
Пластик для 3d принтера как резина
Обновлено: 17.05.2024

Пластик RUBBER — это эластичный полимер, из которого можно напечатать изделия, по свойствам практически идентичные резиновым. Хотя обычно 3D-печать из упругих пластиков — занятие хлопотное, с RUBBER сравнительно просто работать.

Читайте статью, чтобы узнать о характеристиках материала и об особенности «печати резиной» на 3D-принтерах.
Содержание
О пластике RUBBER
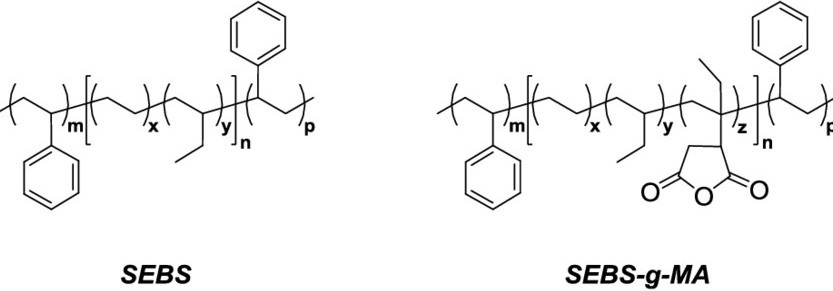
Название «RUBBER» — это бренд, который использует российская компания REC. Иностранные производители пользуются словосочетанием Rubber-Like Filament — резиноподобный филамент. Химическое название материала — SEBS, стирол-этилен-бутилен-стирол. Это износоустойчивый ударопрочный полимер. В промышленности его используют преимущественно в качестве добавок к другим пластикам, чтобы улучшить механические свойства материала. Сфера применения SEBS достаточно обширна: от добавок к клеям до использования в дорожном строительстве.
RUBBER — филамент черного цвета. По физическим свойствам он максимально приближен к обычной резине. Используют материал, как правило, для создания расходников: уплотнителей, антивибрационных вкладок, ножек. Положительное преимущество печати из RUBBER — сравнительно простая настройка принтера и низкая вероятность брака, при соблюдении рекомендаций производителя.
История

Происхождение полимера SEBS связано со стремительным развитием нефтяной промышленности в середине XX века. В 1950-х исследовательское подразделение Shell Oil Company разработало синтетический аналог резины — эластомер, который получил коммерческое название Kraton. Химическое определение материала — блок-сополимер бутадиена и стирола (СБС). Из СБС производят подошвы обуви и автомобильные покрышки. За прошедшие годы были разработаны модификации СБС, в том числе гидрогенизированный Kraton — Kraton G (SEBS).
Характеристики

RUBBER-пластик — черный упругий материал, обладающий хорошей устойчивостью к истиранию, выдерживающий высокие нагрузки при кручении и растяжении. Основные характеристики полимера:
Плотность: 0,95 г/см³;
Прочность и гибкость;
Устойчив к разбавленным кислотам, щелочам, детергентам, спиртам;
Температура плавления: 225—245 °C;
Стойкость к нагреву до 85 °C.

Механические и физические свойства изделий из RUBBER-пластика напоминают резину. Материал можно склеивать синтетическим каучуком или паяльным феном. Материал не предназначен для контакта с едкими материалами и эксплуатации при высоких температурах.
Достоинства и недостатки

Достоинства:
Высокая прочность на разрыв при скручивании, растяжении, сжатии;
Устойчивость к истиранию;
Простой процесс печати;
Недостатки:
Не пригоден для сложной механической обработки;
Не пригоден для покраски;
Не пригоден для хранения пищевых продуктов.
Меры предосторожности
Как и при использовании любого филамента, при «печати резиной» следует помнить о выделении химических веществ при плавке пластиковой нити. Стоит отметить, что компания REC заявляет о минимальном воздействии паров расплавленного филамента на окружающую среду — выделение газов при печати многократно ниже ПДК (предельно допустимой концентрации). Официальные данные по объему выделений выглядят следующим образом:
Если вам необходим материал для 3D-печати уплотнителей, амортизаторов, кнопок и других гибких деталей с хорошей износостойкостью и широким диапазоном эксплуатационных температур, попробуйте REC Rubber — филамент на основе синтетического каучука.
Основные преимущества и недостатки
Сырьем для REC Rubber служит блок-сополимер стирола и этилена под названием cтиролэтиленбутиленстирол, он же СЭБС или SEBS. Даже если вам незнакомы эти обозначения, с самим материалом вы сталкиваетесь повседневно. Например, СЭБС широко применяется в производстве термоплавких клеев, герметиков, автомобильных шин и ковриков, шлангов, игрушек и обувных подошв. Заодно этот вариант синтетического каучука используется в качестве модификатора битумных кровельных и дорожных покрытий, а также различных полимеров, когда требуется повышение эластичности и ударной прочности. Грубо говоря, это разновидность синтетической резины, что и отражено в названии нашего филамента — Rubber.

REC Rubber обладает хорошей упругостью и неплохой износостойкостью, а также выдерживает высокие нагрузки на растяжение, сжатие и кручение. Наличие промежуточного блока этилена и бутилена значительно повышает термическую и химическую стойкость этого термоэластопласта в сравнении с базовыми стирольными блок-сополимерами. Материал стоек к разбавленным кислотам, щелочам, моющим средствам и спиртам, а также перепадам температур и озону что облегчает эксплуатацию 3D-печатных деталей.

Среди недостатков можно отметить среднюю уязвимость к маслам, высокую уязвимость к бензину, а также значительную термоусадку. Основные проблемы при работе с REC Rubber напрямую связаны с его эластичностью, ограничивающей скорость 3D-печати, создающей проблемы с подачей и ретрактом филамента и затрудняющей механическую обработку.
Общие характеристики REC Rubber:
- Плотность: 0,95 г/см^3
- Температура эксплуатации: от -35°С до +85°С
- Температура размягчения: н/д
Механические характеристики REC Rubber:
- Ударная вязкость по Изоду: 25 кДж/м^2
- Прочность при растяжении вдоль слоев: 19,7 МПа
- Модуль упругости при растяжении вдоль слоев: н/д
- Прочность на изгиб: 3,4 МПа
- Модуль упругости на изгиб: н/д
- Максимальная нагрузка на изгиб: 5 Н
- Прочность при растяжении поперек слоев: н/д
- Модуль упругости при растяжении поперек слоев: н/д
- Максимальная нагрузка на растяжение: 365 Н
- Прочность на сжатие: 2,3 МПа
- Модуль упругости на сжатие: 62,3 МПа
- Максимальная нагрузка на сжатие: 287 Н
- Коэффициент удлинения: 500%
- Биоразлагаемость: н/д
- Диэлектрическая проницаемость: 1,65х10^15 Ом/см
- Предел текучести при растяжении и температуре 23°С: н/д
- Прочность при изгибе 2,8 мм/мин. 23°C: н/д
- Твердость по Шору (шкала A): 94
- Масло- и бензостойкость (максимальное изменение формы за 24 часа): 4,5%
- Кислородный индекс, %O2 по ГОСТ 21793-76: 17,5-17,8
- Массовая доля золы по ГОСТ 15973: менее 0,4%
Рекомендации по подготовке к 3D-печати REC Rubber
Как и все термоэластопласты, REC Rubber довольно сложен в работе. Основные проблемы проистекают из мягкости и эластичности, осложняющих ретракт, и также приводящих к деформации филамента при подаче и повышенному трению при прохождении через хотэнд.
При работе с этим материалом желательно использовать экструдеры с директ-подачей филамента, а не боуденовской, то есть с проталкивающим механизмом и хотэндом в единой сборке, а не соединенных длинной трубкой. В идеале дистанция между подающими шестернями и входным каналом хотэнда должна быть минимальной, чтобы нить не могла сгибаться или значительно увеличиваться в диаметре под давлением проталкивающего механизма.
Повысить стабильность потока расплава можно регулировкой прижима роликов (усилие должно быть не слишком низким для хорошего сцепления, но и не слишком высоким во избежание деформации прутка), снижением скорости 3D-печати и использованием сопел диаметром не менее 0,4 мм.
Для повышения адгезии между слоями и с рабочей поверхностью, а также снижения эффектов термоусадки необходимо разогревать столик до 90-110°C и отключать обдув укладываемого материала. Как правило, при 3D-печати на стеклянных или стеклокерамических столиках дополнительные адгезионные средства не требуются. При необходимости можно использовать синий скотч, лаки или клеи, например наш универсальный состав The3D.

Рекомендуемые настройки для 3D-печати материалом REC Rubber:
- Температура сопла: 225-245°C
- Температура стола: 90-110°C
- Обдув не рекомендуется
- Рекомендуемые адгезионные средства: клей The3D, синий скотч
- Минимальный диаметр сопла: 0,4 мм
Хранение REC Rubber
REC Rubber не отличается высокой гигроскопичностью и в большинстве случаев не требует сушки перед 3D-печатью, но при необходимости филамент можно довести до кондиции просушиванием в течение как минимум двух часов при температуре 50°С. Превышать указанный температурный порог не следует, так как это может привести к повреждению материала. Для сушки можно использовать специализированные устройства, фруктосушилки или электрические духовки.
В идеале желательно хранить филамент в герметичном пластиковом пакете или контейнере, предварительно поместив внутрь емкости силикагель. Заодно это поможет избегать накапливания пыли, способной образовывать нагар в хотэндах и пробки в соплах. Если на филамент все-таки попадет пыль, для очистки нити можно использовать простой поролоновый фильтр по пути от катушки к хотэнду.
Подробнее о хранении и сушке филаментов из разных материалов рассказывается в статьях по ссылкам ниже:

Постобработка REC Rubber
Так как это мягкий материал, механическая обработка сводится разве что к удалению артефактов 3D-печати и вспомогательных структур с помощью режущих инструментов. Химическая обработка также не рекомендуется, так как в лучшем случае она не даст эффекта, а в худшем вызовет деградацию физико-механических свойств.
Покраска затруднительна в том смысле, что если речь идет о функциональных деталях, работающих на сжатие, растяжение, кручение или изгиб, эксплуатация неизбежно приведет к разрушению твердого лакокрасочного покрытия. Так как REC Rubber изначально предназначен для 3D-печати не декоративных изделий, а функциональных деталей, то и красить его нет особой надобности.
В крайнем случае можно сгладить поверхности и получить глянцевую поверхность нанесением жидкой резины, как вариант — с предварительным добавлением красящих пигментов. Для сборки деталей из REC Rubber можно прибегнуть к спаиванию паяльным феном, либо склеиванию синтетическими каучуками.

Безопасность REC Rubber
При соблюдении рекомендуемых параметров 3D-печати концентрация летучих веществ не превышает допустимые уровни, но как и с любыми другими материалами, мы рекомендуем работать с REC Rubber в хорошо вентилируемых помещениях. В эксплуатации материал безопасен, однако его не рекомендуется использовать в производстве пищевой тары, упаковки или деталей, напрямую контактирующих с пищевыми продуктами в течение длительного времени.
Объемы выделений и предельно допустимые концентрации (ПДК):
- Метанол: <0,1 мг/м^3 (ПДК 15 мг/м^3)
- Ацетальдегид: <0,5 мг/м^3, (ПДК 5 мг/м^3)
- Формальдегид: <0,25 мг/м^3 (ПДК 0,5 мг/м^3)
- Стирол: <0,05 мг/м^3 (ПДК 30 мг/м^3)
Сертификаты безопасности публикуются в специальном разделе нашего сайта.
Испытания REC Rubber
Наша компания последовательно проводит испытания выпускаемых филаментов для 3D-принтеров. С отчетами об испытаниях* REC Rubber можно ознакомиться по ссылкам ниже:
*все испытания проводились на напечатанных образцах с толщиной слоя 0.2мм
Термопластические эластомеры (TPE ) — это полимеры, которые обладают эластичностью, аналогичной эластичности сшитого каучука. Степень эластичности материала зависит от типа ТПЭ и химической структуры. Кроме того, этот сорт эластомеров обладает технологическими преимуществами термопластов, что несомненно хорошо для 3D-печати.

TPE — это широкая категория материалов, которая включает несколько других типов, например TPU.
Также важно отметить, что не все разновидности гибких нитей будут продаваться как TPE, подтип TPE или под какой-либо другой классификацией материалов. Тем не менее, большинство из них будет принадлежать к одной из категорий, представленных в этой статье.
Особенности TPE
- Гибкий и мягкий
- Отличная устойчивость к усталости
- Хорошие электроизоляционные свойства
- Отличное гасят вибрации
- Высокая ударная вязкость
- Отличная стойкость к химическим веществам и атмосферным воздействиям
- Хорошая стойкость к истиранию
- Перерабатываемый
- Устойчивость к низким и высоким температурам (от -30 до +140 ° C)
- Хорошая амортизация
Настройки 3D-печати для TPE, TPU
- Температура экструдера: 210–260 ºC (варьируется )
- Температура стола 3D принтера: без подогрева до110 ºC (варьируется )
- Скорость печати: 5–30 мм / с (сохраняйте низкую скорость, особенно в начале)
- Адгезия к столу 3D принтера: рекомендуется малярный скотч, клей или лак для волос
- Тип экструдера : рекомендуется директ экструдер
- Вентилятор охлаждения: рекомендуется
Проблемы с гибкими пластиками TPE, TPU
- Основная проблема с тем, что TPE плохо подаются экструдерами из-за их мягкости.
- TPE гигроскопичны, они хорошо впитывают влагу. В результате будут дефекты 3D печати, если нить хранить неправильно.
- Помните, что TPE особенно чувствителен к быстрым движениям. Иногда нить может деформироваться при подаче через экструдер.
Классификации гибких пластиков TPE, TPU
TPE можно разделить на шесть категорий в зависимости от химической структуры. Они также различаются по твердости по Шору. Здесь мы обсудим различные марки TPE для 3D-печати:
- Термопластичный полиуретан (ТПУ , TPU)
- Термопластический сополиэстер (ТПК , TPC)
- Термопластический полиамид (ТПА , TPA)
TPE означает термопластичный эластомер. Это смесь твердого пластика и мягкой резины, поэтому он обладает как термопластичными, так и эластичными свойствами. TPE охватывает широкий спектр гибких материалов, включая термопластичный полиуретан (TPU ), термопластичный сополиэфир (TPC ), термопластичный полиамид (TPA ).
TPU означает термопластичный полиуретан. Это наиболее распространенный тип TPE, который более жесткий из гибких нитей.
TPE и TPU определяются по их твердости , которая измеряет сопротивление материала деформации поверхности. Как мы знаем, TPU тверже, чем TPE, а твердость TPU по Шору составляет от 60A до 55D с высоким диапазоном упругости (обычно от 600-700%).
Логично, что TPE имеет более широкий диапазон твердости, чем TPU. Различия в химическом составе TPE означает, что некоторые типы TPE частично твердые и подходят для вроде автомобильнs[ шин, в то время как другие типы очень эластичны.
По сравнению с нитью TPE, нить TPU демонстрирует большую жесткость , которую не следует путать с твердостью. Жесткость измеряет способность материала изгибаться и тенденцию материала возвращаться к своей первоначальной форме после воздействия силы.
Другие отличия заключаются в том, что печать TPU будет тяжелее, потому что TPU более плотный, чем другие TPE. TPU также имеет гладкую поверхность, в то время как TPE обычно имеет более резиновую и эластичную текстуру. ТПУ имеет лучшую стойкость к истиранию, чем большинство ТПЭ, а усадка ТПУ меньше, чем у других ТПЭ.
На рынке есть TPU наполненные стекло- или углеволокном. Армирующие добавки придают материалы высокую прочность, упругость, стойкость к динамическим нагрузкам и низкую степень усадки после 3D печати. Стекловолокно обычно добавляют от 10 до 30%, углеволокно 5 — 10%. Производитель таких пластиков в России с оптимальным соотношением цена/качество компания Filamentarno.
RUBBER — термоэластопласт для 3D печати, похожий по своим свойствам на мягкую резину. Гибкий и мягкий материал, отлично подходящий для создания уплотнителей, гасителей вибрации и диэлектрических прокладок. Очень приятный на ощупь.
Свойства SEBS (RUBBER )
По своим техническим характеристикам RUBBER пластик для 3D печати во многом схож с каучуком. Основные параметры данного материала:
- Высокая температура плавления. Стол – 100-120 градусов, сопло – 235-240.
- Отлично подходит для печати колес.
- Не вступает в реакцию с эфирными маслами.
- Черный цвет.
- Отличная прочность, трудно поддается механической обработке.
Это именно тот материал, который возможно применять в сферах, где другие материалы растворяются. Отлично подходит для создания моделей: труб, чехлов, затычек. При необходимости совместить его с другими материалами, можно воспользоваться промышленным феном. Характеристика на сжатие и растяжение могут сравниться с материалами из каучука.
СЭБС или стирол-этилен-бутилен-стирол, также известный как SEBS (Rubber ), является важным термопластичным эластомером, который ведет себя как резина, не подвергаясь вулканизации. SEBS прочный и гибкий, обладает отличной термостойкостью и устойчивостью к ультрафиолету, а также прост в обработке. SEBS cпециальный материал, который своим свойствам очень близок к настоящей резине, повторяя все её свойства. Материал очень хорошо подойдет для печати: кнопок, уплотнителей, амортизаторов и даже покрышек для радиоуправляемых моделей. Склеивается при помощи синтетических каучуков или с помощью паяльного фена.
Настройки печати TPU, TPE, SEBS
3D печать TPE
Нить TPE может быть сложной для печати из-за ее эластичности. Рекомендуется печатать со следующими настройками:
- Температура экструдера: 210-260 ºC
- Температура стола 3D принтера: без подогрева до 110 ºC
- Скорость печати: 5 — 30 мм/с
Если печать идет слишком быстро, это может легко привести к застреванию и пропускам. TPE лучше работает с директ экструдерами, поэтому будьте особенно бдительны, если у вас экструдер Bowden экструдер.
Некоторые популярные нити TPE производят зарубежные компании — eSun TPE (около 42 долларов США / кг), MatterHackers Pro Series TPE (около 55 долларов США / 0,5 кг), 3DXFlex TPE (около 68 долларов США / 0,5 кг ) и Российские — Rec3D, Filamentarno, BestFilament.
3D печать TPU
Термопластичный полиуретан (TPU ) — это наиболее распространенный тип TPE, используемый в 3D-печати. По сравнению с другими гибкими нитями он обладает большей жесткостью, что позволяет легче работать с ним. Также он обладает приличной прочностью и высокой износостойкостью.
- Высокий диапазон эластичности (обычно от 600 до 700%)
- Твердость по Шору от 60A до 55D
- Отличные возможности печати
- Полупрозрачный
- Лучшая химическая стойкость к маслам и смазкам
- Высокая стойкость к истиранию
Настройки 3D-печати TPU
- Температура экструдера: 210–230 ºC.
- Температура стола 3D принтера: без подогрева –60 ºC.
- Скорость печати: 5–30 мм / с. Очень важно снизить скорость экструзии и втягивающее движение, чтобы оптимизировать процесс печати
- Приклеивание к постели: каптоновая или малярная лента.
- Система экструдера: рекомендуется прямой привод
- Вентилятор охлаждения: не рекомендуется для первых слоев.
Проблемы 3D печати TPU
Если температура будет слишком высокой, может произойти натяжение.
Если температура слишком низкая, адгезия слоя будет плохой.
Устойчивость к ультрафиолетовому излучению оставляет желать лучшего.
Популярное промышленное применение TPU
- Стельки для обуви
- Ремни промышленные
- Лыжные ботинки
Некоторые популярные производители TPU-нитей включают Kodak Flex TPU (около 50 долларов США / 0,75 кг ), Ultimaker TPU (около 70 долларов США / 0,75 кг), MatterHackers Build Series TPU (около 45 долларов США / кг), Polymaker PolyFlex (около 55 долларов США / 0,75 кг) и всем известный NinjaTek (около 55 долларов за 0,5 кг ) и Российские — Rec3D, Filamentarno, BestFilament.
3D печать TPC
Термопластический сополиэфир (TPC ) представляет собой сложный сополиэфир с чередующимися последовательностями произвольной длины как длинноцепочечных, так и короткоцепочечных гликолей. У них есть как твердые, так и мягкие сегменты. Жесткие сегменты обычно представляют собой короткоцепочечные сложноэфирные звенья, тогда как мягкие сегменты обычно представляют собой алифатические простые полиэфиры и полиэфиргликоли.
TPC считается материалом инженерного уровня, что может объяснить, почему он не так часто встречается в мире 3D-печати для любителей.
- Низкая плотность
- Эластичность в диапазоне 350–530%.
- Твердость по Шору от 40 до 72D
- Хорошая химическая стойкость
- Высокая сила
- Хорошая термическая стабильность
- Устойчивость к высоким температурам
Предварительные требования для 3D-печати
- Температура экструдера: 220–260 ºC.
- Температура стола 3D принтера: 90–110 ºC.
- Скорость печати: 5–30 мм / с
Для сравнения, TPC имеет меньшее удлинение при разрыве. Его нельзя использовать для очень гибких приложений.
Популярное промышленное применение
- Сильфоны
- Саморасширяющиеся полимерные стенты
Серия FlexiFil от FormFutura представляет собой филамент TPC.
Печать TPA
Термопластичный полиамид (TPA ) представляет собой химический сополимер TPE и очень гибкого нейлона. В результате получается сочетание гладкой блестящей текстуры нейлона и гибкости TPE.
- Высокая гибкость
- Эластичность в диапазоне 370–497%.
- Твердость по Шору от 75 до 63A
- Исключительно прочный
- Хорошая возможность печати
- Хорошая термостойкость
- Хорошая адгезия слоя
- Температура экструдера: 220–230 ºC.
- Температура стола 3D принтера: 30–60 ºC.
- Скорость печати: 5–30 мм / с
- Адгезия к слою: рекомендуется на основе ПВА
- Система экструдера: прямой привод или Bowden
Проблемы 3D печати
- TPA впитывают влагу, поэтому их следует хранить в сухих местах.
- Искривление — не редкость
Популярное промышленное применение
- Зимние виды спорта, особенно лыжное снаряжение
- Мячи для гольфа
- Медицинские изделия, такие как катетеры.
Скорость 3D печати TPU
ТПУ лучше всего печатает в диапазоне от 15 мм/с до 30 мм/с. Это мягкий материал, который обычно печатается намного медленнее, чем средняя скорость печати или скорость печати по умолчанию, которая составляет 60 мм/с. Однако, если у вас есть экструзионная система с директ экструдером, вы можете увеличить скорость примерно до 40 мм/с.
Гибкий PLA пластик для 3D печати
Мягкий PLA — это общий термин, применяемый к смесям PLA, которые сделаны более гибкими. Что касается характеристик, некоторые называют ее «жесткой резиной».
По сравнению с другими гибкими материалами он известен своей прочностью и долговечностью. Его печать аналогична стандартной печати PLA, за исключением того, что следует использовать более низкую скорость печати и более высокую температуру стола.
- Биоразлагаемый
- Твердость по Шору от 90 до 92A
- Высокая упругость
- Долговечность
- Температура экструдера: 220–235 ºC.
- Температура кровати: 100 ºC
- Скорость печати: 10–30 мм / с
- Система экструдера: прямой привод или Bowden
Проблемы 3D печати
Из-за ее мягкости при загрузке нити могут возникнуть проблемы
Печать SEBS
СЭБС или стирол-этилен-бутилен-стирол, также известный как SEBS, является важным термопластичным эластомером, который ведет себя как резина, не подвергаясь вулканизации. SEBS прочный и гибкий, обладает отличной термостойкостью и устойчивостью к ультрафиолету, а также прост в обработке.
Эластомеры SEBS часто смешивают с другими полимерами для улучшения их характеристик. Они используются в качестве модификаторов ударной вязкости для технических термопластов и в качестве пластификаторов / упрочнителей для прозрачного полипропилена (ПП ). Важные области применения включают термоплавкие клеи, чувствительные к давлению, игрушки, подошвы для обуви и битумные продукты, модифицированные ТПЭ, для дорожных покрытий и кровли.
SEBS термоэластопласт для 3D печати, похожий по своим свойствам на мягкую резину. Гибкий и мягкий материал, отлично подходящий для создания уплотнителей, гасителей вибрации и диэлектрических прокладок. Очень приятный на ощупь.

Шумит принтер и неплохо бы напечатать демпферы для шаговиков? Или нужны прокладки для труб? Или у машинки сына, потерялось колесо? Да мало ли ситуаций, в которых нужно напечатать что-то гибкое (и полезное, не всегда же неприличных кроликов печатать).
В нашей линейке филаментов есть подходящий вариант – резиноподобный пластик BFlex.

Изделия из BFlex от BESTFILAMENT
Особенности BFlex
BFlex – гибкий и упругий пластик с растяжением до 1000%. А изделия из BFlex могут похвастаться такими качествами как:
— износостойкость;
— эластичность и гибкость;
— стойкость к агрессивным средам (масло, бензин, растворитель);
— ударопрочность.
Что печатать из BFlex
BFlex подойдет для печати прокладок, демпферов, заглушек, кнопок (в том числе и для деталей от которых требуется масло- и бензостойкость). А вот УФ лучей BFlex боится как порядочный вампир. За несколько недель на солнце он может и рассыпаться.
Технические характеристики пластика BFlex
Температура эксплуатации: от -40°С до +80°С
Плотность: 1,15 г/см3
Твердость по Шору D: 40
Удлинение (относ. при разрыве): 1000%
Усадка: средняя
Параметры печати
BFlex – мягкий и гибкий материал. За это его и выбирают, но благодаря этим же особенностям BFlex несколько капризный в печати.
Рекомендуем отключить ретракт, так как пруток этого филамента очень мягкий и подающая шестерня может его зажевать.
В зависимости от настроек принтера и самой модели усадка у флекса может отличаться. Для лучшей печати рекомендуем отключить обдув и печатать на принтере с закрытым корпусом (как с ABS пластиком).
Рекомендованные параметры печати для BFlex Bestfilament
Экструдер: 220-250°С
Платформа: 80-90°С
Сопло: 0,4 мм
Скорость: 20-30 мм/с
Ретракт: нет
Обдув: нет
Адгезия: 3D лак, Клей для 3D печати Picaso
Корпус принтера: закрытый (рекомендуется)
Взаимодействие с растворителями
Устойчив к растворителям.
Постобработка
Флекс гибкий и текучий материал, при печати возможно образование «волос» на детали. Их можно легко удалить, срезав канцелярским ножом или бокорезами.
Как хранить
Если в помещении сухо, то катушку можно хранить просто на полке. Лучше всего любой пластик хранить в темном сухом месте в пакетике с силикагелем.
Ровной печати и удачных шедевров!
Команда Bestfilament
Читайте также: