
Почему забивается сопло 3д принтера
Обновлено: 19.05.2024
До этого, много раз с этим сталкивался и нашел множество причин для этого и, соответственно, множество решений(опишу здесь, новичкам пригодится).
Причины, по которым сопло засоряется и методы их устранения:
1) Соринки.
Соринка может попасть случайно, может же быть внутри прутка пластика.
В этом случае можно попробовать 2 сценария
- с помощью проволоки, сверла, гитарной струны и тп попытыть с наружной стороны вытолкнуть соринку, затем вытащить пруток, соринка как бы должна прилипнуть к кончику расплавленного пластика на прутке;
- разбирать все, вымачивать в ацетоне, прочищать, опять же, проволокой, струной, сверлом.
2) Плохая стыковка сопла и трубки.
Если сопло не туго затянуто, то оно не будет плотно соприкасаться с подающей трубкой, возникнет зазор, туда начнет попадать расплавленный пластик, со временем он будет пригорать(при использовании большой температуры) либо все время туда "сочиться", это будет мешать легкому движению расплавленного пластика в сопло.
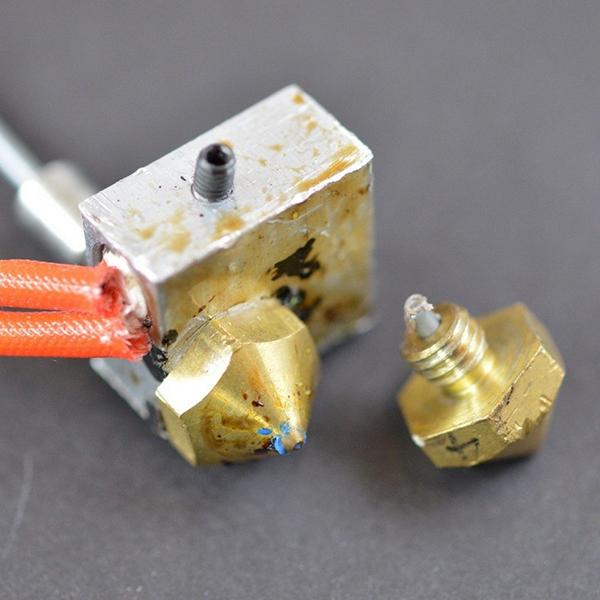
3) Нельзя слишком сильно затягивать сопло!
Если сильно затянуть сопло, то аллюминиевый блок с нагревателем может быть поврежден. Аллюминий мягкий, резьбу сорвать на раз-два. Сам лично сталкивался с ситуацией, когда приходилось заменить установленное сопло на другое с меньшим диаметром отверстия, так вот, из-за сильного затяжения резьба немножко подпортилась, появилась стружка, часть которой засорила сопло.

4) Плохое охлаждание печатающей головки.
На этой картинке виден нагрев головки. Когда пластик двигается по ней, то в конце зелейной, начале желтой зон он размягчается, так как на него оказывается давление, он утолщается, создается что-то вроде поршня, котиорый далее толкает расплавленный пластик в сопло.
Самое интересное в том, что, если желтая и зеленая зоны будут большими, то, так называемый поршень тоже будет большим по высоте, у него будет большая сила трения о стенки подающей трубки - это создаст огромное затруднение для прохождения пластика.
Решение - охлаждение этой части головки.
5) Плохой пластик.
Очень много плохого пластика встречается. Я сам намучался с ним, особенно первый раз. Что я только не делал, через каждые 10-30см выдавленного пластика происходило засорения сопла. Стоило сменить его на другой, все идеально работает.
6) Проблемы с ретрактом.
Если у вас стоит большая скорость ретракта, это может привести к тому, что болт с насечками(hobbed bolt) сточит пруток и на этом подача пластика закончится до тех пор, пока вы его вручную не протолкнете или не вытащите полностью и не вставите новый пруток.
Со всеми этими проблемами я сталкивался, устранял, все работало.
Но на днях появилась очередная, уж не знаю в чем дело:
запускаю на печать детали для экструдера, они занимают примерно 2/3 площади кровати, скорость поставить 50мм/с, ретракт сообще выставил на 1мм и скорость 5мм/с, все очень медленно и плавно. Все работает, печатается, но на высоте от 30% до 80% подача пластика заканчивается, при этом по всем ощущениям вроде как засорено соппло, хотя, стоит 3мм пластика вручную протолкнуть, как дальше все опять отлично идет. Сначало грешил на платик, заменил АБС на ПЛА, смену провел аккуратно, спустил дополнительно 20см платика, результат точно такойже. Затем вернул АБС - результат тот же, попробовал сменить на другой АБС - результат тот же.
сопло прочищал, промывал. Менял на другое сопло поменьше, результат тот же.

Для меня большим удивлением было видеть как 3D принтер напечатал половину модели, и дальше вдруг перестал подавать пластик, а сопло просто двигалось по воздуху. Пластик не выходил из сопла!
Почему 3D печать (Киев) может вызвать такую ошибку? Давайте рассмотри основные причины:
1. Забилось сопло
Сопло может забиться во время 3D печати по различным причинам - некачественный пластик, туда может попасть пыль и прочий мусор с пластиковой нитью.
Решение - откручиваем сопло и чистим. Как быстро почистить сопло? В первую очередь сопло необходимо прожечь на огне. Тут подойдет обычная газовая конфорка или горелка. Прожигаем минут 5-10. После чего не пугаемся черного и обгоревшего вида сопла. Даем остыть и проверяем на свет, что бы было видно отверстие через которое продавливается пластик. Если все ок, то переходим к следующему шагу. Если не виден просвет, то пробуем обжечь сопло повторно. Как убрать нагар? Наливаем немного уксуса (концентрация не важна) и кипятим 5-10 минут пока сопло не станет блестящим. Достаем, ополаскиваем водой, даем обсохнуть и монтируем в 3D принтер.
2. Запуталась нить
Частая ошибка начинающих мастеров 3D печати. В данной проблеме виноваты только мы сами, а не китайцы и другие производители нити пластика. Причина - при обращении с бобиной пластика нельзя допускать ослабления натяжения нити. Если такое происходит, то нить запутывается. Это явление особенно известно рыбакам при использовании лески - стоит чуть-чуть ослабить натяжение, как леска моментально запутывается и перекручивается на катушке, и образуется так называемая «борода».
Решение только одно - всегда держать нить в натяжении. Но если уж и не досмотрели разок, то отматайте метров 10 пластика и аккуратно заматайте заново.

3. Проблема с прижимным механизмом 3D принтера.
Ниже смотрите видео к данному разделу.

4. Проблема с перегревом нити
Если элементы печатающего блока которые находятся над нагревающейся частью охлаждаются недостаточно, то большой участок нити нагревается раньше времени и происходит его размягчение. А мягкую нить принтеру проталкивать намного сложнее, что и сказывается на качестве 3D печати. Меньше пластика проходит через сопло (см. картинку). Решение - установить дополнительный обдув над нагревательным элементом, что предотвратит перегрев. Также есть проект E3D который решает данную проблему. Ниже смотрите видео по данной проблеме.
Всем хорошей печати. Вопросы и мысли прошу писать ниже в комментариях.
Если забилось сопло 3D-принтера, то возможная причина пробка в термобарьере, можно применить смазку филамента
Как избежать закупоривания PLA в металлических термоголовках
Иногда возникают проблемы при экструдировании PLA через металлические термоголовки (Hotend), например такие, как E3D HotEnd. Это может быть вызвано перегревом термобарьера на том участке, где происходит расплавление PLA, в результате чего система забивается. По всей видимости, это относится только к PLA и усугубляется тем, что, по сравнению с ABS, пластики PLA имеют плавную кривую размягчения, и уже при относительно небольшом нагревании размягчаются. В результате "толкающая" часть прутка в холодной зоне экструдера превращается в кисель, и встает "пробкой" в канале экструдера. Далее процесс развивается лавинообразно — пробка стоит, свежий материал не подается, пробка еще сильнее нагревается.
Этот эффект может проявляться в полной остановки экструзии, а так же в пропусках.
Как недопустить засорений сопла при печати PLA-пластиком
Данную проблему можно решить двумя способами:
- Активным охлаждением собственно термобарьера. Штатный вентилятор E3D обдувает только радиатор, но не термобарьер. Вот ссылка на модель кулера, который охлаждает также и термобарьер.
- Смазывайте внутренние поверхности термоголовки растительным маслом. Это может звучать дико, но отлично работает. PLA – это биопластик, полимер молочной кислоты, в расплавленном состоянии может прилипать к голому металлу, такому как нержавеющая сталь. На кухне с этим борются, создавая на сковороде или противне тонкий слой масла. То, что при этом происходит, имеет определенное научное объяснение, но мы не будем в него вдаваться. Просто надо обмакнуть кусочек PLA длиной около 10 мм в рапсовое или какое-нибудь еще растительное масло, нагреть термоголовку примерно до 180 градусов, вставить в нее жирный PLA и пропихивать до тех пор, пока он не выйдет из сопла. Затем повторить процедуру с 50-миллиметровым кусочком PLA, но уже без масла. Этим можно заниматься сколько угодно, но иногда хватает одного раза. Во время операции термоголовка будет плеваться и шипеть, потому что вы самым натуральным образом жарите PLA. Кусок чистого пластика потом нужен для того, чтобы удалить лишнее масло. А пахнет при этом пончиками.
Из доступных растительных масел лучший выбор — Касторовое масло, приобретается в аптеках. Оно быстро полимеризуется при повышении температуры. При полимеризации образует еще более тяжелое "масло", которое богато сложными эфирами. Эти сложные эфиры не разлагаются до температур примерно 340 °C. При таких высоких температурах касторовое масло образует огромные молекулярные структуры — другими словами, при повышении температуры, касторовое масло становится еще лучшей смазкой. Температура вспышки касторового масла 275 °C. Если нет касторового, то можно использовать столовое оливковое.
Сопло экструдера – одна их самых проблемных деталей в 3D-принтере. Оно может запросто забиться или засориться. Плохая подача пластика скажется на качестве готовой модели. Возникнут дефекты печати. Иногда работа полностью встает, так как принтеру требуется чистка сопла.
Основные причины засорения экструдера
Вне зависимости от типа печатной головки, она может засориться. Причиной этого становится филамент или грязь, которая копится внутри узла. Чаще всего сопло забивается при неправильной эксплуатации принтера в условиях:
- Повышенной нагрузки, когда устройство работает длительное время без остановок.
- В пыльных помещениях. Иногда устройство печати ставят в нежилую комнату или цех, где очень редко проводят уборку.
- Неправильных настроек печати. В частности, использование неподходящего филамента или ошибочно выставленная температура плавления.
В некоторых случаях причиной частого засорения может стать сама конструкция сопла. Например, когда принтер приходит с изначально бракованным экструдером. В конструкции сопла испорчена геометрия. Девайс стоит сдать по гарантии либо отдельно заменить сопло.
Информация! Причиной сора может стать сам филамент. Обычный заводской брак или заусенец на пластике может спровоцировать пробку.

Кусочки спекшегося филамента
В любом случае стоит внимательно изучить проблему засора и только после этого приступать к профилактике. Если вы боитесь испортить устройство, лучше отдать принтер в сервисный центр.
Пыль и мусор, попавшие в сопло
Первая причина – грязь или пыль, которые попали извне. Чаще всего сопло забивается сором в течение длительного времени. Грязь может копиться месяцами и даже годами. Она спекается на стенках сопла, образуется налет. Со временем он может стать причиной застревания филамента.
Слишком высокая температура экструдера
Начинающие 3D-мейкеры считают, что излишне высокая температура плавления поможет избежать проблемы засора. Это неверное суждение. При работе на повышенной температуре пластик моментально спекается прямо внутри узла. Происходит застревание филамента. Образуется пробка.
Поэтому важно соблюдать температурный режим, который рекомендует завод – изготовитель филамента. Иногда данный показатель может немного отличаться. Где-то на +/- 5 °С. Все зависит от модели принтера, а также самого экструдера. Оптимальную температуру плавления находят экспериментальным путем.
Как почистить экструдер 3D-принтера: пошаговая инструкция
Почистить принтер можно самостоятельно, без обращения в профильную мастерскую. Существует несколько рабочих способов, с помощью которых можно почистить сопло. Рассмотрим каждый из них пошагово.
Забитое сопло экструдера
Вручную
Самый грубый способ прочистки экструдера. Для него используют тонкие предметы:
- сверло диаметром до 0,35 мм;
- гитарную струну диаметром до 0.33 мм;
- ножку от диода или транзистора.
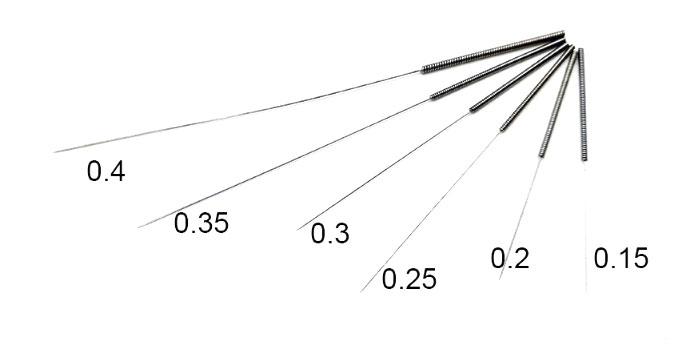
Специальная оснастка для чистки сопла под разный диаметр
- Заглушите 3D-принтер. Дождитесь, пока сопло немного остынет.
- Уберите остатки филамента с кончика сопла.
- Медленно высверлите или проковыряйте отверстие указанными предметами. Будьте аккуратны, не нужно делать слишком глубокое отверстие.
- Включите принтер, подайте пластик на печать.
- Повторите процедуру несколько раз, пока филамент не начнет выходить ровным слоем.
Некоторые специалисты советуют делать прочистку сопла наживую, при включённом принтере. Так можно поступать, если первичный сор был устранен.
Внимание! Не стоит использовать шуруповерт или дрель! Так вы можете не рассчитать усилие и пройти экструдер насквозь, повредив механизм захвата пластика. Лучше использовать тонкое сверло, зажатое в пассатижах.
Прочистка тонким инструментом
Растворителем
Иногда механическая чистка помогает лишь отчасти. Сверлом можно убрать причину засора, но внутри сопла все еще остается налеты или наплывы пластика. Подобная ситуация часто встречается при работе с ABS. Чтобы убрать филамент полностью, потребуется чистка сопла в агрессивной среде. Например, в ацетоне или дихлорэтане.
- Выключите устройство печати, дайте экструдеру немного остыть.
- Открутите сопло, положите его в емкость с ацетоном или дихлорэтаном.
- Оставьте деталь на 2–3 часа, после чего выньте и прочистите сопло иголкой.
Прикрутите сопло на печатную головку. Выгоните пластик.
Важно! Запасные сопла можно хранить в баночке с ацетоном. Таким образом, они всегда будут готовы к работе без предварительной очистки.
Филаментом
Прочистка филаментом – это один из самых безопасных способов, который не предполагает вмешательства в конструкцию экструдера или частичного разбора данного узла. Для прочистки сопла используют два типа пластика:
- Филамент с большей температурой плавления. В принтер ставят бобину с тугоплавким пластиком. Он буквально выталкивает пробку из экструдера.
- Чистящий пластик. Обычно его продают в виде коротких палочек или небольших катушек. По своей структуре напоминает нейлон. Чистящий филамент – это наиболее безопасный способ удаления пробки в экструдере.
Рекомендуем использовать именно последний способ как альтернативу ручной или химической чистке.

Остатки нагара на филаменте
Профилактика засорения – советы специалистов
Чтобы экструдер и сопло были в хорошем состоянии, стоит соблюдать ряд правил:
- Использовать температурный режим плавления филамента, который указывает завод-изготовитель.
- Устраивать регулярное ТО принтеру. Можно раз в неделю выкручивать сопло и оставлять его в банке с ацетоном на ночь. Если устройство печати работает почти каждый день, стоит увеличить количество профилактических чисток до 2–3 раз в неделю.
- Убираться в помещении, где стоит принтер. Устраивать хотя бы раз в неделю влажную уборку.
Главное – не затягивать с чисткой, если устройство печати вдруг перестало работать.
Чистка сопла – это важная и необходимая процедура. Ее проводят в критических случаях, а также в виде профилактики. Метод очистки зависит от наличия подручных инструментов или химических очистителей. Лучше всего купить несколько палочек очистительного филамента, чтобы принтер был готов к работе буквально за несколько минут после удаления пробки.
Читайте также: