
Компьютер не видит плату ncstudio
Обновлено: 07.07.2024
Еще раз озвучу суть вопроса, ось z живет своей жизнью, выставляю ноль, коснувшись фрезой заготовки, обнуляю z поднимаю фрезу, запускаю уп, обработка по профилю, два прохода, первый 2,5, второй 6, фреза 4мм, глубина за проход 2,5, запускаю, фреза сразу втыкается на всю глубину, дерево дымит, после завершения программы, фреза возвращается в исходное положение, при этом делая борозду в заготовке, это первая попытка. Вторая, те же действия, та же фреза, уп 2д выборка, первый проход 1,5. второй 4, опять же втыкается сразу на 4 мм и так фрезерует, возвращается в ноль нормально, не задевает заготовку, третья попытка та же фреза, обработка по профилю, первый проход 0, второй 33, запускаю программу, первый проход 2,356, второй 4,713, третий 9,428 и тд, почему не 2.5, как в параметрах фрезы указано? И еще вопрос, в параметре фрезы, рабочая подача 17 мм сек, подача врезания 4 мм сек, так вот с врезанием все нормально, а подача явно не 17 мм сек, почему так?
Еще раз озвучу суть вопроса, ось z живет своей жизнью.
sof07, какой постпроцессор вы используете?
и еще в настройках NC есть графа ( точно не помню название, далеко от станка) в которой если поставить галочку, то NC игнорирует параметры резания заложенные при создании УП.
sof07, какой постпроцессор вы используете?
и еще в настройках NC есть графа ( точно не помню название, далеко от станка) в которой если поставить галочку, то NC игнорирует параметры резания заложенные при создании УП.

сегодня использовал larken mm, опять глюки были, такое ощущение, что в процессе фрезерования сбивается ноль по z, начал шестеркой фрезеровать, 2д выборка, нормально резала, в два прохода. а в конце, когда закончила и в ноль заготовки выводить начала, фреза поднялачь не до конца, прочертила не глубокую борозду.
Далее воткнул тройку, с ней еще веселее было, начала фрезеровать, все нормально, потом в какой то момент, начинает заглубляться на пол фрезы, ставлю на паузу, фреза поднимается но не выходит полностью из заготовки. хотя в программе показывает, что относительно нуля заготовки, фреза выше на 7 мм.

Нажимаю стоп, пытаюсь поднять фрезу, мне программа показывает, что ось z поднята на всю высоту, хотя это не так, отправляю его домой, по оси z, только после этого фреза выходит из заготовки. вновь выставляю ноль по z, начинаю гравировать с последнего места, буквально через минуту, опять заглубляется на пол фрезы. Опять стоп, опять ноль выставляю, после этого дофрезеровывает нормально. ну и собственно что получилось, где буквы м и к глубокие дыры

Отредактировано sof07 (21-06-2014 20:27:53)
пробовал менять на -100, отправил его по z на 100 мм вниз, но шпиндель опускается на 80, программа пишет что дальше нельзя, почему?
Большое подозрение, что либо неисправна плата, либо некорректная работа ее. Часто в станки киты кладут сразу 2 платы - если есть вторая, то поставьте ее (только перед установкой обязательно выдерните шнур компьютера из сети - загашенного питания для многих материнских плат недостаточно для обесточивания PCI-шины. - так платы и жгут. ) . Если нет - попробуйте переставить в другой PCI-порт - также помогает в ряде случаев (но с предыдущими предостережениями. ) Также надо быть уверенным, что плата соответствует программе.
Если это не поможет - вы же из Владивостока? - найдите там в "Континенте" Чумчаева Володю - думаю, что он сможет помочь - он спец.
Большое спасибо. Сегодня позвоню этому Владимиру.
Перепробовали уже много чего, только со второй платой все гораздо сложнее, она с первого раза глючила поэтому станок работал на второй плате. Сейчас если найду вторую то попробую ее подключить.
3D-BiG
Не подскажите какой из этих станков лучше и с каким из них проще работать:
1) TM 1530 от GUANGDALY
2) M-25B SuperStar
3D-BiG
Не могли бы вы скинуть инфу по этим станкам Зарание спасибо.
P.S. Есть у вас номер Чумчаева Владимира из Континета?
Добрый день!Была похожая проблема (сейчас проблема следующая, но о ней ниже)
Вобщем приволок фрезер с китая (размер 60х90см) там проверяли работал. В комплекте было 2 PCI платы (как мне сказали одна под английсую версию, другая под чину) 2 диска ( ArtGrave и NC Studio) Одна плата вообще не определялась - как в вашем варианте, а другая глючила - в ручнов варианте из NS шпиндель при управлении туда-сюда по осям не "затормажива" - медленно продолжала ехать по оси до упора. Со следующей поездке (пытался у них узнать что-как - бесполезно, как говорится "нууу туууупые") в чину привез комп с китайской виндой - не помогло. В следующий (ездил недавно в октябре) раз скинул на флэшкус их рабочего компа все что можно - какой-то дистрибутив с китайской NS, папку с уже установленной NS. И вот тогда каким-то чудом совместив английский дистрибутив и какие-то файлы с их ПК добился, что агрегат заработал - без проблем управляется с NS в ручном режиме и принимает файлы из артгрейва экспортированные в формате plt.
Но проблема сейчас в том, что "родной" формат файлов *.nc имеющийся у меня артгрейв не экспортирует, да и вообще работает с глюками.
Сейчас вот думаю где бы взять другую версию Artgrave ( в интернете не нашел) хоть опять в чину едь.
Алексей Амельченко :
сравнением станков я не занимаюсь, т.к. по своей природе они по сути одинаковые с разной корявостью сборки, тем более конкретно названные Вами модели я и в глаза не видел. А работать в принципе можно на любом - лишь бы был исправен Номер есть, но проще его найдите через личку здесь на форуме, т.к. чужие адреса без разрешения раздавать - моветон - да и форумодержатели опять на меня дюже обидятся, как и за сравнения.
riko :
иногда при калибровки в дом станок медленно едет от дома до упора из-за того, что после срабатывания датчика по этой оси он остается в сработавшем состоянии или из-за проблемы в проводах сигнальный вывод датчика коротит на землю (что и зает сработавшее состояние) - станок пытается отъехать от датчика для снятия срабатывания, а этого не происходит. А ваша проблема с Artgrave не в том,что коряво эта программа создает *.nc , а в том, что Вы не прописали в окне Save Tool Path to File программы File Head и File Tail шапку и заключение для этого файла, а без этих входных и выходных фраз кода станок просто выдает ошибку (смотрите доку станка - или возьмите из прилагающихся к станку образцовых файлов - фразы простые). притом лучше будет, ежели станку скармливать Simple G-Code.
Вопрос к 3D-BIG :
Нигде не смог найти примеры шапки и заключения - документов к станку не было Китай шло 2 диска с английскими NS и Artgrave, на который я ничего нужного не нашел. На станке кроме марки в виде 2х иероглифов и LD 6090 ничего не нацарапано.
В принципе НС-студио понимает и формат plt но артгрэйв в него экспортирует, как я понял, только контур и глубину реза Подскажите какие-нить варианты шапки и заключения для файлов. Хотя я думаю дело не только в этом - у меня в принципе артгрэйв при сохранении пути в файл создает полностью пустой файл. Может потому что программа работает в триал-версии. Юсб-ключ шел, вроде бы я его установил, но как-то видно не так.


Ниже приведены варианты старого и нового компьютеров, настоятельно рекомендую собрать компьютер согласно требованиям.
Минимальные требования к компьютеру:
- Процессор: Intel Pentium IV 3 Ghz
- Материнская плата: Желательно, чтобы производитель был Asus или Intel. Чипсет материнской платы - Intel (из любой серии 865,915,945,P35,G31 и т.д. кроме H61, Z68, X68). Форм-фактор - ATX. Обязательно наличие PCI портов в количестве 2 и более.
- Оперативная память: Минимально - 1 Гб, оптимально - 2 Гб
- Жёсткий диск: Подойдёт любой размер от 40 Гб. Наиболее удобный - 500 Гб.
- Видеокарта: Nvidia Geforce 4 MX400 и более свежие производства Nvidia, либо встроенная от Intel. Другие видеокарты не будут нормально работать с ArtCam'ом. ATI Radeon или современные AMD видеокарты противопоказаны.
- Корпус - любой, единственное требование - новый блок питания, чтобы компьютер не накрылся неожиданно.
- Операционная система: Windows XP Service Pack 3 - обязательно.
По системным требованиям это б.у. компьютер возрастом до 11 лет (компоненты производства 2004 и последующих годов)
Если рассматривать оптимальный компьютер, то характеристики следующие:
- Процессор INTEL Pentium G620 (2*2.60GHz) Socket-1155 Cache 3Mb Box
- Системная плата ASUS Socket 1155 P8B75-V, 1155, iB75, 4*DDR3, 2*PCI-E, SATA+RAID, SATA 6Gb/s, ALC887-VD2 8ch, GLAN, USB3.0, D-SUB+ DVI-D ATX RTL
- Модуль памяти DDR3 DIMM 2048Mb PC10660
- Жесткий диск можно даже небольшой SSD 64 Gb
- Видеоадаптер 1024Mb GeForce GT210 Asus Silent (DDR3 64-bit 589/1580MHz DVI HDMI)
На таких компьютерах легко будет запускаться и работать ArtCam, также у вас не будет проблем с системой управления Ncstudio.
В этом обзоре мы научимся правильно устанавливать драйвер к плате НЦ Студио
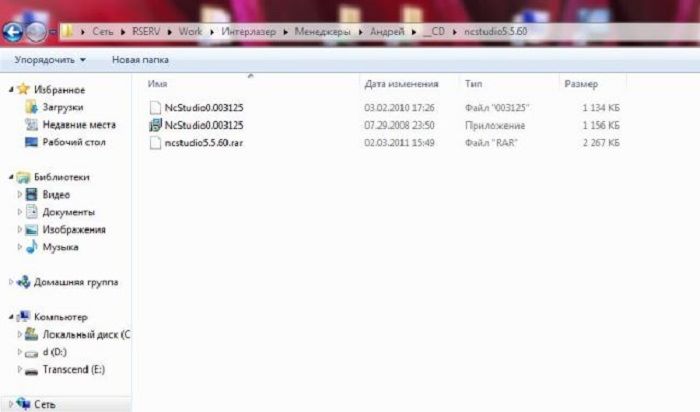
Скачиваем нужную нам версию программы NC Studio с нашего сервера.
- Скачиваем NC Studio по нашей ссылке, распаковываем архив в любую папку
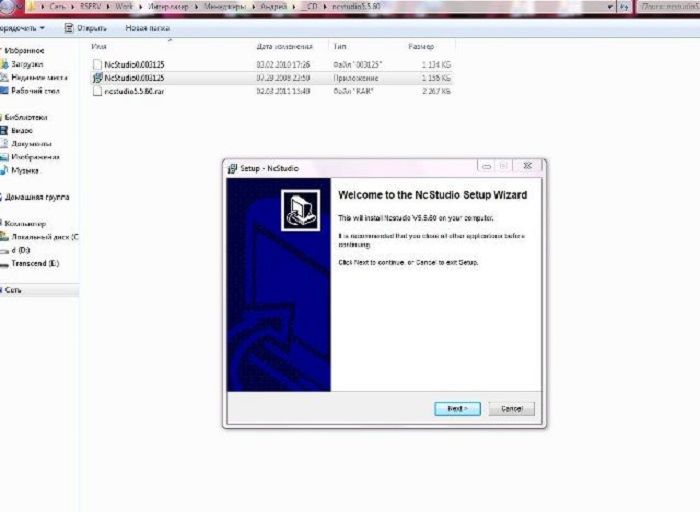
- Нажимаем на файл инсталлятора, левой кнопкой мыши 2 раза - щелк щелк.
- Жмем далее.
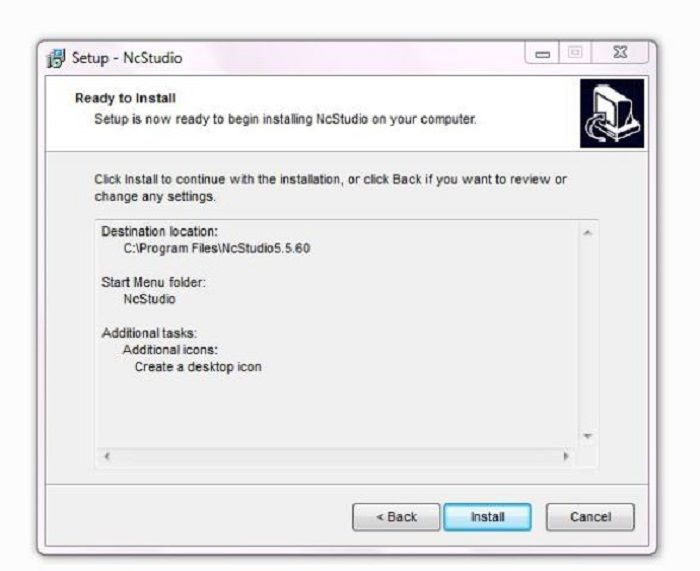
- Соглашаемся с выбором директории установки.
- Ставим галочку для установки ярлыка на рабочий стол.
- install
- Если программа не запускается и выдает нам такую табличку, то открываем диспетчер устройств, нажимаем обновить драйвер и указываем папку - ту в которую мы установили нашу программу.
- Работаем с программой и наслаждаемся.


Юрий Лазер запись закреплена
Нужна помощь в настройке NCstudio. Станок beaver 2513ат. После замены платы управления в компе( родную украли) не работает из программы функция управление оборотами шпинделя. Работает только вкл и выкл. Подскажите пожалст как и где настроить.
Вот схема типового подключения NC Studio, в ней указано как куда подключать провода от инвертора, на какие контакты. Если Вы не трогали на самом инверторе ничего, это должно помоч. Если не поможет, уточните версию NC Studio и марку инвертора.
Пока еще не за что благодарить :) Кстати, не все функции могут работать так же по причине несоответствия версии программы и версии платы. Если Вы купили плату NC Studio но не переустановили программу с диска из ее комплекта, то надо начать с этого.

Не в схему лезть надо, а в настройки Ncstudio. Шпиндель ведь работает от компа?

Если схему не трогали совсем, а только меняли плату, то скорее всего дело именно в несовместимости версий. NC Studio это программно-аппаратный комплекс, и каждой версии платы соответствует своя версия программы. Я уже с этим сталкивался. Вы переустановили программу? если да, тогда надо крутить настройки, если нет то сперва переустановить надо. Частота вращения шпинделя должна регулироватся как с панели NC Studio, так и подчиняясь командам УП файла (*.tap)

VIC control - не слышал такого. Но если у Вас стоит обычный инвертор, три драйвера ШД и блок питания из которого можно взять 5 вольт постоянки, то NC Studio подключить можно. Выше я выкладывал схему, там указано что куда подключать, проверьте по ней. Если что не понятно по схеме - уточняйте. И еще, там на инверторе перемычечка должна стоять, на схеме она не указана.
Михаил, я малость не понял. Нужно версию другую поставить или в установленной программе что то настроить? Звонил в Ками сервис. Их спецы толком ни чего не посоветовали.
General, Вот у Вас была NC плата, была и программа которая работала так как Вам нужно. Потом плата сгорела (украли) и Вы установили новую плату. Даже если они с виду не отличаются, они могут оказатся разных версий, поэтому необходимо удалить NC Studio которая у Вас стоит (делать это нужно при вытащенной плате), потом установить ту программу, которая шла в комплекте с новой платой, потом установить плату в системный блок компа, при необходимости установить драйвера (указав путь вручную в папку где NC Studio инсталлировалась) и пробовать работать. И только если это не поможет, только в этом случае уже искать проблемы.
Михаил, комп новый, плата тоже. Приезжал чел поставил nc. Настроил там всякие коэффициенты перемещения. Шпиндель из проги включается и выключается. Обороты по прежнему не регулируются. Может в проге что нужно настроить?

Итак, вчера принял решение и приобрел портальный станок Аrtмаster 2112.
Станок взял под восстановление, чтобы было чем заняться длинными зимними вечерами :)
Станок не рабочий, после безобразного хранения — электрика отсутствует от слова совсем, механика вся под замену, рама в отличном состоянии — а больше и не надо) Потихоньку буду его приводить к нормальному бою. Хочу все работы по алюмишке и дюралю перенести на него, плюс осуществится давняя мечта по работе с массивом дерева)
Сам станок выглядит вот так:

Стол: 2520 х 1230мм
Поле обработки: 2100 х 1200мм
высота обработки по оси Z: 145 мм
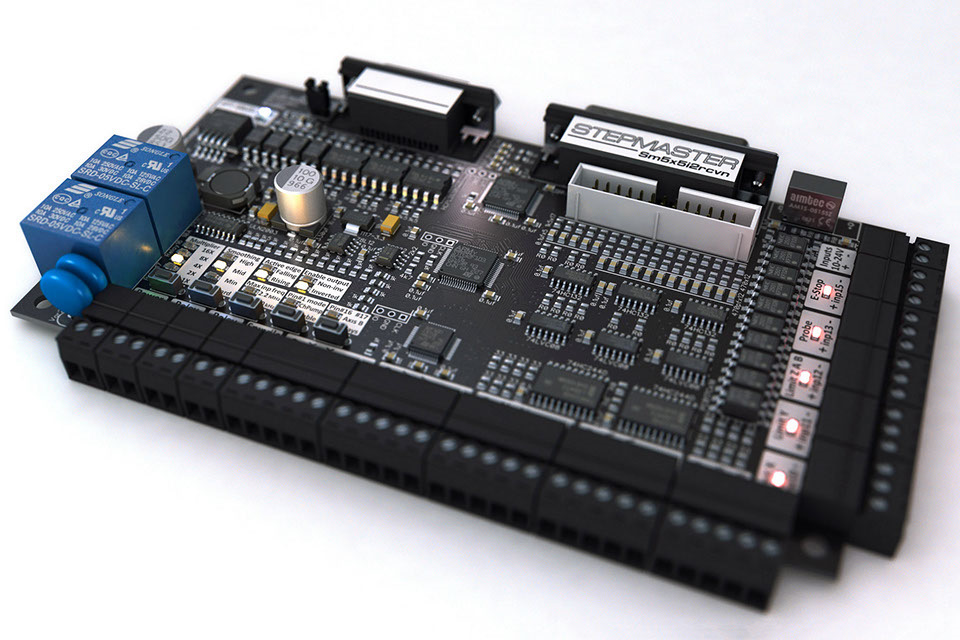
В качестве контроллера выбрал плату StepMaster 2.5 — судя по отзывам, очень удачная разработка, позволяет полностью исключить такое неприятное явление, как пропуск шагов на обычных шаговиках без энкодеров. Естественно, при грамотно спроектированной механике и правильно подобранным приводам станка…
Плату вчера забрал у курьера :)


Краткие ТТХ платы:
Интерфейсная плата является лучшей из существующих благодаря наличию фильтра цифровой обработки сигналов управления. Плата позволяет получить максимально возможную скорость, и высокую стабильность работы без сбоев, срывов и потери координат.
Высокая стабильность работы станка за счет коррекции исходного сигнала управления.
Мягкая и плавная работа оборудования без ущерба точности.
StepMaster позволяет добиться максимальной возможной скорости работы станка.
Цифровой фильтр позволяет повысить частоту сигналов управления (входная частота до 2,5 МГц; выходная до 20 МГц).
Блок входов гальванически отвязан от остальной схемы и имеет собственный источник питания, что позволяет напрямую подключить индуктивные датчики и датчик определения длины инструмента.
Возможность регулировки степени фильтрации сигнала.
Цифровой фильтр полностью устраняет проблемы с потерей импульсов / шагов и со смещением координат.
Фильтр устраняет проблемы со срывами станка в пропуск шагов при использовании шаговых приводов.
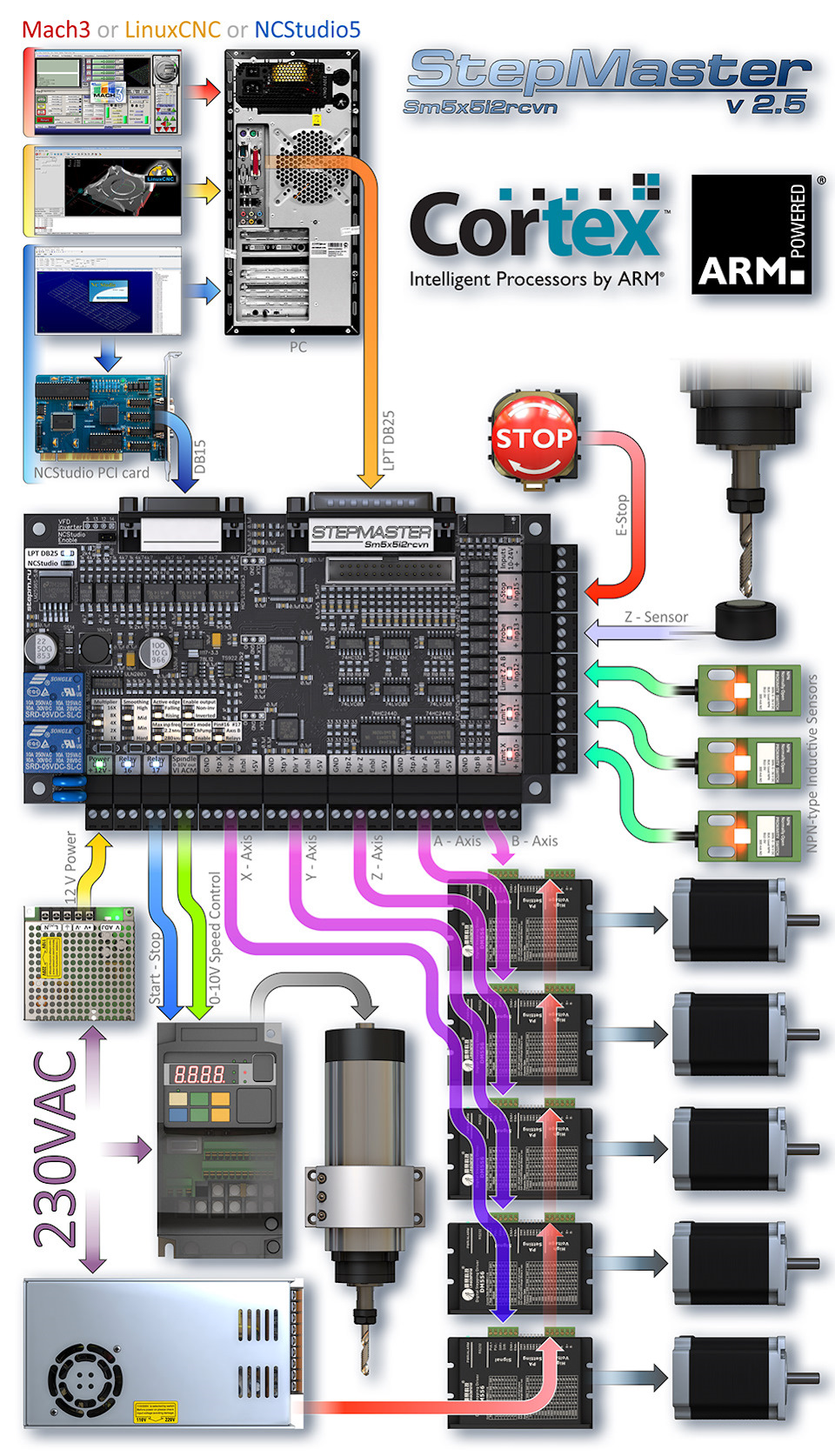
Плата предполагает подключение к LPT порту компьютера или плате NCStudio (при наличии кабеля) и может работать с такими программами, как Mach3, LinuxCNC, TurboCNC, а также с аппаратными контроллерами и NCStudio V5.5.60.
5 осей. 2 реле. Управление скоростью шпинделя.
5 входов с собственным питанием и опторазвязкой для датчиков и кнопок.
Подключение к LPT или плате NCStudio (во втором случае возможно использовать только 3 оси).
Полная опторазвязка кабеля NCStudio.
Высокоточный 12-битный преобразователь ШИМ -> напряжение 0-10 В для управления скоростью шпинедля.
Поддержка режима ChargePump.
Возможность умножения частоты 1X, 2X, 4X, 8X, 16X.
4 режима фильтрации сигнала.
Выбор активного фронта входного сигнала Step.
Возможность ограничения частотного диапазона входного сигнала до 250 кГц или до 2 МГц,
Автоматическое включение реле №16 при наличии сигнала Enable / ChargePump,
Автоматическое включение реле №17 при наличии сигнала запуска шпинделя или ШИМ сигнала регулировки скорости шпинделя,
Возможность непосредственного управления реле по 16 и 17 линиям LPT при неиспользовании 5 оси.
Автоматическое применение настроек для работы с платой NCStudio при подключении кабеля к плате.
Возможность выбора входа управления LPT / NCStudio подключенным к плате микро переключателем.
Настройка платы микрокнопками с индикацией текущих настроек,
Сохранение настроек в энергонезависимую память и их автозагрузка при включении,
Кабель DB25 длиной 1,4 м с ферритовым фильтром.

В основе платы 3 высокопроизводительных 32-битных микропроцессора ARM Cortex-M3, позволяющих добиться быстрой, точной, мягкой и стабильной работы станка, устранить сбои и смещения координат. Помимо коррекции сигнала управления, цифровой фильтр позволяет увеличить диапазон частот управляющего сигнала для более мелкого дробления микрошага.
Следующие на очереди к приобретению двигатели NEMA 34 на все 3 оси и драйверы к ним.)
З.Ы. Есть возможность взять под восстановление еще один "портальник" с полем обработки 3х1,5 метра и вакуумным столом. Но пока борюсь с жабой)

Читайте также: