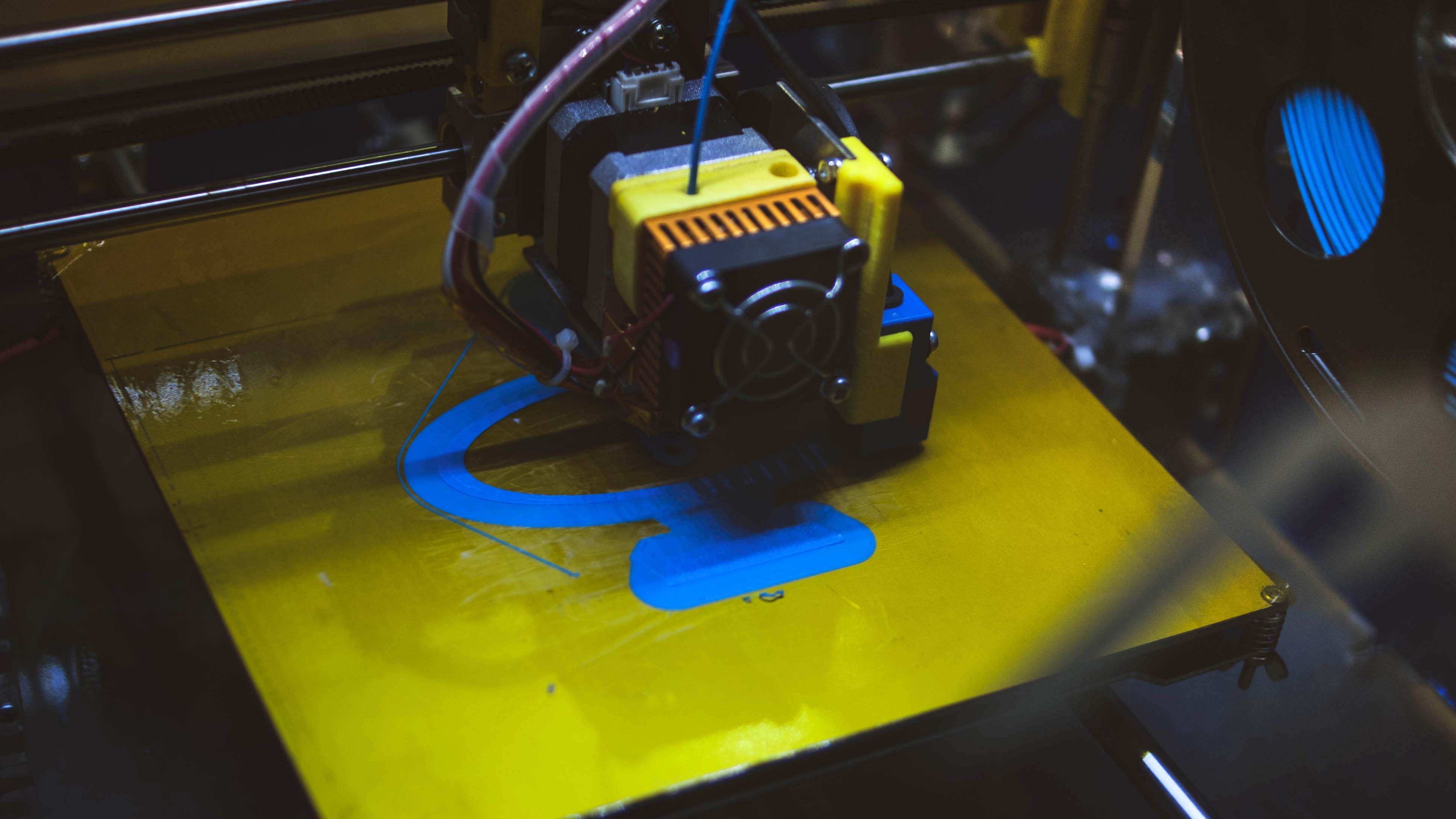
Печать первого слоя
Так слой за слоем создается наша модель.
Печать второго слоя
Для экономии материала рекомендуется устанавливать процент заполняемости модели. Не волнуйтесь, она не будет пустой, 3D-принтер напечатает укрепляющую решетку. Это никак не скажется на прочности, но сильно сбережет материал.

Сетчатое заполнение пустоты
Финал
По окончанию печати деталь аккуратно снимается лезвием со стола.

Деталь аккуратно снимается со стола
Наступает этап постобработки. Срезаем «юбку» перочинным ножом и зашлифовываем дефекты, если будет необходимость.
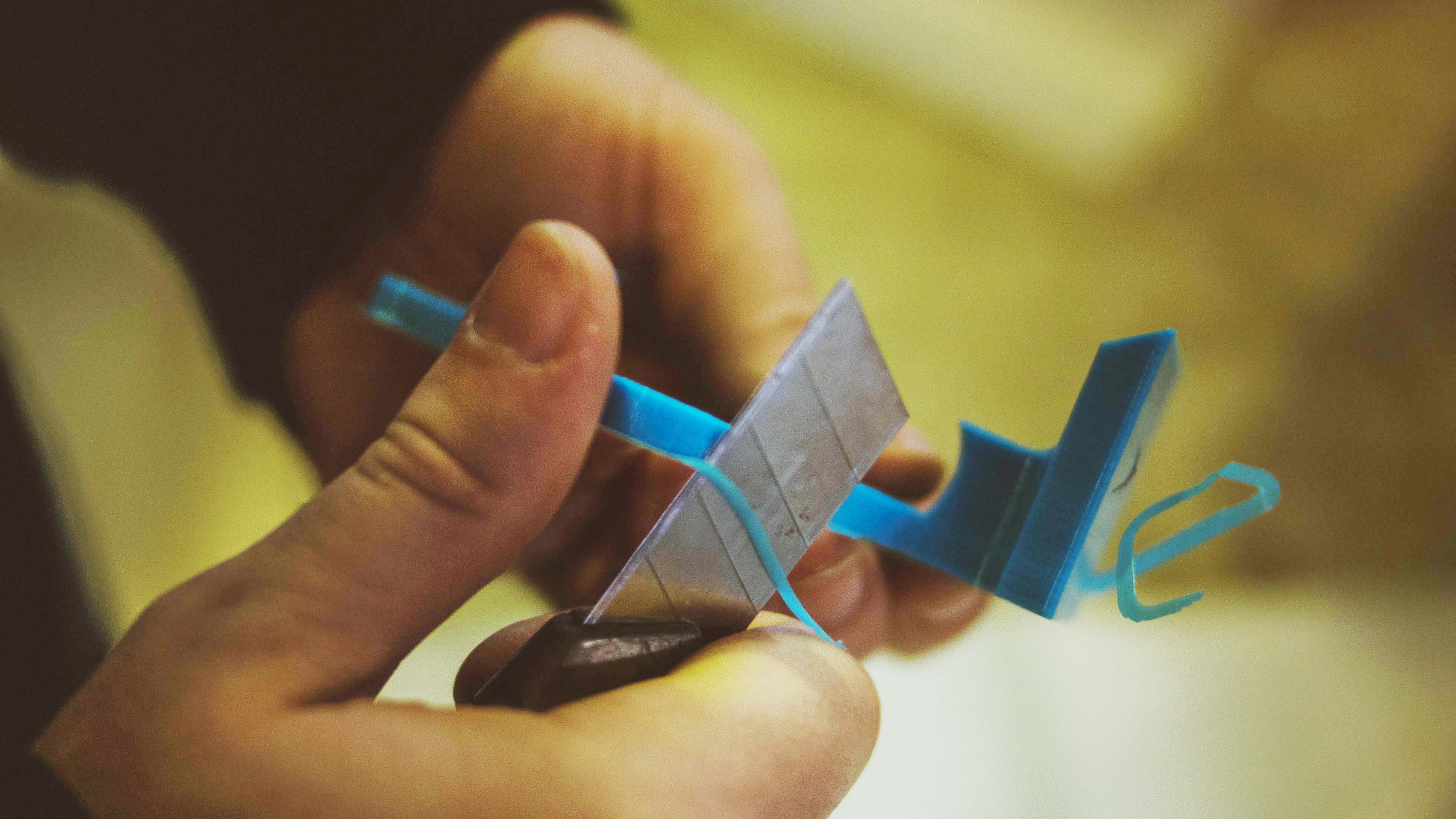
Постобработка детали

Конструкция 3D принтеров Конструкция принтера не очень сложная, собрать ее может даже школьник старших классов, а обслуживать его можно самостоятельно, для этого необходимо обладать минимальным набором технических знаний. Как правило, современный домашний настольный 3D принтер состоит из следующих узлов и элементов: Шасси или корпус. Печатающая головка - экструдер с нагревательным элементом. Некоторые современные продвинутые модели имеют две печатающие головки. Привод экструдера - электродвигатели которые заставляют экструдер перемещаться в нескольких плоскостях. Платформа - поверхность с подогреваемой подложкой куда наносится пластик. Модуль управления - печатная плата с управляющим процессором и интерфейсами для подключения к компьютеру. Блок питания. Конструктивно 3D-принтеры бывают открытого и закрытого типа. Открытые - легкие, простые и, как следствие , более дешевые. Аппараты с закрытым корпусом более громоздкие, но имеют ряд неоспоримых преимуществ: Безопасны для детей. Качество печати у 3D принтеров с закрытым корпусом лучше, благодаря тому что изделие в процессе печати не подвергается воздействию внешней среды (сквозняки, брызги), благодаря которым изделие может деформироваться. Больше подходят для работы в офисе или на производстве.
Историческая справка С течением времени развитие индустрии 3D-печати ускорялось, появлялись новые фирмы производители 3D-принтеров, вносящие свой вклад в ее разработку, использовались новые материалы и принципы, размеры и цены устройств становились все меньше – первые 3D-принтеры были огромны, сейчас же они умещаются на столе (исключая разве что промышленный 3D-принтер). Современный трехмерный принтер все больше становится похож на обычный, печатающий на бумаге, по внешнему виду и технологии нанесения «красящего» вещества. Печатаемые им модели отличаются еще и высокой прочностью, поэтому могут применяться в качестве готовых изделий. Сейчас 3D-принтер может занимать очень мало места – конечно, это зависит от его назначения. В начале развития цена такого принтера была доступна разве что очень крупным компаниям, теперь же любой человек может приобрести 3D-принтер, цена которого в среднем $1000. История 3D-принтера еще не окончена, и самое интересное – впереди.
Применение 3D принтера Медицина 3D принтеры начинают широко применять в медицинской сфере. В первую очередь трехмерную печать используют для создания протезов и коронок в стоматологии. С помощью этой технологии можно воссоздать участки тканей или кости, отработать в совершенстве технику предстоящей операции – это даст возможность исключить врачебные ошибки и спасти не одну жизнь. Все чаще начинают рассматривать трехмерную печать в качестве единственного варианта создания различных имплантов, поврежденных органов или участков тканей.
Историческая справка Самым первым устройством для создания 3D-прототипов была американская SLA-установка, разработанная и запатентованная Чарльзом Халлом в 1986 году и использующая стереолитографию. Само собой, это еще не был первый 3D-принтер в современном понимании, но именно она определила, как работает 3D-принтер: объекты наращиваются послойно. Халл сразу же создал фирму 3D Systems, которая изготовила первое устройство объемной печати под названием Stereolithography Apparatus. Первой моделью этой машины, имевшей широкое распространение, стала разработанная в 1988 году SLA-250. В 1990 году был использован новый способ получения объемных «печатных оттисков» — метод наплавления. Его разработали Скотт Крамп, основатель компании Stratasys, и его жена, продолжившие развитие 3D-печати. После этого стали активно использоваться понятия «лазерный 3D-принтер» и «струйный 3D-принтер».
Применение 3D принтера Инжиниринг Использование 3D печати позволяет воссоздать любой узел или механизм для функционального тестирования – это актуально для промышленности, когда затраты по созданию единичных точных деталей в случае ошибки могут оказаться серьезными. Такой прогрессивный метод дает возможность не только увидеть собранным будущий механизм, но выполнить его тестирование, внести изменения в проект.
Применение 3D принтера Геоинформационные системы С помощью 3D принтеров стало возможным создание объемных цветных карт, которые точно отображают рельеф местности. Это облегчит работу геолого-разведочных центров и служб, проектных и строительных организаций. 3D-печать рельефа позволяет сильно упростить и ускорить процесс макетирования объектов.
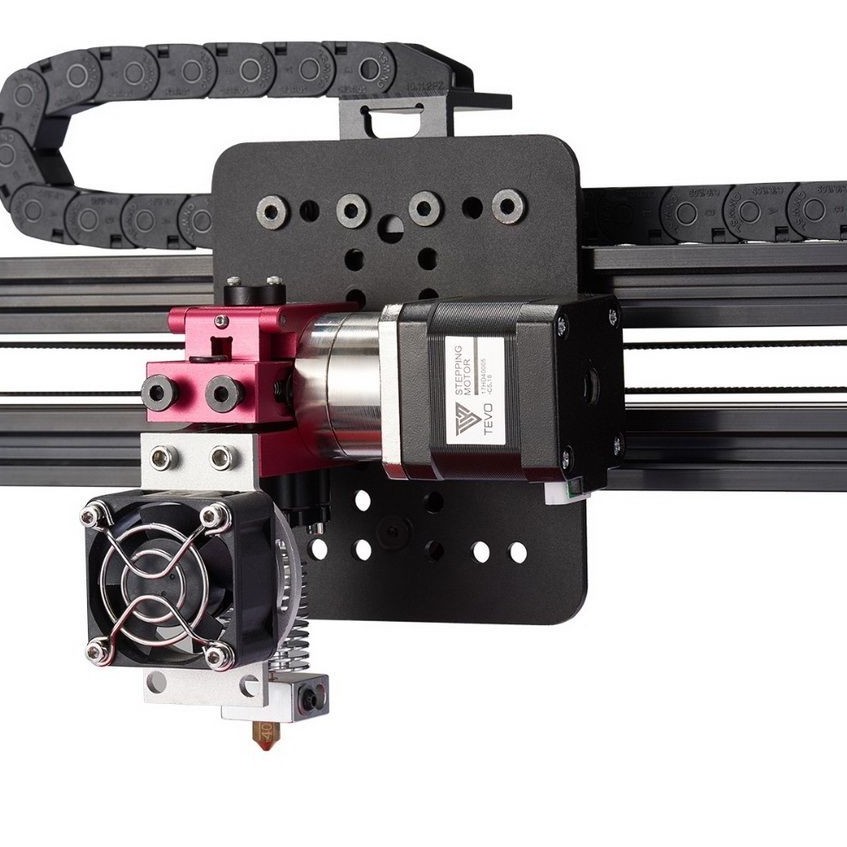
Настройка зазора между экструдером и рабочим столом (панелью) школьного 3d принтера "Альфа" Достать из упаковки и установить на устойчивое твердое основание его (например, стол) Открыть переднюю прозрачную крышку принтера, чтобы получить доступ к внутренним деталям. Подсоеденить USB-кабель принтера к ПК. Включите питание принтера. Запустить ранее установленную вами ПО Repetier-Host на компьютере и подключится программно к принтеру. На вкладке ПО Repetier-Host "Управление" включите "Нагреть экструдер" и дождитесь, пока экструдер не нагреется до необходимой температуры (230-250 градусов Цельсия). Только на разогретом экструдере можно вставлять / менять леску для печати. Для этого аккуратно на самом экструдере нажмите сверху желтоватую кнопку, при этом снизу, сразу за основным вентилятором охлаждения, другим пальцем аккуратно придерживайте сам экструдер, чтобы избежать его повреждения. (Осторожно! Температура разогретого экструдера 230-250 градусов Цельсия). Не отпуская данную кнопку, возьмите конец лески и вставьте аккуратно в отверстие сверху сбоку (прямо возле самой кнопки) пока из экструдера снизу не появятся " пластмассовые нити".
Заправка картриджа с леской в 3d принтер "Альфа" Подключить принтер к ПК С помощью программы R.H. нагреть экструдер до температуры плавления лески Нажать специальную кнопку на экструдере и продеть леску в экструдер. Подключить принтер к ПК С помощью программы R.H. нагреть экструдер до температуры плавления лески Нажать специальную кнопку на экструдере и вытащить леску из экструдера. Зафиксировать леску в картридже Замена картриджа с леской на 3d принтере
Технология печати Тончайшая нить жидкого пластика подается через головку экструдера на специальную рабочую платформу, где остывает и затвердевает. Слой готов. Платформа опускается на толщину одного слоя – как правило, 50–100 микрон (т.е. 0,05–0,1 мм!) – и все повторяется снова, пока трехмерная модель не будет выстроена до конца. Чтобы процесс печати шел быстрее, принтер снабжен вентиляторами для обдува модели.
Загрузка готовых 3d моделей в компьютер и подготовка их к печати Запустить ПО R.H. на компьютере В меню программы выбрать подменю "Файл"--->"Открыть G-код" Проверить масштаб и размещение модели Запустить "Слайсинг" Подготовить принтер к печати Начать печать
Преимущества 3Д принтера Трехмерное устройство дает немало преимуществ тем, кто применяет в работе 3Д технологию. Преимущества 3Д принтера: -3Д-печать$ - прогрессивная технология, которая позволит дизайнерам и инженерам сэкономить драгоценное время и силы; -Устройство существенно повышает гибкость производства; -Себестоимость продукции, особенно в мелкосерийном производстве, заметно снижается; -Создание продукции, ее выход на рынок происходит в кратчайшие сроки. Трехмерная печать – одна из самых перспективных компьютерных технологий, применимая человеком в разной деятельности.
Применение 3D принтера Архитектурные макеты Незаменимое в архитектуре, дизайне и строительстве макетирование перешло на новый уровень: принтеры нового поколения позволяют быстро и точно создавать трехмерные модели и прототипы-визуализации.
3D принтер ― чем опасен для здоровья? Принтеры «печатают» объекты благодаря процессу экструдирования ― через маленькое раскалённое сопло 3D принтера выходит размягчённый термопласт. У 3D принтеров, что используют полимолочную кислоту (PLA), уровень выброса ультрамелких частиц в минуту составляет от 20 миллиардов и больше, а приборы, что применяют в своей технологии акрилонитрилбутадиенстирол (АБС-пластик) ― до 200 миллиардов частиц в минуту. Такие вредные выбросы можно сравнить с выбросами в атмосферу при сжигании природного газа, горении табака или ароматических свечей, а также при работе лазерного принтера (его порошок «краска» также очень токсична). Нанометровые вредные частицы с особой лёгкостью проникают в лёгкие человека при каждом его вдыхании, а также могут проникать через обонятельный нерв в мозг, хотя большей угрозе подвержены первые. Оседание в лёгких ультрамелких вредных частиц может спровоцировать рак или астму, а при попадании в мозг ― инсульт.
Техника безопасности при работе с 3D принтером Сегодня все 3D принтеры продаются как автономные печатные устройства без дополнительных фильтров и вытяжных систем и могут использоваться в помещениях любых размеров: дом, офис и т.д. Но исследователи рекомендуют всем покупателям проявлять особую осторожность ― использовать 3D печать только в хорошо проветриваемых помещениях и с респиратором, или при работе принтера покидать помещение до окончания его работы.
Заключение В наше время никого не удивишь 2D принтером – эти устройства давно получили широкое распространение в быту современного общества. Сейчас все чаще можно услышать о 3D технологиях, а, в частности, 3D принтерах, способных печатать объемные изделия. 3D принтер необходим при производстве новейших сложных прототипов продукции. Используя напечатанный на трехмерном принтере образец изделия, производитель сможет обнаружить недостатки или недоработки детали и устранить их до запуска изделия в производство, что значительно снижает стоимость и ускоряет производство продукции. Создание 3D моделей вместо действующих прототипов позволяет исключить затраты на чрезмерную подготовку производства и исправление недостатков. Также профессиональные 3D принтеры широко применяются в научно-исследовательской деятельности. При помощи такого устройства ученый или изобретатель может воплотить в жизнь свои невероятные идеи без нереальных капиталовложений.
Технология печати Для печати объектов со сложной геометрией 3D-принтеры автоматически строят специальные поддержки. Многие из них, например, Leapfrog Creatr с двумя экструдерами способны печатать пластиком двух разных видов, используя для поддержек пластик PVA, который растворяется в воде. Это избавляет от необходимости вручную отделять поддержки от готового изделия. Пластик замачивают в воде, и он отходит. Именно по такому принципу работает большинство современных домашних и офисных 3D-принтеров. поливинилацетат
По просьбе @ranoto выкладываю пост о прошивках (Firmware) для 3D принтеров. Данный пост разделен на две части. Первая часть посвящена новичкам и ее я решил оформить в качестве FAQ, надеюсь подобное изложение материала будет кратким, понятным и ответит на большинство вопросов. Во второй части - экзотика, прошивки, которые давно покрылись слоем пыли и совсем молодые или специализированные прошивки. Эта статья так же войдет в книгу "3D Ликбез".
Более подробно про настройку написано в этой статье.
В. Что такое прошивка для принтера?
О. Прошивка для 3D принтера - это написанный программный код, основной задачей которого является считывать и воспроизводить G-code (Специально разработанный код для ЧПУ станков). Это основная задача прошивки. Дополнительный функции, такие как вывод информации о процессе печати, печать с SD карты памяти, управление принтером через интерфейсы - это все дополнительные функции, и в разных прошивках набор этих дополнительных модулей разнообразен, как и сама идея каждой отдельной прошивки.
В. Что можно настроить в прошивке?
О. Практически все, что душе угодно. Начиная от банальной настройки вашего принтера "что бы двигалось", вплоть до переназначением пинов на плате, добавления новых функций, изменения пунктов меню.
В. Какую прошивку выбрать для новичка?
О. Если вы собираете принтер самостоятельно, то для начала стоит освоить прошивку под названием Marlin. В подавляющем большинстве случаев используется именно эта прошивка, даже заводских принтерах.
В. В чем принципиальная разница между прошивками?
О. Прошивки можно разделить по типу поддерживаемого "железа" (микроконтроллера) и на разные ветви одной базовой прошивки, причем последние могут идти как параллельная версия, так и полностью переработанная. Подробнее о прошивках в конце статьи.
В. Я купил/собрал 3D принтер, что дальше, куда заливать прошивку?
О. Для начала включите принтер. Если вы приобрели принтер у производителя, скорее всего прошивка в него уже залита, и лезть в первый же час работы не стоит. Я понимаю, что очень хочется, но если возникнут проблемы сперва обратитесь к производителю.
А вот если принтер был куплен как кит набор или вы его собрали самостоятельно, вероятнее всего электроника "голая" без прошивки, и тогда ее нужно загрузить в ваш комплект электроники. Ну и третий вариант, если вы чувствуете себя уверенным пользователем и готовы на эксперименты, смотрите вторую часть статьи.
В. Как залить прошивку в электронику?
О. В 90% случаев у вас на руках имеется Arduino mega 2560 + Ramps 1.4. Или любая другая плата на основе Arduino mega 2560. (В противном случае, читайте вторую часть статьи). Если это так, то вам потребуются программы: Arduino IDE (для работы с файлами прошивки), Pronterface (для настройки и управлением принтера), и сама Marlin.
Первым делом устанавливаем Arduino IDE, и пытаемся подключить Arduino Mega к компьютеру. Если это удалось, и нашлись и установились все драйверы, то радуйтесь, можно двигаться дальше, в противном случае у вас либо Mega основанная на usb чипе ch340g, либо мертвая плата. Платы на ch340g дешевле, но к ним нужно искать специальный драйвер, на всякий случай оставлю его здесь.
И перед тем, как начать настраивать прошивку, просто залейте ее в arduino, дабы убедиться, что электроника жива, а не ломать себе голову тем, что я конфигурирую-конфигурирую да не выконфигурирую.
Напомню, что пошаговая инструкция хорошо описана в этой статье.
В. Я прошил принтер, но двигатели едут не туда/температура неправильно показывается, не загорается дисплей.
О. Самое время настроить прошивку, для этого открываем в Arduino IDE файл configuration.h и начинаем читать комментарии. Опять же, в статье, упомянутой выше есть полный перечень настроек, но почитать на русском языке о всех возможностях прошивки будет не лишним.
В. Нужно каждый раз менять конфигурацию прошивки и прошивать электронику, или можно как то быстрее менять настройки?
О. Сам ни раз натыкался на это, а реальная проблема была, когда первый раз начал калибровать delta принтер, каждый раз вносить изменения, перепрошивая принтер это смерти подобно. На такие случаи придумали записывать настройки в энергонезависимую память, т.н. EEPROM. Данная функция включается в конфигурации и позволяет в том же pronterface записывать изменения в принтер из консоли при помощи M-команд.
А теперь давайте подробней рассмотрим каждую из прошивок. Разобьем их пожалуй по поддерживаемой электроники.
Прошивки для Arduino (Atmel):
1) Marlin - это пожалуй самая популярная и распространенная прошивка. Поддерживает множество кинематик, реализован автоуровень стола. Поддерживает целый ряд дисплеев, и целую пачку различной электроники. В целом прошивка достаточно раздута и некоторые функции сделаны либо коряво, либо не полностью. Но это проблема всей децентрализованой разработки.
2) Marlin Kimbra - Итальянское ответвление от основной ветки. Основные фишки это:
-Поддержка всех возможных кинематик в одной прошивке с удобными настройками.
-Поддержка многоцветных экструдеров, мультиэкструдеров, смесителей и т.п. (Multyextruder NPr2 , 4/6 цветный экструдер только с двумя моторами, двойной экструдер "DONDOLO", MKr4 система для 4-ех экструдеров но используя два драйвера и 8 реле)
-Поддержка авто корректировки уровня стола. данная функция доступна только для декартовых принтеров.
-Имеет поддержку авто калибровки дельта принтеров. (Лично мне не удалось толком ее настроить, т.к. постоянно срабатывало прерывание калибровки из за превышения количества итераций.)
-Так же имеет онлайн конфигуратор, позволяя выбрать конструкцию принтера, что будет удобно для новичков.
3) Marlin RichCattell - практически единственная прошивка для Arduino, в которой реализована полная авто калибровка Дельта принтеров. Проект не обновлялся с 11 июня 2015 года. RIP
4) Repetier-Firmware - "Быстрая и дружественная прошивка" - так написано в описании на GitHub. Эта прошивка была полностью переработана, основываясь на таких прошивках как: Teacup; Grbl; Marlin. Стоит отметить, что в этой прошивке реализована более быстрая загрузка файлов с компьютера на внутреннюю флешку. В остальном имеет мало значительных отличий от Marlin, но попробовать стоит. Имеется удобный онлайн конфигуратор
5) Teacup - основная задача данной прошивки - высокая производительность и чистота кода. Написана на чистом СИ, без применения C++. Более подробно можно ознакомиться в этой статье.
6) Grbl - бескомпромиссная прошивка для ЧПУ фрезерного станка, на основе Arduino. Не поддерживает экструдеры, поэтому не может быть использована в качестве прошивки для 3D принтера. Самое главное достоинство - серьезно проработанный код, без лишних непонятных фич, как в marlin.
7) sjfw - Прошивка основана на Marlin, Sprinter и Teacup. Создатель судя по всему, забавный парень:
Дословно, это означает, что он не рекомендует использовать данную прошивку никому. Все, что вы делаете, делаете на свой страх и риск. , далее:
Последнее обновление 2012 год. RIP
8) Aprinter - Малоизвестная прошивка, имеет по сути все те же Имеется онлайн конфигуратоор, но не поддерживает Ramps 1.4, хотя в описании поддержка присутствует.
9) Sprinter - Последнее обновление в 2013 году. Поддерживает старую электронику, такую как: Ramps 1.3, Sanguinololu, Gen 3, Gen6. RIP
Прошивки для Arduino Due
1) Marlin4Due - Прошивка, созданная для Arduino Due, на основе Marlin, но она так же заброшена и не поддерживается на данный момент. RIP
2) Marlin Kimbra v4.2.x -получило поддержку Arduino due. В остальном нет принципиальных отличий
3) Repetier-Firmware - так же поддерживает Arduino due.
4) RepRap Firmware - хотя данная прошивка и поддерживает Arduino mega 2560, но все же основной упор сделан все же на DUE. Главная особенность - конфигурирование прошивки ведется путем записи файла на флешку, и большая часть интерфейса и команд реализована при помощи отдельных кусков g-кода. Так же проработана система управления через веб интерфейс. Исходники здесь.
Прошивки для плат на основе 32-битных процессоров ARM.
1) Smoothie Project - Проект, который набирает большую популярность. (по большей части благодаря китайцам) Ребята спроектировали жутко навороченную плату с поддержкой интернета, возможностью гибко конфигурировать как саму прошивку, так и внешние выводы платы (в оригинальной Smoothieboard). Тем самым вы легко можете получить как 3д принтер, так и чпу станок, так и гравер, просто закидывая разные конфиг файлы на флешку.
От себя скажу, что работал с оригинальной плате, и она жутко замороченная и не реально дорогая. Но братья китайцы всегда сопрут спасут. Выпустив платы "MKS S-base" и "MKS SMini", которые без плясок с бубном работают на той же прошивке.
2) Redeem - Прошивка написанная специально для платформы BigleBon. Это не единственная прошивка для бигла, можно хоть напрямую влить дистрибутив GNU Linux, но возникают серьезные проблемы с самим ПО, так как оно заточено под ЧПУ станки (Linux cnc, он же EMC). Если бы кто то смог адаптировать наконец это или подобное решение под Rasbery PI (или многочисленные аналоги), то мы бы могли перейти на принципиально новый уровень, но пока увы это очень сложно
Прошивки для других процессоров и платформ:
1) Sailfish - Прошивка для старых Makerbots. Интерес составляет пожалуй чисто исторический. RIP
2) ImpPro3D - одна из первых прошивок. была создана семерыми учащимися центральной школы Лилии. (Франция) Прошивка использовалась совместо с электроникой на основе все той же Arduino, но полностью переразвели плату, для работы с драйверами L298. На сколько я понял, за основу была взята прошивка Sprinter. На данный момент проект заброшен, но ознакомиться со всем проектом можно на официальном сайте.
Меня радует то, что люди начинают задумываться о производительности и чистоте кода, это говорит о том, что в среду 3D принтеров приходят специалисты.
З.Ы. Не забываем добавляться в "Лигу 3D принтеров", задавать вопросы, делиться опытом, а так же в новостное сообщество "3D печатники".

Всем привет! С вами Top 3D Shop и в очередном обзоре мы рассказываем о том, как настроить 3D-принтер.
Если вы стали обладателем 3D-принтера или вам потребовалось освоить аддитивные технологии для работы, читайте наши рекомендации по настройке принтера и успешной печати первых моделей.
Содержание
Подключение 3D-принтера

Прежде, чем подключить собранный 3D-принтер к электросети, нужно проверить, сняты ли транспортные фиксаторы. Оставленные стяжки на ремне могут привести к поломке принтера.
В зависимости от модели, пользователям доступны различные способы печати: с SD-карты, с USB-флешки, со стационарного компьютера с проводным подключением, по Wi-Fi или через Ethernet, а в большинстве случаев — разные сочетания этих возможностей. Многие модели предлагают 2-3 способа печати.
Сравним печать с SD-карты и со стационарного компьютера или ноутбука.
Оба способа имеют достоинства и недостатки. Печать с компьютера нагляднее, кроме того — можно вносить изменения непосредственно в процессе печати. При работе с SD-карты на печать не влияет загруженность компьютера и исключено случайное отключение USB-провода, соединяющего принтер с компьютером. Печать с SD-карт более надежная, но нередко приходится сталкиваться со сбоями при их чтении. При печати через Wi-Fi также возможны трудности, обычно связанные со стабильностью приема сигнала принтером. Подробнее, о печати на 3D-принтерах с разным типом передачи данных, возможных сложностях и их решении читайте в одной из ближайших статей.
Самый надежный вариант — предварительное копирование файла во внутреннюю память принтера, куда он может передаваться любым из названных способов (обычно — по проводному соединению или через Wi-Fi, но может и с носителя), как, например, в принтерах фирм Raise и Phrozen.

При печати с ноутбука или стационарного компьютера принтер нужно подключить к ним с помощью USB-кабеля. Когда операционная система определит принтер как новое устройство, начнется автоматическая установка драйверов для вашего принтера. Если установка драйверов не происходит автоматически, драйвера нужно скачать из интернета под вашу операционную систему или установить с носителя, шедшего в комплекте с принтером.
Для печати с SD-карты — в соответствующий разъем принтера помещается карта с записанными на нее файлами 3D-объектов. Как правило, в комплекте с принтером поставляется SD-карта с несколькими файлами тестовых моделей.
Подробнее о печати с других носителей читайте в статье “Как печатать на 3D-принтере с компьютера, с SD-карты, по Wi-Fi, по локальной сети”, которая скоро выйдет. Следите за обновлениями!
Программное обеспечение для 3D-принтера
Используемое в 3D-печати программное обеспечение представлено на рынке достаточно широко. Существует масса платных и бесплатных программ для 3D-моделирования, редактирования моделей, слайсинга. Одни из них интуитивно понятны и подходят новичкам, в других могут разобраться только профессионалы.
Обзор самых популярных, зарекомендовавших себя с лучшей стороны программ для моделирования, обработки и печати объемных объектов читайте здесь.
3D-моделирование и форматы файлов

Не все скачанные файлы бывают корректными, иногда модели требуют “лечения” — исправления ошибок. Макетная сетка должна быть герметичной, т.е. необходимо проверить наличие пространства там, где оно запланировано и отсутствие дыр там, где их быть не должно. Также должны отсутствовать самопересечения, “висящие” точки, микронные зазоры, должны быть правильно расположены нормали.
В Windows 10 есть предустановленное приложение для просмотра и простейшей обработки 3D-объектов: ранее это был 3D builder, в более поздних версиях — Paint 3D. Эта программа подойдет начинающим пользователям.
Несмотря на то, что “вылечить” модель можно во многих слайсерах, лучше пользоваться узкоспециализированным ПО.

Два наиболее используемых формата файлов в 3D-печати — файлы с расширением .STL и .OBJ. Перед печатью они, с помощью программ-слайсеров, преобразуются в распознаваемый принтерами управляющий G-код.
Слайсеры — программы, которые разбивают 3D-модель на слои, состоящие из контура с заливкой или без нее. От процента заливки зависят прочность и вес модели. Пустотелая модель значительно быстрее печатается, требует меньше материала и меньше весит, но страдает максимально сниженной прочностью. Модель со стопроцентной заливкой, напротив, максимально прочна, но расходует намного больше материала и печатается несравнимо дольше — тут важно соблюсти равновесие, — оптимальное заполнение моделей разного размера и для разных целей будет очень разным.
Чаще всего новичками используется программное обеспечение, идущее в комплекте с принтером, либо универсальные программы для слайсинга: бесплатные Repetier Host и Ultimaker Cura, или платная — Simplify3D.
Если вам трудно определиться с выбором ПО, то читайте наш актуальный обзор здесь.
Калибровка 3D-принтера

Прежде, чем начать печатать, принтер надо откалибровать. Как правило, в инструкции к принтеру написано как это сделать.
Расскажем подробнее о калибровке FDM-принтеров, так как именно их чаще всего выбирают для знакомства с 3D-печатью, в связи с доступностью и дешевизной самих принтеров и материалов для печати на них.
Калибровка стола

Механическая калибровка принтера, работающего по технологии FDM, это выравнивание плоскости стола, то есть платформы печати.
Цель калибровки — такое расположение платформы, при котором плоскость движения экструдера по осям XY параллельна плоскости поверхности стола. Последовательность действий при калибровке отличается от модели к модели, для уточнения читайте инструкцию. Обычно калибровка сводится к подкручиванию четырех регулирующих винтов по краям платформы.
В такой калибровке есть один минус — середина стола остается не откалиброванной. Данная проблема актуальна для недорогих принтеров, где встречается неровная поверхность платформы. Для проверки центра платформы можно отпечатать первый слой нескольких моделей, расположенных по краям и в центре стола.
При нагревании стол подвергается температурному расширению, что неизбежно приводит к деформации. Если первый слой пропечатывается и не отлипает, то проблемы с неровным столом решаются подбором параметров печати первого слоя: низкая скорость (15мм/с), температура чуть выше, подача пластика повышенная, если большой зазор, и пониженная, если зазор маленький.
Если стол настолько неровный, что по углам печатает нормально, а в центре — либо слишком высоко над столом, либо упирается в стол, то рекомендуется закрепить на столе стекло и печатать на нем.
Помимо калибровки, необходимо задать рабочий ноль — высоту сопла над столом, с которой будет начинаться печать (z=0). Эта высота примерно равна высоте слоя (толщине листа бумаги). Но зависит также от параметров пластика. Более текучие пластики (такие как ABS) требуют меньшей высоты, более вязкие (такие как Petg) — большей.
У некоторых моделей 3д принтеров задание рабочего нуля — это одна процедура с калибровкой, у других отдельная. В последнем случае действуйте по инструкции к конкретной модели.
Калибровку стола необходимо проводить не только перед первой печатью, но и после перемещения принтера с места на место, а также при возникновении проблем при печати, либо если при снятии принта пришлось применить силу и прижимные винты могли расшататься.
Автокалибровка стола
Автокалибровка печатного стола проводится с помощью щупа, зонда или аналогичных приспособлений (иногда щупом служит само сопло печатающей головки, если конструкцией предусмотрен соответствующий датчик). Они соприкасаются с поверхностью стола в заданных в прошивке точках. Таким образом принтер выстраивает виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью стола, но рассчитанные допуски позволяют печатать модели с ровным основанием.
Настройка параметров
Когда произведена механическая калибровка, необходимо подобрать оптимальные параметры для первоначальной печати. Их можно настраивать вручную, а можно воспользоваться популярной в сети утилитой калибровки 3D-принтеров.
Материалы

В качестве материала печати на FDM-принтерах используется пруток — пластиковая проволока в катушке, также известная как филамент или нить. Самые популярные филаменты — ABS и PLA.
Модели из ABS более прочные, рассчитаны на использование в механизмах, могут подвергаться трению и воздействию окружающей среды. Для прототипирования, макетирования, дизайнерских объектов больше подойдёт пластик PLA.
Чтобы больше узнать о материалах для 3D-печати, читайте:
а также отдельные подробные статьи по разным материалам: PLA, ABS, HIPS, ULTEM, PETG, RUBBER, полиамид (нейлон), FLEX.
Первая печать
После того, как принтер прогрет и настроен, можно начинать печать. В качестве первой модели пользователи часто выбирают одну из тестовых: кубик, кораблик 3D Benchy или температурную пирамиду.
Чтобы напечатанная модель держалась на печатном столе, не отлипала и не деформировалась во время печати, необходимо, чтобы первый слой модели хорошо прилип к столу. Процесс прилипания модели к столу называется адгезией, а отклеивание или расслоение — деламинацией.
Для достижения хорошей адгезии первый слой рекомендуется печатать с меньшей скоростью, чем последующие слои. Так пластик успевает лучше прилипнуть к поверхности стола. Кроме того, желательно делать его толще, чтобы компенсировать неровности стола или лежащей на нем подложки.
Для достижения хорошей адгезии пользователи собрали огромный список “народных методов”. Чтобы модель не отклеивалась, используют: малярный или синий скотч, термостойкую ленту kapton, клеевой карандаш или клей ПВА, лак для волос, пиво или колу, раствор ABS или PLA в ацетоне, адгезивные и самоклеющиеся пленки, стекло или зеркало.
Кроме того, есть еще несколько вспомогательных способов для хорошей адгезии: печать рафтов, кантов или полей и юбок. Raft (плот) — это специально напечатанная подложка, которая располагается под изделием. Однако рафт портит поверхность модели. Brim (поля или канты) печатаются по периметру объекта печати, не соприкасаясь с основанием. Их легче отсоединять от модели, чем рафты. Юбка, skirt — это brim, который не соприкасается с объектом и находится от него на расстоянии. Печать юбки служит, в первую очередь, для проверки работы принтера. Печать высокой юбки защищает модель от сквозняков и неравномерного остывания.
Печать с поддержками
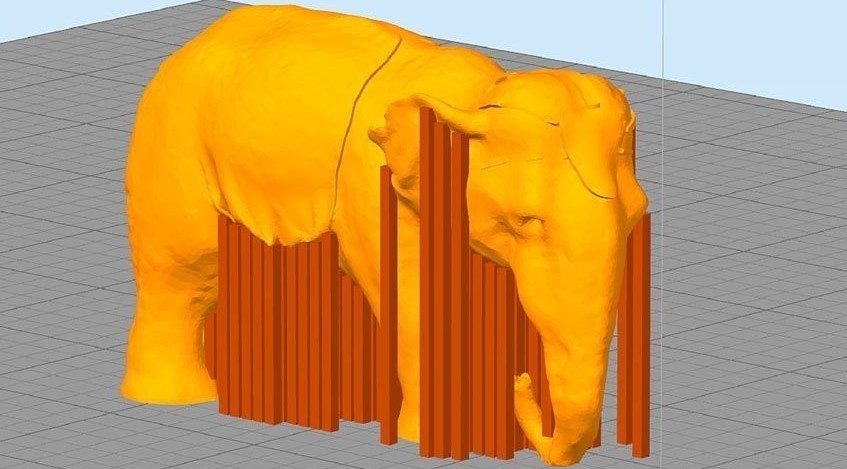
При сложной геометрии модели в программах-слайсерах генерируются специальные поддержки для нависающих элементов. Несмотря на то, что поддержки портят соприкасающиеся с ними поверхности (если печатаются из того же материала), надо понимать, что без поддержек нависающие элементы напечатать нельзя — они провиснут и модель потеряет форму. Печать без поддержек допустима для стенок с углом наклона не более 70 градусов.
В принтерах с двумя и более экструдерами поддержки можно печатать из материала, растворитель которого не взаимодействует с материалом основной модели, например из PVA (растворяемого водой) или HIPS (растворяемого D-лимоненом). Это позволяет убрать поддержки максимально аккуратно, не оставляя следов на поверхности, без необходимости механического удаления и последующей зачистки.
Проблемы печати и их решение
Проблем, связанных с освоением 3D-печати, очень много: начиная со сборки принтера, и заканчивая некорректно напечатанными моделями. Обратим ваше внимание на несколько моментов.
При выборе модели необходимо соотносить дизайн с размерами принтера. Некоторые модели целесообразно напечатать частями и склеить.
При выборе модели нужно учитывать условия ее эксплуатации. Неразумно печатать формы для выпечки из материалов, температура плавления которых 105-150 ℃, когда температура духовки около 200 ℃, также нельзя печатать контактирующие с пищей изделия из токсичных пластиков.
Не все нужно печатать. Некоторые вещи проще изготовить из подручных материалов, чем тратить время на моделирование, печать и постобработку.
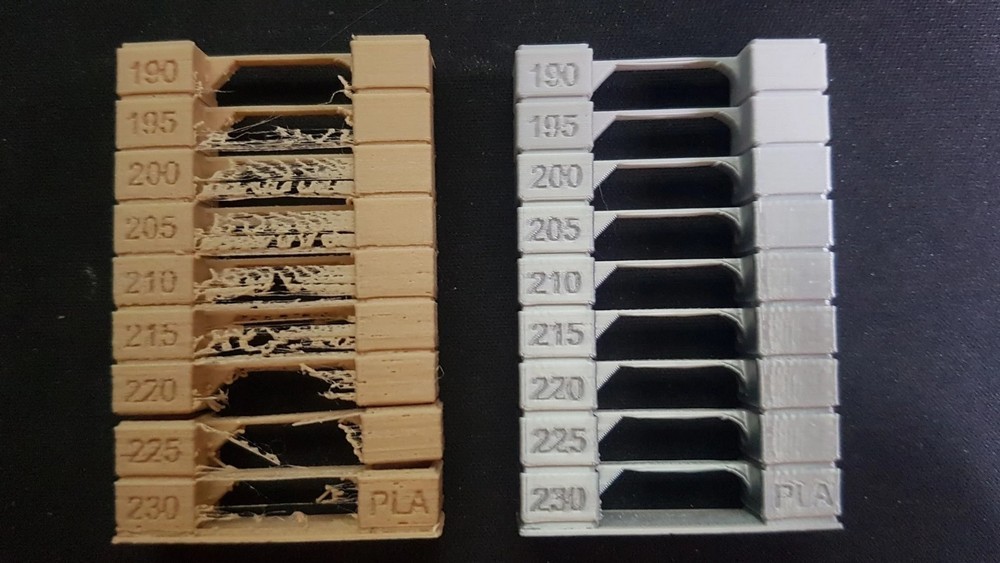
Не всегда удается сразу подобрать правильную температуру печати, она может отличаться у материалов разных производителей, кроме того — терморезисторы в разных принтерах имеют разную чувствительность. Именно для подбора температуры печатают температурные пирамиды и их аналоги.
Также читайте в нашем блоге отдельную большую статью по решению возникающих при 3D-печати проблем: «Проблемы 3D-печати и их устранение», которая выйдет в ближайшее время.
Заключение
Как можно понять из статьи, для успешного освоения 3D-печати понадобится некоторое количество времени. Поначалу может показаться, что нюансов и тонкостей слишком много, но они легко запоминаются и, при некотором навыке и практике, не представляют особой сложности. Главное условие — желание и увлеченность.
Читайте также: