
Как подготовить файл для клише
Обновлено: 01.07.2024
Для изготовления клише, необходимо подготовить макет, соответствующий данным требованиям:
Макет предоставляется в векторном виде:
- без растровых вставок
- без обводок
- без пересечений и двойных контуров.
Текст (шрифты) переведен в кривые (в векторный вид). Все контуры должны быть замкнуты.
Толщина клише: 1,75 мм, 3 мм, 5 мм.
Глубина травления: от 0,1 до 3 мм
Типовые глубины: 0,7 мм — бумага, 1 мм — картон, 2,5 мм — кожа.
Допускается расхождение между заказываемой глубиной фрезерования (травления) с изготовленной до
0,2 мм.
Изготовление клише с меньшей толщиной линии не гарантируется.
В файле должен быть только макет, выполненный в натуральную величину с указанием: тиснение это или конгрев.
Макет под тиснение должен быть выполнен прямым позитивом (не зеркальным, изображение подается читаемым! Таким какой должен быть результат тиснения).
Изображение черного цвета является тиснящим элементом.
Наличие «мусорных» элементов с белой или прозрачной заливкой недопустимо.
Макет под конгрев — прямым негативом (наоборот от макета для тиснения).
Пуансон должен быть сделан как отзеркаленный позитив, уменьшенный относительно матрицы по контуру на толщину материала, который будет конгревиться.
Линии в проекте и расстояние между ними не должны быть меньше, чем 0,2 мм.
При пересылке электронной почтой, файлы можно архивировать каким угодно архиватором, но это не должен быть self-extract-exe. Такие файлы уничтожаются администратором сети.
Макет должен быть черно-белым в цветовой модели CMYK, т.е. черный цвет должен быть C 0, M 0, Y 0, K 100, соответственно белый – C 0, M 0, Y 0, K 0.
Элементы макета не должны содержать атрибута «overprint».
В случае невыполнения заказчиком вышеизложенных требований в полном объёме, клише изготавливаться не будут.
Подготовка макетов в других программах заведомо подразумевает под собой доработку.
Пример подготовки макета в программе Corel Draw
Проверка правильности построения макета
Выделите все элементы макета (CTRL+A), «Разгруппируйте» (CTRL+U) и нажмите кнопку «Объединить» (CTRL +L).
Если после объединения вы видите не то, что было до объединения, значит макет построен неправильно и требует доработки.
Правило №1
Макет должен содержать только объекты относящиеся к клише (никаких ежедневников, рамочек, стрелочек, растровых элементов).
Макет рисуется в 1 слой.
Допускается писать в макете пояснения при необходимости (шрифт Arial или Times New Roman).
Допустимые форматы файлов .cdr, .ai, .eps.
Вместе с макетом обязательно прикладывайте превью (картинку) макета с раcширением .jpg.
Правило №2
Макет должен быть в черно белом цвете.
Черный цвет — печатный элемент.
Белый цвет — пробельный элемент.
Для многоуровневых конгревных клише, каждый уровень выделяется цветом с указанием необходимой глубины уровня.
Правило №3
Все объекты макета, кроме шрифта описания макета (при наличии), должны быть переведены в кривые.
Действия: для перевода в кривые, выделите все объекты макета и нажмите сочетание клавиш CTRL+Q
Правило №4
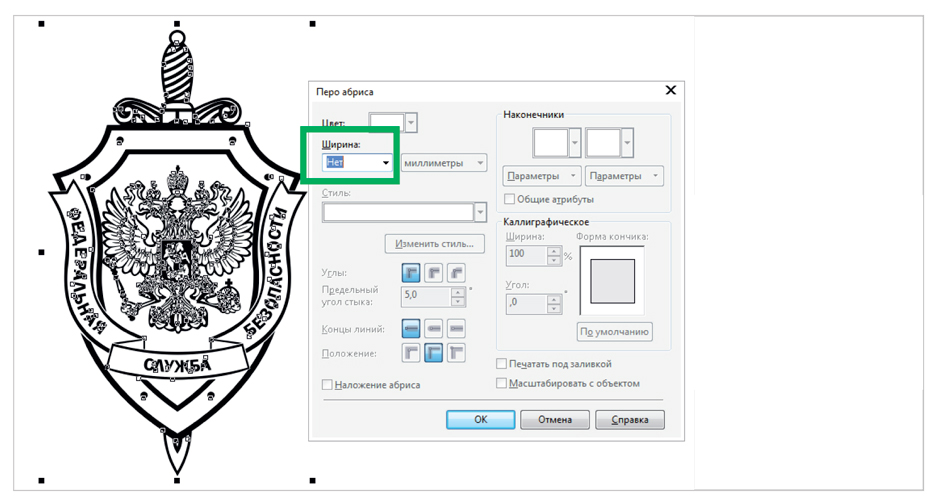
Все линии в макете должны иметь толщину абриса «0».
Действия: выделите все объекты в макете и нажмите F12. В поле «Ширина» должна быть надпись «НЕТ».
Правило №5
В макете не должно быть пересекающихся линий и объектов.
Действия: перейдите в режим «Упрощенный каркас» (меню Вид –> Упрощенный каркас). Удалите или измените петли и пересекающиеся объекты, с помощью инструмента «Форма» (F10).

Правило №6
Все линии макета должны быть замкнуты.
Действия: проверяем правильность построения макета. Выделяем все объекты макета, нажимаем «Объединить» (CTRL +L) и кнопку «Замкнуть кривую».
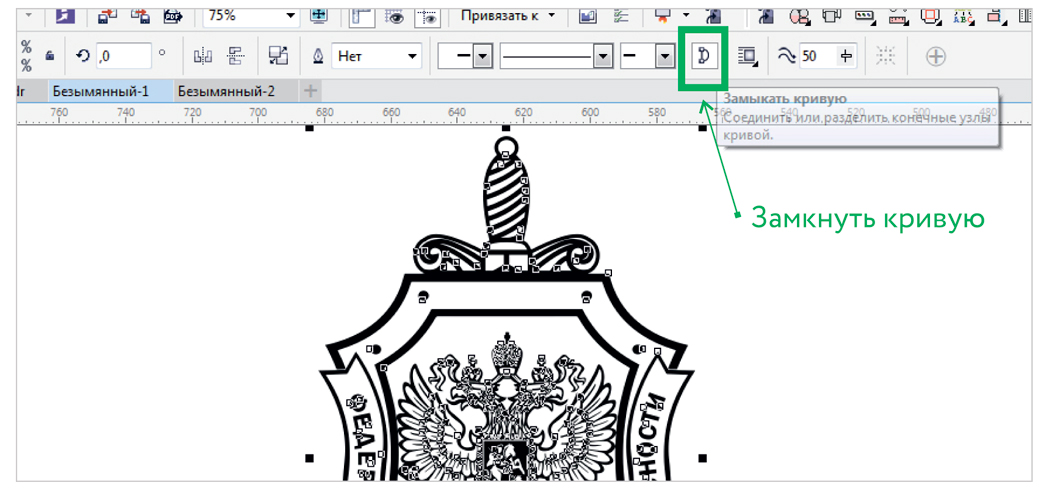
Если нажать кнопку не получается — значит в макете присутствует незамкнутая прямая линия. Переходим в режим «Упрощенный каркас» и удаляем или преобразовываем линию в объект.
Если после нажатия кнопки изображение не изменилось, значит все линии в макете замкнуты.
Правило №7
Ширина пробельного элемента должна быть не менее 0,25 мм.
(см. таблицу рекомендуемой ширины пробельных элементов для разных материалов на стр. 4)Действия: нарисуйте кружок яркого цвета диаметром 0,25 мм с толщиной абриса «0». Найдите визуально самые узкие места в макете и проверьте ширину. При необходимости откорректируйте с помощью инструмента «Форма» (F10).

Рекомендуемая ширина пробельного элемента

Правило №8
Ширина печатного элемента должна быть не менее 0,12 мм.
Действия: нарисуйте кружок яркого цвета диаметром 0,12 мм с толщиной абриса «0». Найдите визуально самые тонкие элементы черного цвета и проверьте ширину. При необходимости откорректируйте.

Правило №9
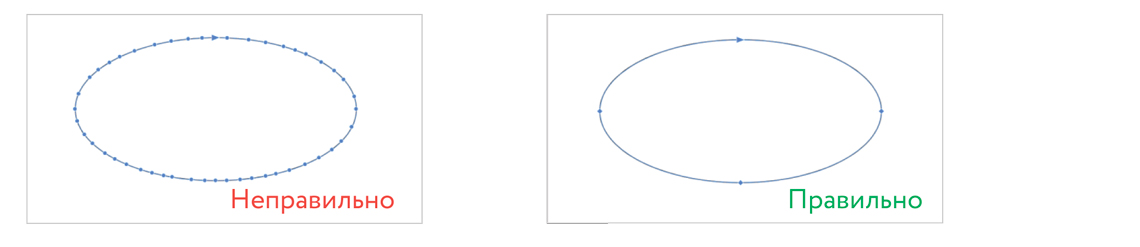
Все объекты должны быть построены по минимально возможному количеству точек.
Правило №10
Если по каким-то причинам у вас не получилось, вы всегда можете обратиться за консультацией к специалистам компании «Грань» | AKRY.
Или заказать доработку макета – от 400 руб. Желаем вам красивых тиснений ;)
Будучи много лет пользователями клише, а затем основателями их современного производства в России, первыми начав изготавливать на массовой основе медные, магниевые, латунные клише, валы для тиснения и гибкие вырубные штампы и успешно продолжая этим заниматься, мы не можем оставить поднятую тему без внимания. Особенно в приложении к российской действительности, ибо многие положения американского автора никак ей не соответствуют, а некоторые даже вредны. Например, типичные сроки изготовления клише и штампов у нас — 1-3 дня, а вовсе не одна-две недели, как сетует американский автор.
Вместе с тем, цель предлагаемой статьи — не столько критика, сколько корректное изложение темы с точки зрения исполнителя заданий, с учётом собственного многолетнего опыта тиснения.
Какие они бывают
Металлические клише для тиснения фольгой и конгрева производят двумя способами — химическим травлением и механической обработкой (гравировкой). Об их преимуществах и недостатках автор уже писал в прессе и пособии по тиснению.
Хотя для дальнейшего понимания сделаю всё-таки оговорку: травленые клише изготавливаются с применением исходного материала — фототехнической плёнки. Технологический процесс включает много этапов, и на каждом они теряют в качестве. Гравированные сходят со станков ЧПУ, где изготавливаются под управлением программы, в которую преобразовывается переданный заказчиком файл (что исключает потерю качества) — исходный материал данного процесса.
Говоря о требованиях к файлам, будем иметь в виду несколько разновидностей клише — гравированные латунные пластины (для тигельных машин, работающих с отпечатанными рулонами, типа NewFoil и аналогичных), валы для тиснения и стальные гибкие штампы для надсечки самоклеящихся материалов либо сквозной вырубки на ролях.
О форматах
Обычно файлы для клише и штампов предоставляются в форматах CDR, EPS или AI, реже TIFF. Первого, столь любимого начинающими дизайнерами, следует избегать, ибо при конвертации в программу ЧПУ он будет преобразован в AI или TIFF, с возможными искажениями объектов. Без таковых гравируются лишь задания, успешно транслированные в AI, файлы в формате TIFF нередко теряют детали. Поэтому AI — идеальный вариант.
Если располагаете лишь CDR, переведите его в AI, посмотрите в Adobe Illustrator, откройте в CorelDraw и сравните с оригиналом. Если есть отличия, исправьте объекты в исходном файле, чтобы после преобразования они сохранились без изменений. В крайнем случае, экспортируйте CDR в чёрно-белый TIFF с устраивающим разрешением (проверьте, раскрыв его в Adobe Photoshop), и отсылайте его изготовителю. В целом же, готовьте файлы только в AI, чёрно-белые, все объекты должны быть переведены в кривые.
Что внутри
В файле для клише не должно быть обводок, незамкнутых линий, наложенных и пересекающихся объектов, скрытых слоёв — все объекты должны иметь чёрную заливку. Изображение — прямое (не зеркальное), не масштабированное и только того, что будет на клише. Иногда допустимы: контур обрезки клише (если она фигурная), метки отверстий под втулки для контрматриц или крепежа клише винтами. Эти элементы должны быть отдельно обозначены текстом, а содержащий их второй файл — лишь дополнять основной, одновременно дублируя его содержимое.
Для клише многоуровневого конгревного тиснения следует разбить уровни по цветам, указав в легенде их соответствие друг другу и глубины. Нужно изобразить поперечные сечения конгрева в нескольких принципиальных местах, либо сослаться на типовые профили изготовителя клише, если они есть. У нас, например, много лет назад разработано 27 типовых профилей с определённым графическим представлением.
В сложных конгревных клише, когда невозможно разбить изображение на уровни, например, при воспроизведении природных объектов сложной формы, лучше готовить два файла: AI, где чёрным отмечено всё, что будет подвергнуто конгреву, и TIFF, где на белом фоне, в режиме «256 градаций серого» размещено полутоновое изображение, интенсивность серого цвета которого обозначает глубину гравировки (самая глубокая — чёрным). Следует избегать резких тоновых переходов (в этих местах получится ступенька), а также резких входов с краёв изображения.
Для конгревного тиснения нужно указать максимальную глубину. Если есть сомнения, лучше сразу о них сообщить и заказать у изготовителя клише пробный оттиск, заранее предоставив образец материала в достаточном для проб количестве. Надо быть готовым, что изготовитель клише посоветует скорректировать файл, предвидя явные проблемы при тиснении.
Особенность подготовки макетов ротационных клише — служебная осевая линия середины вала, позволяющая правильно расположить изображение. Ни в коем случае нельзя включать в файл контуры вырубки, в т.ч. и в скрытых слоях. Отдельно следует указать раппорт (длину окружности вала), тип машины, температуру тиснения и, в идеале, чертёж вала.
Хотя температура тиснения учитывается для клише всех видов, для листовых ею часто можно пренебречь, но для ротационных она — обязательный элемент. При нагреве вал расширяется, меняя диаметр и, как следствие, длину оттиска. Если диаметр не уменьшить при производстве, то при тиснении получится больший раппорт, начнётся проскальзывание вала по бумаге, мелкий рисунок может оказаться смазанным, а фольга замяться, особенно если изображение является непрерывным вокруг вала.
Нередко с валом заказывают приводные стальные шестерни, для которых нагрев не учитывается, т.к. их коэффициент теплового расширения значительно ниже, чем у латуни. Если же заказчик желает получить латунную шестерню, для которой потребуется соответствующий перерасчёт, акцентируйте на этом внимание изготовителя.
Составляя заказ, оцените изношенность секции тиснения, опыт печатника и характер рисунка — при биении в машине оси вала равномерного тиснения не получится. Поэтому в файл с изображением нередко включают сплошные боковые контактные полосы той же высоты, что и изображение — они затем попадают на обрезаемые края роля бумаги. Благодаря им можно посильнее зажать в секции латунный вал, поддерживать постоянный зазор даже в местах, где нет изображения, исключить удары в начале и конце тиснения отдельных элементов, преждевременное раздавливание мелких элементов дизайна.
Файл на гибкие штампы для надсечки или вырубки должен содержать контуры вырубки как замкнутые линии со сглаженными (хотя бы с радиусом 0,5 мм) углами, а также границы штампа — в виде прямоугольника (раппорт и ширина). Дополнительно укажите тип вырубаемого материала (бумага, плёнка PP, PE, металлизированная бумага), раппорт, толщину подложки для самоклеящихся материалов.
Это важные данные — каждый штамп изготовитель проверяет на специальной машине, аналогичной вырубной секции, на требующемся заказчику материале, и прикладывает образец вырубки к готовому штампу. Если материал нетипичный, предоставьте образец с шириной, нужной для проверки штампа, длиной 5-10 метров. Если необходимы острые углы или заострения с радиусом менее 0,5 мм — особо подчеркните это при заказе. Следует, однако, иметь в виду, что острые углы, а также пересекающиеся режущие кромки снижают тиражестойкость штампа, создают проблемы со снятием облоя.
Немного отвлекаясь от флексографии, говоря о файлах для гибких штампов, замечу, что сейчас всё чаще заказывают гибкие вырубные штампы для тигельных (в том числе для ролевых, работающих по предварительно запечатанным материалам) и офсетных печатных машин.
Если в первом случае штамп ставится на двухсторонний скотч или, что правильнее, на магнитную плиту и, при вырубке, полностью копирует свою конфигурацию, то во втором с натягом надевается на офсетный вал вместо резины, либо также на двухсторонний скотч. То есть, изгибается. В таких случаях необходимо учитывать дисторсию — увеличение расстояния между ножами по окружности. И, кроме границы штампа, сообщать изготовителю диаметр офсетного вала, а когда требуется — информацию о крепёжных отверстиях для зажима штампа в планки или надевания на штифты.
Пробное тиснение
Сделать конгревное тиснение одного изображения на разных материалах можно с различными глубинами и углами входа. И не всегда клише для мягкого толстого картона даст хороший эффект на писчей бумаге — тиснение способно её разорвать или замять наружные углы вокруг оттиска. Определить глубины и профили конгрева может только опытный технолог, исходя из собственной практики и особенностей материала.
Не обладающим таким опытом, предлагаем воспользоваться наработанными рекомендациями, изложенными в выпущенном нами пособии, содержащим образцы глубин, углов и профилей.
Можно и прибегнуть к испытанному способу — уже упомянутому пробному тиснению. Заказчик предоставляет файл, образец бумаги, определяет типовой профиль конгрева, просит определить глубины и остальные параметры, чтобы тиснение получилось наиболее эффектным и качественным. После изготовления нескольких вариантов элементов клише, на автоматическом тигельном прессе и материале заказчика изготовитель подбирает параметры клише и режимы тиснения. В итоге клиент получает рабочий инструмент с образцом оттиска на его материале. Особенно полезно пробное тиснение для одновременного тиснения фольгой и конгрева, т.н. конгрева с фольгой за один прогон.
Технологическая специфика
Конгрев с фольгой за один прогон на ролевых машинах в линию — достаточно уникальная процедура. Связано это с механизмом контакта клише и контрматрицы при относительно большой кривизне поверхности валов. Конгрев без фольги здесь тоже редок. Типичное оборудование для конгрева по отпечатанному флексографскому тиражу — специализированные тигельные ролевые машины.
Валы, тем не менее, отлично работают при конгреве с фольгой с мелкой вывороткой (например, буквы в маленьких медалях). Мы специально разработали для таких вариантов профиль и глубины, с успехом их применяем. Тиснение производится в обычном режиме.
Ротационный метод делает тиснение детальнее, чем плоский на тигельном прессе, где клише может «заливать» фольгой углы и мелкую выворотку, а при работе с большими плашками мешает воздух между клише и бумагой, не успевающий выходить при быстрой работе и жёстком контакте краёв плашки с бумагой.
Характерная черта работы с тигельным прессом — широкий набор подкладочных, декельных и приправочных материалов плюс умение ими пользоваться. Ротационный метод лишён подобных проблем — тиснение идёт по узкой линии контакта, фольга и бумага хорошо натянуты, нет провисания, печатный вал покрыт жёстким полиуретаном. Если правильно подобрана фольга и температура, углы и выворотку «не заливает», отлично ложится плашка.
Ограничения, конечно, есть. При составлении дизайна имейте в виду, что выворотку мельче 0,05 мм получить не удастся — если печатная машина позволяет, лучше отпечатать требуемые элементы прямо по нанесённой фольге, после тиснения.
Заключение
Изложенный материал отнюдь не исчерпывает тему, детально вновь обратиться к которой автор намерен в самое ближайшее время в российской печати. К тому же, следуя названию издания, мы почти не касались основных потребителей клише для тиснения, которые, всё-таки, используют листовые машины — будь то автоматы или ручные прессы.
Для получения качественных оттисков рекомендуем соблюдать правила подготовки макетов.
1. Макет должен быть подготовлен в векторной программе .ai, .eps, .cdr. Наличие растровых элементов в макете недопустимо. 100% черно-белая заливка.
2. Изображения черного цвета являются тиснящим элементом. Наличие "мусорных" элементов с белой или прозрачной заливкой недопустимо.
3. Шрифты переведены в кривые.
4. Все элементы должны содержать не более 1 слоя.
5. Векторы изображения не должны пересекаться (в меню вид-каркас объединять элементы).
6. Все кривые и линии каждого изображения должны быть замкнуты.
7. Все обводки (абрисы) преобразованы в объекты, толщина обводки (абриса) равна нулю.
8. Расстояние между тиснящими элементами изображения должно быть не менее 0,2 мм. Чем мягче материал, на котором будет тиснение, тем больше должно быть расстояние между тиснящими элементами.
9. Толщина тиснящего элемента не менее 0,1 мм.
10. При конгревном тиснении минимальный размер элементов конгрева составляет две толщины бумаги. Толщину материала можно узнать и поставщиков бумаги. Рекомендуемая минимальная ширина 0,6 мм.
11. Каждое изображение должно быть построено по минимально возможному количеству точек.
12. При заказе клише большого формата учитывать коэффициент теплового расширения металла. Таблицу можно скачать ниже на странице.
13. Изображение не зеркалить и не инвертировать.
14. С макетом в разрешении .cdr, .eps или .ai обязательно направлять этот же макет в разрешении .jpg.
Минимальный размер пробельных элементов клише при ТИСНЕНИИ. Рекомендации.| Материал | Допустимый размер | Рекомендуемый размер |
| Бумага | 0,2 мм | 0,4 мм |
| Картон, Пластики | 0,3 мм | 0,5 мм |
| Кожа, Переплетные материалы | 0,6 мм | 0,8 мм |
| Плашка с вывороткой минимальная ширина пробельного элемента | 0,4 мм | 0,7 мм |
Если Вы не можете сами изготовить макет для клише обратитесь к помощи наших дизайнеров.
Глубина гравировки прямо пропорциональна расстоянию между тиснящими элементами
Глубина гравировки металла
Расстояние между тиснящими элементами (минимальное)
Тепловое расширение клише
При нагреве металл имеет свойство расширяться. Это обязательно нужно учитывать при подготовке макетов для изготовления клише.
Коэффициент теплового расширения
латунь 0,0015% на 1°C магний 0,00289 % на 1°C
Описание расчета
Если вы собираетесь тиснить при температуре 150 градусов Цельсия, сначала отнимите от вашей рабочей температуры (150) температуру переноса изображения на клише (20 градусов в среднем), остающуюся разницу в градусах (130) умножьте на 0,00289 и получите 0,3757. На столько процентов нужно уменьшить исходное изображение 100%-0,3757%=99,6243% Готовый файл уменьшаем в масштабе на полученное число.
Читайте также: