
Sla принтер пауза можно ли
Обновлено: 19.09.2024
Из-за большого разнообразия фотополимерных 3D принтеров нельзя однозначно дать рекомендации по режимам печати, поэтому на этой странице собраны общие советы по настройке фотополимерных принтеров для работы с полимерами HARZ Labs.
Для каждого принтера необходима индивидуальная подстройка
Даже внутри одной модели принтеров могут потребоваться различные настройки (особенно это заметно при работе с DLP технологией).
Мы постарались собрать максимальное количество информации по настройке работы пары 3D принтер-фотополимер для лучшего опыта его использования и достижения максимально возможного качества печати.
Тестовые модели
Любая настройка печати 3D принтера должна строится по определенной методике, в основе которой лежит эталонная модель.
В нашей практике мы используем две эталонные модели для настройки параметров печати. Первая - простая быстропечатаемая модель нужна для грубой настройки режима, а вторая для тонкой подстройки.
Конечно, Вы можете использовать собственные модели для настройки.
Толщина слоя
В зависимости от уровня принтера, который вы используете, толщина слоя может варьироваться от 4мкм до 300мкм. Однако, наиболее частоиспользуемыми толщинами слоев являются значения, лежащие в диапазоне от 20мкм до 100мкм.
Помимо разрешающей сособности принтера стоит учитывать и свойства фотополимеров, поскольку фотополимеры рассчитанные на печать слоями 100мкм и 20мкм оличаются и имеют различную критическую глубину отверждения.
| Цвет | Точность | Нижняя граница |
|---|---|---|
| Красный | Точный | до 40мкм |
| Вишневый | Сверхточный | до 4мкм |
| Прозрачный | Точный | до 40мкм |
| Белый | Точный | до 40мкм |
| Серый | Точный | до 40 мкм |
| Черный | Сверхточный | до 20 мкм |
Время засветки
Время засветки слоя в первую очередь зависит от типа излучателя и его мощности излучателя. Во вторую очередь на время засветки влияет активность фотополимера.Более активный фотополимер требует меньшего времени засветки слоя, а значит модель будет расти быстрее, однако чем активнее фотополимер, тем агрессивне он будет относится к силикону. Целью наших разработок является поиск баланса между двумя этими величинами.
Дополнительное внимание заслуживает тема засветки базовых слоев. Наша общая рекомендация по их экспозиции - засвечивать их в 3-4 раза дольше основных слоев.
Высота подъема столика
Высота подъема столика зависит от многих факторов. Однако определяющим фактором является скорее настройки вашего принтера.
Иначе говоря, есть ли горизонтальное движение кюветы относительно столика, есть ли кивок, какой материал кюветы и какое время засветки фотополимера у вас настроено.
Если используется кювета с тефлоновой подложкой, то высота подъема столика может зависить от площади модели, поскольку на тефлоне идет полное отвердение фотополимерного слоя и возможно натягивание тефлоновой пленки за моделью (в отличие от силикона).
Во время печати на SLA и DLP 3d принтерах могут возникнуть разные дефекты на готовых отпечатках. В этой статье разберемся, какими возникают проблемы и как их устранить.
1. Основание 3d модели не достаточно прилипает к поверхности для печати. В этом случае на определеном этапе печати, по мере увеличения массы, 3d модель просто отклеится от рабочей поверхности и придется начинать печать заново.

- Наиболее частой причиной этого является загрязнение рабочей поверхности остатками отверждённого фотополимера с предыдущей печати. Перед началом работы старайтесь проверять наличие твердых остатков смолы, и при необходимости очищать поверхность.
- Царапины, помутнения резервуара для фотополимера и вследствие плохой проходимости лазерного луча, фотополимер не до конца набирает необходимую твердость. Они могут появиться от механического воздействия твердыми предметами или могут оставаться от воздействия излучения. Перед началом работы проверяйте наличие дефектов или загрязнений на резервуаре. При необходимости модель можно перенести в ту часть пространства где отсутствуют дефекты или загрязнения.
- Если фотополимер содержит к-л. пигменты перед началом работы обязательно перемешивайте и процеживайте содержимое, что бы избежать наличие отвердевшей смолы и сгустков пигмента которых не видно при осмотре.
2. Отсутствие необходимых поддержек или их деформация. Рекомендуемое минимальное значение высоты поддерживающей структуры 5 мм, а минимальный угол нависания от 60 до 0 град., в настройках печати эту цифру можно корректировать.
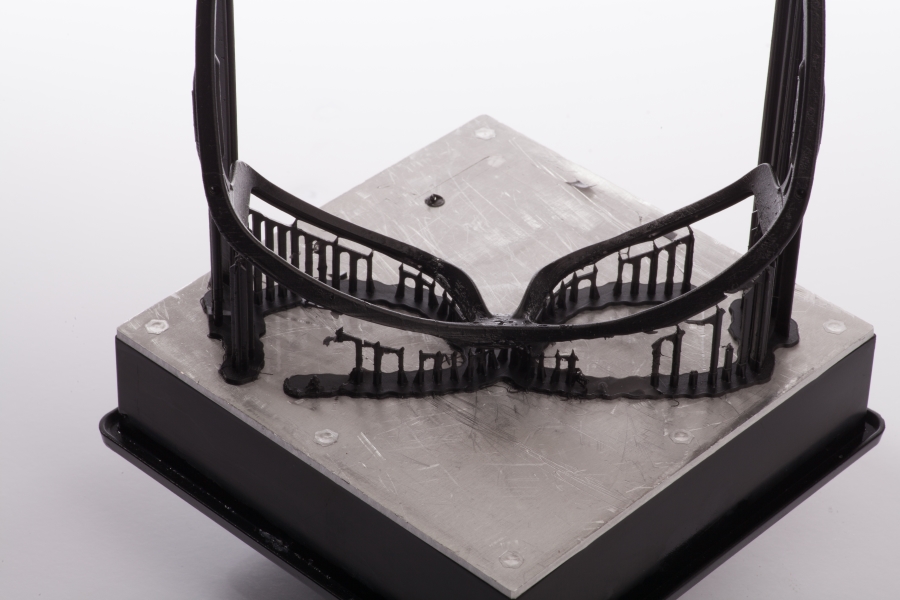
Поддержки отделяются от детали. Причина может быть в том, что кончики поддержек слишком тонкие или их кол-во было недостаточно. В настройках печати можно задать необходимые параметры, что бы этого не происходило. Для устраниея этй проблемы:
- Увеличьте размер точки соприкосновения поддержки с деталью
- Увеличьте кол-во поддержек
- Если в к-л. проблемных местах отсутствуют поддержи добавьте их вручную
- Задайте корректную ориентацию 3d модели в плоскости XYZ
3. Отверстия, пропуски и трещины в готовой 3д-модели:

Причины и способы решения:
- Ошибки при формировании слоев в gcode . Это происходит из-за отклонений в полигональной сетке. stl или. obj файлах или некорректной ориентации 3d модели в плоскости XYZ . Исправьте файл для печати и при необходимости поменяйте ориентацию 3д-модели.
- Дефекты или загрязнения резервуара для фотополимера
- Образование пыли или загрязнений на зеркалах гальванометра направляющего лазерный луч
4. Дефекты на поверхности детали — пропуски, неровности, выпуклости, впадины.

Основная причина это различные загрязнения на пути лазерного луча.
- Загрязнение резервуара для фотополимера. Обратите внимание на нижнюю поверхность поддона, убедитесь что она не деформирована и не запачкана жиром. При необходимости обработайте изопропиловым спиртом.
- Загрязнение направляющего зеркала для лазер. Если вы хотите его очистить делайте это максимально осторожно, любое смещение зеркала от заводских настроек приведет к некорректной работе 3d принтера и необходимости трудоёмкой калибровки.
- Перед началом печати перемешайте фотополимер и удалите твердые загрязнения.
5. Не соответствие разметов компьютерной 3д-модели и напечатанной.
- Набухание 3d модели при очистке изопропиловым спиртом может незначительно изменить реальный размер, если её передержать. Рекомендуемое время выдержки напечатанной детали не более 10 мин.
- Перекос, растяжение, сужение напечатанной 3д-модели из-за разюстировки оптической системы. В этом случае потребуется калибровка
6. Напечатанная 3d модель имеет некорректную твердость. Причина: потеря мощность излучения из-за различных загрязнений и дефектов на пути лазерного луча.
7. Фотополимер имеет недостаточную температуру
Как и в случае с некоторыми филаментами для 3D печати FDM, температура окружающей среды может играть большую роль в конечном результате. Если ваша смола слишком холодная, она будет нестабильно схватываться, что приведет к пропускам и плохой адгезией к платформе 3D принтера. Для некоторых смол может потребоваться температура 25-30 градусов по Цельсию.
Для решения пробелмы производите печать в помещении с соответствующей температурой или приобретите оборудование для нагрева фотополимеров 3D принтера, можно даже использовать вентилятор с подгревом.
Сегодня мы рассмотрим основные принципы технологии SLA. Прочитав эту статью, вы поймете основные моменты процесса печати по данной технологии, преимущества и недостатки этого способа 3D печати.
На нашем сайте, вы можете ознакомиться со списком 3D-принтеров работающих по технологии SLA, по этой ссылке: Каталог 3D принтеров печатающих по технологии SLA/DLP
Технология 3D печати SLA
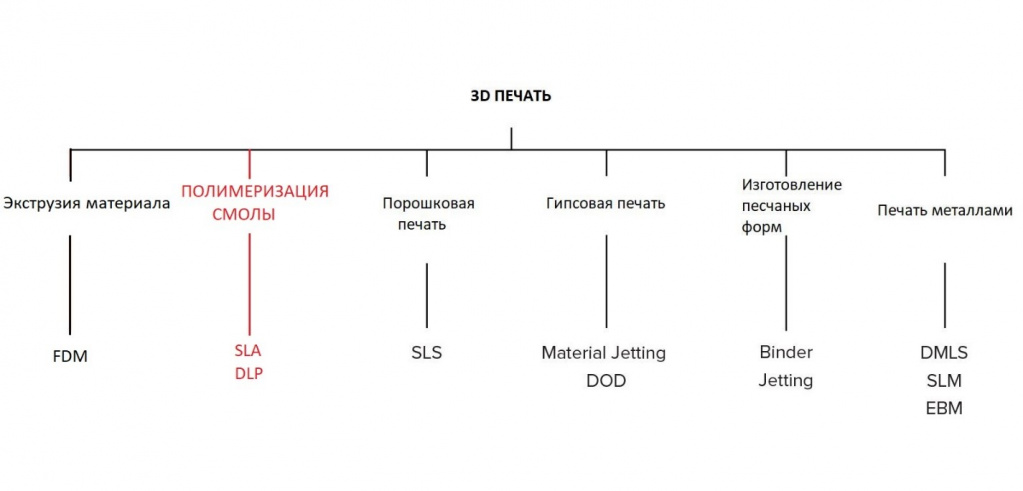
Стереолитография (SLA) - это процесс аддитивного производства, результат в котором достигается по средствам полимеризации смолы. В SLA печати, объект создается путем селективного отверждения полимерной смолы, слой за слоем, с использованием ультрафиолетового (УФ) лазерного луча. Материалы, используемые в SLA печати, представляют собой светочувствительные термореактивные полимеры, которые выпускаются в жидкой форме.
SLA известен как первая технология 3D-печати: ее изобретатель запатентовал эту технологию еще в 1986 году. Если требуется напечатать детали с очень высокой точностью или гладкой поверхностью, на помощь приходит SLA. В данном случае это наиболее экономически выгодная и эффективная технология 3D-печати. Наилучших результатов можно достичь, только в том случае, если оператор оборудования на котором происходит процесс печати, хорошо знаком с технологией и некоторыми нюансами. То есть имеет необходимую квалификацию.
У SLA много общих характеристик с Direct Light Processing (DLP), еще одной технологией фотополимеризации. Для простоты обе технологии могут рассматриваться как равные.
Процесс печати по технологии SLA

1) В резервуаре с жидким фотополимером размещается платформа, на одном уровне высоты от поверхности смолы.
2) Затем УФ-лазер по заранее установленному алгоритму селективно отверждает необходимые участки фотополимерной смолы.
Лазерный луч фокусируется на заданном пути с помощью набора зеркал, называемых гальвосами. Затем происходит засветка всей площади поперечного сечения модели. Поэтому полученная деталь получается полностью цельная.
3) Когда один слой закончен, платформа перемещается на безопасное расстояние, и лапка-перемешиватель внутри ванны перемешивает смолу.
Так и повторяется этот процесс до тех пор, пока деталь не будет напечатана. После печати деталь находится в не совсем отвержденном состоянии и требует дальнейшей постобработки под УФ лампой. По окончании УФ засветки деталь приобретает очень высокие механические и термические свойства.
Жидкая смола затвердевает с помощью процесса, называемого фотополимеризацией: во время затвердевания углеродные цепи мономера, из которых состоит жидкая смола, активируются под воздействием ультрафиолетового лазера и становятся твердыми, создавая прочные неразрывные связи друг с другом.
Процесс фотополимеризации необратим, и не существует способа перевести полученные детали обратно в жидкое состояние. При нагревании они будут гореть, а не плавиться. Это потому, что материалы, которые производятся по технологии SLA, сделаны из термореактивных полимеров, в отличие от термопластов, которые использует FDM.
Схема работы SLA принтера

Характеристики SLA принтера
В системах SLA большинство параметров печати устанавливаются производителем и не могут быть изменены. Единственными входными данными являются высота слоя и ориентация детали (последнее, определяет местоположение поддержек).
Высота типичного слоя в SLA печати находится в диапазоне от 25 до 100 микрон.
Чем меньше будет высота слоя, тем более точно будет отпечатана сложная геометрия модели, но вместе с этим увеличится время печати и вероятность неудачи. Высота слоя в 100 микрон подходит для большинства распространенных геометрий и является золотой серединой.
Еще один важный параметр для оператора - размер платформы. Он зависит от типа принтера SLA. Существует два основных типа: ориентация сверху вниз и ориентация снизу вверх.
В первом случае лазер стоит над баком, а деталь лицевой стороной вверх. Платформа стоит в самом верху чана со смолой и движется вниз после спекания каждого слоя.
Схема SLA принтера с ориентацией сверху вниз

При схеме «снизу вверх» на SLA принтерах, источник света размещается под резервуаром со смолой (см. рисунок выше), и деталь строится вверх ногами.
Резервуар имеет прозрачное дно с силиконовым покрытием, которое пропускает луч света, но препятствует прилипанию отвержденной смолы. После каждого слоя отвержденная смола отделяется от дна резервуара, когда платформа движется вверх. Это называется этапом спекания.
Схема SLA принтера с ориентацией снизу вверх

Ориентация «снизу вверх» в основном используется в настольных принтерах, таких как Formlabs. Ориентация «сверху вниз» применяется в промышленных SLA принтерах.
Принтеры SLA «снизу вверх» проще в изготовлении и эксплуатации, но размер возможной печати будет меньше, так как силы, приложенные к детали на этапе спекания, могут привести к сбою печати.
Принтеры же с ориентацией «сверху вниз» могут печатать детали очень больших размеров, без большой потери в точности. Широкие возможности таких систем естественно обходятся дороже.
Мы останавливаем принтер, когда не хотим, чтобы он продолжал печать. Например, если у нас есть сетевой принтер, мы можем приостановить доступ других пользователей к отправке документов на печать, установив принтер в автономный режим или в состояние паузы.
В продолжение рассмотрим, как определить, находится ли принтер в автономном режиме или в состоянии паузы. Следуйте инструкциям ниже, чтобы устранить автономный режим или состояние паузы.
Откройте поиск Windows 8, чтобы найти устройства и принтеры, в правом нижнем углу вашего рабочего стола. Нажмите правой кнопкой мыши на опции, ищем опции.
 |
| Поиск в Windows 8 |
Быстрый способ перейти в Устройства и принтеры: в левом верхнем углу окна браузера, нажмите на Настройки, чтобы отображались только подходящие результаты, связанные с конфигурацией оборудования. Затем введите Устройства и принтеры в поиск и ждите результаты.
В правой части экрана появятся все подходящие результаты поиска. Пока вы пишите, количество результатов будет уменьшаться. Чем конкретнее поиск, тем конкретнее результаты.
 |
| Меню Устройства и принтеры |
 |
| Деактивируйте опции, отмеченные красным |
Вы должны удалить принтеры из списка для использования в состоянии паузы или в автономном режиме. Затем перезагрузите принтер для синхронизации.




/fa-clock-o/ ЕЖЕНЕДЕЛЬНЫЙ ТРЕНД$type=list
ПОСЛЕДНИЕ ПУБЛИКАЦИИ$type=blogging$m=0$cate=0$sn=0$rm=0$c=3$va=0
/fa-fire/ ПОПУЛЯРНОСТИ ГОДА$type=one

Если вы хотите сделать коллаж или распечатать фотографию на память с несколькими снимками друзей, семьи. Все же коллаж выглядит лучше на о.

Настроить принтер Canon для печати только черным цветом или в оттенках серого можно быстро и без установки дополнительных драйверов. Осно.

Иногда появляется необходимость убрать поля на наших отпечатках: либо потому, что нам просто так хочется, или потому, что документ нужно.

Footer Social$type=social_icons
блок продувки,1,бумага,16,выравнивание,2,гарантия,3,деинсталляция,1,драйверы,117,замятие бумаги,34,заправка,120,инородный объект,4,каретка,8,картриджи,244,качество печати,46,конструкция печатных устройств,37,копировальные аппараты,9,копирование,2,лазерные принтеры,58,материнская плата,1,матричные принтеры,4,мигающий индикатор,15,многоразовые картриджи,1,многофункциональные принтеры,45,настройки,292,неполадки,152,обратная связь,1,общий доступ,6,операционная система,2,открыть картридж,6,ошибка,176,памперс,89,параметры печати,10,печатающая головка,44,ПО,41,проблемы печати,69,работоспособность,11,разрешение,3,расположение цветов,27,ресурс картриджа,39,руководство пользователя,2,сброс настроек,110,сброс счетчика страниц,37,серийный номер,1,система непрерывной подачи чернил,78,сканирование,39,соединение,44,сопла,15,срок службы,16,старые принтеры,9,стоимость,10,струйные принтеры,281,счетчик страниц,18,тонер,1,установка,150,фотобарабан,3,фотопечать,9,характеристики,103,чернила,66,чистка,64,чистка картриджей,7,электронная почта,3,энергосбережение,4,язык,2,Android,6,Brother,37,Canon,258,Chromebook,5,CMYK,1,Dell,3,Eprint,4,Epson,189,Facebook,1,HP,194,Internet Explorer,2,iPad,1,Kodak,1,Konica Minolta,1,Kyocera,5,Lexmark,28,Mac,9,Microsoft,5,Optra,1,PDF,2,Samsung,12,Samsung Galaxy,3,Sharp,11,Ubuntu,3,USB,3,WiFi,17,windows 7,21,windows 8,22,Windows Phone,1,Xerox,1,
ru.Relenado: Как устранить неполадку: принтер в состоянии паузы или в автономном режиме в Windows 8
Как устранить неполадку: принтер в состоянии паузы или в автономном режиме в Windows 8
Загрузка всех публикаций Публикация не найдена ВИДЕТЬ ВСЕ Читать дальше ответчик Отменить ответ удалять Por Главная страница страницы ИЗДАНИЯ Ver Todo РЕКОМЕНДУЕМ ДЛЯ ВАС: ЭТИКЕТКИ АРХИВЫ ПОИСК ВСЕ ПУБЛИКАЦИИ Не найдено ни одной публикации, соответствующей вашему поиску. Вернуться на главную страницу Воскресенье Понедельник Вторник Среда Четверг Пятница Суббота ВСК ПНД ВТР СРД ЧТВ ПТН СБТ январь февраль март апрель май июнь июль август сентябрь октябрь ноябрь декабрь янв фев мар апр май июн июл авг сен окт ноя дек прямо сейчас 1 минута назад $$1$$ минут Hace 1 время $$1$$ часов Ayer $$1$$ дней $$1$$ недель более 5 недель Seguidores Seguir THIS PREMIUM CONTENT IS LOCKED STEP 1: Share. STEP 2: Click the link you shared to unlock Copy All Code Select All Code All codes were copied to your clipboard Can not copy the codes / texts, please press [CTRL]+[C] (or CMD+C with Mac) to copy

Когда объявили о покупки этого принтера, (на этот момент у нас в семейной мастерской уже было 4 обычных ФДМ принтера), то нашёлся подписчик, а точнее она и заказала у нас черепашку для своего мужа! Супер подарок. мы нашли для неё лучшую на наш взгляд 3д модель и принялись к её изготовлению!


А вот то на чем я тренировался 3 дня и 3 ночи перед черепашками)
Рональдо, моя 3д модель, о том как я ее лепил, а точнее промежуточный вариант я выкладывал до этого, за этот пост мне прилетело в комментариях по самое не хочу)))


Александр Шиколай, музыкант/блогер, тоже моя 3д модель, лепил с нуля на карантине весной




Лига 3D-принтеров
936 постов 6.8K подписчиков
Правила сообщества
Запрещено хамство и оскорбления, уважайте чужой опыт и труд


О, маска от Slaughter To Prevail Kid of Darkness :) Сначала подумал, что показалось.

Я уже больше 10 лет работаю 3D моделлером в игропроме.
Несколько лет назад заинтересовался 3D печатью, начал с Anet A6, сейчас перешёл на 5го летающего медведя, хочу тоже фотополимерник взять.
Вы прикидывали, сколько у вас получается рублей за час работы примерно?
Я пока для своей студии сделал несколько таких часов по 300$, но это была разовая акция:

тоже вот все подумываю .
хомячкам бы домик нормальный напечатал , пару вешалок для полотенец в ванную .
полочки для офисных бумаг , как мне удобно .
@CrazyCraftSochi, На чем учились моделировать? Курсы какие-то или еще какие туториалы? Тоже хочу скульптурки делать. Уже есть FDM. И SLA принтер хочется. Но пока только техничку умею моделировать. А хотелось бы красоту. Подскажете?
Общее время печати черепашек в сумме интересно сколько вышло?
А что у Роналдо с носом? Расчесал?Такие широченные обычно у негроидов, а он европеец.
В чём создавать механические модели?
По чем литр смолы и какой расход к примеру на фигурку с рогами?
Считаю, что sla это топчик для художки, типа фигурок, печатей, колец, кулонов и т.п.но для техничек, на мой взгляд, не очень. Пластик всё-таки дешевле.
от 3д печати далек, возник такой вопрос: Зачем печатать по кускам, а потом собирать, разве нет возможности напечатать фигурку целиком?
В чем выгода SLA, более высокое разрешение?

Это Спааарта! Финал

Раскрашенная, готовая модель, высотой 280мм.
Печать данной модели в предыдущем посте Это Спааарта!








Harley Davidson Softail Slim
Сейчас мне 29 лет и в школе, как только мне купили компьютер, я начал изучать 3Ds Max. Потом в университете я участвовал в конкурсе от Autodesk, на который подал тепловоз ( Я его выкладывал пару дней назад ). Занял второе место, выиграл 3D мышь ( вот такую ) и забросил 3D мир.
Потом начал работать, стал разработчиком сайтов и всегда жил с мыслью, что когда-нибудь, когда будет время, буду заниматься 3D просто для души. И вот недавно пришел к мысли, что это время пришло, с работой все сложилось, есть время просто помоделить для себя.
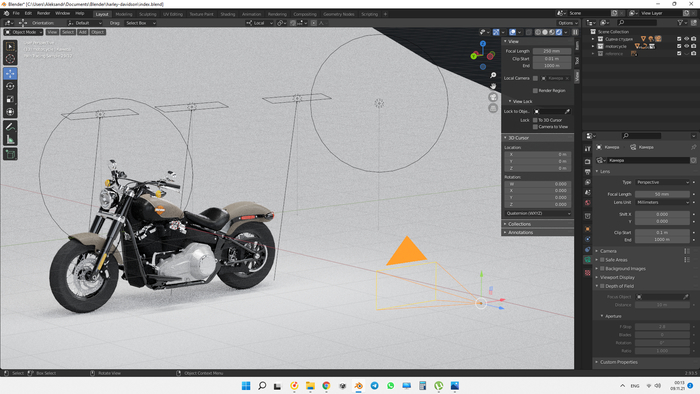
Прикупил себе комп помощнее, потому что сайты делаю на mac book pro и с его видеокартой в 3d работать невозможно. Установил 3Ds Max, Vray и понял, что я вообще все забыл и не могу настроить рендер, чтобы картинка мне нравилась. Начал гуглить уроки и натолкнулся на Blender, поставил, посмотрел несколько уроков, сделал одну маленькую работу, чтобы разобраться ( позже выложу ) и мне таааак понравился Blender. Очень удобная программа, которая закрывает все мои потребности, учитывая что я не работаю профессионально, а это просто хобби. В 3Ds Max, наверное, больше инструментов, возможностей, но я ими никогда не пользовался, а blender - это минимальный набор инструментов который нужен для 3D. В общем очень нраица)
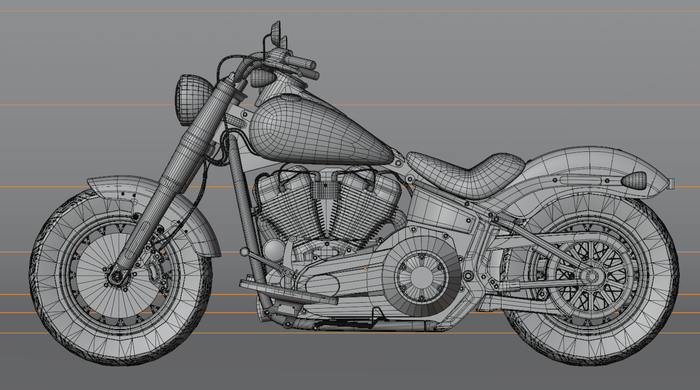
В общем вот показываю результат своего захода в Blender.
Сейчас начал делать еще одну сцену с этим мотоциклом, как довершу, опубликую)



3D принтер в моделизме 1/72
Давно ничего не писал, но вот помню, что вроде была традиция "пятничное мое". Так что пусть будет по традиции.
Когда-то, довольно давно, делал я модели из бумаги в 1:72 собственной разработки. Делал простенькую 3д модель, разворачивал, печатал на принтере, вырезал и красил. Потом забросил, как-то стало не до моделей. И вот на старости лет снова торкнуло. А торкнуло по одной простой причине - появились доступные 3Д принтеры с подходящим для масштаба качеством печати.
Я моделист ситуативный, не особо притязательный, мне не очень интересно покупать модели от производителей, особенно если их нужно искать и заказывать. Могу к моменту прихода модели перегореть и будет на полке валяться. Да и красить я не особо люблю и умею, но вот разработать модель на компе по чертежам и фото, а потом ее напечатать и собрать - вот это меня очень занимает.
Считаю 3д принтер своим лучшим приобретением за последнее время. Столько удовольствия от игрушки я давно не получал. Перевод модели виртуальной в физический отпечаток это прям магия.
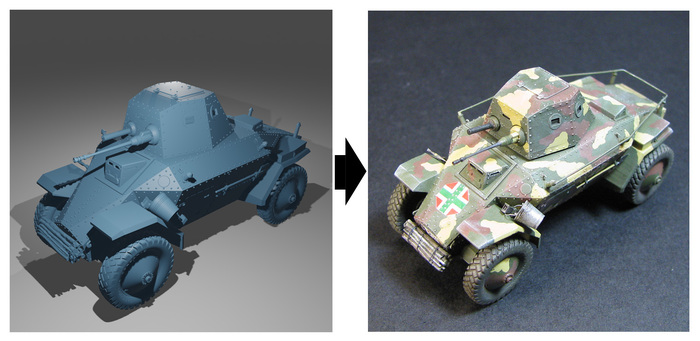
Речь, конечно, идет о фотополимерниках. Они уже довольно прочно укоренились в области варгеймов и настолок, многие давно печатают фигурки. А вот в стендовом моделизме пока я видел маловато моделей. Используют для печати оригинал-макетов и потом льют из смолы небольшие фирмы, но массовости не наблюдается. А мне кажется, что технология этой самой массовости достойна. Да, пока технология местами сыровата, смола ощутимо воняет, спирта на отмывку отпечатков, стола и ванны уходит прилично. Придется потратить некоторое время и некоторое количество смолы на подбор параметров печати, понимание логики печати и расстановки поддержек. Зато потом печать идет почти без брака. Ну, не нажатие одной кнопки, конечно, но и не архисложно. На мой взгляд оно того стоит. Ибо можно делать такие штуки.
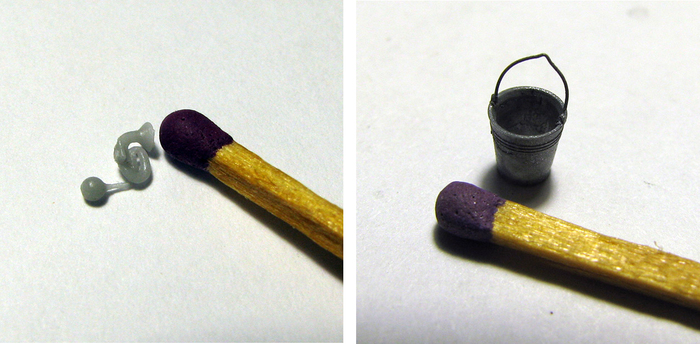
Я далеко не гуру печати, принтер у меня первый, смолу тоже пока только одну пробовал, пользуюсь меньше года, так что тонкостей рассказать не могу. Принтер выбирал исходя из посыла, что чем больше разрешение, тем лучше, поэтому остановился на монохромном (пишут, что ресурс LCD матрицы больше) с разрешением 4К при рабочем поле 134х75 мм. Для 72-го масштаба такой области за глаза. У принтера простая механика и он довольно компактен. Небольшие плоские элементы или какие-нибудь ручки-тяги- поручни может напечатать толщиной аж до 0,2 мм, не фототравление, конечно, но весьма достойно.
Полностью принтер раскрывается, если вы умеете в 3Д моделирование , благо есть и бесплатный софт и куча уроков на ютубе. Нужны бочки, канистры, скатки и прочий хлам, чтобы оживить модель? Рисуем и печатаем что угодно в неограниченных количествах ). Да и в сети кой-какую мелочевку уже можно скачать.
Читайте также: