
Как сделать бюст на 3д принтере
Обновлено: 14.05.2024
Если вы хотите сделать из обычного рисунка объемную модель на 3Д принтере, данная инструкция возможно вам поможет. За пару шагов довольно просто можно переделать любую картинку из JPG в объёмную модель для печати на 3Д принтере. Конечно же речь пойдет о простых рисунках, а не портретах и т.д. Сделать логотип, объёмный текст, схемку в объёме и напечатать. Ну мало ли, иногда бывает нужно. Вот и я сегодня озадачился таким вопросом. И оказывается, что ответ не так просто найти.
Сразу скажу. Эта инструкция подойдет скорее для начинающих, только осваивающих 3Д печать и 3Д моделирование людей. Любой специалист конечно же знает всё то, что я покажу ниже. Но все мы начинали с нуля. Поэтому надеюсь, что эта информация окажется полезной для новичков.
Владея 3Д принтером, потихоньку осваиваю Fusion 360. И захотелось мне напечатать довольно симпатичный логотип клуба автомобилистов. Вот и заморочился. Но для инструкции, я возьму вариант попроще. Итак. У нас есть изображение. А нам хочется сделать из него 3д модель для печати на 3Д принтере.
Примерно вот такую:

Да, я взял логотип IXBT. Первый попавшийся, в jpg найденный в поисковике:

Закидываю файл в CorelDRAW. В нем сперва переводим JPG в растр (вкладка «Растровые изображения» выбираем «Преобразовать в растровое изображение») затем выполняем действие «Быстрая трассировка»:



На выходе получаем файл уже готовый к экспорту. Теперь выбираем «Сохранить как» и сохраняем наш файл в формате DXF (это важно):


Затем открываем программу Autodesk Fusion 360. Я делаю 3Д модели именно в этой программе, так как она достаточно проста к освоению, а еще она бесплатная для некоммерческого использования.
В Fusion открываем сохранённый ранее файл, и видим вот такое:

Ну а теперь всё просто. Зажимаем кнопку CTRL и выделяем мышкой каждый элемент. Затем нажимаем кнопку Е и выбираем на какую высоту нам нужно сделать текст в объёме:

Ну и собственно на этом всё. Объёмный текст готов. Остаётся только экспортировать модель в файл STL, скормить его в Cura (или в вашу программу для 3Д печати) и напечатать



У меня вышло вот так:

Я выбрал быструю печать, без подложки. Перед печатью не калибровал стол, поэтому точка перед com потерялась (отвалилась) но это не страшно, потому что печатал я исключительно для примера и наглядности.

Точно так же, можно перевести в STL файл для печати не только текст, но и простенький рисунок, логотип, элемент дизайна и т.д. А уж куда его потом можно применить, зависит только от вашей фантазии. Главное, что теперь у вас есть инструмент по реализации.
Надеюсь данная инструкция была полезна, и я не зря перевёл несколько граммов пластика.
Приветстую вас на моем канале. Сегодня я расскажу вам о самом крупном заказе, который я выполнил на своем 3д-принтере. Причем, сумма, которую я получил после выполнения этого заказа, оказалась больше стоимости самого станка.
Я приобрел 3д-принтер несколько лет назад, и большую часть времени этот станок стоит у меня без дела. Я покупал его, по большей части, для того, чтобы использовать его в быту. 3д-принтер это очень удобная штуковина, особенно, если вы любите мастерить что-то своими руками. С его помощью можно решать разнообразные мелкие бытовые вопросы.
Например, я напечатал крепление к старому советскому заоконному термометру, тем самым дав ему вторую жизнь. А еще я печатал крючки для прихожей. До сих пор они выполняют свою функцию. А еще я напечатал себе очень удобный мини-штатив для телефона. Пользуюсь им каждый день.
Кстати, если у вас есть 3д-принтер и вы хотите напечатать себе такой же штатив, то в описании под этим роликом на моем Ютуб-канале есть ссылка на STL-файлы . Поэтому заходите на мой ютуб и качайте себе эти файлы абсолютно бесплатно. Если после этого вы подпишитесь на мой канал, я буду этому очень рад.
Но давайте уже перейдем к теме статьи.
Совсем недавно я получил предложение от одного своего знакомого. Он попросил меня напечатать 100 небольших лопаток . За весь заказ он готов был заплатить 30 000 рублей (это 300 рублей за лопатку). Естественно, этот заказ мне показался очень интересным. Я согласился взяться за него. Эти лопатки нужны были не ему, а какой-то фирме, с которой он работает.
Мой знакомый выслал мне чертежи этой лопатки со всеми размерами. Первым делом я сделал 3д-модель по этим размерам.
Лопатка симметричная и имеет ребро жесткости, как сверху, так и снизу. Но для печати на 3д-принтере, лучше иметь плоское основание, а нижние ребра этому очень мешают. Сначала я предложил убрать нижние наплывы, но мне ответили, что их убирать нельзя. Тогда я предложил разделить лопатку на 2 части и печатать их по отдельности, а уже после печати склеить их. Такой вариант был одобрен заказчиком.
Напечатав первый образец лопатки, я отвез ее на согласование своему знакомому. Лопатка всем понравилась и я получил добро на печать.
После получения предоплаты, я закупил катушки с пластиком, необходимых для печати этого заказа. На все 100 лопаток я купил пять катушек не самого дешевого PLA-платика. Вес пластика в каждой катушке равнялся 750 граммам. А значит общий вес купленного пластика составил 3,75 кг . На весь этот материал у меня ушло примерно 6 000 рублей .
Но была одна сложность. Время печати одной лопатки (обеих ее половин), при максимальном качестве, составляло чуть более 3 часов . А это означет, что на печать всех 100 лопаток, моему станку потребуется печатать 300 часов не переставая. Если поделить 300 на 24, то получается, что станок должен печатать 12,5 суток подряд без выключения . Днем и ночью.
И мне пришлось через это пройти. Станок работал днем и ночью. Когда я ложился спать, я заводил будильник на 3 часа вперед. Когда звенел будильник, я просыпался, снимал детали и запускал станок заново. Потом я снова заводил будильник на 3 часа вперед и опять ложился спать. И так на протяжении двух недель .
Я даже успел, за время выполнения этого заказа, съездить на дачу. Но мне пришлось взять с собой 3д-принтер, чтобы он продолжал работать.
В итоге, заказ все же был выполнен и сдан заказчику. Деньги за весь заказ были получены. Из 30 000 рублей, 6 000 ушло на пластик для печати. Получается, что чистыми, на этом заказе, я заработал 24 000 рублей . А если учесть, что мой станочек обошелся мне в свое время в сумму около 20 000 рублей то, можно сказать, одним заказом данный станок полностью себя окупил.
Вот такой удачный заказик я совсем недавно выполнил. Никогда бы не подумал, что такое вообще возможно. Вернее сказать, я покупая хоббийный станочек, и не мог подумать, что его можно окупить всего одним заказом. Но жизнь иногда приподносит и приятные сюрпризы.
А на этом у меня пока все, если вам нравиться то, чем я занимаюсь, то поддержите статью лайком , канал подпиской , а меня добрым комментарием . Всем спасибо за внимание и до новых встреч.
Чуть не забыл. У меня ведь еще есть Ютуб-канал . На него тоже заходите и подписывайтесь. Канал у меня еще совсем молодой, и ему очень нужны подписчики. Так, что не проходите мимо, нажмите подписаться . Как говориться, вам не сложно, а мне приятно.

Всем добрый день!
Я 3D моделированием в различных сферах занимаюсь уже лет 10, а 3D печатью только третий год. Недавно вступил в это сообщество по 3d печати, и посмотрев блок не обнаружил описание общей технологии. Для профессионалов технология понятна, а вот у новичков или интересующихся людей возникает много вопросов. Вот я и решил поделиться своим опытном FDM 3d печати — не судите строго.
Первое с чего я начинаю это с получения исходных данных. Все зависит от задачи это могут быть обычные замеры, фото или 3D скан поверхности.
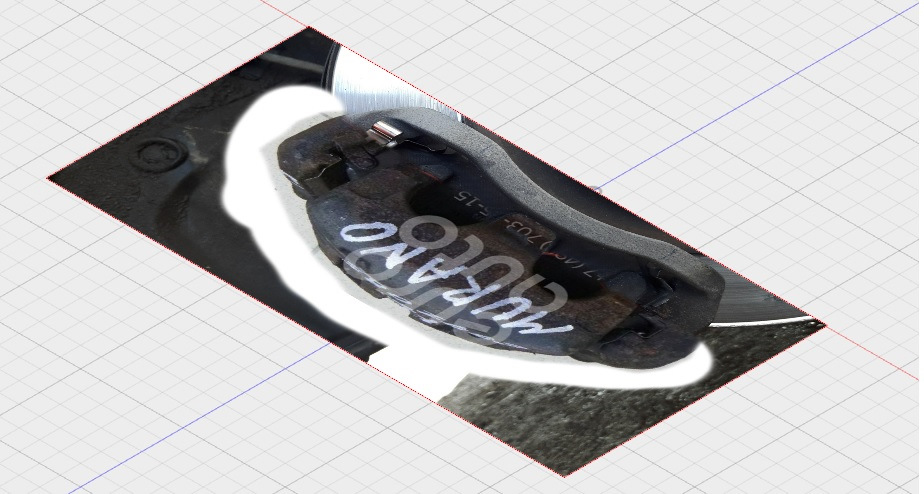
Приведу пример на базе создания накладки на суппорт.
Самый информативный способ получения данных — отсканировать суппорт. Можно так же сделать фото, а в последствии отмасштабировать в 3D редакторе.
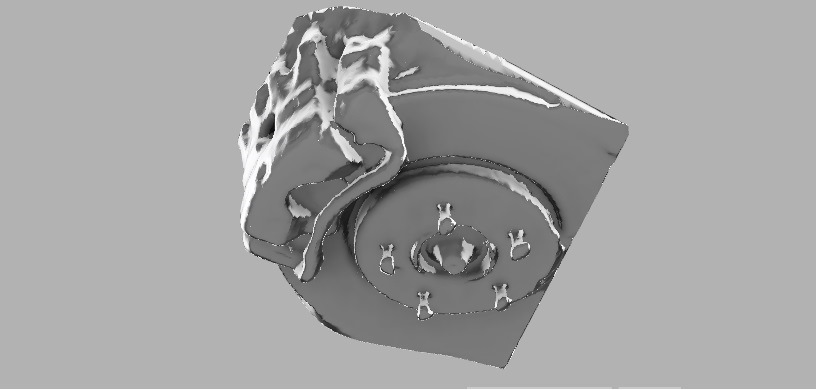
Я использую сканер sense 3d, мне его погрешности хватает для создания качественных моделей.

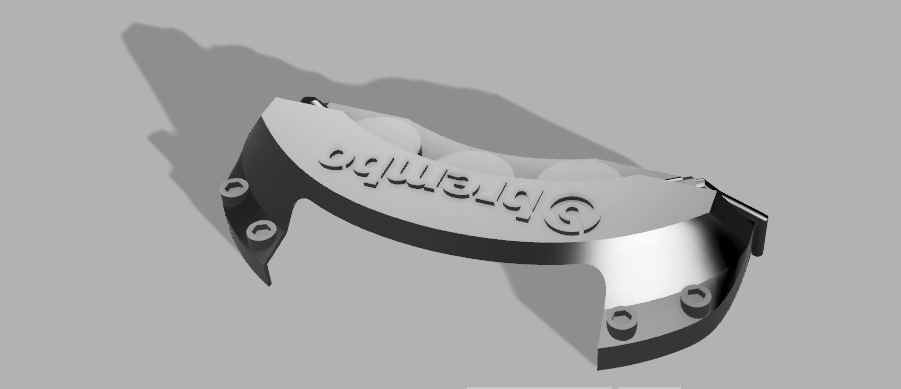
Далее производим моделирование. Дизайн и редактор зависят от индивидуальных предпочтений. Можно сделать что угодно и в чем угодно.
Вот я построил 3D модель.
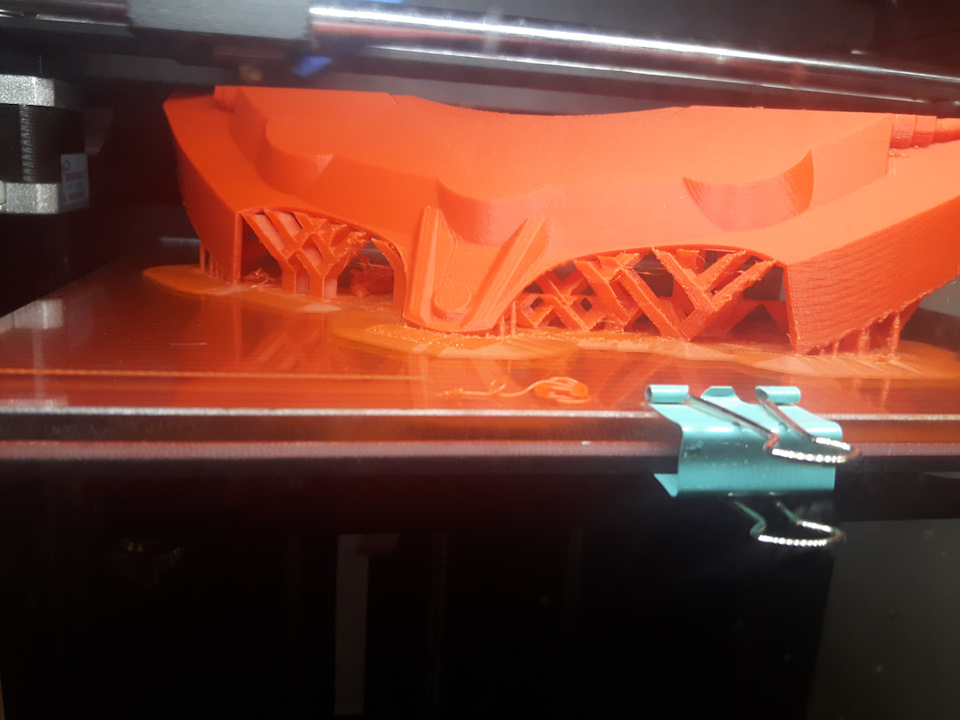
Далее нужно подготовить 3D модель к печати. Для этого экспортируем 3D модель в STL файл и открываем с специальной программе – слайсере, которая производит нарезку 3D модели на слои. Я пользуюсь несколькими программами – одна из них Cura – наиболее распространенная. Так же стоит обратить внимание на Simplify3D (она платная), но в ней очень хорошо формируются поддержки, в том числе вручную.
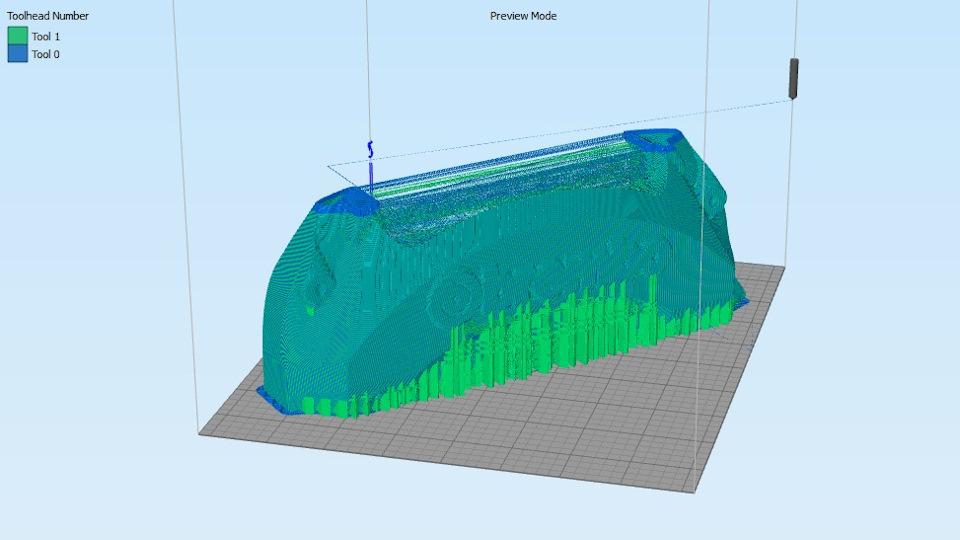
Здесь стоит отметить, что на FDM 3D принтерах можно печатать одним материалом, либо несколькими (как правило это 2 материала). Печать сложной детали с поддержками нависающих частей будет более качественной на 2-х экструдером FDM 3D принтере, когда одним материалом печатается деталь, а вторым поддержки. После печати, поддержки отделяются и на выходе получаем готовую деталь. Так же советую печатать детали для автомашин только ABS пластиком, т.к. он держит температуру, всякие SBS, PLA и т.п. даже летнего солнышка не выдержат — плавяться.
Это все нужно учесть в слайсере при подготовке детали к печати. Ну и конечно не стоит забывать по параметры 3D принтера: размер стола, температура стола и сопла и т.п.
Когда сформирован файл 3d модели, в большинстве случаев это *.Gcode можно начинать печать.
Вот несколько примеров:
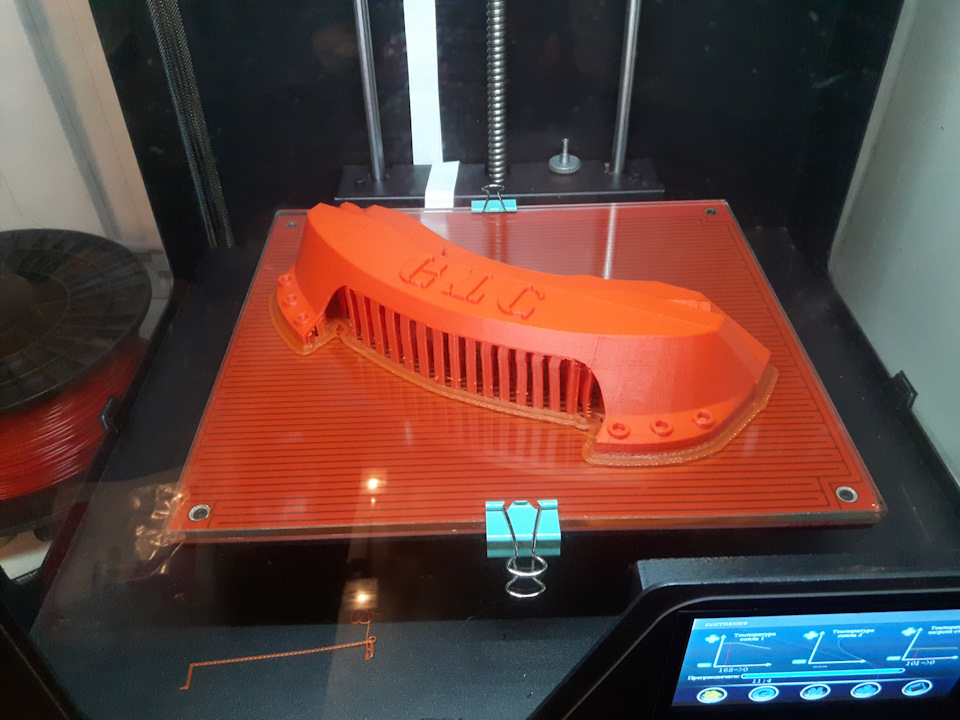
Приведенные модели напечатаны высотой слоя 0,15 мм. Мое мнение, для качественной печати и оптимального времени печати нужно варьировать слой от 0,1 до 0,15 мм. Печатались детали 16 -18 часов.
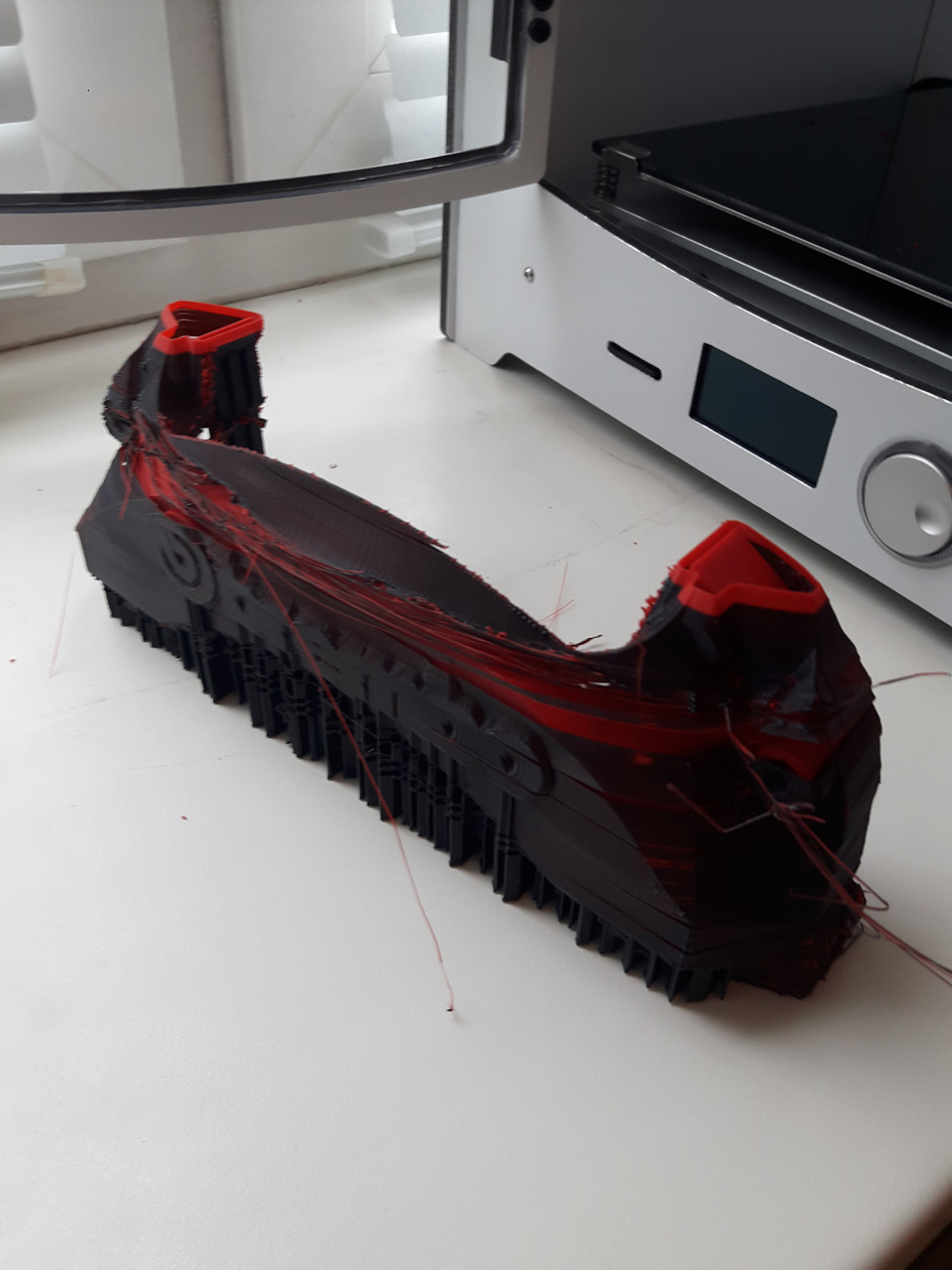
После удаления поддержек получаем готовый экземпляр. Далее можно проводить обработку.


Здесь стоит отметить, что процесс/длительность/интенсивность обработки обратно пропорциональна качеству печати. А качество печати зависит от 3d принтера — как правило, чем дороже принтер, тем качественнее 3d печать вы получаете, поскольку в более дорогих моделях применяется:
1) Более качественная механика – это линейность направляющих, отсутствие люфтов, воблинга и т.п.
2) Более жёсткий корпус, например на моем Hori Gold корпус из 2-х мм стали, весит более 20 кг.
3) Закрытая камера – это не маловажно для ABS пластика.
4) Более продуманный конструктив экструдера.
Для домашних целей подойдет принтер из за 15 т.р. но не стоит требовать от него сверх качественной печати. Я общался с многими людьми, которые покупали дешевый принтер, разочаровывались и начинали его апгрейдить, в результате совокупный ценник в разы вырастал.
Процесс обработки как правило состоит из химической обработки и физической обработки. Цель химической обработки лучше склеить слои. Например для ABS деталей, применяют обработки парами ацетона — помещают деталь в герметичную емкость с ацетоном и нагревают. Если так сильно не заморачиваться, то можно поверхность детали обработать ацетоном.

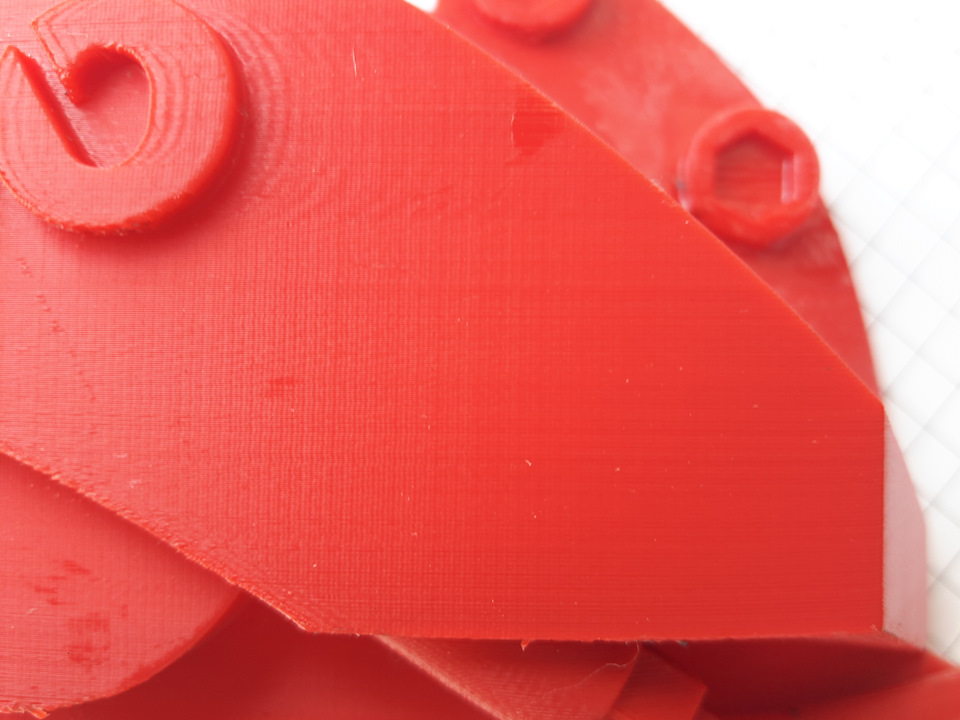
Далее можно шкурить, красить и т.п. В результате можно получить очень качественную деталь.
Скульптурный бюст может быть деталью интерьера, или офиса, стать замечательным подарком, надолго оставив добрую память о дарителе. Изготовление скульптурных портретов - бюстов - одно из направлений нашей деятельности. При этом мы не используем 3Д сканер, а создаем с нуля, действительно лепим скульптуру в виртуальном пространстве. Уловить характер, отличительные особенности изображаемой персоны и передать это - не под силу даже самой совершенной технике - это может только художник. А воплощать работу в материале нам помогает современное оборудование и известные всем технологии.
1. В данном случае речь шла об овеществлении известного бренда — торговой марки «Forman». В нашу задачу в первую очередь входило создать 3Д-модель персонажа торговой марки, а именно бюст античного героя в современной строительной каске.

2. Любой зритель, знакомый с историей искусства, угадывает в этом персонаже черты известной скульптуры Леохара, только у «Аполлона — Forman(а)», куда более мужественное лицо. Для того, чтобы стало ясно как должны выглядеть невидимые части персонажа, пришлось пересмотреть массу иллюстративного материала и даже сделать фотографии в разных ракурсах реальной гипсовой головы.


3. На следующем этапе была создана 3Д-модель…
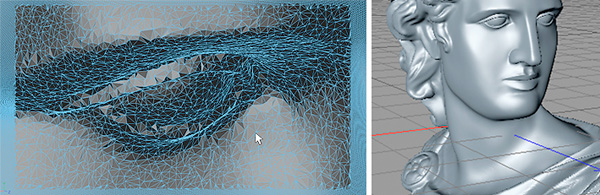
…и согласован эскиз будущего изделия: сувенирного настольного бюста из гипса.

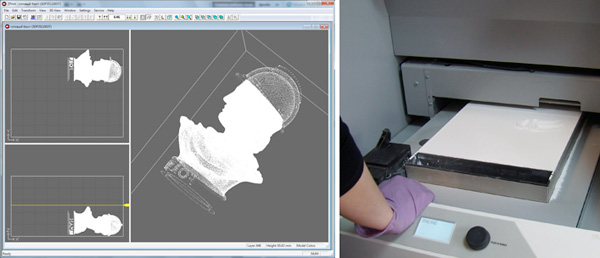
4. После согласования эскиза на трехмерном принтере был напечатан прототип.


5. Далее поверхность бюста была вручную доведена до состояния позволяющего использовать его как мастер-модель.
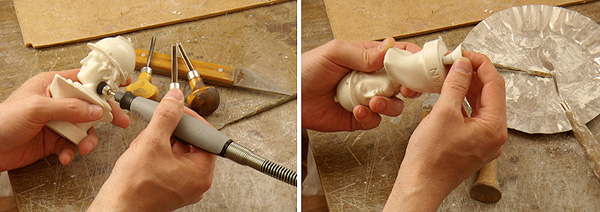
6. Подготовленная мастер-модель позволила изготовить разъемную силиконовую форму для литья…
Читайте также: