
Запись программы на флешку для станков с чпу
Обновлено: 05.07.2024
Резервное копирование программного обеспечения станков с ЧПУ
Виды программного обеспечения станков с ЧПУ
Настройки базовой системы ввода-вывода BIOS
Активные данные BIOS хранятся в ОЗУ и теряются при разряде батарейки. Данные BIOS по умолчанию хранятся в ПЗУ.
Программа HMI
Программа человеко-машинного интерфейса (HMI) хранится, как правило, на одном носителе с операционной системой, под управлением которой она работает (Windows или Linux):
- на жёстком диске промышленного компьютера
- на CF-карте
- в постоянной памяти (SD-карте) панели оператора.
Технологические программы, данные ЧПУ и цифровых приводов
Активные программы обработки деталей, данные ЧПУ и цифровых приводов, как правило, хранятся в оперативной памяти NC (SRAM). Архивы этих данных могут быть скопированы из оперативной в постоянную память (на жёсткий диск, CF-карту и т.п.).
Программа электроавтоматики (PLC)
Активная программа управления электроавтоматикой станка хранится в оперативной памяти ПЛК. При наличии постоянной памяти ПЛК, программа может быть сохранена в этой памяти.
Операционные системы
В современном станке с ЧПУ может быть несколько разных операционных систем, например:
- DRDOS, Windows - для человеко-машинного интерфейса
- Linux - для ЧПУ, цифровых приводов и ПЛК.
Резервное копирование программного обеспечения станков с ЧПУ
Резервное копирование данных SRAM
Параметры, которые хранятся в оперативной памяти (данные SRAM) теряются безвозвратно при разряде батарейки.
Данные SRAM архивируются с помощью специальных процедур (которые зачастую не описаны в стандартной документации). Необходимо иметь подробное описание этих процедур.
Резервное копирование программы промышленного контроллера
Резервное копирование программы PLC может быть выполнено, как правило, двумя способами:
- в специальном формате, пригодном для просмотра и редактирования (например, с помощью STEP7)
- в бинарном формате, не пригодном для просмотра и редактирования.
Копирование программы ПЛК в редактируемом формате выполняется с помощью специализированного ПО производителя контроллеров.
Резервное копирование жёсткого диска
Создание образа жёсткого диска с помощью программ Acronis или Ghost, как правило, может быть выполнено двумя способами:
- с отсоединением винчестера (при возможности подключения его к ПК через USB-адаптер)
- без отсоединения винчестера (при наличии в BIOS возможности загрузки с флэшки или внешнего жёсткого диска).
Резервное копирование карт Compact Flash
Создание образа CF-карты, как правило, может быть выполнено двумя способами:
- с отсоединением CF-карты (при возможности подключения её к ПК через кард-ридер
- без отсоединения CF-карты (при наличии специализированного программного обеспечения).
Резервное копирование SD-карт
Резервное копирование с помощью кард-ридера или специализированного ПО.
Резервное копирование загрузочных дискет
Создание образа дискеты, например, с помощью программы UltraISO.
Резервное копирование загрузочных дисков
Создание образа загрузочного диска, например, с помощью программы DAEMON Tools Lite.
Backup-батарейки
Нельзя просто снять старую батарейку и установить новую - данные могут быть безвозвратно утеряны. Замена батареек производится строго по инструкции.
Нельзя менять батарейку на аккумулятор, т.к. у аккумулятора и батарейки разные характеристики кривой разряда.
Необходимо вести журнал замены батареек:
- название станка, серийный номер, место установки станка
- тип батарейки, место установки батарейки, описание процедуры замены батарейки
- контактные данные поставщика батареек, срок поставки батареек
- дата, когда была установлена батарейка
- дата, когда должна быть произведена следующая замена батарейки
- имя ответственного за заказ новой батарейки
- дата заказа новой батарейки
- дата поставки батарейки.
Аудит новых станков на предмет сервисопригодности систем управления
При потере данных и отсутствии резервной копии программного обеспечения восстановить станок невозможно.
Должны быть известны процедуры замены backup-батареек и процедуры резервного копирования программного обеспечения:
- Backup промышленного компьютера - образ жёсткого диска или CF-карты
- Backup промышленного контроллера - программа ПЛК
- Backup операторской панели - проект HMI
- Backup сервоприводов - файл с конфигурацией приводов
- Backup ЧПУ - архив машинных данных, коррекций и технологических программ.
Если станок был принят на сервисное обслуживание без соблюдения этих требований, то необходимо быть готовым:
- к дополнительным расходам на оплату услуг сервисной компании, у которой имеются необходимые резервные копии
- к выходу станка из строя.
Журнал резервного копирования
Для контроля необходимо вести журнал резервного копирования:
- название станка, серийный номер, место установки станка
- тип данных
- тип носителя данных
- описание процедуры резервного копирования и восстановления данных с указанием необходимого для выполнения этой процедуры аппаратного и программного обеспечения
- контактные данные сервисного инженера, выполнившего резервное копирование
- дата резервного копирования
- место хранения архива (внешний носитель, путь к файлу).
Предусмотрительность
Станки работают больше десяти лет. Компьютерные компоненты необходимо покупать заранее, пока они ещё есть в продаже (карты памяти, жёсткие диски, дискеты и т.п.).
Пример процедуры резервного копирования
Конфигурация профилешлифовального станка с ЧПУ:
SINUMERIK 840D sl, OP031, PCU50.3-C, NCU720.3 версия А.
Выход в Windows
При включении станка загружается оболочка HMI, из которой уже нельзя переключиться в режим Windows. Поэтому в режим Windows необходимо успеть выйти до загрузки оболочки HMI:
- при загрузке дождаться появления в правом нижнем углу надписи с номером версии
- быстро нажать кнопку с цифрой 3.
Стандартная процедура резервного копирования PCU
- Выйти в Windows (см. выше)
- С рабочего стола Windows запустить приложение ServiceCenter
- Выполнить процедуры создания образов трёх разделов (C:\, E:\, F:\) локального жёсткого диска (формат Ghost 8.2) как описано в «PCU Base Software Comissioning Manual, 03/2010 на стр. 69
- Образы разделов сохраняются на четвёртом разделе D:
- Переписать сохранённые образы на флэшку
Резервное копирование всего жёсткого диска целиком (не снимая его со станка)
- Необходимо сделать специальную системную загрузочную флэшку Windows XP (>16 Гб)
- Загрузить PCU с этой флэшки
- И выполнить резервное копирование всего диска сразу на эту флэшку (а не на диск D:).
Запуск HMI Advanced
На этом станке запускается OEM-приложение (а не HMI Advanced), в котором нет стандартных меню для сохранения машинных данных.
Поэтому, чтобы работать по стандартной схеме с машинными данными необходимо:
Современные фрезерные станки с ЧПУ обладают высокой производительностью, обеспечивают отличное качество обработки и способны легко перестраиваться на обработку изделий другой партии. Достижение этих качеств ранее — на фрезерных станках с ручным управлением и полуавтоматах — было практически невозможно. И только система числового программного управления (сокращённо ЧПУ) позволила внедрить обработку изделий в точном соответствии с заложенной программой. Достоинством такого способа управления является полное исключение роли оператора станка из процесса обработки. Фрезерный станок «сам», в автоматическом режиме — согласно заложенной в память ЧПУ программе — выполняет технологические переходы обработки заготовки. Оператору остаётся лишь снимать/закреплять заготовки на рабочем столе, устанавливать и закреплять режущий инструмент, соответствующий данному этапу обработки (чистовому, черновому переходу и т. п.), и осуществлять общее наблюдение за оборудованием.
Однако, современное оборудование с ЧПУ не исключает полностью «человеческий фактор» из процесса обработки. Оно лишь переносит его во времени — если в процессе фрезерования участие человека не требуется, то его роль во время подготовки управляющей программы и её загрузки на станок является определяющей для обеспечения высокого качества обработки.
Системы управления фрезерным станком с ЧПУ
Сущность работы системы ЧПУ заключается в преобразовании кодов управляющей программы (содержащей эскиз деталей и построенную на его базе траекторию движения фрезы) в сигналы для исполнительных элементов станка — электродвигателей инструментального портала и шпинделя. Таким образом, режущему инструменту сообщается необходимый по техпроцессу маршрут движения фрезы возле заготовки, а также режимы обработки (подача инструмента и частота вращения шпинделя).
Как и обычный персональный компьютер, система ЧПУ содержит микропроцессор, обрабатывающий команды и оперативную память — для хранения текущих данных. Именно в память системы ЧПУ требуется предварительная загрузка управляющей программы для фактической возможности фрезерного станка осуществлять обработку заготовок.
Как правило, современные фрезерные станки с ЧПУ рассчитаны на работу «в связке» с персональным компьютером. С его помощью можно осуществлять ручное управление перемещением шпинделя, а также загружать файлы управляющих программ и запускать обработку по ним в автоматическом режиме.
В некоторых случаях подключение ПК к фрезерному станку нежелательно (к примеру, при обработке каменных заготовок или графита образующаяся мелкая пыль может привести к выходу ПК из строя). Для таких ситуаций фрезерный станок комплектуется специальным пультом — DSP-контроллером. С его помощью доступны те же функции, что при использовании ПК.
И персональный компьютер, и DSP-контроллер способны работать с внешними флешь-накопителями для загрузки файлов управляющих программ. Однако при работе «напрямую» с «флешки» порой возникают серьёзные затруднения.
Работа с внешними флешь-накопителями
В основном, проблема заключается в том, что пульт станка «не видит» файлы управляющей программы на флешь-карте, подключённой к нему. Или «видит» их периодически — от раза к разу, причём с неустановленной закономерностью. Или не распознаёт флешь-карту в принципе. Встречается и обратная ситуация, когда флешь-карту «из пульта» не распознаёт персональный компьютер.
Причины подобных затруднений могут быть следующие
Фирма-производитель. «Флешки» от разных изготовителей, имеющие разный объём (до 1 Гб, свыше 2 Гб и «промежуточные») не всегда корректно распознаются конкретными DSP-контроллерами. Большое число мнений сходится в том, что для решения проблемы совместимости «по фирме и объёму» лучше использовать «флешки» как можно меньшей ёмкости (например, «старые», объёмом 256 Мб). Или определять подходящую карту методом кропотливого перебора — одну за другой, пока не найдётся та, что спокойно распознаётся контроллером.
Тип USB-порта. Как правило, флешь-память должна поддерживать (быть совместимой) спецификацию USB 1.1. Более современные «флешки» (USB 2.0, USB 3.0) могут не распознаваться DSP-контроллерами более ранних годов выпуска — даже при физическом совпадении размеров USB-гнезд флешки и контроллера.
Тип файловой системы. Для успешной работы с большинством моделей DSP-контроллеров, флешь-карта должна быть отформатирована в файловой системе FAT. Ни FAT32, ни тем более NTFS-файловая система не будут распознаны DSP-контроллером — при подключении такой «флешки» контроллер её просто «не увидит». Но в случае переформатирования под «правильную» систему, проблема решается полностью. Необходимо отметить, что форматирование флешь-карты удаляет всю записанную на ней информацию. Поэтому, перед «экспериментами» с файловой системой следует позаботиться о сохранности или резервном копировании данных!
И наконец, одна из самых простых, но и самых неприятных затруднений с флешь-картой. Ряд станков уже поставляются с флешь-картой в базовой комплектации. Эта «флешка» может являться ключом аппаратной защиты. Без неё станок работать отказывается. Другую флешь-карту для загрузки файлов управляющих программ использовать также не получается. Следовательно, потеря «родной» «флешки» чревата полной блокировкой работы фрезерного станка!
Единственным решением данной проблемы является заранее создать образ с исходной флешь-карты и «развернуть» его на другом носителе. Таким образом, получится своеобразная резервная копия. Однако сделать это после потери «родной» флешь-карты невозможно, а хорошие идеи резервирования данных склонны появляться как раз после необратимой потери таковых.
И в завершении хочется дать один ценный совет. Даже если пульт успешно «видит» «флешку», рекомендуется избегать отправки на станок управляющей программы слишком большого объёма (свыше 5 Мб). Выполнение такой программы чревато непредсказуемыми «прыжками» инструмента вдоль любых осей, что может привести к выходу из строя фрезерного станка и представляет угрозу для персонала!
Программа управления станком CNC USB Controller работает в операционных системах Windows XP и Windows7.
1.Установка программы.
Для работы программы требуется, чтобы на компьютере были установлены приложения DirectX-9 и Dotnetfx35. Если их на вашем компьютере не оказалось они присутствуют на установочном диске программы CNC USB Controller.
Для установки программы требуется скачать или запустить с диска установочный файл CNCUSB_Setup.exe
После установки программы можно подключить плату контроллера к USB разъему контроллера.
При первом запуске программа запросит ключ лицензии , который необходимо ввести.
2. Настройка программы.
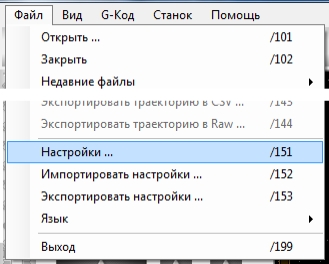
Переход к настройке через меню файл->настройки, рисунок 1
2.1 Настройка осей, рисунок 3, здесь устанавливаем количество осей 3, для станков с поворотной осью 4.
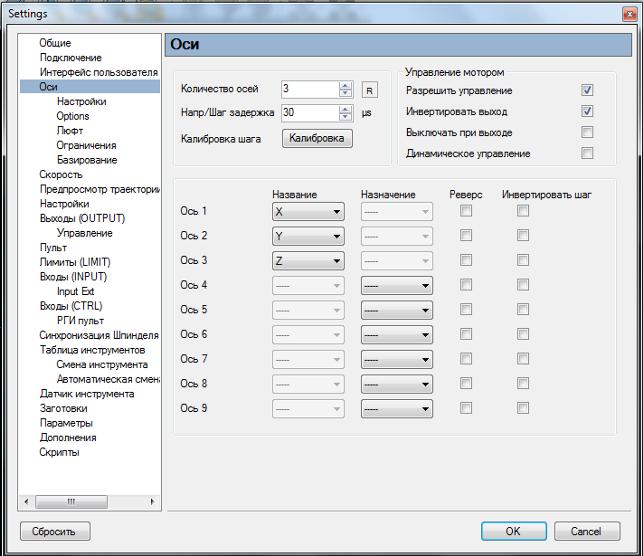
Здесь же, при необходимости, можно изменить направление перемещения по любой оси, установкой галочки в поле "реверс".
Если известен шаг винта и установленный на контроллере микрошаг(коэффициент дробления шага), то можно перейти пропустить пункт 2.2 и продолжить настройку программы с пункта 2.3
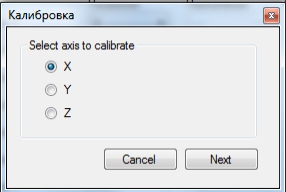
2.2 Кнопка "Калибровка" позволяет вычислить величину "Шагов/Еденицу".
Управляя вручную перемещением каретки с инструментом станка, с помощью кнопок "правый Ctrl" + стрелки клавиатуры, выводим каретку примерно на середину.
Выбираем калибруемую ось, рисунок 3
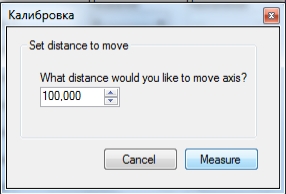
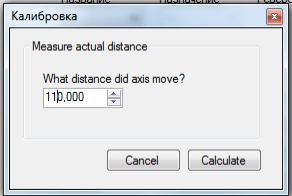
Нажимаем "Next" и указываем расстояние перемещения, рисунок 4.
Заносим расстояние на которое переместилась каретка с инструментом, рисунок 5
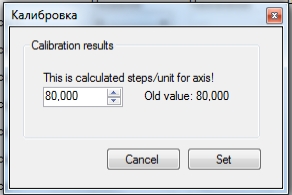
Нажимаем "Calculate" и программа выдаст значение "Шагов/Еденицу". Нажав "Set", программа сохранит эти значения , рисунок 6, и переходим к пункту 2.4
2.3 Установка скоростей холостых перемещений и передаточных чисел.
Меню Файл->Настройки->Оси->Настройки , рисунок 7
Настройка передаточных чисел для определенного ходового винта заносится в поле "Шагов/Еденицу".
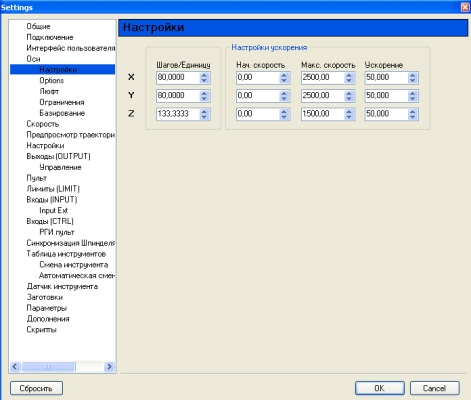
Рисунок 7 Настройка передаточного числа, скорости холостых перемещений и ускорений.
Передаточные числа, скорости и ускорения устанавливаются раздельно для каждой оси,
Передаточное число (для установленного ходового винта ЧПУ станка)
В окошке "Шагов/Еденицу" данные вводятся в соответствии с таблицей для винтовых передач, соединенных напрямую с двигателем, имеющим угол одного шага 1,8 градуса.
Для Моделист2030 c винтом М12 значение "Шагов/Еденицу" устанавливаем равным "228.57142"
Для алюминиевого станка CNC-2020AL 200мм х 200мм c винтом TR10 значение "Шагов/Еденицу" устанавливаем равным "200"
Для Моделист3030 c винтом TR12 значение "Шагов/Еденицу" устанавливаем равным "133.333333"
Для Моделист3040, Моделист4060, Моделист4080 и алюминиевых станков (кроме модели 200мм х 200мм) c ШВП1605 значение "Шагов/Еденицу" устанавливаем равным "80".
Cкорость перемещений ставим не более 3000 для алюминиевых, не более 2500 для станков 3040 и 4060 с ШВП1605, не более 1000 для моделист2020 и 2030, ускорение устанавливаем равным "50", то есть как на картинке, рисунок 7.
Для оси Z значение "Шагов/Еденицу может отличаться от значений других осей.
Устанавливаем для оси Z:
Для Моделист2030 c винтом оси Z М12 значение "Шагов/Еденицу" устанавливаем равным "228,57142"
Для Моделист3030 и станка из алюминия 200мм х 200мм c винтом оси Z TR10 значение "Шагов/Еденицу" устанавливаем равным "200"
Для алюминиевых станков (кроме станка 200мм х 200мм) c винтом оси Z ШВП1605 значение "Шагов/Еденицу" устанавливаем равным "80"
Для Моделист3040-4060-4080 c винтом оси Z TR12 значение "Шагов/Еденицу" устанавливаем равным "133.333333".
2.4 Программные ограничения Меню Файл->Настройки->Оси->Ограничения
3 Описание интерфейса программы CNC USB Controller.
3.1 Главное окно программы, на рисунке 8.
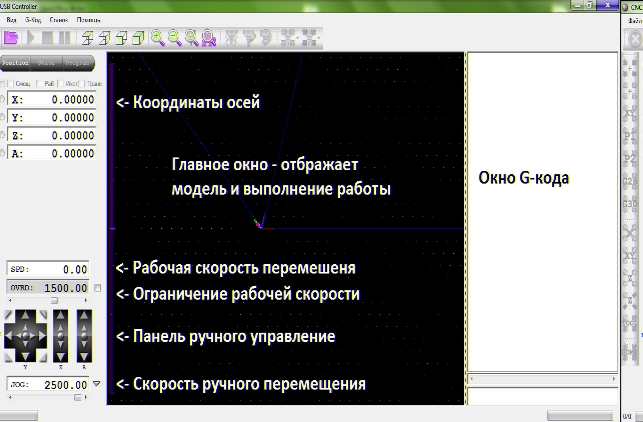
Рисунок 8 Главное окно программы CNC USB Controller.
3.2 Вид рабочей области и окна G-кода, рисунок 9
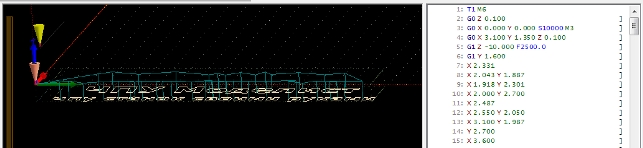
В рабочей области отображается:
сетка, с размерами указанными в настройках,
направление осей XYZ,
жёлтый конус - кончика инструмента (фрезы),
фиолетовый конус - нулевая точка,
голубая полоса - траектория холостого перемещения инструмента,
белая полоса — траектория рабочей подачи инструмента (рабочего хода)
В левой части окна отображается G-код, элементы которого отображаются разными цветами.
3.3 Относительные координаты положения инструмента, рисунок 10.
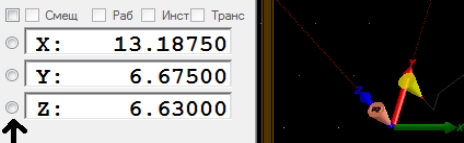
Рисунок 10.
Их модно сбросить разом «Обнулить все координаты», можно по отдельности нажимая на кружок. Так же их можно ввести вручную. Эти действия необходимо провести после перемещения каретки с инструментом в начальное место старта фрезеровки, обычно это левый ближний угол заготовки.
3.4 Панель управления ручным перемещением инструмента.
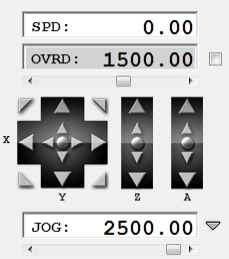
Панель управления
SPD – реальная скорость перемещения в текущий момент
OVRD - ограничение рабочей скорости(скорости подачи)
(если галочка не стоит то ограничения идут максимальные из настроек).
JOG - скорость ручного перемещения.
Большие стрелки перемещают инструмент в указанном направлении, пока они нажаты.
Маленькие стрелки для дискретного перемещения на один шаг, перемещают инструмент на определенное расстояние, указанное в настройках.
3.5 Описание кнопок управления.

Обнулить все координаты
Переместить в точку 0,0,0
Переместить в точку 0,0,Z не изменяя координаты по Z
Переместить в точку с заданными координатами X, Y, Z
4. Создание управляющей программы(G-кода) по растровому изображению из файлов *.jpg
Файл -> открыть -> выбираем наше изображение.
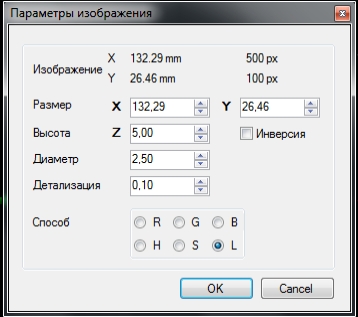
Рисунок 12.
Где:
Размер - общий размер.
Высота - общая высота работы, такой же будет и высота безопасного перемещения.
Диаметр - диаметр инструмента, так же это расстояние между проходами.
Детализация - на сколько срезать вертикальные плоскости.
Инверсия - инверсия изображение.
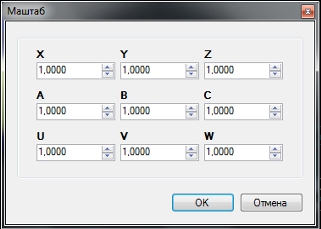
5 Масштабирование.
G-код Маштаб …
Функция "Масштаб" позволяет изменить размер вашей уже загруженной в G-коде модели.
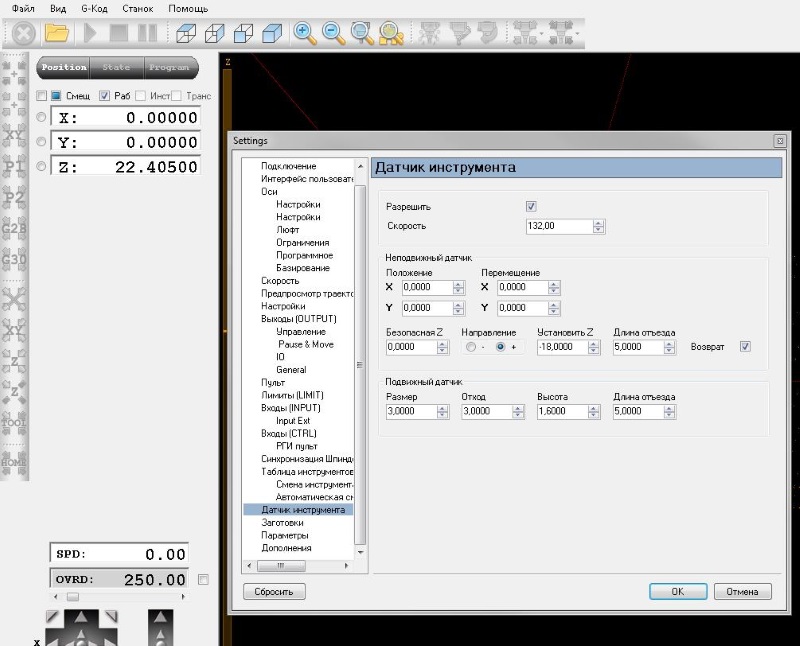
6 Настройка Датчика инструмента (датчик нуля)
6.1 Подключить датчик, один провод на LZ- второй провод на клемму 12В
6.2 Разрешить программе использование датчик а инструмент а.
Для этого в меню Файл/Настройки/ Датчик инструмент а установить галочку "Разрешить", рисунок 14.
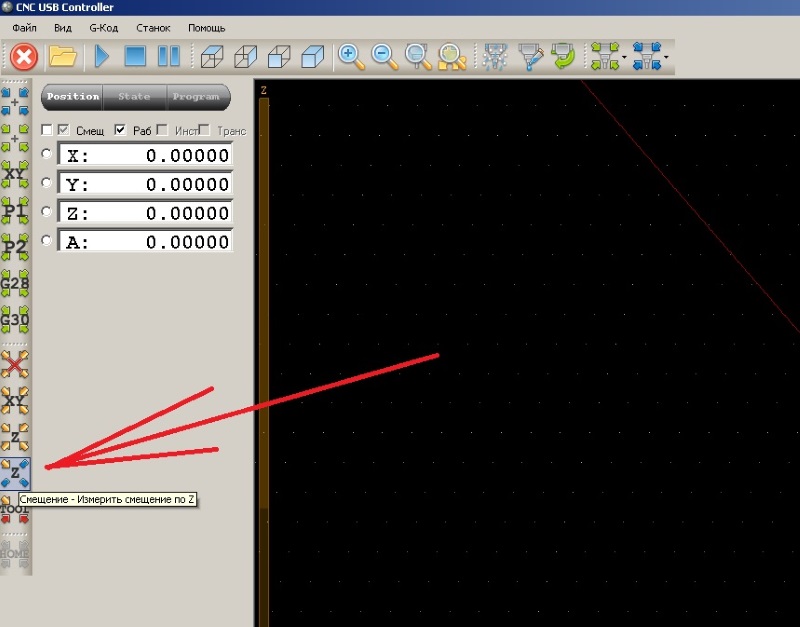
Нажать кнопку "Измерить смещение по Z", рисунок 15, кнопка примет оранжевый цвет, нажать кнопку "смещение - Текущее только Z"(она расположена выше, над кнопкой "Измерить смещение по Z"), снова нажать "Измерить смещение по Z". Станок опустит с заданной скоростью фрезу до касания датчик а и автоматически поднимет инструмент вверх до заданной безопасной высоты.
Статьи по подготовке файлов резки для фрезерного станка в программе ArtCam:
Лужу, паяю, станки ЧПУ починяю.
G01 придумали трусы. Реальные пацаны фрезеруют на G00.
ИнженеГры цветы не едят и спасибы не пьют.
Говорят, что скоро на Али появится прибор, который магический синий дым назад в сгоревшее оборудование будет закачивать. Правда ценник будет не гуманный.
Они и старые видили двухгиговые, но как то снес ей систему (ну как я решил, возможно проблема была в другом), восстановил конечно вручную за пару минут, но осадок остался. Да, по опыту, разные прошивки пультов иногда не видят некоторые флешки (видимые с другими прошивками, хочу тут подменить приятелю пульт с автосменой инструмента-у него ее всеравно нет).Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)! А вот вопрос? а нафига такие ёмкие флешки? максималку что закачивал 52 метра. и шнурком не проще?
Только, что попробовал 16 гиговую той же фирмы (ADATA) и . УРА пошла.
Но обратил внимание, что все новые флешки которые пошли были "Поддержка USB 2.0, обратная совместимость с USB 1.1 ". Те которые чисто USB 2.0, без 1.1 НЕ ИДУТ.
To Buzl. А где взять флешки меньшим объемом? И какие они будут через год-два?
Так что я запасусь сейчас.
Если вам все равно, где вы находитесь, значит, вы не заблудились Была у меня пара таких пультов, если с флешки перелить в пульт то работает. Перепрошивка не помогла, возможно не родная версия. Вылечил заменой .
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)! Если вы потеряли флешку от станка, то возможно она прячется в диване.
birth1.618, у этого фрезера никогда не было никаких флешек, если только ключь к Тайп 3.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)! Если пишет форматировать, то это вернее всего слетела таблица размещения файлов, а не кончились циклы записи. В таких случаях можно попытаться восстановить информацию с помощью спец программ типа изерековери, которые покластерно восстанавливают структуру этой таблицы.
Лужу, паяю, станки ЧПУ починяю.
G01 придумали трусы. Реальные пацаны фрезеруют на G00.
ИнженеГры цветы не едят и спасибы не пьют.
Говорят, что скоро на Али появится прибор, который магический синий дым назад в сгоревшее оборудование будет закачивать. Правда ценник будет не гуманный.
Всяко форматировал новые флешки три штуки купил уже станок видит, но прочитать не может не запускается.Если у вас черный пульт (RZNC0501, 0504 или 0509), то на флешки не надо никаких драйверов. Если прошивка этой электроники старая, то флешка должна быть до 1Гб и только под FAT16, если новая, то флешка может быть и большая, но обычно уже FAT32, но по-любому должна быть с обязательной поддержкой USB1.2 - при том не со всякими контроллерами этих флешек работают , поэтому лучше подходящую флешку искать среди самых дешевых (A-Data, дешевые Кингстоны, иногда подходят SiliconPover).
Лужу, паяю, станки ЧПУ починяю.
G01 придумали трусы. Реальные пацаны фрезеруют на G00.
ИнженеГры цветы не едят и спасибы не пьют.
Говорят, что скоро на Али появится прибор, который магический синий дым назад в сгоревшее оборудование будет закачивать. Правда ценник будет не гуманный.
Для работы станков с ЧПУ требуются управляющие программы. Они служат для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании.
Правильно выбрать подходящую программу для станка с ЧПУ - это первый шаг к освежению работы на ЧПУ станке.
Простой и бесплатный генератор коробок для лазерной резки.

Если у вас есть станок для лазерной резки фанеры, то вы, скорее всего, сталкивались с задачей вырезать коробку или ящик различного размера, с перегородками и без.Но что делать, если опыта в отрисовке подобных эскизов нет? А постоянно заказывать дизайн подобных вещей дело накладное. В данной ситуации отлично подойдет простой и бесплатный генератор коробок для лазерной резки на ЧПУ станках. Данная программа бесплатная и не требует установки на компьютер. Можно зайти через браузер на сайт и настроить параметры вашей коробки. Давайте рассмотрим, что может данный генератор коробок.
Основные настройки генератора коробок для лазерной резки.
Что такое G-CODE? Как читать команды G-кода?

Если ваша работа или хобби связана со станками с ЧПУ или 3D-принтерами, то понимание того, что такое G-CODE и как он работает, имеет важное значение. Итак, в этом руководстве мы изучим основы языка G-кода, рассмотрим, как читать команды G-кода.
В статье про команды GRBL v1.1 я уже рассказывал об основных командах G-code. Сегодня рассмотрим подробнее структуру команд и как их читать.
Команды GRBL v1.1. Подробное описание.

В предыдущей статье был рассмотрен процесс настройки прошивки GRBL v1.1 и основные команды, необходимые для этого. Сегодня разберем подробное описание команд. Данная информация не пригодится, если вы собрали станок, настроили и пользуетесь им. Полученные знания нужны для более глубокого понимания работы прошивки GRBL v1.1.
В связи с тем, что я планирую разработать автономный контроллер для управления ЧПУ станком, данную информация нужно знать. Но обо всем по порядку.
GRBL v1.1 Команды в реальном времени.
Прошивка grbl 1.1, настройка - инструкция на русском.

В предыдущих статьях мы рассмотрели, где скачать прошивку grbl 1.1, как установить данную прошивку и с помощью какой программы производить настройки. Сегодня рассмотрим какие параметры мы получаем от станка. И как произвести настройку grbl 1.1 – инструкция на русском языке.
Включение станка, что за информация нам выдает grbl 1.1?
- В предыдущей статье про Universal G-Code Sender при подключении станка, в консоли программы, мы видели информацию:
Universal G-Code Sender управляющая программа для ЧПУ на русском.
В предыдущих статьях рассмотрели программу Arduino IDE, прошивку для ЧПУ станков GRBL 1.1. Пришло время настроить ЧПУ станок и научиться им управлять. Для этого подойдёт программа Universal G-Code Sender, которая имеет русскую локализацию. Кроме этого, программа имеет 2 ветки: классическая – с минимальным оформлением и Universal G-Code Sender v 2.0 – данная версия отличается богатым функционалам и отличной визуализацией процесса обработки. Приступим к рассмотрению всех возможностей и сложностей, с которыми можно столкнуться при работе с данной программой.
Universal G-Code Sender скачать.
Прошивка GRBL 1.1. Скачиваем и загружаем в Arduino.

В предыдущей статье рассмотрели программу Arduino IDE, с помощью которой можно загрузить прошивку в ЧПУ станок на Arduino. Сегодня поговорим о том, откуда можно скачать прошивку GRBL 1.1 и как её загрузить в микроконтроллер. Полный процесс сборки ЧПУ станка с использованием прошивки GRBL 1.1 можно тут: ЧПУ плоттер на Arduino своими руками.
Где скачать GRBL 1.1?
Зубчатое колесо (шестерня) в Inkscape, для фрезеровки или печати на 3D принтере.

При разработке узлов для ЧПУ станков или для Arduino проектов, часто нужно сделать шестерни или реечную передачу. Рисовать их с нуля достаточно долго, и при этом для каждого проекта нужно рисовать свой вариант. Недавно открыл для себя расширение для программы Inkscape, которое позволяет создать не только зубчатое колесо, но и реечную передачу.
Создаём зубчатое колесо в Inkscape.
NC Viewer - редактор G-Code и симулятор ЧПУ.
Проверка ваших программ G-Code имеет решающее значение для обеспечения надежной и максимально безотказной работы вашего ЧПУ станка. Лучший способ сделать это - использовать симулятор G-Code например NC Viewer.
Симулятор ЧПУ - этот тип программного обеспечения даст вам визуальную проверку того, что ваша программа будет делать, прежде чем вы запустите ее на своем станке с ЧПУ.
Подобные программы, также известны как: проверка G-кода, G-Code визуализатор или анализатор G-Code, помогают предотвратить сбои и поломку инструмента, что позволит сэкономить вам деньги и нервы.
Plotterfun веб приложении для созданий графических изображений для ЧПУ плоттера, гравера.

Сегодня хотелось бы поговорить о веб приложении под названием Plotterfun. Это достаточно удобное и понятное приложение, создающее из фотографий графику для ЧПУ плоттеров и лазерного гравировального станка. Приложение имеет множество режимов преобразования фотографий в .SVG формат. Благодаря разнообразию алгоритмов, можно получить очень красивые изображения, которые в последующем могут быть нарисованы на плоттере. Интерфейс приложения понятен и сложностей в использовании возникнуть не может. И имеет более богатый функционал, чем программа StippleGen 2, которую рассматривали в прошлой статье. Приложение открывает новые возможности в рисовании на ЧПУ плоттере. Каждый алгоритм, как отдельный вид искусства. Давайте же разберемся в интерфейсе приложения, а также поговорим о всех его функциях.
ESP32 GRBL плоттер. Конечные выключатели. Позиция Home.

Установка и настройка программы LaserGRBL.
Universal G-Code Sender управляющая программа для ЧПУ на русском.
Наши проекты:
Портал ПК - Уроки и Проекты на Arduino, ESP32, ESP8266
Ардуино технологии - Новые уроки и проекты на Arduino, ESP32, ESP8266
ЧПУ технологии - Самодельные ЧПУ станки, обзоры, статьи
Читайте также: