
При какой температуре паять процессор
Обновлено: 04.07.2024
Большинство из вас часто держат паяльник в руках, но не все правильно понимают базовые параметры пайки , такие как температуры плавления, теплоёмкость, смачивание .
Давайте попробуем разобраться.
Основная масса припоев, которыми пользуются люди дома - свинцовые. Самые распространенные сплавы свинцовых припоев имеют пропорции Sn61-67 (олово), Pb33-39(свинец). Начальная точка плавления 183-185 градусов, но это не означает, что при достижении этой температуры вы сможете паять.
Каждый объект, который вы собираетесь паять, будь то печатная плата, провод, контакт или ещё что то, имеет свою теплоёмкость, и чем быстрее распространяется тепло в этом объекте, тем сложнее его паять. Объяснить можно достаточно просто - представьте, что ваш паяльник нагрет до температуры 190 градусов и вы касаетесь объекта пайки. в момент прикосновения температура с жала паяльника быстро перетекает на другое тело и жало быстро остывает до критически низкой температуры, тем самым охлаждая само жало ниже температуры плавления припоя. В этот момент жало как правило прилипает к телу. И чем массивнее паяемый объект, тем сложнее прогреть место пайки.
Как же быть?
Как легко паять?
Нужно понимать несколько вещей и их учитывать.
1) Температура на жале при касании до места пайки не должна свалиться ниже 190 градусов хотя бы 3 секунды. За это время вы вполне можете спаять нужное место. Нормальная температура на жале должна быть не ниже 300 и не выше 320 градусов. Да, полезно знать температуру жала и иметь индикацию. Все современные паяльники её имеют.
2) Мощность паяльника. Этот параметр не для того, чтобы ощущать огромные возможности для пайки. Нет. Этот параметр нужно воспринимать как способность нагревательного элемента быстро компенсировать потеряную температуру при касании места пайки. Но при этом есть одна важная деталь - мощность не должна выделяться постоянно, так как это вызовет бесконтрольный нагрев самого жала, обгорание и невозможность обеспечить качественную и чистую пайку.
3) Смачиваемость. Флюс обеспечивает смачиваемость и чем качественнее флюс, тем лучших результатов вы получите, тем лучше припой проникнет в паяное соединение и заполнит его собой. Смачиваемость очень важна при пайке, так как без неё припой не будет поддатлив и не будет качественно расплываться на месте пайки. Если ваши паяемые поверхности относительно чистые, то вполне подойдёт слабоактивный флюс EFD FLUXPLUS 6-411-А или 6-412-А. Разницы в них вы не увидете, 412 после долгого нахождения на воздухе кристализуется, а 411 - нет, что позволяет его лучше смыть после пайки.
Если вы используете высокоактивные флюсы или кислоты, глицерин, то после пайки их обязательно необходимо смывать, в противном случае через несколько месяцев активные остатки флюсов начнут вызывать окислы и коррозию на месте пайки.
Если у вас остались вопросы, то задавайте в комментариях, обязательно подпишитесь на мой Youtube канал " Технологии производства электроники " и мой Дзен канал!
Лайк статье.
В продолжение статьи рекомендую посмотреть моё видео о температурах пайки.
При монтаже мелких радиоэлементов на печатные платы наилучшие результаты дает пайка микросхем специальным феном. Этот процесс требует определенных знаний и навыков, поэтому мы расскажем, как нужно паять феном с флюсом без повреждения платы и компонентов на ней.


Особенности пайки
Сейчас развитие электроники идет по пути все более плотного монтажа компонентов на печатной плате. Помимо очевидных достоинств, прогресс приводит к трудностям ремонта из-за очень компактных размеров. Это очень затрудняет работу паяльником, и поэтому для монтажа планарных деталей, микросхем и смд-конденсаторов обычно применяется пайка с помощью специального фена.
Термофен – это отдельный элемент паяльной станции. Он создает узкий поток воздуха, нагретого до температуры 400–500 градусов и двигающегося с определенной скоростью.
Поэтому при работе с ним нужно учитывать ряд особенностей.
- Температуру нагрева следует регулировать в зависимости от выполняемой работы, размера компонента и вида припоя.
- Скорость потока воздуха должна быть наименьшей, иначе при работе фен может сдуть соседние мелкие компоненты. Но от нее зависит скорость прогрева, поэтому ее нужно регулировать индивидуально.
- Фен комплектуется несколькими насадками, которые регулируют мощность воздушного потока. Правило простое – для мелких деталей лучше выбирать узкую насадку.
- При нагреве припой, закрепляющий соседние компоненты, может размягчиться. Тогда эти детали сдвинутся, нарушится контакт между ними, и плата будет работать некорректно. Во избежание этого их нужно экранировать фольгой или термоскотчем, чтобы они не нагрелись.
- Фен нужно держать строго перпендикулярно поверхности платы.
Исходя из этого, к работе нужно подойти максимально ответственно.

Инструменты и материалы
Для паяния печатных плат нам понадобятся:
- собственно, паяльная станция с феном и набором насадок;
- флюс (например, Interflux IF8001) – это весьма важный компонент, он обеспечивает хороший контакт элементов при сборке и дальнейшую работоспособность платы;
- паяльная паста;
- трафарет для нанесения паяльной пасты на микросхему;
- легкоплавкие припои (например, сплав Вуда, сплав Розе), они помогут при выпаивании компонента с платы;
- средство для удаления лишнего припоя, это может быть шприц для отсоса или медная оплетка («косичка» из тонкой проволоки);
- пинцет или плоская отвертка;
- технический спирт для промывки соединения.




Этот набор подбирается индивидуально для каждого мастера. А кроме того, потребуются качественное освещение и линза для осмотра паяльного шва.
И еще – предельная внимательность и море терпения.
Технология
Процесс выполнения работы состоит из 3-х основных частей: выпаивание старого элемента, очистка платы от лишнего припоя и монтаж новой детали. Рассмотрим эти этапы отдельно.
Демонтаж старого компонента выполняется в определенной последовательности.
- Перед снятием по краю корпуса микросхемы на плате нанесите риски, определяющие ее положение. Например, иголочкой аккуратно оставьте царапины. Достаточно отметить 2-е перпендикулярные стороны.
- Установите на паяльной станции температуру нагрева. Она должна быть 345–350 градусов. Скорость потока воздуха желательно выбрать наименьшую.
- Нанесите флюс на паяльный шов.
- Прогрейте место соединения детали с платой. Греть надо 3–5 минут, пока не расплавится припой (это сразу будет видно). Если он не плавится – повысьте температуру на 5 градусов.
- Греть нужно не только по центру компонента, а еще и по периметру микросхемы. Пройдитесь феном по всей длине паяльного шва.
- Когда припой расплавится, уберите старую деталь. Для этого подденьте ее пинцетом и поднимите вверх. Вместо пинцета можно использовать плоскую отвертку, но есть риск повреждения платы. Если деталь «не идет» – значит, припой не расплавился. Продолжите нагрев.
Важно! Поднимать старую деталь нужно строго вверх, не допуская ее перемещения в стороны. Иначе расплавленный припой замкнет соседние контакты, и удалить его будет непросто.
Или еще хуже – от платы оторвется дорожка, восстановить которую еще сложнее.
Далее переходим к подготовке контактных площадок платы.
- Расплавьте припой на месте контакта.
- Если есть шприц, удалите с его помощью лишний металл.
- Если шприца нет, воспользуйтесь медной оплеткой. Для этого минимально распушите ее, чтобы были видны поры. Далее обильно покройте ее флюсом, приложите к месту соединения и прогрейте феном или паяльником. Оплетка впитает в себя лишний металл. После этого остается отрезать ненужную ее часть.


Следует полностью освободить плату от припоя.
Далее переходим к подготовке детали. Главная задача – нанести на контакты припой в виде шариков одинакового размера (это называется реболлинг). Для этого воспользуйтесь трафаретом.
Трафарет – это металлическая пластина со множеством отверстий, в которые ножками вставляется деталь.
Для его использования проделайте следующее.
- закрепите радиокомпонент на трафарете специальной изолентой;
- с тыльной стороны шпателем нанесите паяльную пасту;
- установите температуру нагрева 300 градусов;
- прогрейте деталь вместе с трафаретом, а когда появится характерный блеск, то отключите нагрев;
- дайте полностью остыть компоненту;
- уберите изоленту;
- включите нагрев 150 градусов, прогрейте деталь и аккуратно освободите ее из трафарета.


Внимание! Паяльная паста должна быть качественной, иначе припой не сможет закрепиться на контактах. При выборе пасты нагрейте ее небольшое количество.
Качественная паста образует большой гладкий шарик, а бракованная – распадается на множество мелких. При этом повышение температуры ей не поможет, и шов будет плохой.
После этого переходите к установке нового радиокомпонента.
- Нанесите небольшое количество флюса.
- Точно наложите новую деталь на плату. Ориентируйтесь на риски и на ощупь постарайтесь расположить микросхему на наибольшей высоте, чтобы шары на ней соответствовали контактам на плате. Можете ориентироваться на просвет между платой и деталью, для этого посмотрите на шов сбоку.
- Если рисок нет, то переверните микросхему выводами вверх и приложите ее краешком к пятакам платы, после этого засеките положение детали. Затем установите элемент по этим засечкам.
- Настройте температуру 345–350 градусов и прогрейте элемент. Припой должен ярко заблестеть и залить каждый контакт. Важно! Как и при снятии, прогревать компонент надо не только по центру, но и по периметру. Обойдите феном весь шов по длине.
- Дождитесь полного остывания припоя. Место пайки желательно протереть спиртом.
После этого остается только проверить плату на работоспособность.
Способы
Работу можно значительно облегчить, если воспользоваться некоторыми методами профессионалов.
- Для облегчения съема старого компонента можно применить подогрев платы снизу. Для этого закрепите ее зажимом, переверните и прогрейте феном в течение 5 минут. После этого работайте как обычно. Процесс пойдет быстрее.
- Чтобы выпаять старый компонент без риска перегрева, можно использовать легкоплавкие припои (сплав Вуда, сплав Розе). Для этого покройте шов флюсом и нанесите этот сплав. Температура его плавления меньше, чем у олова. Когда вы начнете греть, он расплавится и смешается с оловом на плате, тогда деталь выпаяется быстрее и без перегрева.
- При пайке нежелательно использовать спирто-канифольный флюс, поскольку у него низкое удельное сопротивление.
При работе всегда соблюдайте технику безопасности, особенно с нагретым оборудованием. Работайте в хорошо проветриваемом помещении с достаточным количеством света.
О пайке микросхем феном смотрите далее.
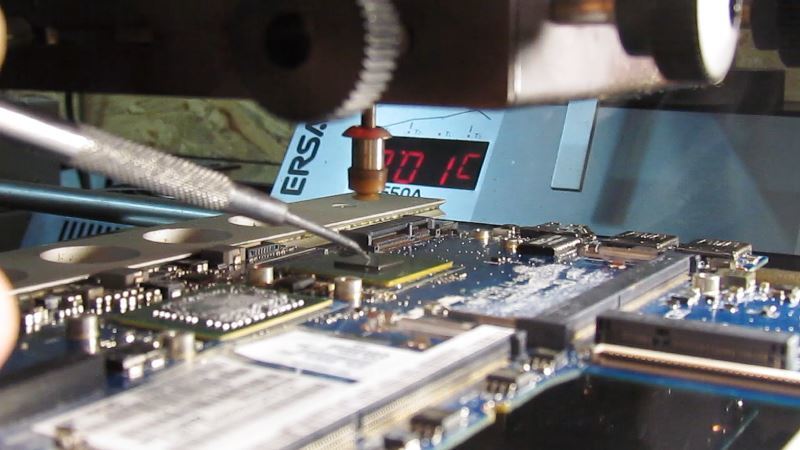
Разбирая свои первые компы, многие видели разные «мосты» — южный, северный, графические чипы, и часто думалось: а как же это паяют и, главное, чем? И те, кто рискнул сам паяльником это пробовать, потом несли свои материнки в сервис, где им паяли новый чип, если, конечно, они своей домашней пайкой не убивали всю материнскую плату. Итак, как же паяют чипы? Под катом рассказ, а также фото и видео об этом. В главной роли у нас будет выступать паяльная станция ERSA IR550a.

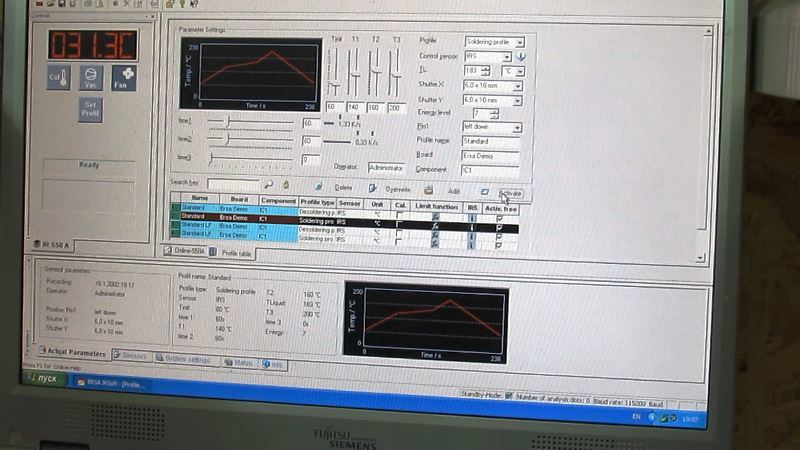
Сперва мы отпаиваем старый чип. Для этого он нагревается станцией до нужной температуры. Выбираем нужный профиль в управлении (их несколько для разных видов пайки).
У станции две «головы» – одна для того, чтобы что-то отпаять/припаять, вторая для охлаждения.

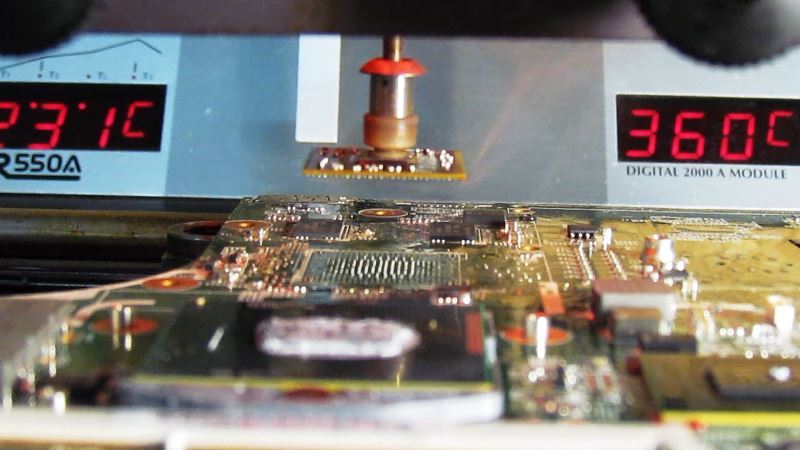
Устанавливаем над нужным чипом «голову» паяльной станции, чтобы не промахнуться – красным лазером указана точка «прицела» станции.

Станция начинает греть чип.
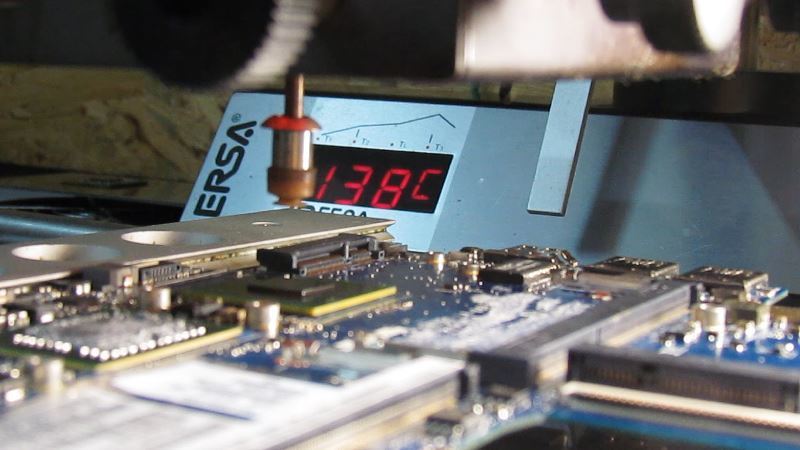
Когда температура дойдет до 200+ градусов, опускаем присоску, захватываем чип и снимаем его.

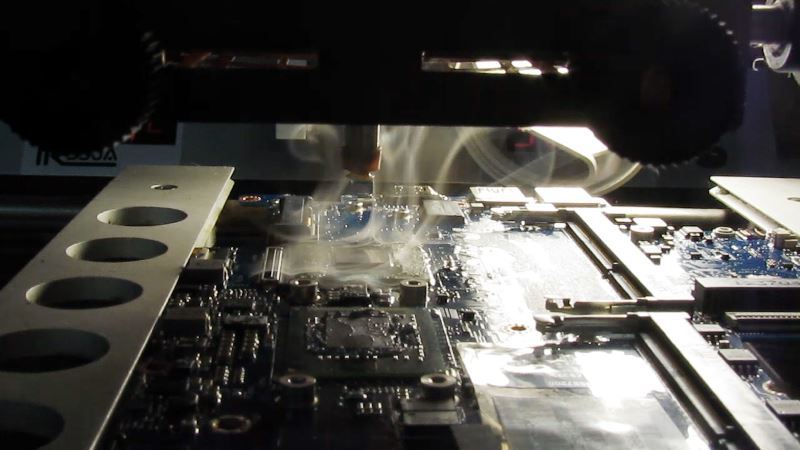
Виден дым от того, что чип отпаивается. (360 – это температура вспомогательного паяльника, который стоит рядом со станцией).
Переносим его на площадку.


После этого над тем местом, где был чип, ставим охлаждающую голову и автоматически включается вентилятор для охлаждения платы, так как понято, что чем меньше времени плата нагрета, тем лучше. В этой станции очень жесткий контроль за температурой во время всего процесса пайки.
Термодатчик для отслеживания температуры по всей поверхности материнской платы.


Теперь готовим плату для пайки. Снимаем компаунд. Видео процесса.
Затем нужно зачистить площадку под чип (площадка выше процессора).

Вот видео о подготовке площадки.
Также нужно сделать ребол чипа. Т.е. чтобы на месте контактов появились шарики, которые будут впаиваться в посадочное место на плате. Это отдельная операция, про это видос:
После того, как контактные шарики чипа готовы, выставляем его строго по маске. Даже микрон имеет значение – можно испортить чип, если не попасть в разъемы.

Затем начинаем паять. Как обычно – выбираем профиль пайки. Пододвигаем голову для пайки, направляем лучи строго на чип и включается пайка.
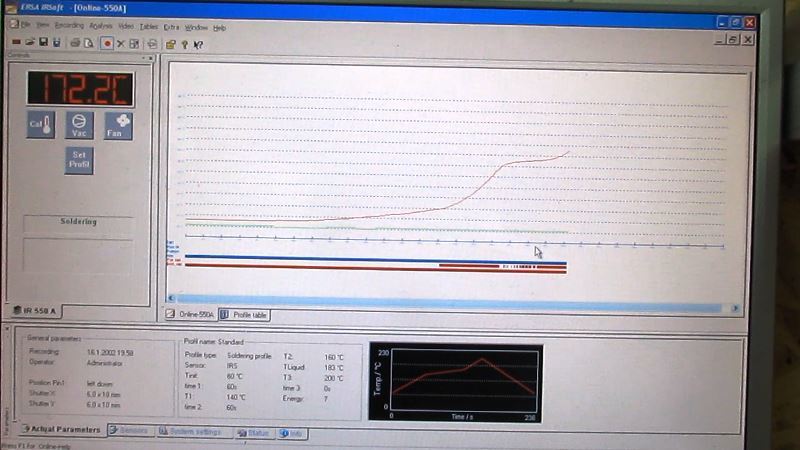
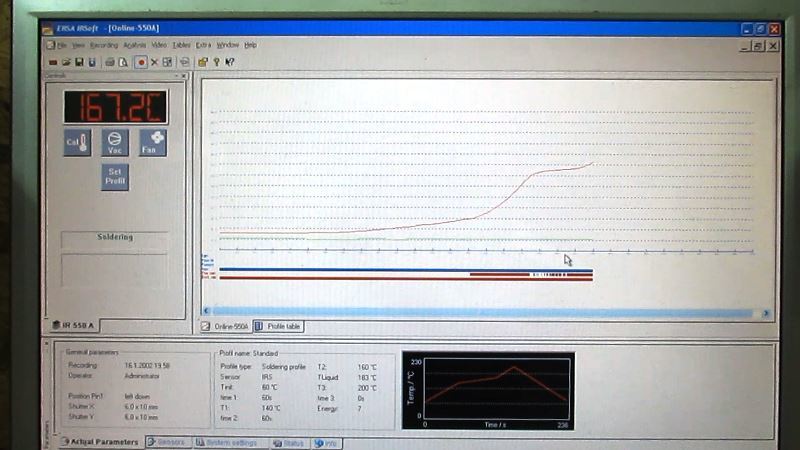
Сначала подогреется нижняя часть, причем она греет строго выделенное место под чипом, а не прогревает всю поверхность, иначе был бы риск выхода из строя всей платы. При использовании PL550A на экране можно наблюдать и вид пайки в реальном времени. Вот мы видим по графику нарастание температуры.

Красный – это график подогрева нижней панели.
Шкала высоты «головы» для пайки. Высота положения «головы» зависит от профиля платы.

В некоторых станциях более низкого класса нижняя платформа греет всю площадь платы, поэтому при пайке на таких станциях нужно снимать с платы все – вплоть до наклеек с партномерами. Как уже было сказано, наша станция греет строго выделенную область снизу. Когда платформа снизу нагреет участок платы под чипом до 60 градусов, включается верхняя «голова» и начинает припаивать сам чип.
Красный оттенок – это инфракрасные лучи, которые греют контакты чипа для припаивания. По идее чип должен сам сесть в гнезда контактов под своим весом, но чтобы не перегревать плату, инженер проверяет усадку чипа, когда контакты полностью разогрелись для впаивания, не ожидая граничной температуры чипа.
Когда мы проверили, что чип сел на место, убираем нагревающую «голову» и ставим охлаждающую.

Все – графический чип припаян.

Нужно сказать пару слов о хороших качествах нашей паяльной станции, не для рекламы, а для похвалы хорошему инструменту. Она, конечно, не дешевая, но своих денег стоит. Самое хорошее в этой станции то, что тут очень тяжело «запороть» плату или чип – нужно сильно постараться для этого. Тогда как в других станциях классом пониже ошибиться с риском испортить чип или всю плату гораздо легче.

Описание преимуществ этой станции.
Почему технология ERSA IR? Пять ключевых преимуществ:
• равномерность инфракрасного нагрева при локальной пайке как выигрышная альтернатива турбулентности воздушного потока в конвекционных системах. Наиболее критично для крупных BGA, и особенно при бессвинцовой пайке, которая выполняется на более высоких температурах;
• точная отработка термопрофиля благодаря обратной связи по температуре непосредственно с объекта пайки;
• возможность визуального мониторинга процесса пайки (что недостижимо для конвекционных систем, где микросхема во время пайки наглухо закрыта соплом);
• универсальность и достаточность (не требуется множества дорогостоящих сопел под сегодняшние и завтрашние размеры микросхем, как в конвекционных системах);
• возможность работы со сложнопрофильными компонентами (экранами, разъемами и т.п.), в том числе пластмассовыми.
Наличие встроенного микропроцессорного блока для контактной пайки с возможностью подключения пяти инструментов (паяльников разной мощности MicroTool/TechTool/PowerTool, термопинцета ChipTool или термоотсоса X-Tool) превращает инфракрасную станцию IR550Aplus в универсальный ремонтный центр.

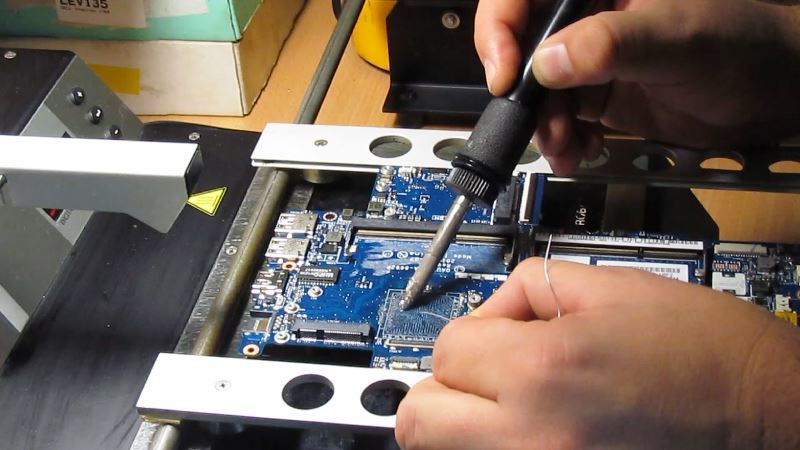
Рядом с ней стоит станция ниже классом. На ней паяют то, где не нужна такая точность и филигранность, как например пайка клавиатуры (кстати, если вы хотите, чтобы мы сняли/написали о пайке клавиатуры, монитора или еще чего-нибудь, пишите – снимем).
Видеобозор всего процесса пайки видеочипа.
Также у нас есть канал на ютубе, куда мы грузим разные ролики о технических операциях. Подписывайтесь – будут новые видосы.
Помимо технических видео, мы записываем ремонты для клиентов, ведь часто у людей бывают сомнения: а не поназаменяли ли мне в моем любимом гаджете хорошие запчасти на «левые»? Чтобы таких вопросов не возникало, мы записываем на видео сам ремонт по желанию клиента.
Учебные курсы/тренинги/воркшопы по разным направлениям ИТ-инфраструктуры — Учебный центр МУК (Киев)
МУК-Сервис — все виды ИТ-ремонта: гарантийный, не гарантийный ремонт, продажа запасных частей, контрактное обслуживание
Инструментальная электроника развивается одновременно с электроникой общей, что выливается в непрерывное совершенствование применяемых во время ремонта инструментов.
Одним из таких инструментов стал паяльный фен. Многие современные бытовые приборы, такие как телевизоры, планшеты, ноутбуки, можно отремонтировать только с его помощью.
Что необходимо для работы

Паяльный фен, который еще называют термовоздушной паяльной станцией, представляет собой многокомпонентный инструмент с большим числом функций, для ремонта современных устройств. Он позволяет выполнять пайку компонентов СМД, конденсаторов, светодиодов и других деталей. То же касается и чипов BGA-типа, делающих монтаж более плотным. Сегодня почти каждая электронная начинка в современных устройствах изготовлена таким образом.
Чтобы паять смд-компоненты, необходимы такие материалы и приборы:
- собственно, сам фен;
- насадки к нему;
- флюс с паяльной пастой;
- оплетка из меди;
- какое-нибудь приспособление для поддевания деталей (пинцет, например);
- средне-мягкая щеточка;
- линза;
- паяльник с более тонким жалом по сравнению со стандартным;
- трафарет для «перекатки».

Грамотно работать паяльным феном – значит соблюдать осторожность, иметь ангельское терпение, и быть предельно аккуратным.
Последовательность действий на примере смд-компонента

Допустим, на рабочей печатной поверхности ремонтируемого электронного блока находится сгоревшая смд-шка, нуждающаяся в демонтаже. Чтобы ее удалить и поставить новую, нужно выбрать для фена компактную насадку и подготовить флюс.
Температурный режим на паяльном фене устанавливают в пределах 345-350 градусов при помощи регулятора. Потом наносят флюс на подлежащую замене деталь, и приступают к медленному «прогреву».
Напор воздуха в процессе не должен быть чересчур сильным, в противном случае есть риск сдуть рядом стоящие элементы. Виновника поломки продолжают греть до начала плавления припоя, что сразу будет заметно.

На прогрев может уйти минуты три, и это нормально, спешка не нужна. При продолжительном «упорстве» припоя нужно добавить градусов 5.
После разжижения припоя осторожно демонтируют смд деталь. В процессе важно не ушатать компонентов-соседей, так как они наверняка потеряли устойчивость из-за расплавления удерживающего их припоя.
По завершению операции медной оплеткой нужно выполнить зачистку «пятачков» (контактных площадок), потом обеспечить мелкие бугорки на тех же местах паяльной пастой или припоем.
Исправный smd укладывают на старое место при минимальном количестве флюса. Греют деталь паяльным феном до кондиции, когда припой ярко заблестит, растекаясь по каждому из контактов.
Особенности работы с микросхемами BGA
При пайке микросхем типа BGA выбирается тот же температурный диапазон от 345 до 350 градусов с обеспечением умеренного воздушного напора для предотвращения сдувания «соседей». В процессе работы паяльный фен должен удерживаться под углом 90 градусов по отношению к плате. Во избежание выхода из строя чипа не стоит его прогревать только по центру, лучше обходить монтажный элемент по периметру.
После истечения 1-3 минуты можно сделать попытку слегка приподнять чип над платой при помощи пинцета. Если чип не поддается, значит припой все еще твердый. Чтобы избежать повреждения токопроводящих дорожек платы, нужно регулятором на фене «накинуть сверху» градусов 5 температуры и продолжить греть.
Подогрев снизу

Данный прием не только полезен в работе с паяльным феном, но и повышает удобство пайки.
Плату закрепляют зажимом, устанавливают 200-градусную температуру и прогревают в течение пяти минут, после чего начинают работать, как обычно.
При помощи термоскотча можно экранировать рядом стоящие элементы.
После снятия чипа вышеупомянутой оплеткой очищают контакты. Аналогичным образом поступают и с платой.
Все процедуры надо проводить аккуратно, чтобы не допустить повреждений схемы. Если под рукой нет оплетки из меди, удалить припой можно при помощи паяльника с утонченным жалом.
Процедура реболлинга
Для проведения реболлинга чип помещают в трафарет, и закрепляют специализированной изолентой. С тыльной стороны пальцем или шпателем наносят паяльную пасту, затем настраивают фен на температурный режим около 300 градусов и начинают прогревать. После появления характерного блеска от расплавленной паяльной пасты дают припою полностью остыть.
Для освобождения трафарета от чипа убирают изоленту и прогревают трафарет примерно до 150 градусов, в конце процедуры деталь должна освободиться. Бывает, что сходу невозможно достать деталь из китайского трафарета, поэтому может возникнуть необходимость аккуратно ее зацепить.
Во время обратной пайки микросхемы оценивают риски, выкладывают чип необходимое количество раз для точного совпадения пяток и шаров. Потом выставляют на паяльном фене температуру от 330 до 350 градусов и греют до тех пор, пока расплавленный припой не даст возможность чипу самому встать на место.
Читайте также: