
Photon s anycubic формат файла
Обновлено: 07.07.2024
Наконец-то к нам на тестирование попал фотополимерный принтер Anycubic Photon S. Это обновленная и усовершенствованная версия очень популярного, и можно даже сказать, народного LCD принтера Photon.
Anycubic давно зарекомендовали себя, как надежные, простые и не дорогие принтеры, которые на все 100% стоят своих денег. Первый Photon пользовался огромной популярностью не только как домашний принтер для самодельщиков и энтузиастов, но даже мог вполне выполнять профессиональные задачи для ювелиров или стоматологов.
Также, как и предшественник, Photon S поставляется в небольшой коробке уже готовым работе. В комплекте есть шестигранники, маленькая отвертка, несколько запасных болтиков, резиновые перчатки, маска, USB-флешка, пластиковый шпатель, фильтры для процеживания смолы, запасная FEP-пленка для ванной и бутылка фирменной зеленой смолы Anycubic объемом 250 мл.
Достав принтер из коробки, сразу видим первое отличие. Корпус Photon S сделан из пластика.
Сомнительное улучшение, у Photon он был металлическим. Вроде пластик качественный и приятный на ощупь, но жесткости ему явно не хватает. Принтер кажется слишком легким и хлипким. Крышка вообще ходит ходуном и кажется, что при неаккуратном движении можно ее просто отломать.
Ну да ладно, ронять или бить принтер в любом случае не стоит. А если аккуратно с ним обращаться, ничего отламываться не должно.
Окошки в принтере стали больше, это удобно, хотя и раньше было видно все что нужно.
Спереди пропала ручка, крышка теперь открывается за выступ внизу. Это ни плохо, ни хорошо, просто немного иначе.
Также пропали ручки по сторонам. Видимо Anycubic решили, раз принтер стал легче, можно его поднимать и без ручек.
Все разъемы и кнопки остались на своих местах. Сзади разъем для подключения блока питания, тут он 12 вольт 6 ампер. Справа кнопка включения-выключения и порт USB для флешки.
Ванна для смолы тоже не претерпела никаких изменений. Она фиксируется в принтере двумя болтиками.
Печатная платформа немного изменилась. Нижняя часть теперь не анодированная, а поверхность стала немного шероховатой, это должно улучшить адгезию деталей к платформе.
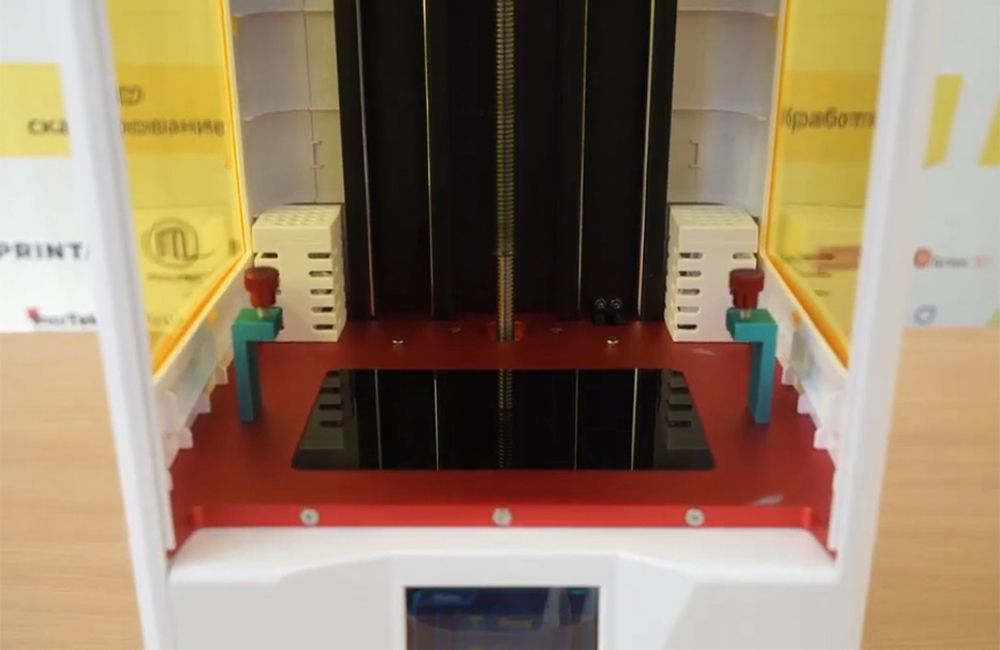
Следующее очевидное отличие – это конечно две рельсы оси Z по сторонам от винтового вала. Это улучшение должно обеспечить более стабильное перемещение по оси Z и избавить от возможного воблинга. Хотя и на первой версии все работало достаточно хорошо.
Там же у задней стенки появился второй воздушный фильтр. Теперь они с двух сторон и должны лучше очищать выходящий из принтера воздух. Опять же, раньше с этим тоже не было особых проблем.
И последнее очевидное изменение – это немного поменялся интерфейс сенсорного LCD экрана. Кстати, работает он без нареканий. Отклик хороший. Весь необходимый функционал присутствует.
Разрешение LCD экрана осталось прежним, 2560 на 1440 пикселей. Сам экран небольшой и размер каждого пикселя составляет всего 47 микрометров.
Область печати по осям X и Y тоже не изменилась, 115мм на 65 мм. А вот ось Z увеличилась, и теперь можно печатать модели высотой 165мм вместо 155мм на первом Photon-е.
Для того чтобы приступить к печати – нужно просто откалибровать печатную платформу. Делается это аналогично первому Photon-у и большинству подобных принтеров. Выкручиваем болтики, удерживающие ванну, и снимаем ее.
С помощью шестигранника из комплекта сверху нужно ослабить болт, фиксирующий платформу, так чтобы она могла двигаться.
После этого, через меню принтера заходим в Tools – Move Z и нажимаем кнопку домой. Ось опустится до оптического концевика, который находится внизу и остановится в нескольких миллиметрах от LCD экрана.
На экран кладем листок бумаги и аккуратно опускаем платформу вниз, сначала по миллиметру, потом по десятой миллиметра. До тех пор, пока листок бумаги между платформой и экраном не начнет двигаться с небольшим сопротивлением. Аккуратно равномерно прижимаем платформу к листку бумаги и закручиваем фиксирующий болтик.
Теперь нужно вернуться меню Tools, и нажать на кнопку Z=0.
С этого момента платформа выставлена параллельно экрану и принтер знает на какой высоте у него находится нулевая точка. Калибровка завершена. Можно залить смолу и приступить к печати. Не забудьте взболтать бутылку перед этим.
Для подготовки моделей к печати Anycubic предлагает использовать свой слайсер Photon WorkShop.
Назвать его удобным и многофункциональным язык не поворачивается. Есть только самое необходимое. Настройки печати и принтера минимальные, но их вполне достаточно. Очень не хватает возможности создавать профили печати для разных смол и слоев. Приходится запоминать их или записывать где-нибудь. Эту проблему частично решает тот факт, что Photon-ы очень популярны, и в интернете есть готовые таблицы с параметрами печати для разных типов смол.
Эти таблицы, конечно, сделаны для первой версии принтера, но в качестве опорных значений параметры подойдут и для Photon S.
В случае, если необходимой смолы нет в таблице, или же вы хотите самостоятельно подобрать параметры, в последних прошивках есть очень удобный тест времени засветки, но о нем немного позже.
Из интересного, есть возможность использовать сглаживание (Anti-alias). Эта функция должна сглаживать поверхность модели, избавляя от проявления пикселизации экрана. Это мы тоже постараемся проверить в тестах.
Настройки поддержек гибкие, их интерфейс очень похож на слайсер Chitubox. Можно отдельно менять параметры разных участков поддержек: рафта, низа, середины и верха. И есть выбор из трех готовых пресетов: легкие, средние и тяжелые. В автоматическом режиме поддержки расставляются плохо, обязательно нужно их проверять и редактировать вручную.
В крайнем случае, всегда можно подготовить модель и расставить поддержки в Chitubox, сохранить как STL., а Photon Workshop использовать только, чтобы нарезать модель на слои.
С заводской прошивкой можно было нарезать модели сразу в Chitubox, он сохраняет файл в формате *.photons. Но после установки на принтер последней прошивки, принтер перестал видеть такие файлы, только *.pws
Для смолы, которая идет в комплекте с принтером подходят настройки, которые по умолчанию выставлены в слайсере. Это 60 секунд засветки для первых слоев и 8 секунд для всех остальных.
Недолго думая, мы напечатали несколько моделей этой смолой со стандартными параметрами слоем 0.05мм. Первым напечатали кольцо со львом. Оно получилось отлично. Несмотря на то, что смола прозрачная, все детали очень хорошо пропечатались.
Затем напечатали маленькую ладью Make:Rook. С ней тоже не возникло проблем. Высотой она всего 24мм. Поверхности получились гладкими и ровными. Ступеньки и спираль ДНК внутри пропечатались отлично. Во время печати один раз ставили на паузу, из-за этого на 6-ти миллиметрах получилась полоса. Буквы сверху немного смазаны, но при этом читаемы не вооруженным глазом. В целом ладья получилась очень достойно.
Далее на печать отправился небольшой тест от Ameralabs. Это маленький город с кучей сложных элементов разного размера и под разными углами. К нему тоже нету претензий. Несмотря на его размер (всего 30х10х15 миллиметров), сложность, прозрачность смолы (прозрачные смолы сильно подвержены паразитной засветке), пропечатались почти все мельчайшие элементы. На паре домов не видно окошек и есть одна небольшая горизонтальная полоска на поверхности. В остальном все хорошо.
И еще одна модель из комплектной смолы – капитан Mack Rhukta с сайта Myminifactory. Целиком он не влез на печатную платформу, пришлось его уменьшить до 70мм в высоту. Печатали наклоненным назад на легких поддержках, расставленных в Chitubox. Поддержки выдержали, ничего не отвалилось и не отломалось. Но капитан получился хуже, чем мы ожидали. Мелкие детали, такие как плетеные ремни и волосы, к сожалению, сгладились. Модель получилась как будто немного замыленной. На одном плече довольно сильно видна слоистость. К тому же поверхность получилась местами глянцевой, а местами матовой. Возможно, причиной этому послужили довольно большие плоскости слоев. Из-за этого принтеру было сложно отрывать модель от пленки ванной. На матовой поверхности такие дефекты не были бы так сильно заметны. Но на глянцевой смоле, которая, кстати, на такой модели смотрится почти черной, переходы видно сильно.
После этого перешли на другую смолу – Monocure Gun Metal Gray.
В таблице смол, про которую говорили раньше, она есть, но мы решили проверить на ней тест времени засветки. Это очень интересная и полезная функция, которая должна экономить кучу времени, которое обычно уходит на подбор параметров для новой смолы.
Стоит обратить внимание, что данная функция работает только с последними версиями прошивки и слайсера. Установить на принтер новую прошивку совсем не сложно. На сайте Anycubic, со страницы Photon S нужно скачать архив. В нем будет два файла с расширением *.bin. P_V – это прошивка самого принтера и P_UI - это прошивка оболочки экрана. Чтобы все установить, нужно записать эти файлы на USB-флешку, желательно чтобы кроме них там больше ничего не было. Вставить флешку в принтер, зайти в меню Print. И запустить на «печать» сначала файл P_V (на момент нашего тестирования это P_V341.bin), дождаться его установки.
И после этого также запустить файл P_UI (на момент тестирования P_UI_2_6.bin).
Когда последняя прошивка установлена, можно перейти к тесту. Готовый нарезанный файл с тестом можно скачать с сайта Anycubic, он будет в архиве вместе со слайсером. Файл называется R_E_R_F, эта аббревиатура расшифровывается как Resin Exposure Range Finder, переводя дословно на русский Поисковик Диапазона Засветки Смолы. Суть его в том, что одновременно печатается 8 одинаковых тестовых моделей, определенным образом размещенных на платформе. Тесты пронумерованы и каждый из них печатается с разным временем засветки.
Готовый pws файл расчитан на диапазон от 4-х до 11 секунд, то есть блок под номером один печатается с временем засветки 4 секунды, второй – 5 секунд, третий – 6 и так далее. Данный диапазон не очень удобен, так как 4 секунды на этом принтере для большинства смол будет маловато. Редактировать параметры готового pws файла можно, но это крайне неудобно, нужно менять настройки для каждого слоя в отдельности. Но мы нашли STL модель, которую можно настроить самостоятельно.
Добавляем ее в Photon Workshop, поворачиваем ее блоком с номером 1 к началу координат. И задаем в поле Normal Exposure Time время засветки для первого блока, например, 6 секунд. Самое главное, сохранить этот файл с именем R_E_R_F.pws. Тогда слайсер сделает так, что второй блок будет печататься с засветкой 7 секунд, третий – 8 и так далее до 13 секунд.
В итоге буквально через час мы получаем сразу 8 тестов, из которых нужно выбрать один, который лучше всего напечатался.
Этот выбор тоже не совсем однозначный. Тонкие торчащие элементы при увеличении засветки пропечатываются лучше, но при этом мелкие отверстия начинают закрываться. На нашем тесте при 6 секундах прорези сверху почти все пропечатались, а маленькие столбики получились не все.
При этом на 13 секундах все столбики на месте, но почти все прорези закрылись.
Поэтому мы выбрали средний результат - 10 секунд.
Так как во время этого теста некоторые элементы могут не удержаться на модели и упасть в ванну со смолой. После него нужно обязательно слить и профильтровать смолу, которая осталась. Для этого пригодятся фильтры, которые идут в комплекте. Для удобства можно использовать еще воронку, которую придется купить отдельно. То же самое нужно делать, если вдруг во время печати что-то пошло не так, например, модель отломалась от поддержек или отклеилась от платформы.
Профильтровали смолу и сразу же отправили на печать большую, по меркам этого принтера, модель чужого. Модель довольно сложная и интересная. Повернули модель и расставили поддержки тоже в Chitubox. Время засветки, полученное в результате тестов – 10 секунд.
Чужой напечатался, правда не без проблем. На высоте около 4 сантиметров видны полосы. Есть два варианта, почему это произошло. Либо ось Z поднималась не равномерно, что маловероятно. Никаких люфтов нет, винтовой вал нигде не закусывает, и на модели Mack Rhukta на такой же высоте никаких смещений не было. Скорее всего в этом месте модель так сильно прилипала к пленке экрана, что при подъеме немного сместилась. Некоторые поддержки отломались, какие-то из них на саму модель не повлияли. Но один из локтей немного сплюснулся.
После этого залили в Photon S стоматологическую смолу Uniz zDental Model Sand. Чтобы определить для нее время засветки также напечатали R_E_R_F тест, такой же как и для Monocure, от 6 до 13 секунд. Первые 4 теста получились совсем вялыми. 13 секунд уже почти хватило, но немного не достаточно.
Накинули еще одну секунду и напечатали модель челюсти. Один зуб и два колпачка для него печатались отдельно. Время печати составило 5 часов слоем 0.05мм. И тут нас ждал приятный сюрприз.
Все поддержки получились просто идеально, ни одна не отломалась. Все поверхности просто до неприличия гладкие, даже блестят и переливаются. Никакого воблинга нет. Слои практически не различимы. Просто загляденье. Зуб и колпачки тоже получились отлично.
Но самый главный вопрос, вставляется ли зуб на свое место в челюсти. Как оказалось, с трудом. Пришлось совсем чуть-чуть пройтись по месту крепления скальпелем. И после этого зуб начал подходить как влитой. Колпачки на него оделись хорошо без какой-либо постобработки.
Напоследок мы решили проверить, как работает сглаживание Anti-alias. Разрешение экрана Photon S довольно высокое для такой диагонали, и пикселизация на моделях проявляется мало. Чтобы иметь возможность ее нормально заснять, пришлось сделать небольшую тестовую модель с очень плавным изгибом.
Без сглаживания на ней довольно отчетливо видны переходы по пикселям LCD экрана, как по оси Х так и по Y.
Но стоило включить в слайсере Anti-alias, даже с 2X результат сразу очевиден. Переходы стали значительно меньше.
При 4X они уже практически не различимы не вооруженным глазом.
Что уж говорить о 8X, с ним поверхность почти идеально гладкая.
Как это работает в техническом плане, мы так и не поняли. Возможно, на сложных моделях с деталями использовать эту функцию не стоит, так как она будет смазывать мелкие элементы. Если вы знаете алгоритм работы такого сглаживания, пишите в комментариях, нам будет очень интересно.
Anycubic Photon S заслуженно можно считать лучшим LCD-принтером за свою цену. Качество получаемых моделей очень достойное, с хорошей смолой и при правильном подборе параметров практически идеальное. Высокое разрешение экрана вкупе с небольшой диагональю позволяет печатать модели с отличной детализацией. Очень понравилась функция тестирования времени засветки, она экономит целую кучу времени. Так же приятно удивило сглаживание.
Что же касается отличий Photon S от его предшественника. Тут не все однозначно. Почти все нововведения полезные, но на качество печати они кардинально не влияют. Они скорее должны улучшить повторяемость результатов и удобство использования принтера. А замена материала корпуса на пластиковый вообще может отвернуть от себя часть потенциальных пользователей. Хотя, как мы уже сказали в начале, при аккуратном использовании это не должно никак повлиять на долговечность. Обобщая, можно сказать так. Если Вы уже используете первый Photon, переходить на Photon S особого смысла нет. Но если Вы хотите обзавестись своим первым фотополимерным принтером, Photon S будет для Вас отличным вариантом.
Сегодня мы рассмотрим достойного преемника популярного 3D-принтера от компании Аnycubic – модель Photon S. Забегая вперед, можно сказать, что устройство намного лучше своего предшественника. Хотя оно и обладает своими минусами. В данной статье мы рассмотрим техническое оснащение, его характеристики, настройки, а также трудности, которые могут возникнуть при работе с ним.
Обзор Аnycubic Photon S
Разберем по его составляющим. Начиная с комплектации и технических характеристик, заканчивая основными проблемами и методами их решения. Стоит заранее отметить, что устройство поставляется в собранном состоянии. Такое решение привлечет не только опытных печатников, но и новичков, которые только хотят освоить 3D-печать, но боятся испортить или поломать аппарат при сборке.

Принтер от Аnycubic приходит в картонной коробке. Устройство хорошо упаковано. Производитель не жалеет поролона и прокладывает им не только стенки между картоном и аппаратом, но и внутреннюю часть рабочей камеры.
Информация! Аnycubic Photon S производят в двух цветах: черном и белом, в отличие от предыдущей версии, которую можно было найти только в темном исполнении.
Описание
Аnycubic Photon S – это новая версия популярного 3D-принтера, которая вышла на рынок в начале 2019 года. Модель была обречена на успех, так как она взяла все достоинства от первого «Фотона», при этом значительно выросло качество печати.
Новый Фотон изготовлен из пластика, в отличие от предыдущей версии. Производитель обосновал этот шаг удешевлением производства. S-ка обзавелась более производительной начинкой, поэтому корпус из металла добавил бы еще несколько тысяч к конечной стоимости. Он перестал бы восприниматься как «народный».

- Длина волны УФ 405 нм
- Источник света УФ-LED
- Печать LCD
- Разрешение печати 2560*1440
- Точность печати XY: 47 мкм, Z:1,25 мкм
- Область рабочей камеры 115х65х165 мм
- Скорость 20 мм/ч
- Толщина слоя от 25 мкм
- Дисплей 2,8" цветной TFT
Ручка в Аnycubic Photon S сделана в виде «ушка» в нижней части дверцы. Боковых ручек нет. Обзорные стекла стали больше. Основные гнезда для подключения питания, а также USB-разъемы остались на старых местах.

Внутри аппарата теперь сразу две вытяжки для устранения неприятного запаха. В специальных отсеках по бокам рабочей камеры находятся два вывода, в которых лежат пакеты с активированным углем. Сама система вентиляции претерпела изменения. Это видно по задней крышке устройства.
Интересно! Некоторые пользователи сети протестировали новую вентиляцию. С их слов стало ясно, что улучшения есть, но они незначительны. Для более качественной очистки проходящего воздуха нужно ставить более производительные угольные фильтры.
Важное изменение, которое коснулось направляющей оси Z. Теперь на нее установлен оптический концевик, а сама рабочая платформа передвигается по двум направляющим. Это способствует снижению люфта и воблинга. Также увеличилась рабочая область построения устройства. Она стала больше на 10 мм. Приятная мелочь.
Важно! Крепление рабочей платформы находится в нижнем положении, когда пользователь открывает принтер «с коробки». Для установки платформы на место потребуется включить устройство, после чего приподнять крепеж на 100 мм через системное меню.
Размер основного дисплея не изменился, хотя производитель немного переработал дизайн меню и изменил цветовую палитру. Также Фотон избавился от «болезни» младшего собрата. На некоторых моделях первых «Фотонов» экран не хотел работать, если в устройство не была вставлена флешка. Эту ошибку поправили.

Одно из самых главных нововведений – печатная матрица. В устройстве стоит новая UV-матрица, в которой установлено 28 диодов, против 4 у младшей модели. Мощность засветки возросла на 10 Вт. При этом позиционирование по осям осталось прежним. Но само качество и детализация готовых моделей значительно возросло. Это отмечают многие пользователи и печатники.
Основные характеристики Аnycubic Photon S:
- основное энергопотребление: 40 Вт;
- габариты устройства: 230 мм × 200 мм × 400 мм;
- масса (без коробки), кг: 5,9 кг
- рабочее ПО: Photon S workshop;
- длина волны УФ: 405 нм;
- габариты рабочей камеры: 115 мм × 65 мм × 165 мм;
- разрешение: 2560×1440 точек;
- технология: LCD;
- толщина печатного слоя от: 10 мкм;
- точность: XY: 47 мкм, Z:1,25 мкм;
- монитор: 2,8" цветной TFT;
- гнезда: USB;
- скорость: 20 мм/ч.
Плюсы и минусы
Аnycubic уже успел набрать популярность как у опытных печатников, так и у новичков. Каждый из них отметил положительные и отрицательные стороны устройства. Разберем наиболее часто встречающиеся плюсы, которые отметили пользователи:
- Точность детализации и печати «с коробки». Можно распаковать аппарат, сделать первичную калибровку платформы и начинать печатать. Без долгих мучений с профилями.
- Несмотря на то, что корпус устройства выполнен из пластика, сама конструкция и рама получились довольно жесткими.
- Благодаря новой технологии Paraled получилось снизить паразитную засветку. Искажения по краям поля практически исчезли.
- Довольно простой процесс печати и быстрый режим настройки принтера. Это отметили все владельцы, которые ранее работали на FDM.
- Невысокая цена по сравнению с конкурентами.
Но не обошлось и без минусов:
- Несмотря на усиленную вентиляцию, принтер все же прилично «попахивает». Необходимо принудительное проветривание комнаты, тем более, если вы печатаете в жилом помещении.
- Довольно хлипкая дверца. Нужно понимать, в этом случае мы говорим о пластиковой дверце, но не о самой конструкции принтера.
- Высокая стоимость полимеров. Этот минус относится ко всем фотополимерным принтерам.
- Устройство работает только с собственными расширениями файлов. Впрочем, этим грешат многие 3D-принтеры.
- Небольшой размер напечатанной модели.
Но и эти минусы не могут перечеркнуть все достоинства данного аппарата. Тем более, что точность печати позволяет использовать его в разных сферах деятельности.
Anycubic Photon — это очень популярный фотополимерный 3D-принтер, в котором используется собственный запатентованный слайсер. Прочтите эту статью, чтобы узнать всё о слайсере Anycubic Photon.
Встречайте «родной» слайсер от Anycubic

Актуальная проблема для слайсера Anycubic Photon.
Успех 3D-печати объекта во многом зависит от правильно выбранной программы для слайсинга.
Слайсер преобразует 3D-объекты в инструкции для принтера. Он контролирует разрешение, скорость печати и другие параметры, влияющие на процесс создания будущей модели.
Особенно важно знать, как работает слайсер при взаимодействии с 3D-принтером, использующим необычные материалы, такие как смола. Фотополимерная печать требует определённых знаний, поскольку она сильно отличается от 3D-печати филаментом.
Программа идёт вместе с принтером Anycubic Photon. Наша статья расскажет вам, как это работает, чтобы вы смогли добиться максимальных успехов при работе с 3D-печатью.
Устанавливаем прогу

Photon — ничто без хорошего слайсера.
Каждый 3D-принтер Anycubic Photon идёт в комплекте со слайсером, размещённым на SD-карте. Чтобы установить программу с SD-карты, вставьте её в компьютер и найдите следующие установочные файлы:
- 1) Откройте подпапку с «File_English_Photon»;
- 2) Затем перейдите в «Photon slicing software»;
- 3) И щёлкните дважды по «ANYCUBIC Photon SlicerInstall1.1.9.exe».
После этого вам останется лишь следовать инструкциям по установке (не забудьте указать место для сохранения программы на жёстком диске). По завершению установочного процесса вы сможете открыть программу и оценить её возможности.
Чтобы лучше узнать слайсер Anycubic Photon, можете также воспользоваться файл-образцом, который есть на SD-карте. Он наглядно покажет, что делает каждая команда.
Работа с объектом

Интерфейс слайсера Anycubic Photon позволяет просматривать объект с разных сторон.
Слайсер Anycubic Photon имеет простой и понятный интерфейс, который легко освоить. Вот несколько основных моментов:
- Извлечь рабочие файлы можно, щёлкнув команду «Файл» в левом верхнем углу, затем опцию «Открыть» в выпадающем меню и, наконец, имя файла, с которым вы хотите работать.
- Управлять объектом, видя его под различным углом можно, щёлкнув левой кнопкой мыши 3D-объект — в левой части экрана появятся параметры: «Просмотр», «Поворот», «Масштаб» и «Перемещение».
- Менять расположение объекта можно с помощью мыши. Удерживая левой кнопкой мыши объект, перетащите его на нужную позицию. Вы также можете увеличивать и уменьшать масштаб, прокручивая колёсико мыши, и менять угол обзора, удерживая платформу правой кнопкой мыши.
Anycubic регулярно публикует на сайте обновления для своего слайсера, чтобы вы всегда были в курсе последних исправлений и улучшений.
Оптимальные настройки для создания идеальных распечатков

Изменение настроек в слайсере Anycubic Photon для детализации с разным уровнем слоёв.
После того, как вы освоите основные команды, настанет время переходить к расширенным настройкам. Мы также рекомендуем на этом этапе воспользоваться тест-дизайном, чтобы увидеть, как различные варианты выглядят в реальной практике. Вот, что вы можете настроить:
- Толщина слоя: для этого слайсера она может быть в диапазоне 0.01-0.2 мм. Чем толще слои, тем быстрее будет напечатан объект.
- Время экспозиции: в принтере Anycubic Photon время экспозиции схоже со временем экспозиции фотографий. Чем дольше время экспозиции, тем толще и чётче будет слой. Но более длительное время экспозиции потребует более длительной печати. Экспозиционное время в слайсере Anycubic можно настроить в пределах от 6 до 15 секунд.
- Период отключения: это время воздействия УФ-излучения на каждый слой. После экспозиции УФ-излучение отключается, платформа поднимается, очищается и останавливается на заданной высоте слоя до следующего момента экспозиции. Чем дольше перерыв, тем дольше придётся ждать, пока смола осядет и будет готова к экструзии следующего слоя. Более длительные паузы больше подходят для особенно вязких смол. В слайсере Anycubic Photon период отключения УФ-излучения может достигать от 3 до 6 секунд.
- Время экспозиции для нижнего слоя: в создании прочной основы 3D-объекта важную роль играет первый слой. Поэтому чем дольше будет длиться экспозиция нижнего слоя, тем лучше будет сцепление первого слоя с печатной платформой. Можете установить временной диапазон экспозиции от 30 до 80 секунд.
- Поддержка: сложным конструкциям с промежутками или свесами обязательно требуются поддержки, которые помогут сохранить форму модели, пока она хорошо не затвердеет. В слайсере Anycubic Photon вы можете выбрать желаемый уровень поддержки: низкий, средний или высокий. Но имейте в виду, что чем выше уровень поддержки, тем сложнее её будет удалить.
- Размер при печати: при заметных отклонениях 3D-модели попробуйте отрегулировать оси X, Y и Z. Anycubic не советует постоянно менять этот параметр, только когда это действительно необходимо.
После того, как вы отрегулируете все настройки, вам останется лишь нажать на кнопку «Slice» в верхней части экрана (значок с тремя квадратами, наложенными друг на друга). У вас будет возможность предварительно просмотреть свой проект, а затем программа приступит к нарезке.
Как вы знаете, без труда не выловишь рыбку из пруда, поэтому запаситесь терпением и не переставайте экспериментировать с настройками, опираясь на рекомендации из нашей статьи.

Cтереолитографические фотополимерные 3D-принтеры становятся все более доступными. Перед нами одна из самых интересных бюджетных моделей 2018 года — LCD-принтер Anycubic Photon, фотополимерный 3D-принтер для печати дома, в офисе и в мастерской.
Характеристики Anycubic LCD Photon

- Энергопотребление, Вт: 40
- Размеры, мм: 220х200х400
- Вес, кг: 6,6
- Программное обеспечение: Anycubic Photon Slicer
- Длина волны засветки, нм: 405
- Источник света: УФ-LED
- Рабочая камера, мм: 115х65х155
- Разрешение печати: 2560*1440
- Технология печати: LCD
- Толщина слоя от: 25 мкм
- Точность печати: XY: 47 мкм, Z:1,25 мкм
- Дисплей: 2,8" цветной TFT
- Интерфейсы: USB
- Скорость печати, мм/ч: 10-20
- Цена: 32 679 рублей (цена ориентировочная и может изменяться, уточняйте по ссылке)
Видео
История
Anycubic получила признание пользователей благодаря своим недорогим FDM-принтерам.

О принтере
Поступившая в продажу весной этого года, первая фотополимерная модель компании Photon не стала исключением. Это доступное и надежное решение, с качеством распечаток на уровне 3D-принтеров стоимостью в сотни тысяч рублей.

Если быть точным, то Anycubic Photon это LCD-принтер. Под ванной с фотополимером находится жидкокристаллический экран с ультрафиолетовой подсветкой — именно эта система послойно засвечивает смолу. Разрешение экрана — 2560 на 1440 точек — хороший показатель для устройства, стоимость которого не превышает 50 тысяч рублей.

Комплектация и устройство
3D-принтер поставляется в полностью собранном виде. В комплект, помимо устройства, входит пробник со смолой, средства защиты — перчатки и маска, одноразовые воронки для очистки смолы, сменная пленка для ванночки, набор ключей и пластиковый шпатель.
Управлять устройством можно с помощью сенсорного дисплея. На правой панели, внизу, находится кнопка включения и USB-разъем для флешки.

Откинув крышку, получаем доступ к основным узлам — рабочей платформе и ванночке для фотополимера, которая размещается прямо поверх ЖК-экрана.

ПО, материалы и печать
Перед началом работы необходимо выполнить калибровку в ручном режиме. Эта процедура занимает 5-7 минут. Повторная калибровка понадобится, если вы столкнулись с проблемами при печати.

Производитель рекомендует следить за чистотой ЖК-экрана и фторопластовой пленки на дне ванночки. Пыль следует удалять аккуратно, чтобы не повредить поверхность — используйте ткань смоченную в изопропиловом спирте.
Подготовка модели выполняется с помощью слайсера, который можно установить с комплектной флешки или скачать на официальном сайте компании.

Набор настроек минимален — толщина слоя, время засветки, параметры первых слоев. Но этого вполне достаточно, особенно если вы печатаете смолой Anycubic.

Кстати, принтер всеяден — можно выбрать любой доступный вам фотополимер, который засвечивается ультрафиолетом с длиной волны 405 нанометров.

Поддержки генерируются и автоматически, и вручную. Процесс их создания гибко настраивается.

Готовая модель сохраняется во внутреннем формате Anycubic, а печать осуществляется напрямую с флешки.

Заливаем смолу, около трети по высоте ванночки, и запускаем модель на печать.

Если вы начинающий 3D-печатник, то рабочего объема 115х65х155 миллиметров будет вполне достаточно, для большинства повседневных задач большего и не нужно.

По толщине слоя и качеству печати Anycubic Photon не уступает более сложным и дорогим фотополимерным устройствам.

Если раньше вы печатали только на FDM-принтерах, то к работе со смолой придется привыкнуть. Например, для многих оказывается неожиданностью процесс постобработки и требования по очистке устройства от остатков смолы.

Но сложности в обучении нет никакой. Тем более, что «Фотон» снабжается хорошо проработанной документацией. Существует растущее пользовательское сообщество Anycubic. Да и в интернете можно легко отыскать советы и рекомендации по работе с этим 3D-принтером.

Итого
Доступная цена, простота в работе и обслуживании, качественные распечатки — на сегодня это одно из лучших решений на рынке, где правят фотополимерные принтеры стоимостью в сотни тысяч рублей.

Если вы ищете профессиональный инструмент для применения в стоматологии или ювелирном деле, то стоит рассматривать более серьезные модели.

Но энтузиасты 3D-печати, которые хотели бы освоить азы фотополимерной печати и использовать этот принтер в быту, вряд ли найдут что-то более интересное.

Наши специалисты помогут с выбором оборудования для 3D-печати и сканирования для любых целей, обращайтесь!
Читайте также: