
Как подготовить файл для гравировки на лазерном станке
Обновлено: 01.07.2024
Качество конечного продукта зависит от нескольких составляющих:
- Оборудование, на котором производится продукт.
- Исходные данные для получения качественного конечного продукта.
- Персонал, или "руки", которые работают на оборудовании и создают продукт.
Информацию про оборудование Вы сможете найти информацию в каталоге лазерных станков.
Исходные данные в лазерной гравировке это файл, который создан с учетом особенностей работы лазерного станка. От качества файла в большей степени зависит то, что Вы получите. Особенно важно это при гравировке растровых изображений или по-простому фотографий.
Данное направление гравировки используется в ритуальном бизнесе, стеклообработке, декорировании.
В ритуальном бизнесе очень важна схожесть конечного изделия с оригиналом. Необходимо все сделать быстро и качественно, при этом важно, чтобы в процессе работы было привлечено как можно меньше людей, что увеличивает рентабельность.
В стеклообработке важно качество обработки поверхности и визуальное восприятие. Здесь важны умение создавать файлы и чувствовать материал при подборе мощности и скорости.
Для того чтобы сделать процесс подготовки файла в программе CorelDraw легче, специалисты компании ЮСТО подготовили небольшую инструкцию, следуя которой вы сможете получить качественный результат.
Инструкция по подготовке файла для гравировки
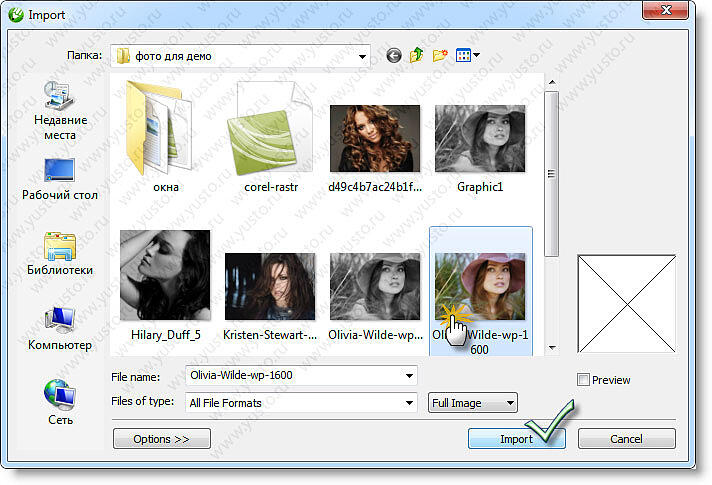
1. Открыть растровый файл в CorelDraw не получится поэтому импортируем фотографию в программу CorelDraw.
EN: File/import RU: Файл/Импорт

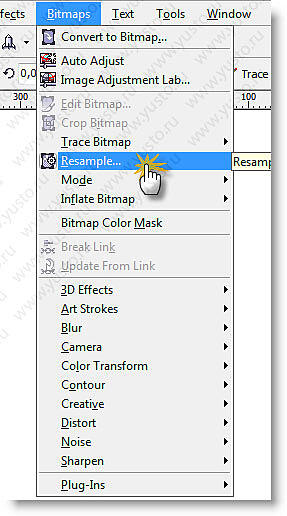
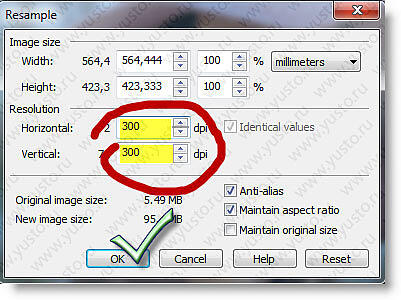
2. Меняем разрешение картинки. Чем больше PDI тем будет выше качество гравировки. Среднее значение, которое стоит использовать от 300 до 500 dpi
EN: Bitmaps/Resample RU: Битмап/Разрешение (перевод может отличаться)
3. Меняем РЕЖИМ отображений картинки в черно-белую 1бит и накладываем фильтр Floyd-Steinberg.
В данной статье рассмотрены основные вопросы, возникающие перед человеком, который рассматривает гравировку на бокалах в качестве возможного варианта открытия (расширения) собственного бизнеса. Затронуты вопросы организации производства и реализации готовой продукции.

Знакомимся с рынком
Для начала следует понять существующую конъюнктуру рынка. Цена на типовой бокал для шампанского в торговых организациях начинается от 55 руб.
Всезнающий Google любезно сообщит, что средняя стоимость подобного изделия с гравировкой составляет уже 600 рублей.
Безусловно, в эту сумму включены все расходы, понесённые производителем: амортизация используемого оборудования, оплата аренды, зарплата, коммунальные платежи, налоги, иные затраты. Любому предпринимателю это понятно изначально.
Просим не рассматривать данную статью как 1001 версию бизнес-плана, «гарантирующего» суперприбыли быстро и без напрягов. Подобной ценной информации в сети более, чем достаточно.
Целью написания настоящей статьи является познакомить владельцев лазерных гравёров с новой идеей, указать на возможную нишу, выбрав которую они смогут динамично развиваться и неплохо зарабатывать.
Естественно, до совершения практических шагов, всё это требуется тщательно просчитать, адаптировать к условиям собственного бизнеса и региона. Любой бизнес требует принятия только взвешенного решения. и ещё один посыл. В любом бизнесе первоочередной вопрос, требующий ответа, вовсе не «сколько я заработаю на этом». Гораздо важнее понять, как, куда и кому можно продать готовую продукцию. На него мы тоже попытались ответить в статье.
Как заработать сорок тысяч рублей всего за два дня
Есть дополнительная опция, комплектация лазерных гравёров поворотным устройством. Правильный их подбор для имеющейся модели станка требует определённых знаний. Также, как и оценка возможностей агрегата в плане гравировки на нём бокалов.
Начинаем от печки. Рассмотрим, насколько полезно подобное устройство, как оно помогает зарабатывать. Для большей наглядности рассмотрим реализованный нашим партнёром кейс. Он успешно реализовал сложный новогодний заказ в СПб, суть которого заключалась в следующем.
Заказчик захотел, чтобы мы выполнили на кружках гравировку по термоэмали, совместив её с печатью, в рамках подготовки корпоративного подарка.
Исходная кружка имеет чёрный цвет. Нанесение рисунка уже выполнено. После её заполнения кипятком, стенки становятся белыми, на них проявляется цветное изображение.
Клиенту требовалась партия из 40 подобных кружек. Две докупили на отладку технологического режима. Установили цену работы, 1000 руб/кружка. Приобретение их заказчик оплачивал самостоятельно. Работа заняла двое суток. Доход, 40000 рублей.
С чего начать, если предложение вас заинтересовало
Для работы требуется лазерный станок. Если вы ещё не являетесь его счастливым обладателем, ознакомьтесь на сайте с материалами, посвящёнными выбору подобного оборудования.
Хотите заняться узкой специализацией, выполняя только гравировку, требующую использования поворотного устройства, уделите внимание станкам брендов Rabbit и Elixmate, адаптированным для его установки. Модели с широким соплом, укомплектованные короткофокусной линзой подойдут лучше всего.

Дополнительным достоинством подобного выбора является возможность производства упаковки для бокалов, свадебных открыток, иных элементов декора, которые приобретаются вместе с бокалом, повышая величину среднего чека.
Решив вопрос с необходимым агрегатом, дальнейшие действия предусматривают следующий алгоритм:
Его наличие обеспечивает возможность гравировки криволинейных (цилиндрических) поверхностей: стаканов, термосов, иного.
Производители предлагают поворотные устройства трёх видов. Основное различие, в типе реализованного крепежа (смотри ниже).
Наличие зажимной бабки делает устройство универсальным (можно крепить любой предмет). С одним ограничением, если он достаточно хрупкий (бокал) используют прокладки из резины.
Именно данную версию рассмотрим ниже.
Очень большое значение, на данном этапе, имеет форма предмета, поверхность которого следует гравировать, сложности наносимого узора. Но данная тема является самостоятельной. Если она вас интересует, пишите об этом в комментариях. Мы обязательно подготовим соответствующие материалы.
При нанесении растровых изображений, они заблаговременно переводятся в бит-формат (белое/чёрное). Не знаете, как это сделать, легко найдёте подобную информацию в Гугл.
Имеющийся рабочий стол должен обеспечивать размещение поворотника, с учётом его размеров во всех трёх плоскостях. Контролируйте выставление последнего параллельно «Х». проверьте, чтобы двигатели (станок, поворотник) соответствовали (пример все, трёхфазные).
Станок включается, производится настройка RdWorks. Делается это весьма просто. Во вкладке user входите в подпункт Ream, нажимаете на Rotating.
Далее настраивается Circle Puls (задаёт число импульсов для поворота).
Если вал установленного шагового двигателя напрямую соединён с патроном устройства поворотного типа, нужное число считывается с драйвера двигателя.
Можно воспользоваться специальной таблицей непосредственно на драйвере, на которой указаны требуемые значения.
Для поворотного устройства, оснащённого редуктором, следует внести поправку на передаточное число последнего. Следовательно, выставление Circle Puls производится с к-том редуктора.
Пример. Редуктор ½, драйвер, 2000. Выставляемое число оборотов = 4000.
Диаметр обрабатываемой заготовки уточняется штангенциркулем. Полученный результат вносится в окошко в RdWorks.
Нажимаете «запись» (Write).
У станков разных брендов установка имеет собственную специфику (ознакомьтесь с инструкцией изготовителя).
После настройки стол опускается в крайнее нижнее положение и производится включение станка.
Отсоединяется одна из осей (обычно, Y). Взамен подключается поворотник. Поворотное устройство (ПУ) устанавливается в станок (выполняется контроль параллельности по Х). В ряде моделей существует специальный переключатель, «ПУ/ось Y». При наличии в вашей модели, его следует переключить.
Устройство к работе подготовлено.
Если она имеет изменяющийся по длине диаметр, при установке требуется выбрать положение, в котором плоскость, куда будет выполняться гравировка. Расположилась параллельно «Х».
Проще всего, добиться этого можно, подложив под ПУ в нужном месте прокладку необходимой толщины.
Это позволит сохранить единое фокусное расстояние для всей области предстоящей гравировки.
Исходное: заготовка выставлена в ПУ, луч направлен на её середину (не забудьте вынуть ключ из ПУ).
В программе управления под диаметр высвечивается кнопка Test. В ней задаётся скорость совершения одного полного оборота. Пусть это будет 100. Затем необходимо выполнить метку. Проще всего, карандашом (фломастером) на самом ПУ. Нажать «ОК».
Поворотное устройство выполнит один оборот, вернувшись в начальную точку. Если маркировка при этом не совпадёт, причина может быть в неправильном выставлении величины диаметра заготовки (вариант, потребного числа импульсов).
Суть гравировки на стекле заключается в нанесении на его поверхность микротрещин с использованием лазера. Многое в этом процессе определяется качеством стекла, выбором трубки, настроек для работы.
Последние подбираются экспериментальным путём. Поэтому не забывайте всегда иметь несколько опытных образцов для экспериментирования. На них заблаговременно проверяются различные параметры, выполняется гравировка мокрым и сухим типом.
Излишняя мощность даёт пережёг стекла и некрасивое изображение. Её недостаток сделает рисунок плохо видимым.
Основное отличие сухой гравировки от мокрой заключается в том, что последняя позволяет получить более качественное изображение при меньшей шероховатости поверхности.
Существует два её типа: работать через предварительно увлажнённую салфетку, либо предварительно нанеся на поверхность заготовки мыльный раствор.
На этом рассмотрение технических вопросов можно считать завершённым. Если что-то по-прежнему непонятно, размещайте вопросы в комментариях. Наши специалисты обязательно на них ответят.
Превращаем процесс гравировки бокалов в доходный бизнес
Важнейший этап в бизнесе – реализация готовой продукции.
Вопрос гравировки бокалов прямо увязан с различными праздниками, свадьбами, юбилеями. Поэтому отличным решением будет установление партнёрских связей с фото и свадебными салонами, компаниями, наносящими печатные изображения на майки, кружки, иные вещи.
Широко используйте возможности досок объявлений в интернете, соцсетях.
Самое взвешенное решение, протестировать выбранную нишу до фактического входа и совершения определённых расходов. Проведите анализ платёжеспособного спроса, степень вероятности откликов потенциальных заказчиков и потребителей на новую услугу (продукцию). Простейший способ, поместите на «Авито» (иной раскрученной доске объявлений) своё предложение и посмотрите, поступают ли на него отклики.
В рамках подготовки к написанию настоящей статьи компания All-Ready провела эксперимент, разместили объявление о гравировке бокалов. Заказ был получен в течение часа. Наши специалисты выполнили нужные макеты и произвели гравировку. Затем пригласили заказчиков в офис.
Прибывшей паре был передан аккуратно упакованный заказ. Затем их попросили ответить, почему они выбрали именно нас.
Оказалось, что поиском исполнителей они занимались достаточно долго, но не могли найти исполнителя, способного выполнить именно гравировку. Увидев наше объявление они, без особых надежд, скинули нам фото с описанием своего видения готовой работы.
В ответ мы разработали и направили им шаблон, утвердили и оперативно изготовили именно то, чего хотел получить клиент.
За пару гравированных бокалов покупатель заплатил 1000 рублей.
Можно считать. Что компании повезло. Заказ получен очень быстро, и особой сложностью не отличался. Но на рынке бывают разные ситуации. будьте готовы к любому развитию событий.
Если информация. Изложенная выше. Была полезной для вас, не забывайте отмечать это лайками. Если вы профессионал в данном вопросе, поделитесь с нашими читателями собственным опытом. Мы обязательно разместим вашу информацию на сайте.
Файлы для резки должны быть представлены в кривых в программе CorelDraw до X7 включительно. В работу также принимаются файлы AutoCAD и Adobe Illustrator.

Объекты должны иметь масштаб 1:1, размер объектов в файле задается в миллиметрах.

Минимальное расстояние между объектами зависит от материала, но в любом случае не должен быть менее 1-1,5 мм. Например, для фанеры 4 мм толщина реза составляет 0,2-0,3 мм, для оргстекла (акрила)толщиной 3 мм толщина реза составляет 0,15 мм.
В некоторых случаях будет эффективнее совместить детали так, чтобы они имели общую стенку. Такой подход уменьшит метраж реза и сэкономит материал.
Все объекты для резки должны быть без заливки. Толщина линии "Hair Line" ("Волосяная линия").

Все шрифты необходимо перевести в кривые.
Элементы, созданные с помощью эффектов и стилей, также должны быть преобразованы в кривые.
Нельзя допускать формирование изображений толщиной кривых. Следует превращать толщины линий в объект.

Кривые не должно содержать разомкнутых точек в замкнутых контурах. Проверить наличие незамкнутых линий можно применив заливку проверяемому объекту. Если заливка получается, значит линия объекта замкнуты правильно, если нет, где-то есть разрыв.
Просмотреть макет в режиме "Wireframe" (Outline, Контур). Не допускать наложение контуров. Такие контуры необходимо "слить" в один .

Лазерная гравировка
В зависимости от желаемого конечного результата для гравировки используются как векторные, так и растровые изображения. Векторные изображения — лазер выжигает линией по контуру рисунка. Растровое изображение представляет собой совокупность черно-белых точек — лазер, соответственно рисунку, выжигает одинаковые точки в разных местах заготовки.
Для векторных изображений применимы все требования, указанные для ЛАЗЕРНОЙ РЕЗКИ (см. выше).
Качество зависит от исходного изображения.Качество конечного продукта гравировки зависит в большой степени от качества изображения. Разрешение фотографии должно быть минимум 333 dpi. При необходимости Вы можете увеличить разрешение в Вашем графическом редакторе, изменив растр (bitmap или для CorelDraw resample (ресамплинг)).
Анодированный алюминий можно гравировать с разрешением изображения 600-1000 dpi, так как точки растра не увеличиваются на данном материале во время лазерной обработки.
Для древесины или стекла 333 dpi вполне достаточно, так как каждая точка растра при гравировке становится больше чем в графическом редакторе. Это связано с качеством поверхности.
Для акрила или ламината подходит разрешение 500-600 dpi.
Для лазерной гравировки изображения на пластике в большинстве случаев достаточно меньшего разрешения фотографии (333-500 dpi), так как точки растра не перекрывают друг друга.
Если гравировка по контуру, форматы файлов: CDR, AI.

Важно!
Исправление ошибок или подготовка к работе макета заказчика производится за дополнительную плату.
Особенности подготовки файлов в CorelDraw для лазерной резки и гравировки

При подготовке файлов для лазерной резки и гравировки следует учитывать несколько важных требований:
Файлом, подготовленным для лазерной резки или гравировки считается графический файл в формате .cdr, представляющий собой совокупность векторных кривых. Растровые изображения (например, фотографии) не являются допустимым материалом, и требуют векторизации, которая является отдельной услугой. Любой неподготовленный файл либо высылается обратно на доработку с описанием недочетов, либо подготавливается дизайнером, за дополнительную плату от 200 рублей в зависимости от сложности.
Файлы, сделанные не в программе CorelDraw (например, в AutoCad), но отображаемые этой программой (форматы dwg., plt и др.) также могут быть приняты, однако такие форматы не всегда корректно отображаются, и часто требуют доработки.
В файле все линии должны иметь толщину Hairline (сверхтонкий абрис).
В файле все линии не должны быть белыми или прозрачными, заливка у замкнутых фигур – не нужна.
В файле должна быть одна страница, или все фигуры для резки должны быть размещены на первой.
Все контуры должны быть замкнуты (если, конечно, это возможно) в случае с резкой, и они должны быть обязательно замкнуты в случае гравировки (гравировка незамкнутых линий может быть осуществлена только в виде резки не насквозь).
Модель должна быть выполнена в масштабе 1:1, т.е. в натуральную величину.
Следует отдельно проследить за наличием в файле двойных или наложенных линий: она линия лежит точно на другой, при этом глазу это не заметно, но лазер будет резать 2 раза, и стоимость резки вырастет вдвое. Такие линии часто возникают при конвертации из автокада.
Если требуется вырезать несколько деталей – между ними должно быть выдержано минимальное расстояние 1-5 мм в зависимости от толщины материала.
Нарушение этих расстояний увеличивает вероятность брака. Детали нельзя расставлять вплотную, кроме тех случаев, когда у них общая стенка.
Если вы планируете заказать гравировку, помните: минимальный размер символа текста – 1*1 мм.
Если Вы планируете гравировать портрет с фотографии – лучше доверьте подготовку файла нашим дизайнерам. Только они знают, как тот или иной файл получится на практике.
Если у Вас в одном файле совмещена резка и гравировка (например, отгравировать и вырезать табличку), то в файле контуры для резки и гравировки должны быть выделены разными цветами.
Если для Вас очень важна точность (например, при изготовлении сборных конструкций), учитывайте, что толщина луча составляет 0,1мм, т.е. если в файле отверстье диаметром 5 мм, то на практике он выйдет 5,1 мм.
Если Вы самостоятельно предоставляете материал, наши менеджеры подскажут Вам, сколько его Вам понадобится. Если Вы решили сами определить необходимое количество – учитывайте следующие условия:
Размер файла должен соответствовать размеру рабочего стола станка (не превышать). В данный момент, максимальное рабочее поле станка составляет 600 на 400 мм.
У каждого файла должны быть выдержаны технические поля относительно куска материала. Размер тех. поля – 10 мм. Это значит, что если у Вас кусок материала 400*600 мм, размер файла не должен превышать 380 *580мм.
Если Ваш материал требует распиловки – вы должны учитывать расход материал при пиловке. Это 5-6 мм для каждого пила (3мм ширина полотна пилы + 2-3 мм погрешность разметки и пиловки). Таким образом, распиливая полосу материала длиной 3 метра на 5 частей мы теряем приблизительно 2 см материала.
Необходимо всегда учитывать вероятность брака предоставлять материал с запасом.
Помните: экономя на материале вы рискуете не получить заказанную продукцию в срок из-за случайного форс-мажора. Рекомендуем прислушиваться к нашим менеждерам, сдать заказ вовремя – в наших интересах.
Доводим до Вашего сведения, что размещая заказ на своем материале, заказчик берет на себя риски по возможному браку при работе с этим материалом.
К рискам относятся:
- не совместимость наших материалов с материалом заказчика.
- допустимый процент брака при изготовлении продукции.
Читайте также: