
Зенит 3д принтер настройка
Обновлено: 16.05.2024
Мой первый пост, не судите строго.
Много читаю статей здесь и в соц сетях, о том, что купить, где, а почему то или иное. И решил немного собрать все в кучку, кратко и по сути.
Какое устройство выбрать?
Всё просто, если Вы хотите бизнес построить смотрите на готовые устройства заводской сборки - они как правило хорошо собраны, часто "работают из коробки" (но не всегда, как в моем случае), есть адекватные люди в тех поддержке, которые 90% проблем знают как решить, ну а кроме того эти устройства очень хорошо печатают.
Если руки не из жопы и мало денег, то добро пожаловать в reprap проекты, есть полностью открытые. Самый дешёвый вариант, вполне хорошее качество печати. Готовьтесь что этот принтер Вы будете строить все время, каждый раз что-то новое придумывается обществом или создателем принтера, и у Вас уже есть принтер нормально печатающий, но Вы себя ловите на том как покупаете новые платы на али или заказываете японские подшипники, и это невозможно остановить, только если продать принтер.
Всем остальным, желающим печатать бирюльки берите б/у принтеры, многие из них доведены до ума, и прослужат для Вас достаточно. И деньги сэкономите, и не получите головную боль от не работающего принтера.
На сегодняшний день их огромное количество, каждый из них по своему хорош и плох. В общем и целом, если у Вас открытый принтер то смело берём Pla, Sbs (он же ватсон), ПЭТГ, тотал cf-5 и большая часть арт пластиков типа имитация дерева, меди, бронзы, так как они сделаны на основе Pla. Все эти материалы самые простые и лёгкие в печати, с маленькой усадкой, требуют охлаждения. В общем Pla жёсткий, но термически не стабилен (после 60 начинает плыть), поэтому применения бытовое, шестерни печатать только для образца, в работе при первой же нагрузке съест зубья. СБС отличный материал для прототипов, одна небезызвестная компания делала имитацию стеклянных бутылок с идеально прозрачными стенками (в один проход с обработкой d-лимоненом). ПЭТГ крутой материал, минимум усадки, бешеная межслойная адгезия, в ряде случаев можно делать шестерни, будут жить, вообще хороший материал на замену ПЛА и Абс, вроде термически не стабилен с 90 градусов (но это не точно). Тотал cf-5 крутой материал, на основе полиуретана с добавлениями углеволокна. Прочный материал, можно делать не нагруженные и средненагруженные шестерни, идеально подходит для роликов работающих на трение качения. Соплом 0,4-0,5 печатается, меньше затруднительно, забивает сопло. Да и он очень хорошо "рассверливает" сопло - углеволокно агрессивно к латуни, выход ставить нержавейку (сопла).
Для закрытых принтеров подходят все вышеперечисленные и другие более вредные материалы, такие как АБС, АСА, нейлон. Все при нагревании источают вредные запахи, имеют большую усадку. Если начнёте печатать из этих материалов на открытом принтере Вас постигнет деламинация - растрескивание, загибание, отрывание детали от стола. Основная причина изменения размеров пластика из-за резкого остывания пластика, он сжимается и либо рвёт в местах слабого спекания, либо тянет, термокамера снижает это пагубное влияние. Абс для промышленных деталей, корпуса, рычажки все, что не сильно нагружено, пластик боится лютых морозов ниже 30 и ультрафиолета (от последнего можно защититься защитным лаком). АСА улучшенный абс с меньшим значением усадки и стоек к ультрафиолету. Нейлон самый капризный, температуру подбирать экспериментально, от 240 до 265, нужно обязательно сушить, даже если Вы только распаковали его, дикая усадка, для внешних размеров на 0,1-0,2 мм, для отверстий на 0,4-0,5 мм (все это нужно держать в голове при моделирование. Обязательно перед началом использования печатайте кубики, и разламывайте их кусачками, когда будет монолитная структура (не слоистая), значит можно смело печатать на этой температуре высоконагруженные шестерни.
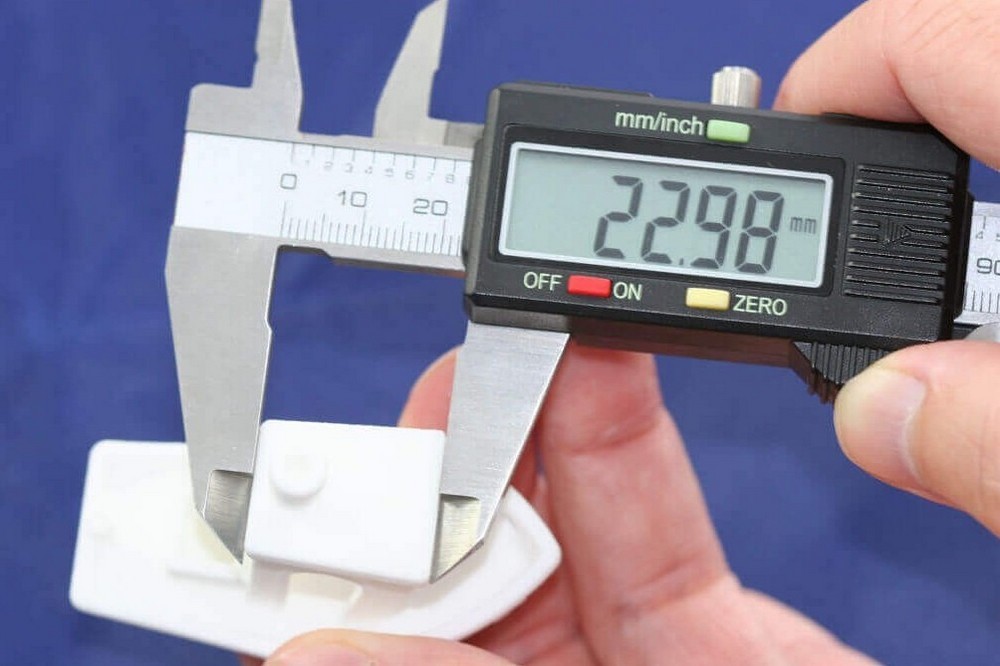
К каждой детали подходите продумывая, в каких условиях она будет работать, жить и в зависимости от этого подбирайте материал, очень часто мы сначала печатаем из дешёвого пластика (абс, Пла), сверяем визуально детали, обмеряем, а потом уже печатаем из нейлона или ПЕТГ, тотала, это позволяет избежать некоторых ошибок и растрат на дорогостоящий материал.
Есть ещё ряд материалов с интересными свойствами, например флексы и резиноподобные материалы, воск и пмма (служат для изготовления литьевых форм), всякие токопроводящие, ультраны, поликарбонат, о них в следующий раз (по ним не так много опыта).
Адгезия
Как люди только не извращаются с решением слабой адгезии,используют пиво, воду сахаром, пва, лак для волос, клей карандаш, растворы абс в ацетоне, ультрабазы всякие (последние не пробовал). Для меня есть 2 адекватных средства - клей для 3д печати, самый дешёвый уфимский около 400 р за 0,5 л спрей, они одни из первых его начали делать. Держит все кроме нейлона, этот не держится даже на плоту. Нейлон держит только клей бф-2 со спиртом (пропорция 1:3). Естественно все это наносится на стекло или зеркало (кому как удобнее), мы имеем 2-3 стекла, с заранее нанесенными средствами, и после печати просто меняем стекла. Детали сами отходят от стекла при температуре где-то 40-50 градусов. Клей для 3д печати смывается водой, его хватает на 2-3 распечатки, бф-2 нужно замачивать в тёплой воде, тогда отходит плёнкой, засохший клей ничего не берет, ни спирт, ни ацетон, ни сольвентом, только замачивание.
Очень часто проблема адгезии бывает в малом зазоре между соплом и столом (стеклом). Я калибрую по бумажке, по 4 точкам при каждой смене с абс на пла (разная температура стола, разное расширение основы стола от нагрева), так чтобы бумажка скреблась об сопло и двигалась с минимальными затруднениями. Это приводит к тому что первый слой немного раздавливается, и хорошо липнет к основе.
Директ или боуден
Боуден система с вынесенным двигателем и механизмом подачи, директ - с двигателем и механизмом на голове.
У меня нет опреденного ответа, 3 принтера с боуден системой и один с директом. На одном принтере с боуден подачей я печатал всеми пластиками, в том числе и флексами, но воск для литьевки он не смог затолкать. На директе с этим проще.
Бытует мнение что на боуденах можно печатать с большой скоростью, а на директах нельзя, не знаю не проверял.
Скорость печати 100 мм/с и более
Мне никогда непонятны были эти заголовки, куда Вы так спешите, зачем Вам такая скорость, как Вы боретесь с инерцией. Всегда печатали на скорости 50-60 для абс, Пла, нейлон 40, флексы 20-30. Мне нужна качественная, ровная, заполненная деталь, пусть больше времени, но нормальная.
3д печать как бизнес
Пассивное увеличение заказов
Тут подразумеваются различные способы рекламы.
Первое что, Мы сделали, это создали группу в вк, в ней есть вся контактная информация, есть примеры работы, и периодически мы добавляем свои работы в группу. Группа приносит периодически клиентов, половина из них неадекваты. Следом зарегистрировались в справочниках - яндекс, гугл и др. С отражением на карте, это работает, люди ищут, и даже бесплатная версия выкидывает нас периодически в топ. Пока этого достаточно. Объявления на авито/юла, люди периодически звонят, говорят "звоню по объявлению", так что отметать нельзя. И сайт, он нужен чисто для галочки, и работает как визитка, причём желательно чтоб на своём домене, выглядит более серьёзно. Если везде публиковать информацию, чётко, проблема-решение, и фото. То постепенно (у нас 2 года), это приносит стабильную занятость, но до прибыльности далековато. Но опыт сам по себе не появится.
Пока наверное всё, если кому-то понравится, можно будет пройтись подробнее по материалам, слайсерам, принтерам, разберём жизненные (3д печатные) ситуации.
В дополнение к текстовому обзору, просим посмотреть видео обзор с большим количеством дополнительной информации о принтере (рекомендуем).
Движимые желанием дать конкурентный ответ аналогичным российским и западным разработкам, потратив многие месяцы на реализацию и испытания. В конце 2015 года компания Zenit3D презентовала собственный 3D принтер с одноименным названием Zenit.
Всего существует 2 версии данного принтера: Это Zenit, о котором мы расскажем в этом обзоре, и Zenit DUO который отличается наличием двух экструдеров. Но обо всем по порядку.
Внешний вид
Первое, что мы видим, это металлический корпус, который обеспечивает виброустойчивость. Вес принтера составляет порядка 20 кг.

На фронтальной стороне принтера, присутствует прозрачная дверца из акрила для удобного наблюдения за 3D печатью и доступа к рабочей камере.

Сверху корпус 3D принтера не закрыт. Так как пластик для работы принтера заправляется именно в верхнюю часть экструдера, это удобно.

Подставка под катушку пластика это отдельная конструкция. Она поставляется вместе с принтером в комплекте.
Экран управления
Также у принтера имеется LCD дисплей на фронтальной панели, что делает его использование удобным и эргономичным. Полностью Русскоязычный интерфейс. Управление через крутящийся джойстик. Благодаря чему во время печати мы можем управлять принтером и отслеживать параметры без подключения к компьютеру.

Рабочий стол
Теперь заглянем внутрь.

Открываем дверцу и сразу же видим рабочий стол с подогревом, выполненный из алюминия, а для большего удобства также есть съемное стекло.
Также есть индикация нагрева стола, когда он холодный, надпись ZENIT светится синим цветом,

а когда температура поднялась до рабочей— красным.

Сам же стол нагревается менее чем за 2 мин, а его максимальная температура составляет 110°С.

Максимальный размер детали которую можно напечатать в этом принтере 240х215х230 мм, а минимальная высота слоя по оси Z — 50 микрон, что показывает нам о больших амбициях данного принтера.

Калибровка 3D принтера Zenit выполняется в ручном режиме с помощью винтов под рабочим столом, которые как раз регулируют расстояние между соплом и столом. От вас лишь требуется провести рукой экструдер по 5-ти точкам рабочего стола.

Кинематика
По оси Z используются ШВП винт (устанавливается на все принтеры с конца 2016 года) и двойные 10 мм валы.

По оси X и Y установлены валы диаметром 8 мм. Механика принтера приводится в движение шаговыми моторами посредством зубчатого ремня.

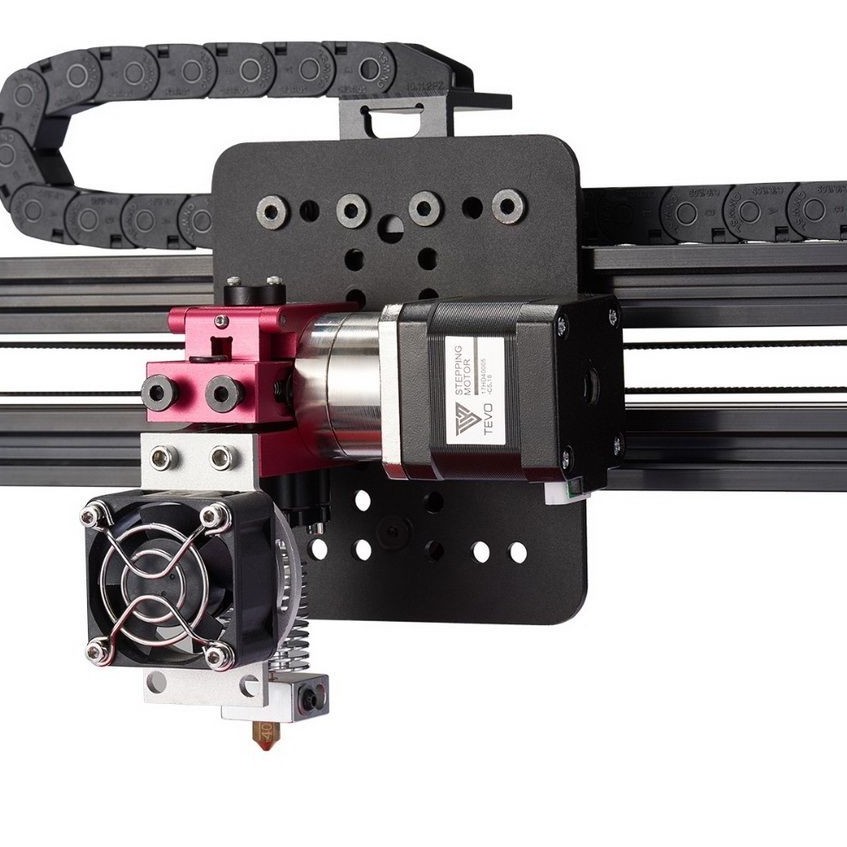
Экструдер

Принтер оборудован директ-экструдером, а значит, нет проблем с резиноподобными пластиками. У экструдера эффективная система охлаждения, которая прекрасно справляется с PLA-подобными пластиками. Ограничений в перечне используемых материалов нет. Также надо отметить, что экструдер нагревается до 280°С, что позволяет нам печатать такими материалами как PLA,ABS,Flex и Нейлон.

Особенно хочется сказать о надежности экструдера (не бывает застреваний пластика – от слова совсем). Это достигается за счет механизма протяжки нити, собственной разработки производителя Zenit3D. Работает стабильно как часы. Это крайне критичный параметр при длительной 3D печати.

Диаметр сопла установленного в экструдере составляет 0,3 мм.

Максимальная скорость печати штатным соплом составляет 35 см3 в час. При всем при этом максимальная скорость перемещения печатающей головки равна 300 мм\сек.
Толщина слоя по оси Z регулируется настройками и составляет от 50 до 250 микрон.
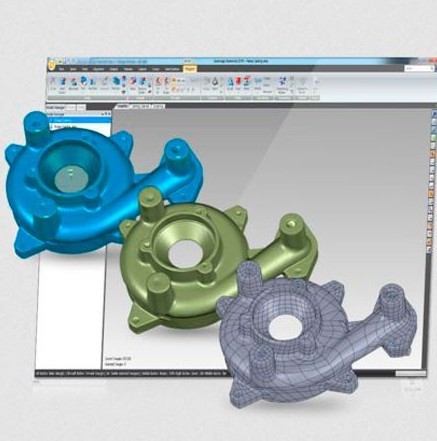
Программное обеспечение
Программное обеспечение (Repetier-Host) для 3D принтера поставляется бесплатно. С помощью данного программного обеспечения вы можете импортировать файлы в формате STL, для последующей отправки 3D модели на печать. Программа позволяет менять масштабы, и производить всевозможные манипуляции с 3D моделью на плоскости.

Cборка принтера на очень высоком уровне. За все время продаж 3D принтеров Zenit в нашей компании, а это порядка 90 машин в ежегодно, не было не одного случая отказа принтера на этапе приемочного тестирования от завода. Это поверьте очень крутой показатель качества.
3D принтер Zenit может работать как от компьютера через USB кабель, так и в автономном режиме через SD-карту.
Печать
Ну, а теперь давайте посмотрим, как принтер ведет себя в работе.



Качество печати на достойном уровне, да и принтера во время печати практически не слышно. Что особенно актуально при работе дома или в офисе.
Подводя итоги, давайте выделим преимущества 3D принтера Zenit:
- Первым несомненным преимуществом является размер рабочей области, который больше конкурентов, в данной ценовой категории.
- Конструкция и надежность экструдера
- Бесшумность в работе.
- Гарантия 3 года, и оперативная Тех.поддержка.
А приобрести 3D принтер Zenit можно в офисе нашей компании, кстати, мы являемся официальным дистрибьютором компании Zenit 3D, что подтверждается наличием сертификата.
В конце 2015 года подмосковная компания ООО «Зенит» представила первую версию одноименного принтера. По словам разработчика, в 3D-принтере Zenit учтены все минусы и плюсы самых популярных устройств на рынке. Узнаем, какие плюсы есть у этого принтера, стоит ли он своих денег и кому может пригодиться.
Обзор 3D-принтера Zenit
Компания «Зенит» идет в ногу со временем и следит за трендами в мире трехмерной печати. На рынке появляются новые устройства — постоянно улучшает линейку собственных принтеров и «Зенит».
В настоящий момент на официальном сайте производителя представлены несколько принтеров: Zenit 3D, Zenit DUO SWITCH, Zenit DUO. Более того, компания берет на себя стоимость всех логистических услуг, а это значит, что доставка в любую точку России будет бесплатной для каждого клиента. Отличная клиентоориентированность, хорошие отзывы и высокое качество техники располагают к покупке.
Фото устройства


Описание
3D-принтер Zenit — один из самых тяжелых в своем сегменте. Вес устройства составляет 20 кг. Производитель уверяет, что большой вес принтера — вовсе не результат недоработки. Наоборот, масса устройства существенно снижает вибрации при печати и повышает качество готовых изделий.
3D-принтер Zenit упакован в простую коробку, на которой напечатаны его технические характеристики.
Выглядит принтер вполне достойно. Отметим интересное дизайнерское решение — пока стол холодный, надпись Zenit светится синим цветом, а как только стол нагревается — надпись становится красной.
Каркас принтера изготовлен из стали, корпус — из металла. Сверху корпус полностью открыт, а спереди доступ к рабочей зоне отгорожен прозрачной дверцей из пластика — это сделано для поддержания необходимой температуры внутри рабочей камеры.
Экструдер выглядит надежно; есть охлаждающий вентилятор, который не допускает перегревания филамента. Все провода аккуратно зафиксированы, электроника закрыта щитками. Нельзя не отметить отношение производителя к деталям — в принтере Zenit вы не найдете ни одного торчащего провода или неаккуратной наклейки. Термостол изготовлен из толстого металла и регулируется тремя винтами. Естественно, у принтера русскоязычный интерфейс.
Особенности
Немного общих сведений о 3D-принтере Zenit:
- прямоугольная область печати —240*215*230 мм;
- скорость печати — 50 мм/с;
- минимальный слой — 0,05 мм;
- количество экструдеров — 1;
- поддерживаемые интерфейсы — USB, SD;
- температура экструдера — до 270 градусов;
- температура стола — до 110 градусов.
Преимущества 3D-принтера Zenit:
- большой размер рабочей области — в данной ценовой категории у него нет аналогов;
- надежный экструдер — застревания пластика исключены;
- бесшумная печать;
- самый длительный гарантийный срок — 3 года;
- высокое качество печати;
- надежный стальной каркас;
- встроенная подсветка;
- возможность автономного управления печатью;
- использование при печати пластика ABS;
- бесплатное и удобное программное обеспечение Reptier Host;
- идеальное соотношение цены и качества.
- несущественным недостатком можно назвать не самый современный дизайн устройства;
- стол греется не слишком быстро;
- из-за того, что высота стола регулируется болтами, они сильно нагреваются, что мешает калибровать их вручную.

- Количество экструдеров 1
- Печать FDM
- Разрешение по оси Z 0,01 мм (10 микрон)
- Скорость перемещения 300 мм/с
- Точность по осям X, Y, мм 0,04 мм (40 микрон)
- Область рабочей камеры 240 х 215 х 230 мм
- Скорость 35 см3/час
- Поддерживаемые материалы ABS, PLA, PVA, HIPS, Nylon
- Толщина слоя от 50 мкм
- Диаметр нити 1,75
- Диаметр сопла, мм 0,3
Комплектация
В комплектацию 3D-принтера Zenit входит:
- термостол;
- картридер;
- дисплей;
- крепежная рама;
- иглы для прочистки сопел;
- пинцет;
- тефлоновая трубка;
- несколько кабелей питания;
- детали держателя катушки;
- мастихин;
- micro USB;
- USB-кабели.
В целом принтер достаточно надежно упакован, все детали запечатаны в зип-пакеты. К устройству прилагается подробная инструкция и паспорт принтера с адгезивным листом.
Качество печати и примеры изделий
Как мы видим, качество печати на достаточно высоком уровне. Соотношение цены и качества является лидирующим в своей ценовой категории.




Кому подойдет
Простота в эксплуатации и высокие характеристики печати позволяют использовать 3D-принтер Zenit в следующих областях:
- дизайн и искусство — с помощью принтера можно создавать объемные модели, различные предметы декора, в том числе полые вазы и элементы украшения интерьера;
- сфера науки и образования — в образовательных и исследовательских учреждениях возникает необходимость печати различных наглядных пособий и моделей, а Zenit с легкостью справляется с этими задачами;
- архитектура — реставрация и создание архитектурных форм и моделей;
- промышленность — изготовление многофункциональных запчастей различных видов.
Программное обеспечение принтера
RepetierHost считается одним из наиболее универсальных видов программного обеспечения. Интуитивно-понятный интерфейс программы позволяет использовать ее в вышеперечисленных сферах без специальной подготовки. RepetierHost обладает выраженной функциональностью и объединяет автоматические и настраиваемые вручную протоколы печати, что открывает широкий диапазон возможностей в построении качественных трехмерных моделей. Благодаря послойному наплавлению материала и высоте слоя в 50 микрон, готовые изделия получаются высококачественными и реалистичными.
Какие материалы используются
Благодаря подогреваемой рабочей поверхности стола, принтер позволяет печатать популярными видами пластика:
Инструкция по первоначальной подготовке к работе
Принтер Zenit поставляется в сборе и готов к работе, однако, перед тем, как приступить к работе, производитель советуют тщательно изучить инструкцию по эксплуатации устройства и не пренебрегать мерами безопасности.
Обратите внимание! Во избежание выхода из строя операционной системы устройства рекомендуется использовать источник бесперебойного питания, чтобы исключить неблагоприятные воздействия скачков напряжения.
Если устройство транспортировалось в холодное время года, нужно дать время на прогрев до комнатной температуры, прежде чем подключать его к питанию и приступать к работе.
Распаковывать принтер следует максимально осторожно, чтобы не повредить дверку и энкодер (управляющий джойстик на передней части устройства). Освободите устройство от мягких уплотнителей, фиксирующих транспортировочных стяжек и следуйте нашей инструкции:
- Установите программное обеспечение (драйвер и программа). ПО поставляется в комплекте с принтером и хранится на карте памяти. Для установки потребуется запустить драйвер от имени администратора и установить одну из версий ПО. На время процесса рекомендуется отключить антивирусные программы.
- После установки программного обеспечения подключите принтер к электросети. Кнопка включения и гнездо расположены на тыльной стороне устройства.
- Подключите 3D-принтер Zenit к компьютеру через USB-кабель. Гнездо кабеля расположено слева на корпусе устройства.

- Включите принтер с помощью красной кнопки питания. Система компьютера обнаружит новое подключенное устройство.
- Запустите программу RepetierHost для того, чтобы настроить рабочие параметры устройства. Программа изучит все данные (имеющиеся материалы, температуру стола, скорость печати и др.) и установит оптимальные параметры для достижения максимального качества печати.
- В открывшемся окне RepetierHost зайдите во вкладку с настройками принтера. Для этого нужно кликнуть на значок шестеренки.
- В окне настроек перейдите во вкладку с соединением и выберите пункт «Порт».

- Здесь нужно выбрать порт подключения устройства к компьютеру. Как правило, это последний пункт из перечисленных в списке.
- Будет создан .INF файл, который обеспечит подключение.

- Настройки принтера нужно изменить в соответствии со скриншотом. Измените настройки и сохраните их дефолтными (по умолчанию). В дальнейшем это даст возможность лучше понять, какие параметры вам подходят и какие настройки для вас будут оптимальными.

- Настройте экструдер, измените размеры и сохраните данные.
- Далее следует настроить слайсер Cura Engine. Слайсер нужен для корректной печати. Настройки вызываются нажатием кнопки «Конфигурация».
Обратите внимание! Если требуется напечатать пустотелые объекты (например, вазы), следует использовать соответствующие настройки слайсера. Найти их можно в интернете в свободном доступе.
- Внесите настройки под разные типы пластика в соответствии с инструкцией, которая поставляется в комплекте с принтером. После того как все настройки внесены, нажмите кнопку «Сохранить как. » и придумайте название профиля для каждого вида пластика.

Итак, мы рассказали, как настроить принтер и программное обеспечение. Переходим к первоначальной подготовке к работе. После того как все настройки сохранены, можно приступать к соединению принтера и компьютера:
- В основном интерфейсе программы RepetierHost нажимаем кнопку «Подсоединить». В этот момент кабель и питание от электросети должны быть подключены.
- Кнопка «Подсоединить» поменяет цвет с красного на зеленый, а рядом появятся кнопки настройки и управления печатью.
- Войдите во вкладку «Управление», в ней отобразится статус устройства «Готов».
Важно! Производитель рекомендует отключить кнопку Easy Mode, чтобы видеть все доступные параметры печати. Данная кнопка также меняет цвет при включении и отключении устройства.
- Для того чтобы проверить соединение, воспользуйтесь кнопкой «Домой». Эта же кнопка отправляет экструдер в нулевую точку. Чтобы обеспечить корректную работу принтера, рекомендуется парковать каретки именно этой кнопкой для установки нулевых точек координат. Экструдер займет позицию, где координаты по всем осям равны нулю. Рекомендуется также перемещать экструдер с помощью кнопок со стрелками по осям X, Y, Z. Правая клавиша со стрелками предназначена именно для перемещения и подачи материала в экструдер.
Еще один важный этап — включение нагрева стола и экструдера. Чтобы 3D-принтер Zenit мог полноценно функционировать, необходимо прогреть сопло экструдера до рабочих температур. Например, для пластика PLA рабочей температурой являются 180—230 градусов. Ползунки, регулирующие работу стола и экструдера, находятся во вкладке «Управление» в основном интерфейсе программного обеспечения RepetierHost.
Обратите внимание! Нагревать экструдер без дальнейшей печати нежелательно. Исключением является только замена пластика или калибровка рабочего стола. С помощью ползунков можно проверить как отклик принтера, так и работу ПО.
Что касается калибровки стола, то проводить ее не обязательно, так как стол по умолчанию настроен производителем. Если все же возникла необходимость провести калибровку, то советуем изучить все меры предосторожности и следовать нашей инструкции:
- Для того чтобы калибровка была максимально точной, следует разогреть экструдер до 180 градусов. Экструдер должен быть уже использован, то есть в нем должен находиться рабочий материал.
Обратите внимание! Нельзя разогревать экструдер без пластика.
Итак, мы разобрались с тем, как подготовить 3D-принтер Zenit к работе. Разобраться с тем, как напечатать вашу первую 3D-модель, поможет инструкция, которая прилагается к принтеру. Мы же дадим несколько важных советов:
- Перед первой печатью проконтролируйте качество прилипания первого слоя. От этого зависит качество последующей печати. Для печати первого слоя работайте на пониженной скорости. Не удивляйтесь, если исходный слой растечется на столе — это абсолютная норма.
- Если нить пластика будет ложиться на рабочий стол, не прилипая к нему, то повторите калибровку стола или измените настройки подачи первого слоя.
- Коррекция параметров печати возможна только после начала работы.
Впрочем, при изучении инструкции по эксплуатации у пользователя не должно остаться вопросов по работе принтера, в противном случае всегда можно воспользоваться мануалами из интернета.
Подведем итоги. 3D-принтер Zenit — достойный отечественный аналог импортным устройствам. Его отличают большой вес (до 20 кг), лаконичный дизайн, бесшумная печать, надежная конструкция и простота использования. Компания-производитель не стоит на месте и постоянно работает над усовершенствованием линейки принтеров Zenit. Существенный плюс — удобное программное обеспечение, длительный гарантийный срок в 3 года и круглосуточная техподдержка производителя. На наш взгляд, принтер Zenit представляет собой оптимальное соотношение цены и качества.

Всем привет! С вами Top 3D Shop и в очередном обзоре мы рассказываем о том, как настроить 3D-принтер.
Если вы стали обладателем 3D-принтера или вам потребовалось освоить аддитивные технологии для работы, читайте наши рекомендации по настройке принтера и успешной печати первых моделей.
Содержание
Подключение 3D-принтера

Прежде, чем подключить собранный 3D-принтер к электросети, нужно проверить, сняты ли транспортные фиксаторы. Оставленные стяжки на ремне могут привести к поломке принтера.
В зависимости от модели, пользователям доступны различные способы печати: с SD-карты, с USB-флешки, со стационарного компьютера с проводным подключением, по Wi-Fi или через Ethernet, а в большинстве случаев — разные сочетания этих возможностей. Многие модели предлагают 2-3 способа печати.
Сравним печать с SD-карты и со стационарного компьютера или ноутбука.
Оба способа имеют достоинства и недостатки. Печать с компьютера нагляднее, кроме того — можно вносить изменения непосредственно в процессе печати. При работе с SD-карты на печать не влияет загруженность компьютера и исключено случайное отключение USB-провода, соединяющего принтер с компьютером. Печать с SD-карт более надежная, но нередко приходится сталкиваться со сбоями при их чтении. При печати через Wi-Fi также возможны трудности, обычно связанные со стабильностью приема сигнала принтером. Подробнее, о печати на 3D-принтерах с разным типом передачи данных, возможных сложностях и их решении читайте в одной из ближайших статей.
Самый надежный вариант — предварительное копирование файла во внутреннюю память принтера, куда он может передаваться любым из названных способов (обычно — по проводному соединению или через Wi-Fi, но может и с носителя), как, например, в принтерах фирм Raise и Phrozen.

При печати с ноутбука или стационарного компьютера принтер нужно подключить к ним с помощью USB-кабеля. Когда операционная система определит принтер как новое устройство, начнется автоматическая установка драйверов для вашего принтера. Если установка драйверов не происходит автоматически, драйвера нужно скачать из интернета под вашу операционную систему или установить с носителя, шедшего в комплекте с принтером.
Для печати с SD-карты — в соответствующий разъем принтера помещается карта с записанными на нее файлами 3D-объектов. Как правило, в комплекте с принтером поставляется SD-карта с несколькими файлами тестовых моделей.
Подробнее о печати с других носителей читайте в статье “Как печатать на 3D-принтере с компьютера, с SD-карты, по Wi-Fi, по локальной сети”, которая скоро выйдет. Следите за обновлениями!
Программное обеспечение для 3D-принтера
Используемое в 3D-печати программное обеспечение представлено на рынке достаточно широко. Существует масса платных и бесплатных программ для 3D-моделирования, редактирования моделей, слайсинга. Одни из них интуитивно понятны и подходят новичкам, в других могут разобраться только профессионалы.
Обзор самых популярных, зарекомендовавших себя с лучшей стороны программ для моделирования, обработки и печати объемных объектов читайте здесь.
3D-моделирование и форматы файлов

Не все скачанные файлы бывают корректными, иногда модели требуют “лечения” — исправления ошибок. Макетная сетка должна быть герметичной, т.е. необходимо проверить наличие пространства там, где оно запланировано и отсутствие дыр там, где их быть не должно. Также должны отсутствовать самопересечения, “висящие” точки, микронные зазоры, должны быть правильно расположены нормали.
В Windows 10 есть предустановленное приложение для просмотра и простейшей обработки 3D-объектов: ранее это был 3D builder, в более поздних версиях — Paint 3D. Эта программа подойдет начинающим пользователям.
Несмотря на то, что “вылечить” модель можно во многих слайсерах, лучше пользоваться узкоспециализированным ПО.

Два наиболее используемых формата файлов в 3D-печати — файлы с расширением .STL и .OBJ. Перед печатью они, с помощью программ-слайсеров, преобразуются в распознаваемый принтерами управляющий G-код.
Слайсеры — программы, которые разбивают 3D-модель на слои, состоящие из контура с заливкой или без нее. От процента заливки зависят прочность и вес модели. Пустотелая модель значительно быстрее печатается, требует меньше материала и меньше весит, но страдает максимально сниженной прочностью. Модель со стопроцентной заливкой, напротив, максимально прочна, но расходует намного больше материала и печатается несравнимо дольше — тут важно соблюсти равновесие, — оптимальное заполнение моделей разного размера и для разных целей будет очень разным.
Чаще всего новичками используется программное обеспечение, идущее в комплекте с принтером, либо универсальные программы для слайсинга: бесплатные Repetier Host и Ultimaker Cura, или платная — Simplify3D.
Если вам трудно определиться с выбором ПО, то читайте наш актуальный обзор здесь.
Калибровка 3D-принтера

Прежде, чем начать печатать, принтер надо откалибровать. Как правило, в инструкции к принтеру написано как это сделать.
Расскажем подробнее о калибровке FDM-принтеров, так как именно их чаще всего выбирают для знакомства с 3D-печатью, в связи с доступностью и дешевизной самих принтеров и материалов для печати на них.
Калибровка стола

Механическая калибровка принтера, работающего по технологии FDM, это выравнивание плоскости стола, то есть платформы печати.
Цель калибровки — такое расположение платформы, при котором плоскость движения экструдера по осям XY параллельна плоскости поверхности стола. Последовательность действий при калибровке отличается от модели к модели, для уточнения читайте инструкцию. Обычно калибровка сводится к подкручиванию четырех регулирующих винтов по краям платформы.
В такой калибровке есть один минус — середина стола остается не откалиброванной. Данная проблема актуальна для недорогих принтеров, где встречается неровная поверхность платформы. Для проверки центра платформы можно отпечатать первый слой нескольких моделей, расположенных по краям и в центре стола.
При нагревании стол подвергается температурному расширению, что неизбежно приводит к деформации. Если первый слой пропечатывается и не отлипает, то проблемы с неровным столом решаются подбором параметров печати первого слоя: низкая скорость (15мм/с), температура чуть выше, подача пластика повышенная, если большой зазор, и пониженная, если зазор маленький.
Если стол настолько неровный, что по углам печатает нормально, а в центре — либо слишком высоко над столом, либо упирается в стол, то рекомендуется закрепить на столе стекло и печатать на нем.
Помимо калибровки, необходимо задать рабочий ноль — высоту сопла над столом, с которой будет начинаться печать (z=0). Эта высота примерно равна высоте слоя (толщине листа бумаги). Но зависит также от параметров пластика. Более текучие пластики (такие как ABS) требуют меньшей высоты, более вязкие (такие как Petg) — большей.
У некоторых моделей 3д принтеров задание рабочего нуля — это одна процедура с калибровкой, у других отдельная. В последнем случае действуйте по инструкции к конкретной модели.
Калибровку стола необходимо проводить не только перед первой печатью, но и после перемещения принтера с места на место, а также при возникновении проблем при печати, либо если при снятии принта пришлось применить силу и прижимные винты могли расшататься.
Автокалибровка стола
Автокалибровка печатного стола проводится с помощью щупа, зонда или аналогичных приспособлений (иногда щупом служит само сопло печатающей головки, если конструкцией предусмотрен соответствующий датчик). Они соприкасаются с поверхностью стола в заданных в прошивке точках. Таким образом принтер выстраивает виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью стола, но рассчитанные допуски позволяют печатать модели с ровным основанием.
Настройка параметров
Когда произведена механическая калибровка, необходимо подобрать оптимальные параметры для первоначальной печати. Их можно настраивать вручную, а можно воспользоваться популярной в сети утилитой калибровки 3D-принтеров.
Материалы

В качестве материала печати на FDM-принтерах используется пруток — пластиковая проволока в катушке, также известная как филамент или нить. Самые популярные филаменты — ABS и PLA.
Модели из ABS более прочные, рассчитаны на использование в механизмах, могут подвергаться трению и воздействию окружающей среды. Для прототипирования, макетирования, дизайнерских объектов больше подойдёт пластик PLA.
Чтобы больше узнать о материалах для 3D-печати, читайте:
а также отдельные подробные статьи по разным материалам: PLA, ABS, HIPS, ULTEM, PETG, RUBBER, полиамид (нейлон), FLEX.
Первая печать
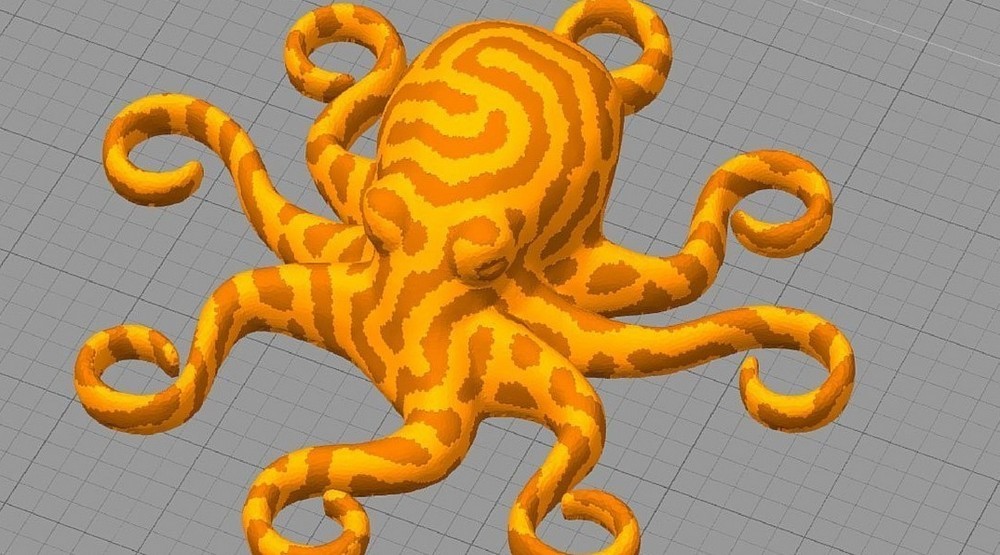
После того, как принтер прогрет и настроен, можно начинать печать. В качестве первой модели пользователи часто выбирают одну из тестовых: кубик, кораблик 3D Benchy или температурную пирамиду.
Чтобы напечатанная модель держалась на печатном столе, не отлипала и не деформировалась во время печати, необходимо, чтобы первый слой модели хорошо прилип к столу. Процесс прилипания модели к столу называется адгезией, а отклеивание или расслоение — деламинацией.
Для достижения хорошей адгезии первый слой рекомендуется печатать с меньшей скоростью, чем последующие слои. Так пластик успевает лучше прилипнуть к поверхности стола. Кроме того, желательно делать его толще, чтобы компенсировать неровности стола или лежащей на нем подложки.
Для достижения хорошей адгезии пользователи собрали огромный список “народных методов”. Чтобы модель не отклеивалась, используют: малярный или синий скотч, термостойкую ленту kapton, клеевой карандаш или клей ПВА, лак для волос, пиво или колу, раствор ABS или PLA в ацетоне, адгезивные и самоклеющиеся пленки, стекло или зеркало.
Кроме того, есть еще несколько вспомогательных способов для хорошей адгезии: печать рафтов, кантов или полей и юбок. Raft (плот) — это специально напечатанная подложка, которая располагается под изделием. Однако рафт портит поверхность модели. Brim (поля или канты) печатаются по периметру объекта печати, не соприкасаясь с основанием. Их легче отсоединять от модели, чем рафты. Юбка, skirt — это brim, который не соприкасается с объектом и находится от него на расстоянии. Печать юбки служит, в первую очередь, для проверки работы принтера. Печать высокой юбки защищает модель от сквозняков и неравномерного остывания.
Печать с поддержками
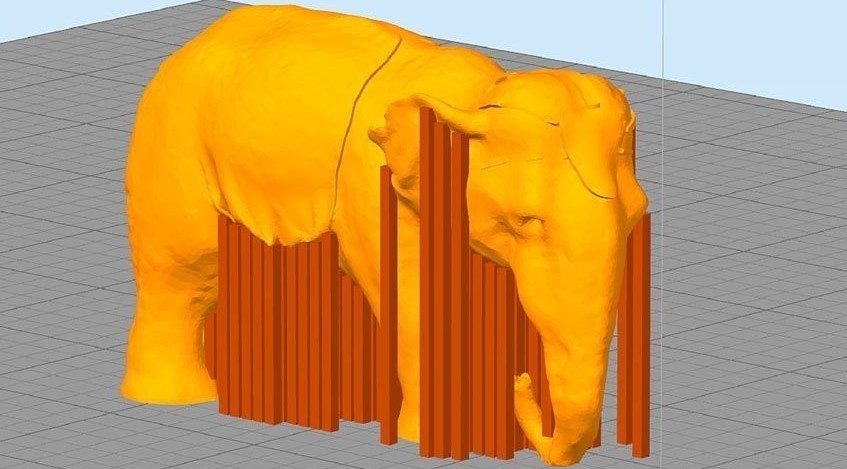
При сложной геометрии модели в программах-слайсерах генерируются специальные поддержки для нависающих элементов. Несмотря на то, что поддержки портят соприкасающиеся с ними поверхности (если печатаются из того же материала), надо понимать, что без поддержек нависающие элементы напечатать нельзя — они провиснут и модель потеряет форму. Печать без поддержек допустима для стенок с углом наклона не более 70 градусов.
В принтерах с двумя и более экструдерами поддержки можно печатать из материала, растворитель которого не взаимодействует с материалом основной модели, например из PVA (растворяемого водой) или HIPS (растворяемого D-лимоненом). Это позволяет убрать поддержки максимально аккуратно, не оставляя следов на поверхности, без необходимости механического удаления и последующей зачистки.
Проблемы печати и их решение
Проблем, связанных с освоением 3D-печати, очень много: начиная со сборки принтера, и заканчивая некорректно напечатанными моделями. Обратим ваше внимание на несколько моментов.
При выборе модели необходимо соотносить дизайн с размерами принтера. Некоторые модели целесообразно напечатать частями и склеить.
При выборе модели нужно учитывать условия ее эксплуатации. Неразумно печатать формы для выпечки из материалов, температура плавления которых 105-150 ℃, когда температура духовки около 200 ℃, также нельзя печатать контактирующие с пищей изделия из токсичных пластиков.
Не все нужно печатать. Некоторые вещи проще изготовить из подручных материалов, чем тратить время на моделирование, печать и постобработку.
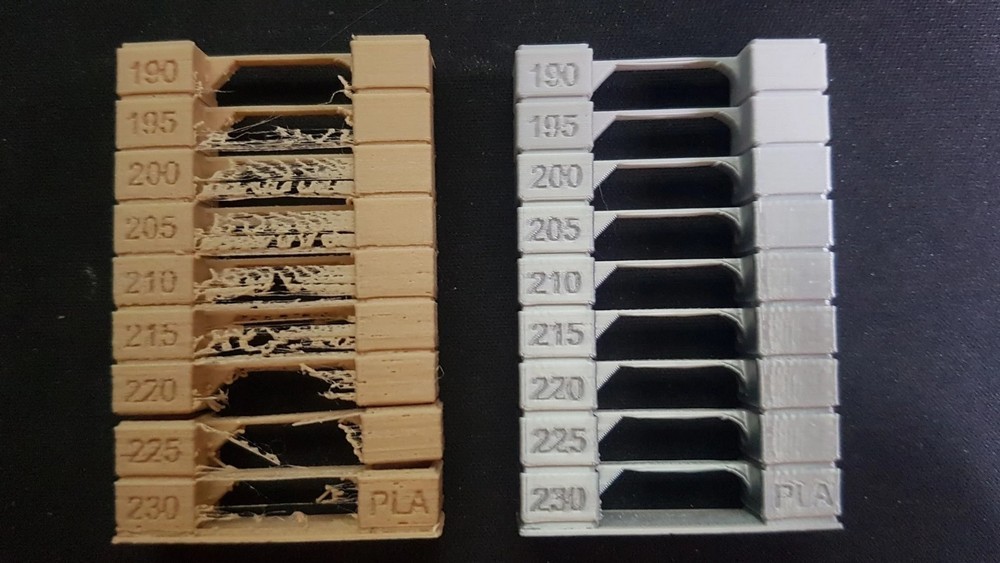
Не всегда удается сразу подобрать правильную температуру печати, она может отличаться у материалов разных производителей, кроме того — терморезисторы в разных принтерах имеют разную чувствительность. Именно для подбора температуры печатают температурные пирамиды и их аналоги.
Также читайте в нашем блоге отдельную большую статью по решению возникающих при 3D-печати проблем: «Проблемы 3D-печати и их устранение», которая выйдет в ближайшее время.
Заключение
Как можно понять из статьи, для успешного освоения 3D-печати понадобится некоторое количество времени. Поначалу может показаться, что нюансов и тонкостей слишком много, но они легко запоминаются и, при некотором навыке и практике, не представляют особой сложности. Главное условие — желание и увлеченность.
Наконец добрался до второй части своего обзора. За прошедшее время было много чего уже распечатано.
Продолжим с того, что не рассмотрено в первой статье?
Прошивка у принтера стандартная. Русифицированная и понятная.


Все пункты меню понятны и не вызывают каких либо вопросов. Подсветка желтая. Я как-то привык за последнее время к синей, но это абсолютно некритично. Как говорится на вкус и цвет все фломастеры разные.
Что было внове? Во-первых нет автоматического определения SD-карты. После вставки ее в гнездо надо нажать пункт меню «обновить» и выбрать «Сменить SD карту» .

В принципе ничего сложного, но непривычно. Видимо, какими-то соображениями конструкторов это вызвано. Сами файлы высвечиваются в обратном порядке к дате файла. То есть последний записанный на SD-карту файл у нас вверху списка. Удобно. Просто есть принтеры, где этот вопрос не учитывается и приходится мотать «вниз» или просто не копить на карте файлы моделей.
Гнездо SD-карты расположено, кстати, в задней части с левой стороны – не очень удобно на мой взгляд – лучше это сделать на лицевой.
Далее по прошивке. Всё в принципе понятно и удобно. Еще одно, что меня расстроило. Я уже привык на своём Гефеше, да и на Ульте тоже самое было. Когда мы включаем паузу, то экструдер отъезжает «в нули» и освобождает доступ к модели. Тут он просто встает на месте. Не очень удобно. Но это решается исправлениями в прошивке.
Когда мы полностью останавливаем печать из меню – то же самое. Экструдер встает над моделью. Приходится отодвигать самому.
Конструктивно сам принтер я разбирать не буду – фото были в первой части, про распаковку. Большинству людей важен же не тип используемых подшипников, а насколько хорошо и надежно работает принтер. За месяц эксплуатации каких либо проблем не обнаружено. Максимальное время печати было более 41 часа.

Кстати не совсем удачное. Ну в смысле напечаталось хорошо и без проблем. Ошибка была в модели – неправильно рассчитал размер.
Что же у нас может Zenit?
Давайте пройдемся по материалам.
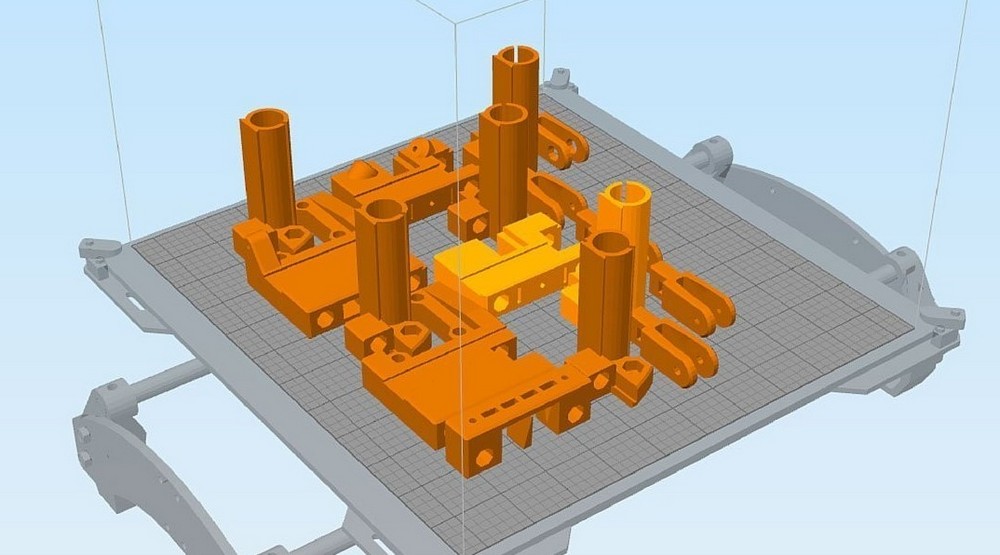
Что тут можно сказать? Стол без проблем нагревается до 110С. Корпус закрыт со всех сторон кроме верха и закрывает от сквозняков. Кроме нескольких мелких запчастей на нем из АБС было распечатано примерно 60% частей для модели Чужого, который на лицо прыгает.
Фото с нападением на котэ я уже размещал.

Печаталось с бримом. Деламинации даже на самых длинных деталях не наблюдалось.
В целом печать ABS происходит без проблем, если конечно не сравнивать с PLA.
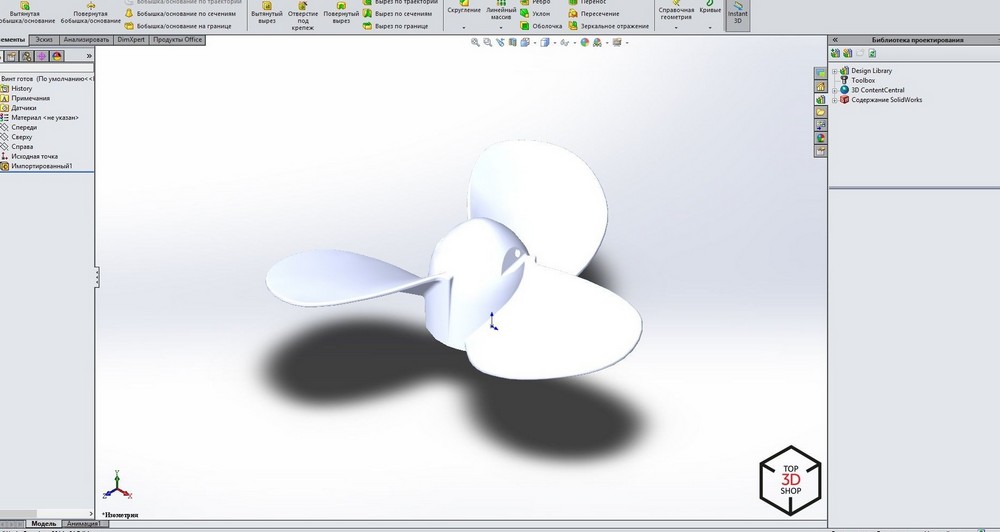
Что же у нас печатью PLA?
С ней все прекрасно. Было напечатано куча всякой мелочи. Выполнено несколько заказов на всякие шестеренки. Но самым главным проектом было вот это.
Лето у нас в этом году затянулось и захотелось сделать жене небольшой подарок и заодно по-тестировать принтер. А то от количества 3D-принтеров одновременно в квартире, она стала возмущаться.
Поэтому надо было «задобрить»
Первый вариант получился неудачный. Он, кстати, дольше всего печатался.

Размер не угадал. Перестраховался с прочностью, и в итоге это получился тяжеленный монстр маленького размера.
Пришлось перерабатывать модель. Удлинять, уменьшать высоты и увеличивать ширину от оригинала.

С температурой я тут немного перебрал. Печатал на 80 мм/сек. И так как печатал долго, то решил пусть уж будут сопли, чем сопло забьется от низкой температуры. Пластик кстати был из комплекта поставки – Экофил.
Температурный режим у него поменьше, чем у привычных мне РЕК-у и BQ. Пластик, кстати, весьма приятный в работе.
Время печати в этот раз было в районе 27 часов. Оптимизировал поддержки и заполнение и стенки сделал поменьше. Самое страшное было в конце печати второго «башмака». Пластика хватило практически впритык – на катушке осталось пару метров.
После небольшой работы по отделению поддержек на выходе имеем вот такой вариант.

Тут кстати понадобился как размер поля у Zenit-а выше среднего. На «стандартном» поле 20*20 чуть-чуть бы не хватило. Даже эта модель печаталась по-диагонали.
Вдогонку к тестам ПЛА прошли тесты Flex-а (REC –синий). Напечаталось без проблем. Тут. Кстати тоже плюс от рабочего поля –их длина 260мм, был расположены по диагонали.

Счастливая жена, бегает последние жаркие дни лета и модничает. Обувь однозначно привлекает внимание.
На сумке, кстати, тоже фурнитура, распечатанная еще в пошлом году.
По итогам эксплуатации сабо(вроде это так называется?) были выявлены определенные недоработки. В первую очередь будут сделаны накладки из флекса на поверхности под ступней. А то пластик становится слишком скользким через некоторое время носки. Сами ремешки из флекса тоже переделаю для удобства. Или просто сделаю полностью другой вид. Там есть стандартные места креплений с помощью которых можно нафантазировать все что угодно.
Идея с обувью витала давно, но размер рабочего поля несколько ограничивал возможности. А склеивать из нескольких частей явно не вариант. В общем Zenit-у тут явный плюс.
Что дальше? По флексу написал. Печатает им без проблем. Скоростные рекорды ставить цели не было. На 30 мм/сек печатает стабильно.

Ниже шестерня от замка двери у авто.

Какие можно подвести итоги?
3D-принтер Zenit надежный аппарат, для печати всеми видами материалов. Тихий и беспроблемный. Тишина кстати весьма серьезный фактор при печати по двое суток подряд.
Область печати чуть выше среднего.
Имеет подробную инструкцию для освоения новичками в кратчайшие сроки.
Производитель, кстати декларирует гарантию 3 года, что в наших условиях достаточно серьезная заявка.
Мелкие недостатки есть – «пауза» например. Но это все решается обновлением прошивки и думаю это исправят.
Я думаю те, кто его приобрел не пожалеют о своем выборе.
Оставил был себе, но к сожалению надо уже отправлять назад.
На сайте у ZENIT-а видел анонс их нового принтера с двумя экструдерами. Ждем новинку.
Читайте также: