
Не загружается прошивка в 3д принтер
Обновлено: 25.04.2024
Я новичок в деле 3D печати. Купил подарок себе и детям на Новый год, 3D принтер Creality3D Ender 3 Pro . Собрали примерно за 2 часа, а что делать дальше, не я, и естественно они понятие не имеем. Давайте разбираться вместе.
Вот в такой коробке принтер поставляется
Вот так он выглядит уже собранный
Про сборку я ничего писать не буду, тонны текста и видео есть в интернете. Я только остановлюсь на некоторых деталях.
При сборке возникли следующие проблемы:
- Ремень, который приводит в движение экструдер, не сразу поняли как ставить.
Крепления ремня пимками наружу (сначала пытался засунуть внутрь и даже одну засунул)
- Затягивайте и подтягивайте все гайки, а не только те которые вы закручивали, а в основном именно те которые уже были, типа "закручены" китайскими рабочими.
Итак, принтер собран, первое включение экран засветился, вроде работает, но что делать дальше?
Давайте разбирается, поехали.
Работа с железом
Регулировки
Еще раз регулировки, если вы думаете что все собрали и на этом все, то вы ошибаетесь. Скажу еще раз нужно все отрегулировать и затянуть.
Изначально принтер у меня стоял на ровной поверхности криво т. е. он качался и не стоял ровно на всех четырех ножках, а только на двух - так не должно быть! Решение, ослабить боковые винты с одной и с другой стороны, выставить принтер на ровную поверхность он встанет ровно и закрутить винты еще раз.
Винты которые нужно перезатянуть для ровной установки Винты которые нужно перезатянуть для ровной установкиНастройка стола
Затягивайте винты стола для этого снимите магнитную накладку и открутите четыре большие подпружиненных регулировочных винта - колеса. Снимите стол, под ним будут четыре винта, устраните люфт, если он есть и затяните (подзатяните) четыре винта. Соберите все в обратном порядке.
Четыре подпружиненных винта которые нужно открутить для того чтобы снять стол
Не стоит затягивать сильно два винта резьбовой втулки оси Z, так как их затяг никакой роли не играет и они вообще могут болтаться, это даже лучше (под винты можно подложить маленькие пружинки, от автоматической ручки, например)
Кривой стол.
Помните, стол кривой по умолчанию, и с этим ничего не сделать, вернее сделать можно, но для начала сойдет и так. Просто помните об этом и я вернусь к этому ниже, из за него возникли проблеммы.
Кривой стол, фото с линейкой, видна щель это середина стола
По краям, пролистайте галерею.
Работа с меню принтера
Меню принтера, начальный экран "Info screen"
Калибровка стола принтера.
Для калибровки необходимо включить принтер, нажать на энкодер, войти в меню Prepare –> Auto Home.
Головка принтера переместится в нулевой положение. Затем в том же меню активируем "Disable Steppers" - отключение режим удержания двигателей и крутим вручную каретку по Х и Y (Z - высоту, длинный винтовой стержень - не трогаем, она у нас уже «дома»). Перемещая вручную стол и каретку с печатающей головкой необходимо регулировочными винтами стола добиться зазора примерно 0.1 мм хотя бы в пяти точках стола, по углам и в центре.
В качестве щупа можно использовать полоску обычной офисной бумаги, бумага должна с небольшим усилием проходить между столом и соплом.
Лучше контролировать каждую точку несколько раз, например пройтись по кругу сначала углы затем центр и так несколько раз.
Заправка филамента в принтер .
Для начала нужно разогреть сопло принтера.
Включаем принтер, заходим в меню Prepare, далее Preheat ABS - преднагрев. Сопло начнёт нагревается до 230 градусов. После нагрева сопла кусачками (идут в комплекте) делаем заострение на конце прутка. При отжатой пружине экструдера вставляем пруток и проталкиваем до момента, когда почувствуете сопротивление. Продолжаем аккуратно давить рукой на пруток – из сопла начнёт выдавливаться размягчённый пластик. Удаляем пластик и принтер заправлен.
При первом включении Вы вероятно захотите использовать пластик который идет в комплекте
Напомню, что в комплекте идет моток, всего 5 метров PLA-пластика (полилактид, ПЛА)
Виды пластика
Самый распространённый вид пластика это
- ABS
- Полилактид (PLA, ПЛА) - он идет в комплекте 5 метров, поэтому при печати выбирайте Preheat PLA
Программная часть
Заготовка для 3D печати
Выберем первую заготовку которую будем печатать просто для того чтобы проверить сам принтер и его возможности.
Самая известная проверочная, калибровочная модель это кораблик 3 D Benchy , на ней можно проверить как 3D принтер печатает изогнутые поверхности, наклонных плоскости, дуги, отверстия.
На печать 3D Benchy стандартных размеров требуется приблизительно час — зная это, по времени печати модели можно судить также и о производительности 3D-принтера.
Thingiverse
Пожалуй самый популярный ресурс, здесь представлено множество бесплатных 3D-моделей и большинство оптимизированы для печати FDM
Это модель космонавта, так же тестовая модель для проверки принтера
Можно, еще посмотреть наш русскоязычный ресурс на сайте 3dtoday, 3D-модели для 3D-принтера на сайте 3dtoday
Качайте ZIP файл там будет много файлов (я про "Буксир"), но нас интересует файл: " 3DBenchy.stl " или " Astronaut_Phil_A_Ment.stl " (он и так один)
Давай те разберемся с файлами типа STL, расширение .stl. Файл STL содержит 3D-модель объекта и используется в стереолитографии, ST ereo L ithography технологии трехмерной печати. С этими файлами работает много программ, вот например Blender, SketchUp, Kompas, этот файл можно открыть и в Windows 10 используя стандартную программу для 3D моделей, Print 3D и конечно можно открыть используя программу Cura и Creality Slicer_1.2.3 которая идет на SD карте которая прилагается к принтеру
Про SD карту которая идет в нагрузку к принтеру
Комплектная SD карта Netac 8 Гб
На SD карте находится программное обеспечение
Установим и запустим программу Слайсер (Slicer) это программы для нарезания 3D моделей на слои для 3D принтера, а именно Creality Slicer_1.2.3 она входит в стандартную поставку 3D принтера Creality3D Ender 3 Pro и записана на SD карту, находится в папке: "2.Software and Drive"
При первом запуске обязательно выберите Русский язык и профиль принтера Ender 3/Ender 3 Pro/Ender 3S
Предпочтительно печатать 3D модель с карты памяти SD, особенно это важно новичкам при первой печати.
Но оказалось, что Creality Slicer_1.2.3 не может открыть файлы G-Code (GCODE) или может. но я делаю чего то не так, или открывает их как то криво. Об этих файлах более подробно.
Файлы G-Code (GCODE) для печати с SD карты
Принтер поддерживает формат файлов для печати с карты памяти G-Code (GCODE) расширение файла ".gcode"
Вот файлы которые идут на SD карте которая прилагается к принтеру.
G-Code (GCODE) это формат файлов, используемый многими 3D-принтерами для управления процессом печати. Интересно, что его можно открыть простым текстовым редактором, там будет довольно читабельный набор текста который говорит что делать принтеру. Но это не очень удобно, а если честно вообще не удобно и лучше открывать в специализированных программах 3D печати типа Cura
- Бесплатна
- Открытый исходный код, можно расширять с помощью плагинов.
Настройте программу, выберите русский язык, выберите нужный тип принтера (Creality3D Ender 3 Pro), а еще писали, что по умолчанию идет диаметр филамента 2,85 мм, но у меня все было нормально, диаметр был как нужно 1,75мм, видимо это было в старых версиях, но на всякий случай проверьте.
Это программа способна открыть файлы G-Code (GCODE) в том числе и те которые идут на SD карте. Мы же откроем скачанные файлы расширения STL "3DBenchy.stl" или "Astronaut_Phil_A_Ment.stl" и экспортируем их в файл типа .gcode на SD карту.
Теперь вытащим SD карту и вставим ее в принтер
Выберем в меню "Print From TF" в меню принтера
Нажмём на энкодер и головка начнет ездит - печать началась.
И у меня ничего не получилось!
Сразу отслоилась заготовка и вместе с соплом стал ездить ниточный шар скомковавшегося пластика.
Стал разбираться и оказалось что стол кривой (см. снимки вначале) , а именно имеется вогнутость в центре стола. Т. е. периферия, по краям стола приподнята, а центр стола опущен, такое дело наблюдается чаще всего. И реже наблюдается обратная картина. Пришлось еще раз настраивать. Но для начала давайте разберёмся в механизме, а почему, собственно не пристает заготовка. При запуске печати прямая линия пластика по краю получалась, овал вокруг заготовки получался, а вот сама заготовка отставала. Почему? Да потому что в центре большой зазор между головкой и столом из за кривизны стола, а по краем он маленький и там все пристает. Решить эту проблему можно несколькими путями.
Решение кривизны печатного стола
- Выровнять стол. Например, отфрезеровать или что то подложить, или прикрутить профили с обратной стороны и так далее, тут кто на что горазд.
- Заменить поверхность стола например на стекло. Стекло как известно довольно прямое, и не очень то прогибается на таких масштабах, а если уж начинает прогибаться, то разобьётся.
- Использовать повышенный нагрев сопла и стола. Тогда пластик будет в более расплавленном, а значит в более текучем состоянии, и адгезия к столу улучшится.
- Использовать клеевые составы, есть специальные клеи, а можно использовать например пиво, а что, его то же используют, вместе с сахаром, но это как то не очень гигиенично и к тому же пахнет. Лучше использовать клей ПВА. Клеи уменьшают просвет между соплом и поверхностью стола и увеличиваем адгезию. Но о ПВА будет отдельный разговор.
- Подкрутить настройки стола таким образом, что по краям сопло будет чрезмерно опущено и будет елозить по магнитной накладке, зато в центре все будет хорошо.
Все способы имеют свои преимущества и недостатки.
- Например хорошо все сделать один раз и навсегда - отфрезеровать стол. Но отфрезеровать стол довольно затруднительно и накладно, нужно идти в автосервис и то не всякий, искать кто этим занимается и платить денежку. То же самое с всяким профилями, нужно по крайне мере иметь прямые руки.
- Стекло всем хорошо, но теплопроводность стекла не как у метала, а термодатчик все же не на стекле, а на металле стола. В итоге показания термодатчика не будут соответствовать реальным.
- Использовать повышенный нагрев стола и (или) сопла. Заготовка прилипнет, но в целом это может негативно отразится на дальнейшей печати заготовки.
- Использование клеевых составов. Но клей нужно счищать со стола и иногда это довольно затруднительно.
В своем случае, что бы быстро решить проблему, я использовал повторную настройку стола, настраивал опять листком бумаги. Таким образом, по краям сопло стало чрезмерно опущено и елозило по магнитному коврику (сильно цепляло листок бумаги), зато в центре все нормально (листок не касался сопла). И использовал клей ПВА, вот такой.

Причина
Нам было любопытно, почему прошивка не работает. У ряда людей на форуме Facebook не было никаких проблем, но многие описывали аналогичную проблему. После того, как у нас возникли трудности, мы присоединились к группе FB и начали поиск. Все отмечали, что прежде чем сохранять прошивку необходимо отформатировать SD-карту. У нас принтер застрял на загрузочном логотипе. Мы вставили SD-карту в наш ридер и подключили к компьютеру. Отформатировали ее и все данные были потеряны. Есть подозрение, что процесс копирования Anet SD испортил карту.
Что нужно
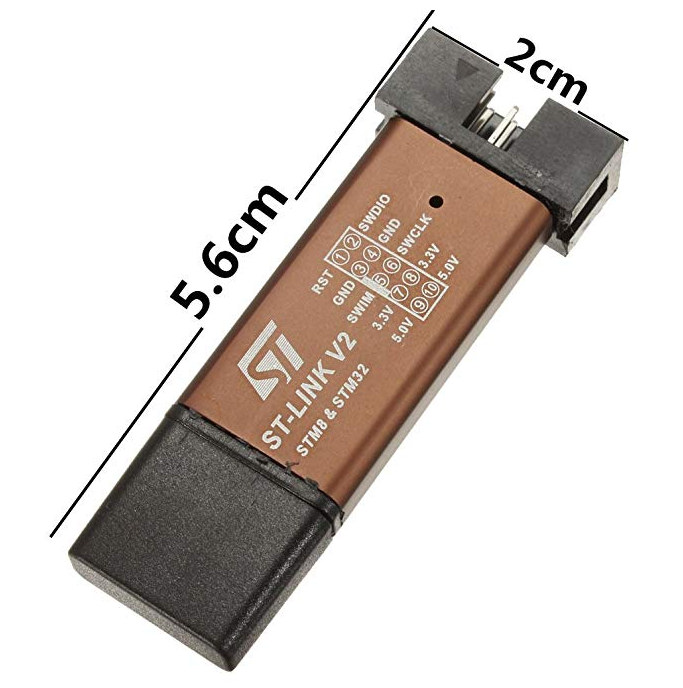
У нас не было уверенности, что эти действия будут успешными, поэтому мы купили самый дешевый отладчик ST-Link на Amazon, стоимостью 6,29 долларов, отправляемый обычной или двухдневной доставкой. Вот ссылка на ST-Link Utility и 2 версии прошивки. Если вы хотите скачать утилиту сразу, вы найдете ее здесь. Оригинальные инструкции по восстановлению также включены с использованием программного обеспечения J-Link. Мы также использовали удлинитель USB, который у нас уже был.
Мы использовали прилагаемые перемычки, соединяющие GND SWC и SWD. Обратите внимание на выемку на схеме выводов адаптера st-link. Включите принтер.

Откройте один из файлов bin

Нажмите на Target-> Program

Вот и все. Супер просто и без фирменного оборудования. Большое спасибо Майклу за загрузку оригинального img. Удачной печати!
Многие 3D принтеры работают под управлением популярной прошивки Marlin. Прошивка изначально сконфигурирована для Ultimaker Original. Разберём основные настройки для других 3D принтеров.
Прошивка лежит по этому адресу. Качаем. Давим на кнопку Download ZIP. Скачивается архив Marlin-Development.zip. Распаковываем его в выбранную папку.
Переходим в папку с прошивкой и запускаем файл Marlin.ino.
Открывается среда Arduino IDE с прошивкой. Нам нужна вкладка Configuration.h.
В начале мы видим ссылки на калибровку 3D принтера. Пролистываем дальше и читаем: 'Это конфигурационный файл с основными настройками. Выберите тип контроллера, тип температурного датчика, откалибруйте перемещения по осям и сконфигурируйте концевые выключатели.'
Начнём с выбора контроллера (MOTHERBOARD). Список контроллеров находится во вкладке boards.h. Давим на треугольник в правом верхнем углу и выбираем boards.h.
Теперь посмотрим на установленную электронику. Вот некоторые типы плат:
Заменяю в configuration.h 'MOTHERBOARD BOARD_ULTIMAKER' на 'MOTHERBOARD BOARD_RAMPS_13_EFB'.
Следующим выбираем датчик температуры - термистор. Видим большой список '//// Temperature sensor settings:'. У меня стоит хотэнд E3D-v5 и китайский термистор на столе. Для E3D-v5 я выбираю '// 5 is 100K thermistor - ATC Semitec 104GT-2', для стола '// 1 is 100k thermistor - best choice for EPCOS 100k'. Если тип термистора неизвестен можно выбрать 1, а если температура не понравится можно выбирать любой и тестировать. Меняю.
100K thermistor - ATC Semitec 104GT-2
Если концевой выключатель подключен не стандартно и его состояние нужно инвертировать, то это можно сделать в прошивке, не перепаивая провода. Значения false или true. Команда M119 (например в
) показывает состояние концевых выключателей. У меня концевые выключатели стоят только в позиции HOME на MAX.
В положении HOME
Мне ничего менять не потребовалось.
Изменение направления вращения шаговых двигателей, значения false или true. Правильные перемещения сопла относительно стола:
- По оси X - влево '-', вправо '+'.
- По Y - вперёд '+', назад '-'.
- По оси Z - сближение '-', удаление '+'.
- Экструдер. Extrude - выдавливание нити, Reverse (retract) - откат, втягивание нити.
Дальше идёт настройка концевых выключателей. Нам нужно узнать где они расположены. Как это узнать? Начало координат находится в ближнем левом углу на поверхности стола, если сопло вывести в эту точку, то сработали бы концевики MIN, если в правую дальнюю верхнюю - сработают MAX. У меня в положении HOME находятся три концевых выключателя MAX, поэтому мои установки
Установка габаритов перемещения, после инициализации в положении HOME. Здесь мы задаём габариты рабочей зоны по X и Y, а также настройку сопла относительно стола.
Можно подкорректировать скорость перемещения в положение HOME.
Переходим к самому важному. Настройка шагов перемещения по осям. Экструдер тоже ось. Мои настройки.Теперь посмотрим, как я их получил. По всем осям стоят шаговые двигатели 200 шагов на оборот, 16 микрошагов на шаг (устанавливается перемычками на плате). По осям X и Y стоит приводной ремень GT2 с шагом 2 мм и 20-ти зубые шкивы, итого получаем формулу (200*16)/(2.0*20). По оси Z стоят шпильки М8 с шагом резьбы 1,25 мм, итого формула 200*16/1.25.
Находим спецификации (даташит) на установленные шаговые двигатели. Видим, что за один шаг вал поворачивается на 1,8 градуса, а это значит 360/1,8=200 шагов на полный оборот. Этот параметр одинаковый у большинства шаговых двигателей устанавливаемых в домашние 3D принтеры.
. Для начала ставим 50 мм и скорость 100 мм/сек. 50 мм - это длина прутка, проходящего через экструдер. Измеряем длину прутка прошедшего через экструдер линейкой или штангенциркулем.
Следующие цифры - это ограничение максимальной скорости перемещения по осям. На X и Y я ставлю 200 мм, остальные не трогаю.
Настройка ускорения перемещений по осям. При больших ускорениях возможны пропуски шагов. Можно подбирать, гоняя в программепо осям на заданной скорости. Вот мои настройки:
Осталось активировать LCD дисплей с SD картой. Свой дисплей я нашёл на и идентифицировал как RepRapDiscount Smart Controller.Раскомментируем (уберём двойные слэши) следующие строки:
Пора заливать прошивку в контроллер. Для этого нужно в Arduino IDE правильно выставить тип платы и номер COM порта. Внизу окна отобразится тип платы и номер порта. Не забываем сохранять изменения (Ctrl+S).
Для выбора нужной платы в Arduino IDE нужно скопировать с заменой всё из папки с прошивкой 'Marlin-DevelopmentArduinoAddonsArduino_1.5.xhardwaremarlinavr' в папку Arduino IDE 'Crogram Files (x86)Arduinohardwarearduinoavr'. После этого появляется возможность выбрать плату Sanguino (базовая плата для Melzi) и нужный тип процессора. У меня нет платы Melzi, поэтому проверить не могу.
Цена: 50 руб.
------------------------------------------ Терморезистор 10 кОм 1%:
Цена: 50 руб.
------------------------------------------
3d печать на заказ:
Печать на 3D принтере
Заливаем прошивку в 3D принтер. Прошивка Marlin.
Февраль 21st, 2013 SamИтак, вы собрали принтер, спаяли электронику, все включили, что делать дальше?
Само приложение выглядит следующим образом (установка не требуется, надо только распаковать архив):

программа для заливки прошивки Arduino
Подключаем плату Arduino к компу и выбираем в программе порт, к которому подключено устройство. Обычно это делает сама программа, но бывают сбои и приходится вручную выбирать порт.

arduino выбор порта
Хоть плата и подключена к USB, но определяется как com-порт.
Далее выбираем тип платы (проца) из списка:

arduino выбор типа платы
Далее происходит коннект и можно загружать прошивку.
Надеюсь вы уже скачали прошивку Marlin. Архив надо распаковать. В IDE Arduino открываем файл marlin.pde.. Вы должны увидеть следующую картину:

arduino загрузка прошивки
Среди закладок видно все файлы, которые входят в проект. Просто так заливать прошивку бессмысленно, в ней надо указать тип нашей платы. Так, переходим в закладках в файл configuration.h и на 10 строчке видим все типы плат, которые поддерживаются прошивкой:

arduino настройка прошивки
Кому не терпится запустить принтер на этом можно закончить настройку прошивки, но только в том случае, если у вас стоят все концевые датчики (6шт), экструдер имеет датчик температуры и есть нагревательный стол.
Записываем изменения с помощью кнопки сохранить
(кэп-очевидность )
Далее тестируем получившуюся прошивку на предмет косяков следующей кнопкой:

arduino проверка прошивки
Процесс по времени занимает от 10 сек до 1 минуты в зависимости от скорости компа.
Если нет никаких ошибок, заливаем все в нашу Arduino другой кнопкой:

arduino заливка прошивки
На этом с прошивкой покончено, можно запускать управляющую программу. Но об этом я расскажу в следующей статье
Понравилась статья? Получай обновления блога на e-mail:
Читайте также: