
Как научиться паять материнские платы
Обновлено: 07.07.2024
При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Суть технологии пайки заключается в нагреве зоны контакта с последующей ее заливкой жидким металлическим легкоплавким припоем. После остывания расплав обеспечивает электрический контакт. Перед тем как припаять провода, обычно необходима дополнительная обработка соединяемых поверхностей (чаще всего т.н. лужение проводов), что гарантирует долговременную стабильность.
При отсутствии вибраций и ударных нагрузок для мелких деталей достигается неплохая прочность соединения. Во всех прочих случаях паяют с дополнительной фиксацией.
Что может понадобиться для пайки?
Для пайки требуется источник тепла. Можно паять с использованием открытого пламени, электрической спирали, а также луча лазера. Последний позволяет паять даже чистым металлом. Дома пользуются преимущественно электрическим паяльником. Он предназначен для:
- монтажа и ремонта различных электронных схем;
- конструирования и ремонта электротехнического оборудования;
- лужения слоем припоя различных металлических изделий.
Паяльник
Паяют ручным паяльником, который используют для:
- прогрева соединяемых компонентов;
- нагрева припоя до перехода его в жидкое состояние;
- нанесения жидкого припоя на соединяемые элементы.
Паяльник, который изображен на рисунке 1, содержит:
- изолированный слюдяной пленкой или стеклотканью спиральный нагреватель из нихромовой проволоки;
- медное жало, которое расположено внутри спирали;
- пластиковую или деревянную рукоятку;
- корпус для размещения жала паяльника и спирали.
Подключение к электрической сети производят кабелем длиной примерно 1 м, который через ограничитель радиуса изгиба выходит из задней части рукоятки.
Деревянная или пластиковая рукоятка имеет форму простой ручки. Электронные схемы паяют изделиями небольшой мощности, оборудованных пистолетными рукоятками с кнопкой-курком для быстрого разогрева жала. Один из вариантов такого инструмента показан на рисунке 2.

Рисунок 2. Радиомонтажный паяльник пистолетного типа
Бытовые паяльники предназначены для подключения к сети напряжением 12 и 220 В.
Припой
Паяют припоем – сплавом олова со свинцом, возможны добавки иных металлов. Припой имеет форму трубки или проволоки различного диаметра. Трубчатый припой заполнен внутри канифолью, паять с его помощью более удобно.
Свинец вводят в сплав для уменьшения стоимости. Его удельное содержание различно, что прямо отражается в марке. Например, ПОС-61 (очень популярный третник) означает:
В быту паяют сплавами с уменьшенным содержанием олова, лужение посуды целесообразно выполнять составом ПОС-90.
Кроме того, паяют мягкими и твердыми припоями. Мягкие составы имеют температуру плавления менее 450, остальные относят к твердым. Температура плавления припоя ПОС-61 составляет 190 – 192 °С. Из-за сложностей разогрева высокотемпературную пайку с привлечением твердых припоев электрическим инструментом не выполняют.
Составами с добавлением легкоплавких металлов: алюминия и кадмия – паяют алюминий. Из-за повышенной токсичности паять с их помощью можно только при отсутствии альтернативы.
- растворение окисных пленок на поверхности соединяемых деталей;
- хорошее сцепления с ними паяльного сплава;
- улучшение условий растекания сплава по поверхности тончайшим слоем.
Обычно в этом качестве используют канифоль, а также составы на основе ее смеси со спиртом, глицерином и цинком. Канифоль имеет температуру размягчения чуть выше 50°С, при 200°С кипит. Химически канифоль довольно агрессивна по отношению к металлам и гигроскопична, при насыщении влагой быстро увеличивает проводимость. В зависимости от добавок и их концентрации демонстрирует свойства нейтральных или активных флюсов.

Канифоль и припой
Канифольный флюс продается в виде порошка, кусками или раствора канифоли.
Серебро, нержавеющую сталь и некоторые другие металлы можно паять только с помощью специальных флюсов (известны как кислотные флюсы или паяльные кислоты).
Некоторые монтажники, которые паяют провода, для улучшения качества облуживания выполняют предварительный нагрев на таблетке аспирина, пары которого выполняют функции флюса.
Паяльные пасты
Паяльная паста это композиция из припоя и флюса. Ею паяют в труднодоступных местах, а также при установке безвыводных электронных элементов. Состав наносят на компонент, который затем просто прогревают жалом.
Пасту можно изготовить самостоятельно. Для этого оловянные опилки смешивают с жидким флюсом до гелеобразной консистенции. Хранят пасту в герметичной упаковке, срок годности из-за окисления олова не превышает шести месяцев.
Подставка для паяльника
Паяют жалом, нагретым до высокой температуры, поэтому в перерыве инструмент оставляют на подставке. Для мощных паяльников ее выполняют с двумя опорами: задняя для рукоятки, передняя – для корпуса. Опоры монтируют на фанерном основании, которое используют служит для:
- установки коробки с канифолью;
- хранения проволоки припоя (пример приведен на рисунке 3);
- чистки жала.
Рисунок 3 показывает, что подставка не требует дефицитных материалов, может быть изготовлена своими руками.

Рисунок 3. Самодельная подставка для мощного паяльника
Для устройств малой мощности часто применяют конусообразный держатель (обычный или спиральный, что показано также на рисунке 3), в которую инструмент вставляют жалом.
Старшие модели подставок снабжают регулятором рабочей температуры, ЖК дисплеем для индикации температуры жала, рисунок 4. Подобный паяльный инструмент часто называют паяльной станцией.

Рис. 4. Пример паяльной станции с индикатором
Оплетка для удаления припоя
С оплеткой паяют в тех случаях, когда необходимо удаление припоя с печатной платы при демонтаже деталей. Представляет собой плотную сетку из покрытых флюсом тонких медных проволок.
Принцип действия основан на поверхностном эффекте: сетка «впитывает» припой, расплавленный на печатной плате, за счет капиллярных сил.
Обычно ширина оплетки составляет около 5 мм, поставка рулонная в корпусе диаметром примерно 5 см.
Функции удаления припоя может выполнять внешняя оплетка старого гибкого коаксиального кабеля.
Меры безопасности
Соблюдение техники безопасности:
- способствует защите от термических ожогов;
- предотвращает возникновение пожара;
- защищает от поражения электрическим током.
Прежде чем начинать паять, следует убедиться в исправности кабеля питания. Жало не должно касаться поводов, а также прочих предметов. Паяльник необходимо всегда класть на подставку. Запрещается касаться его корпуса, брать инструмент можно только за ручку.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Пошаговая техника пайки проводов
Пайку проводов выполняют в такой последовательности:
- Снимают изоляцию на длине 3-5 см (на проводах большего диаметра длина удаляемого участка больше).
- При необходимости зачищают и обезжиривают соединяемые жилы.
- Формируют плотную скрутку проводов.
- Обрабатывают полученный сросток флюсом.
- Набирают на жало припой и паяют скрутку, прогрев продолжают до полного растекания; при необходимости повторяют несколько раз. Припой должен заполнить все полости сростка так, как это показано на рисунке 6.
- Полученный сросток изолируют.
Пайка алюминиевых проводов друг с другом, а также с медными не имеет принципиальных отличий за исключением более сложной процедуры облуживания.
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.
Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.

Рис. 8. Вариант исполнения паечного пинцета
На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
Заключение
Соединение пайкой обеспечивает высокое качество в сочетании с технологичностью. Процедура проста в реализации (научиться паять можно за пару часов), но необходимо аккуратно выполнять нескольких последовательных операций, тщательно соблюдая технологию работы.
Правильно паять можно только при наличии исправного инструмента.
Возможные проблемы при пайке Паяют всегда со строгим соблюдением правил техники безопасности.
Умение паять с использованием правильных методов пайки - фундаментальный навык, которым должен овладеть каждый производитель. В этом руководстве мы кратко изложим основы работы с паяльниками, паяльными станциями, типами припоя, демонтажем и наконечниками по безопасности. Собираете ли вы робота или работаете с Arduino, умение паять вам пригодится.
Что такое пайка?
Если бы вы разобрали любое электронное устройство, содержащее печатную плату, вы бы увидели, что компоненты прикреплены с помощью техники пайки. Пайка - это процесс соединения двух или более электронных частей вместе путем плавления припоя вокруг соединения. Припой - это металлический сплав, и когда он остывает, он создает прочную электрическую связь между деталями. Несмотря на то, что пайка может создать постоянное соединение, его также можно отменить с помощью приспособления для удаления припоя, как описано ниже.
Инструменты для пайки
В обучении пайке хорошо то, что для начала вам не нужно много. Ниже мы расскажем об основных инструментах и материалах, которые вам понадобятся для большинства ваших паяльных работ.
Паяльник
Паяльник - это ручной инструмент, который подключается к стандартной розетке и нагревается, чтобы расплавить припой вокруг электрических соединений. Это один из самых важных инструментов, используемых при пайке, и он существует в нескольких вариантах, например, в форме ручки или пистолета. Новичкам рекомендуется использовать паяльник в форме ручки мощностью от 15 до 30 Вт. Большинство паяльников имеют сменные наконечники, которые можно использовать для различных паяльных работ. Будьте очень осторожны при использовании паяльника любого типа, потому что он может очень сильно нагреваться очень сильно.
Паяльная станция
Паяльная станция - это более продвинутая версия базовой автономной паяльной ручки. Если вы собираетесь много заниматься пайкой, паяльные станции подходят вам больше, поскольку они обеспечивают большую гибкость и контроль. Основное преимущество паяльной станции - это возможность точно регулировать температуру паяльника, что отлично подходит для множества проектов. Эти станции также могут создать более безопасное рабочее место, поскольку некоторые из них включают усовершенствованные датчики температуры, настройки предупреждений и даже защиту паролем для безопасности.
Паяльные жала
В конце большинства паяльников находится сменная деталь, известная как паяльное жало. Есть много разновидностей этого наконечника, и они бывают самых разных форм и размеров. Каждый наконечник используется для определенной цели и имеет явное преимущество перед другим. Наиболее распространенные наконечники, которые вы будете использовать в проектах по электронике, - это жало-конус и жало-клин.
Жало-конус - используется при пайке точной электроники из-за тонкого наконечника. Благодаря заостренному концу он может доставлять тепло в меньшие области, не влияя на окружающую среду.
Жало-клин - этот наконечник хорошо подходит для пайки проводов или других более крупных компонентов из-за его широкого плоского наконечника.
Латунная или обычная губка
Использование губки поможет сохранить чистоту жала паяльника, удалив образующееся окисление. Наконечники с окислением будут иметь тенденцию становиться черными и не принимать припой, как когда они были новыми. Вы можете использовать обычную влажную губку, но это сокращает срок службы насадки из-за расширения и сжатия. Кроме того, влажная губка временно снизит температуру наконечника при протирании. Лучшая альтернатива - использовать латунную губку.

Новогодние праздники прошли на славу если бы ни одно но: из-за перепада напряжения накрылся комп у родственников. Перестал включаться. Хотя usb-устройства продолжали от него заряжаться, да и лампочка на сетевой карте продолжала мигать.
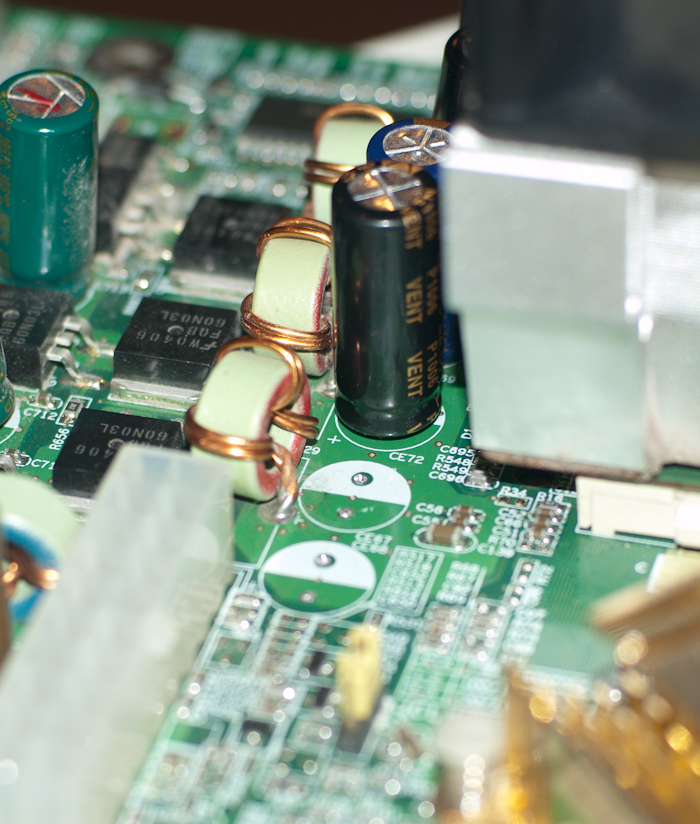
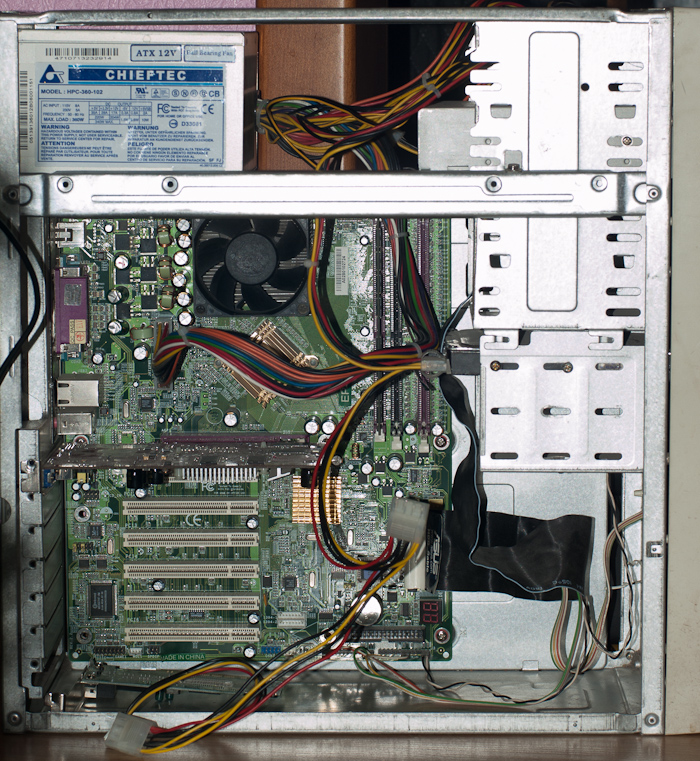
Первым делом подумал на блок питания (и оказался частично прав, но об этом позже). Разобрал комп, вытащил БП и вставил другой. Комп стал стартовать, но на этапе проверки POST моментально зависал. Отключение всей периферии и всего что можно было отключить - не помогло. Сброс BIOS, переставление джамперов на заниженную шину и прочие пляски тоже ни на что не повлияли. И тут я заметил, что электролитические конденсаторы находящиеся рядом с гнездом процессора были вздуты, а несколько из них потекли и были явно не в духе.

Итак, причина выявлена. Начинаем рассуждать: замена материнской платы на плату такого же класса выльется как минимум в 150-200 грн (Мамка на Socket A (S462) Фирмы Epox). Ремонт тоже обычно стоит не менее 80 грн. Да к тому же желание поковырять всё самому было достаточно сильным, что в купе с остальными факторами и повлияло на решение: БУДЕМ ПАЯТЬ!
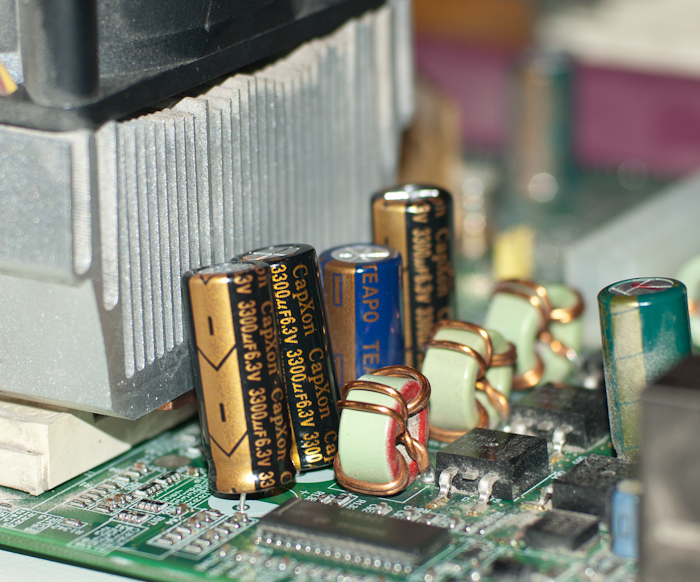
Первым делом - гугл. Оказалось, что на этих материнках это достаточно частая проблема. В 2004-2005 годах ставили электролитические кондёры питания процессора марки GSC — и за эти годы эта самая GSC обросла недобрыми слухами. Спустя пару лет все конденсаторы этой марки текут и выходят из строя. Радует только то, что проблема решается заменой конденсаторов на другие. (В моём случае кондёры оказались марки TEAPO, а не GSC — видимо поэтому они продержались лет 5 без проблем.)

На современных материнских платах в цепи питания процессора используют твердотельные высококачественные японские конденсаторы. Что положительно влияет на надёжность, разгонные характеристики и даже на эстетическую составляющую :)
Вздувшиеся (пухлые, "беременные", "бочкообразные") конденсаторы - ставшее привычным явление, начиная с систем поколения Pentium II-III и позже. Причина их "появления" (в "историческом" смысле) - то, что системы стали потреблять всё больше, что приводило к большему нагреву внутри корпуса компьютера вследствие увеличения потребляемой мощности, в первую очередь - процессоров. Вдобавок, пыль внутри корпуса, затрудняющаа вентилляцию и охлаждение. В частности, именно поэтому, в большинстве случаев пухлые конденсаторы обнаруживаются вокруг разъема процессора.
Какие симптомы бывают при выходе из строя конденсаторов?
Компьютер может повисать без причины и в произвольный момент, иногда компьютер включается не сразу, а после нескольких нажатий на reset, или вообще не включается. Процессор не разгоняется до таких частот, которые он брал прежде, также возможны помехи на экране. Всё это или каждый фактор в отдельности может указывать на износ конденсаторов.
Из визуальных признаков:
- Выпуклое резиновое дно или верхний торец конденсатора.
- Разорванный верх конденсатора с заметным снаружи коричневым веществом.
- Одинаковые конденсаторы могут стать разной высоты. Это - как следствие вздутия.
На верхнем торце конденсаторов имеются углубления - несквозные прорези. В случае повышенного давления конденсатор безопасно разрывается именно по ним, без лишнего шума. На советских конденсаторах такого не было. И советские конденсаторы стреляли как петарды. Алюминиевый цилиндр, в сопровождении звука ничуть не тише петарды, может вылетать делая несколько рикошетов от потолка и стены, прежде чем успокоилтья навеки. На месте конденсатора остаются только ноги и ленты. Хорошо что на материнках не советские конденсаторы :)

Не всегда неисправный конденсатор можно определить по внешнему виду. Он может выглядеть вполне прилично, но потерять ёмкость. Определить это возможно только специальными приборами. Мультиметры, умеющие измерять ёмкость обыкновенно, ограничиваются пределом в 20мкф. Если есть сомнения в качестве конденсатора - лучше его поменять со всеми, не дожидаясь когда он лопнет.
Вообще менять желательно все конденсаторы которые попадутся вам под руку, но я ограничился этими шестью.
Вторым делом надо определить маркировку конденсаторов. На материнке стояло 6 штук с маркировкой TEAPO 6.3 V, 3300uF. На рынке они стоят по 3-4 грн за штуку. Теперь я понимаю, почему многие на форумах покупают сгоревшие материнки. Гораздо выгоднее покупать такие материнки и выпаивать с них всё что может потом пригодиться. Если кто-то будет продавать, обязательно куплю себе пару сгоревших материнок гривен по 15-20 ;)

Совет 1:
Важно соблюдать полярность конденсатора.
Не обязательно брать конденсатор один к одному, можно брать большей емкости и большего напряжения, главное требования к кондерам материнки они должны быть высокочастотными ( можна у продавцов спрашивать конденсаторы для материнок). Ни в коем случае не рекомендуется брать конденсаторы с рабочим напряжением ниже чем у тех которые стояли у вас! Т.е. если стоят на 6,3В, можно ставить на 10В, на 6,3, но ни в коем случае не на 4,3 вольта к примеру!
Конды лучше выбирать с низким ESR — 105 градусные( лучше корейские CapXon, есть комповая серия чёрно - золотые ультра низкий ESR 105 градусов) — я именно такие и взял. (Впрочем других на центральном рынке и не было :) )
Также нам понадобятся:
— паяльник (лучше точечный, в виде "пистолета", ватт эдак на 40, чтобы сильно не перегревать дорожки, но в тоже время иметь возможность достаточно быстро прогреть и выпаять ножки)
— припой олово канифоль
— спирт (для зачистки контактов от остатка флюса, а также для храбрости. Для второго случая понадобятся ещё огурцы солёные 1 шт и стопка, квашенная капуста или, на худой конец, кола.)
— кусачки или бокорезы жены (если не жалко) — чтобы откусить лишнее от кондеров, а также пинцет, чтобы вытягивать кондёры за ноги.
— бутылка Staropramen (а лучше две)
— сухарики Клинские, со вкусом копчёной колбаски. Можно ещё с сёмгой или шашлыком.
— иголка от шприца или деревянная зубочистка — для проделывания отверстий для ножек новых кондеров в материнке.
— хотябы пол-дня свободного времени.
Самое сложное — демонтаж старых испорченных кондёров.
Сначала я пытался прогревать ножки и тянуть кондёр. Но пока я нагревал одну ногу, вторая остывала, и он совсем не хотел выниматься. Убил я больше часа на это дело. (Именно для этого вам понадобится пиво и спирт!) Затем я придумал решение:
Проверните плоскогубцами испорченный конденсатор примерно на 90-180 градусов. Одна нога у него отломается. Затем держите кондёр плоскогубцами и прогревайте оставшуюся ногу паяльником с обратной стороны материнской платы. И одновременно прикладывайте небольшое усилие плоскогубцами, чтобы вытянуть кондёр. После того как вытянули, у вас останется ещё одна нога. Берём её пинцетом и тянем, прогревая с обратной стороны.
Так процесс пошел быстро и уже спустя 5 минут я извлёк 5 конденсаторов. Один оставил на всякий случай, чтобы по нему ориентироваться :)

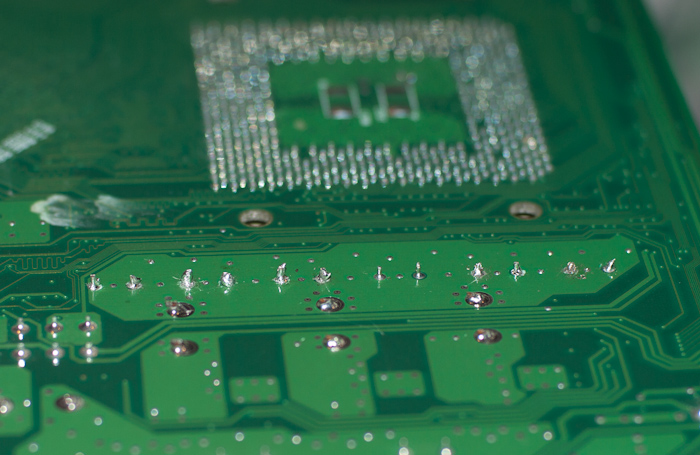
Теперь берёмся за иголку или зубочистку. Приставляем её с той стороны где стояли кондёры в одно из отверстий. (Отверстие остаётся запаянным, а чтобы нам вставить новый кондёр, нам надо его прочистить). Греем паяльником это же отверстие с обратной стороны и прилагаем небольшое усилие чтобы игла (зубочистка) показалась со стороны паяльника.
Когда 2 отверстия готовы, можем вставлять новый кондёр. Рекомендую его ноги зачистить спиртом (если он у вас ещё остался) и пролудить. Продеваем ноги, лишнее откусываем, оставшееся - припаиваем.
И так с каждым кондёром. Не забываем про полярность. И стараемся припаивать кондёры на одинаковом уровне, одинаковой высоты — для эстетики.
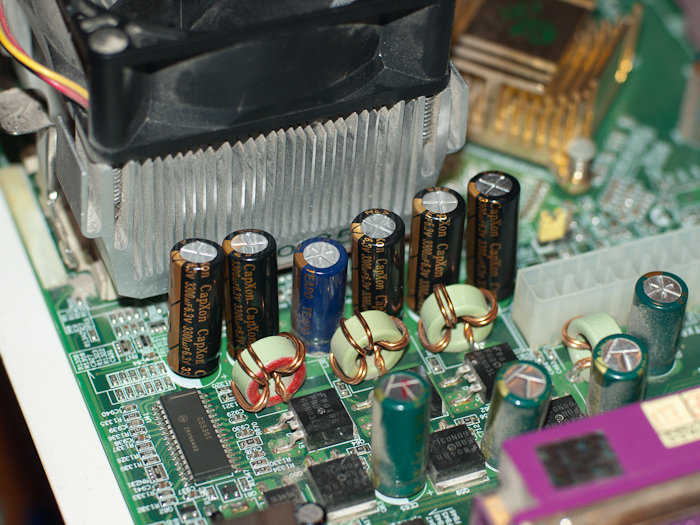
На этом наш ремонт окончен. Осталось собрать всё и подключить. Проверяем — Работает. Прогонял игрушки, тесты - никаких проблем.
Правда я вспомнил, что заработало оно на другом блоке питания — на том, на котором изначально стартовало но висло на POST. Вставил родной блок питания - Codegen 300w - не включается. Значит из-за перепада напряжения родному блоку питания тоже досталось. Ну чтож, дешевый блок питания стоит гораздо дешевле материнки, а ковыряться в нём у меня уже не осталось ни сил ни опыта :) Куплю б/у блок питания гривень за 60.
C вами был Владимир Кондратюк.
Желаю удачных ремонтов, а лучше вообще чтобы у вас ничего не ломалось!

Что такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Технология пайки паяльником
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.

Подготовка паяльника к работе
При первом включении нового электропаяльника с его поверхности идет дымок, и появляется характерный запах. Это сгорает тонкий слой смазки, нанесенный на кожух электронагревателя на производстве. Когда смазка выгорит, нужно выключить устройство и дождаться его остывания.
Заточка жала
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
Лужение паяльника
Перед началом работы с паяльником на жало требуется нанести тонкий слой оловянного сплава (залудить). Применяется два основных способа:
- Разогретым жалом прикасаются к канифоли, расплавляют кусочек паяльной проволоки и деревянным шпателем втирают его в поверхность кончика жала.
- Разогретое жало трут о тряпку, пропитанную раствором хлористого цинка, далее действуют так же, как и в первом способе.
После того, как кончик жала покрылся слоем олова, подготовка паяльника к работе завершена.
Какие существуют виды паяльников
Молотковый

Электропаяльник
Это тот самый прибор, который используют большинство домашних мастеров. За столетие изменился лишь материал ручки и изоляция сетевого шнура. Конструкция оптимальна для мощности 25-250 ватт. По цене конкурентов не имеет.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.

Паяльник с керамическим нагревателем
Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые

Отличается повышенной пожароопасностью.
Выбор мощности
Выбор мощности зависит от тех объектов, которые собираются спаивать:
- Тонкие проводки и электронные компоненты : 25-40 ватт.
- Проводники и детали толщиной до одного миллиметра: 40-80 ватт.
- Изделия толщиной до 2 мм: не менее 100 ватт.
Подготовка к пайке
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Разогрев и выбор температуры
Для достижения оптимального режима температура соединяемых элементов должна быть на 60 -80 ⁰C выше температуры плавления припоя, а температура жала должна быть еще на 10-20 ⁰C выше.
Внесение припоя
В разогретую до требуемой температуры рабочую зону припой вносят двумя методами:
- В жидком виде, на кончике жала, применяется при соединении небольших элементов. Для этого касаются проволоки жалом, кусочек проволоки плавится и под действием сил поверхностного натяжения перетекает на жало, покрывая его тонким слоем. Капля при этом с жала свисать не должна.
- В твердом виде, поднося проволоку к рабочей зоне. Применяется при работе с крупными деталями.

Пайка твердым припоем
Какие существуют припои
В промышленности разработаны и применяются десятки различных марок для различных комбинаций спаиваемых материалов и различных методов спаивания. Правильно выбрать марку из этого разнообразия не так просто, для этого нужны систематические знания по материаловедению В домашней мастерской из всего этого многообразия можно вполне обойтись сплавами группы ПОС ХХ (оловянно-свинцовыми). Две цифры после названия обозначают процентное содержание олова в сплаве.

Как правильно паять паяльником несколько советов
Чтобы правильно и надолго припаять детали, следуйте нескольким советам:
- Тщательно готовьте поверхности.
- Правильно прогревайте рабочую зону, не допуская как недостаточного прогрева, так и перегрева.
- Не допускайте недостатка или излишка припоя в рабочей зоне. Его ровный слой должен полностью покрывать провода и контакты, но не должны образовываться капли и потеки.
- Правильно компонуйте рабочее место. Избегайте захламленности. Все должно быть под рукой.
- Придерживайте провода и выводы деталей пинцетом во избежание ожогов.
Как научиться паять паяльником
В качестве учебного задания прекрасно подойдет тренировка на обрезках проводов. Начать лучше с одножильных. Просто возьмите два проводка, и попробуйте их спаять. Когда удастся правильно спаять одножильные проводки (они перестанут отваливаться друг от друга), можно перейти на многожильные.
Признаки того, что вы научились паять правильно и у вас получилась качественное соединение:
- Поверхность затвердевшего припоя серебристая, с отблеском.
- Нет капель и потеков.
- Соединение прочное (не рвется руками).
- Изоляция не оплавлена.
После завершения пайки
В том случае, когда концы проводов и контактную площадку подвергали обработке флюсом, по окончании операции его остатки необходимо удалить.
Ветошь или губку следует смочить в мыльном растворе и протереть место соединения. Далее его надо просушить сухой ветошью либо феном.
Другие виды пайки
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.

Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Мелкая пайка
При впаивании в печатную плату мелких деталей, таких, как электронные компоненты, нужно избегать двух ошибок:
- Перегрев. Он может привести к выходу их строя деталей и к отслоению проводящих дорожек.
- Избыток припоя. Остаточного тепла, содержащегося в его крупной капле, может хватить на то, чтобы вывести из строя транзистор или микросхему. Массы капли также бывает достаточно для того, чтобы в условиях вибрации или сильного удара оторвать дорожку.
По окончании пропаивания печатную плату следует покрыть специальным лаком, предохраняющим места соединений, детали и проводящие дорожки от влажности и коррозии.
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву. Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами. Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Микросхемы выпайка
Заземление паяльника
Для работы с высокочувствительными электронными компонентами, которые могут быть выведены из строя зарядом статического электричества, следует использовать низковольтные электропаяльники. Их заземляют по специальной схеме, с применением понижающего трансформатора. Использование импульсных приборов недопустимо.
Кроме того, мастер должен надеть на запястье заземляющий браслет, подключенный гибким кабелем к массе печатной платы.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Исходя из этого, меры безопасности должны быть следующими:
Недопустимо придавливать спаиваемые предметы локтем, кистью, корпусом прибора или другими тяжелыми предметами.
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
Читайте также: