
Какой пластик лучше для 3д принтера pla или petg
Обновлено: 17.05.2024
И PETG, и PLA принадлежат к группе полиэфирных пластиков. Как и большинство материалов для FDM 3D печати, эти оба также являются термопластами. Это означает, что они размягчаются выше определенной температуры и снова становятся твердыми после охлаждения. Теоретически этот процесс можно повторять снова и снова без ухудшения качества материала. Большинство PLA нитей и многие PETG бобины доступны как с диаметром 1,75 мм, так и диаметром 2,85 мм.
Так чем же отличаются PETG и PLA? Если максимально кратко, то PETG следует использовать, если вам важны физические свойства изготовленной модели. С другой стороны, если для вас важнее внешний вид напечатанной 3D модели, то стоит выбрать PLA.
Ну а теперь давайте разберемся в различиях этих пластиков более детально.
Различия напечатанной 3D модели

Несмотря на то, что есть определенной сходство между свойствами модели, напечатанной используя PETG и PLA пластики, каждый имеет свои уникальные свойства:
- Прочность изделий из PETG выше чем PLA.
- Температура плавления выше у PETG. Некоторые PETG пластики, такие как Arnite 3040 от Nexeo 3D, могут выдерживать пиковые температуры до 250 °C. Однако более распространенная температура для PETG составляет около 75 °C. С другой стороны, с PLA вы обычно должны поддерживать температуру 3D детали ниже 55 °C, чтобы они не начинали плавиться.
- Для наружного использования лучше подходит PETG, так как он лучше справляется с переменой погодных условий и воздействием солнца. С другой стороны, PLA можно сделать намного более прочным, всего лишь покрасив деталь.
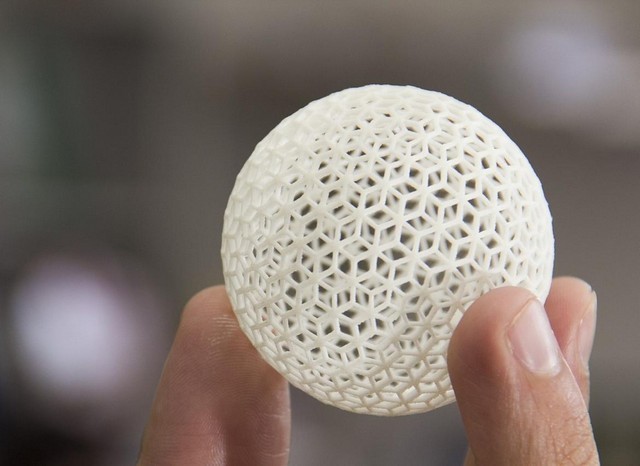
- Прозрачности легче всего добиться с помощью материала из PETG, например, используя материал T-Glase компании Taulman.
- Сложные формы легче напечатать с помощью PLA на 3D принтере с двойным экструдером. Это потому, что для PLA доступно больше хороших поддерживающих материалов, чем для PETG. Если вы печатаете одним экструдером и материал суппортов тот же что и для основной модели, то добиться гладкой поверхности постобработкой будет проще при использовании PLA пластика.
- Точное соответствие цветов проще реализовать с PLA. Например, вы можете покупать пластики PLA от Innofil с точно подобранными цветовыми кодами RAL.
- Постобработка легче, если вы используете PLA пластик для 3D печати. Если вам нужно раскрасить свою 3D модель, подойдет акриловая краска. Но помните, что с краской стоит провести несколько тестов, чтобы убедиться в хорошей адгезии, долговечности и других свойствах, важных для вашего проекта. PLA непросто приклеить, но в случае чего - знайте, что неплохо с этой задачей справляется клей для обработки полистирола. Что касается склевания изделий из PETG пластика - то это однозначно плохая идея и результата добиться вряд ли получится.
- Биоразлагаемость и переработка ставят PLA на первое место. Если оставить PLA на очень длительное время вне помещения, то он разложится. Его так же можно переработать и превратить в новую нить без потери качества! PETG разрушается не так легко, но он полностью пригоден для вторичной переработки.
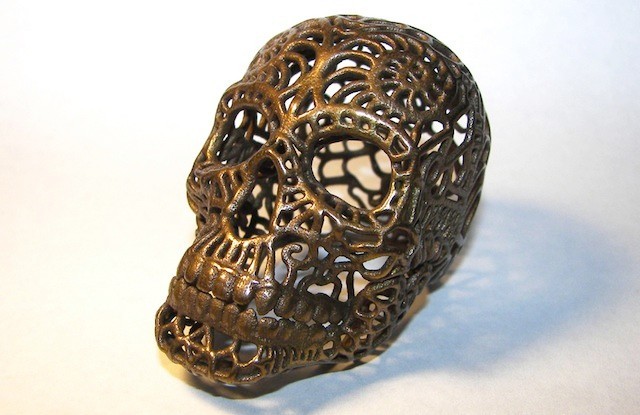
- Очень классная особенность PLA - возможность имитировать другие материалы. Например, если вам нужен вид и ощущение бронзы - погуглите BronzeFill от Colorfabb. Или можете попробовать полируемую нержавеющую сталь от Proto-Pasta или PolyWood от Polymaker.
Разница в процессе 3D печати

Поскольку большинство из нас, вероятно, начинали 3D печать FDM с PLA пластика, вот некоторые моменты, которые следует учитывать при переходе к PETG:
- С PLA адгезия со столом выше. При 3D печати PLA можно обойтись даже без стола с подогревом, а вот для PETG требуется температура стола от 50 до 70 ºC. PLA также меньше коробится и лучше прилипает к слою при той же температуре слоя, что и PETG. При этом у PETG есть еще одна не самая приятная особенность - если он хорошо схватился со столом, то снять готовую 3D модель будет непросто. Так что для того, чтобы избежать повреждения стола, рекомендуется использовать дополнительный слой клея, если вы печатаете PETG.
- Температура 3D печати зависит от того, материалы какого производителя вы используете как для PETG, так и для PLA. Но в целом PLA обычно печатает при более низких температурах. Только не охлаждайте слишком сильно, так как это может вызвать засорение сопла.
- У PETG чаще встречаются остатки материала. Кроме того, часто наблюдается просачивание излишнего пластика из сопла. Чтобы уменьшить указанные проблемы, можете попробовать печатать с более низкими температурами сопла (но будьте осторожны, чтобы не снизить температуру до точки засорения сопла).
- Зазор сопла должен быть немного больше для PETG, чем для PLA, чтобы предотвратить слишком сильное прилипание к столу. Если вы в основном печатаете PLA пластиками, вы можете избежать ручной настройки высоты стола (z-height) для PETG, воспользовавшись регулировкой z-высоты в слайсере для конкретного изделия, которое вы печатаете PETG пластиком.
- Плотность филамента PETG выше, чем у большинства PLA материалов, поэтому обязательно уточняйте у производителя данные для правильной настройки. Среднее значение плотности для PLA составляет около 1,24 г / см³, а для PETG - 1,27 г / см³. хорошо работает и для PETG и PLA, но расстояние между моделью и опорой частью должно быть больше для PETG, чем для PLA.
- Для замены нити PETG на PLA необходимо установить температуру сопла на ту, которая требуется для PETG. Затем подавайте PLA с более высокой температурой в сопло, пока вы не увидите, что выдавливается только PLA. Только после этого можно безопасно снизить температуру сопла до более низкого значения PLA. Этот порядок чрезвычайно важен, поскольку в противном случае вы рискуете засорить сопло PETG материалом.
Названия PETG и PLA материалов для 3D печати

В случае с PETG иногда не так просто узнать, что материал, который вы купили для 3D печати, на самом деле является PETG. Тип филамента имеет множество наименований от разных производителей. И, вероятно, стоит попробовать разные бренды, поскольку каждый производитель смешивает свой PETG уникальным способом для достижения определенных свойств материала.
Ultimaker называет свой PETG пластик CPE, Colorfabb использует такие имена, как XT или NGen, а производитель Taulman использует T-Glase.
В случае с PLA названия продуктов часто указывают на дополнительный материал, который используется в смеси или определенное свойство. Например, BronzeFill от Colorfabb содержит бронзовый порошок, а HTPLA от Proto-Pasta можно отжигать для работы при более высоких температурах.

Оба пластика довольно универсальны и будут хорошим выбором для печати практически всех моделей. Оба филамента имеют незначительную усадку при охлаждении и считаются безопасными для пищевых продуктов.
Но какой пластик выбрать для конкретной модели?
Давайте разберем в чем же разница между PLA и PETG, кратко и по пунктам!
Итак, сильные стороны PLA:
- Каждый владелец 3D-принтера знает, что PLA – самый простой в печати материал. Он неприхотлив к настройкам и поддержки удаляются без усилий.
- Можно печатать даже на платформе без подогрева.
- С постобработкой все тоже просто: красить можно обычными акриловыми красками, а склеить детали любым цианоакрилатным клеем (с PETG все сложнее. ).
- Для печати сложных деталей со множеством поддержкек лучше выбрать PLA.
Сложности с PLA:
- PLA требует качественного термобарьера с качественным охлаждением
- Детали из PLA выдержат только до +60C. Если оставите модельку в машине под солнцем, то она точно подплавится.
Сильные стороны PETG:
- PETG прочнее, долговечнее и способен выдерживать большую нагрузку.
- PETG более устойчив к воздействию солнца, дождя и холода – больше подойдет для наружных вещей.
- PETG более упругий.
- Детали из PETG выдерживают до +80°C (PLA только до 60°C )
Сложности с PETG:
- Благодаря сильному сцеплению слоев поддержки из PETG тоже довольно сложно отделить (можно печатать двойным экструдером с водорастворимыми поддержками или увеличить зазор между деталью и поддержками, но это скажется на качестве печати).
- PETG при отделении от стекла так и норовит отодрать с собой кусок. Не забывайте хорошо остужать платформу после печати!
- У деталей из PETG сложно с покраской. Если все-таки хотите покрасить модели, их придется хорошо зашкурить.
Если кратко: модели со сложными поддержками, декоративные для дома, с последующей покраской – PLA.
Крепкие надежные детали, опоры, каркасы, применение на улице – PETG!
1 комментарий

Материал в 3D-печати, как и в любой созидательной деятельности, одна из важнейших вещей. От материала зависят не только механические и химические свойства будущего изделия, но и его эстетическая ценность.
Всем, кто занимается 3D-печатью, давно известны такие материалы, как ABS и PLA. Это самые распространенные и используемые, самые известные филаменты с хорошо изученными свойствами. Но далеко не все — есть материалы, которые большинству печатников известны лишь по названиям, а некоторые о них и вовсе не знают. Между тем, у них тоже много полезных свойств, о которых стоит знать, чтобы применить их в случае необходимости.
Перед тем, как перейти к основной теме статьи, хотелось бы сказать пару слов в защиту PLA. Многие ошибочно считают, что ABS прочнее и лучше PLA, но это не совсем так. Проведенные недавно испытания пластиков показали, что PLA бьет ABS по всем показателям прочности.

Единственное, в чём ABS лучше, это долговечность — PLA биоразлагаемый, а изделия из ABS будут загрязнять планету еще сотни лет после того, как перестанут быть нужны.
Вот, теперь вернемся к нашим экзотикам.
Цены приведены ориентировочные и их лучше уточнять при покупке.
NYLON

NYLON отличается высокой прочностью и износостойкостью — именно эти свойства позволили ему давно и прочно занять свои позиции как в производстве волокон для одежды, так и среди промышленных пластиков. Они же привели его и в 3D-печать. Из этого материала печатается широкий спектр всевозможных изделий, от игрушек и предметов быта, до деталей техники, одежды и медицинских ортезов.
Примеры филамента с нейлоном:: Taulman 3D Nylon Bridge за 2580 рублей (0,45 кг), Nylon M1 Print Product за 1300 (0,75 кг), Nylon Super Natural U3print за 2500 (0,45 кг).

Полипропилен, как и нейлон, также давно хорошо известен. Сложно перечислить хотя бы малую часть вещей, которые из него делают. Чем же характерен PP? — это нетоксичный, износостойкий материал, хорошо переносящий контакт с агрессивными средами и имеющий неплохую прочность. Кроме того — он достаточно недорог и очень распространен, что увеличивает его доступность.
Из минусов: становится хрупким при температурах ниже минус пяти по цельсию. Плохо переносит прямой солнечный свет.
Примеры: PP полипропилен FL-33 стоит 4300 за 1 кг, PP пластик Print Product белый — 1500 рублей за 0,75 кг.

Относительно новый, все еще набирающий популярность промышленный эластомер. Отличается высокими механическими характеристиками. Обладает хорошей износостойкостью и эластичностью. Применяется для изготовления декоративных изделий, защитных покрытий, подошв, и т.д.

- Хорошее сцепление с поверхностями.
- Упругость.
- Износостойкость
- Долговечность.
- Применение при температурах от -60 до +80 °С
- Неплохая спекаемость.
Есть и минусы: устойчивость к распространенным реагентам достаточно низкая — применять в контакте с бензином, ацетоном и уксусной кислотой не рекомендуется.
На рынке представлены разными производителями выпускающими материалы в различной цветовой гамме и немного отличающихся механических свойств.
Например, материал компании REC отличается проверенной экологичностью — он разработан так, чтобы не выделять при печати токсичных газов. Его стоимость 2176 рублей за полкило.
Филамент FL-33 характерен своими оригинальными цветовыми решениями. Он стоит 4500.
TiTi FLEX SOFT от Print Product, за 1550 рублей (0,5 кг), характерен своей особой мягкостью, а Flex 1,75 от этой же фирмы, за 2300 (0,75 кг), помимо своих выдающихся механических свойств интересен ещё и прозрачностью — из него можно напечатать много красивых объектов с интересными оптическими свойствами.
FLEX применяется для печати упругих объектов. Например, можно напечатать небьющийся стаканчик-подставку для карандашей, любой формы — оригинальный подарок коллеге.

HIPS — материал не обладающий какими-то выдающимися механическими свойствами, но он совершенно незаменим при печати двумя и более экструдерам, как материал для создания растворимых поддержек и спаек. Именно благодаря ему существует возможность создавать сколь угодно сложные объекты, особенно такие, где один предмет находится внутри другого.

Также широко используется в прототипировании, поскольку хорошо сохраняет при печати заданные размеры — не ползет и не коробится.

- Качественная передача заданных размеров
- Растворимость
- Возможность применения в изделиях контактирующих с пищей
- Нетоксичность.
GLASSFIL


Glassfil — прозрачный термопластик с уникальными свойствами: он пропускает ультрафиолет и рентген, но отражает инфракрасное излучение. От ультрафиолета не разрушается, также устойчив и к влажности, и к бактериальному воздействию. Способен выдерживать низкие и высокие температуры без повреждений. Экологически чист и обладает диэлектрическими свойствами. Также к плюсам относятся: прозрачность или частичная прозрачность материала, устойчивость к ударным нагрузкам и хорошая обрабатываемость.
Может применяться для создания изделий предназначенных для медицины, сельского хозяйства, для печати всевозможных бытовых предметов.
Примеры материалов такого типа: GLASSFIL Print Product за 1500 рублей (0,75 кг), Ninjaflex за 3500 (1 кг), Zortax Z-Glass за 5700.
CERAMIC

Материал интересен тем, что содержит натуральные керамические частицы. При печати создается эффект керамической или каменной поверхности. Применяется для печати изделий имитирующих керамику или камень.

Примеры такого материала: Print Product CERAMIC стоимостью 1500 рублей (0,75), Filamentarno Pro Ceramo и Pro Ceramo-tex по 2200 за 0,75 кг.
Пластик Filamentarno интересен еще и тем, что может использоваться при печати посуды и игрушек — он не содержит токсичных веществ и не имеет запаха, как и все пластики этой фирмы. А Pro Ceramo-tex вспенивается при печати, давая совершенно неотличимую от настоящей необработанной керамики структуру.

Похожими на керамику свойствами готовых изделий обладает Laybrick, за 2500 за четверть килограмма, отличающийся тем, что его фактура зависит от температуры и скорости печати — он может быть как шершавым и фактурным, так и глянцевым. Другая его особенность — отсутствие необходимости в подогреве стола, а единственный недостаток — необходимость выждать некоторое время, прежде чем удалять готовую модель, ведь застывает он не сразу (время ожидания, как и фактура изделий из Laybrick, зависит от температурного режима печати).

Пластик PVA — создан, чтоб быть растворенным. Как и HIPS, этот материал лучше всего подходит для поддержек и промежуточных структур, которые необходимы во время печати, но должны быть удалены после. Его преимущество перед HIPS — PVA растворяется обычной водой. Это самый подходящий вариант, когда вам надо напечатать сложную деталь, а под рукой нет лимонена.

- Диаметр нити, мм 1,75
- Температура печати 180 — 220 °C
- Растворяется водой
PVD — синтетический полимер с хорошими пластическими и термическими свойствами. По сути — специальным образом обработанный полиэтилен. Легкий, прочный, износостойкий. Не пропускает воду, но легко проницаем для газов. Широко используется при изготовлении упаковочного материала.

Вы легко можете распечатать, например, мини-теплицу для комнатного цветка или контейнер для бутербродов, так как он нетоксичен в быту и может контактировать с пищевыми продуктами.
- Диаметр нити, мм 1,75
- Рабочая температура 230°-260°
- Скорость печати: от 10 мм/с до 70 мм/с
- Цвет натуральный

Материал PETG достаточно прочен. Материал, как правило, прозрачный или полупрозрачный, даже при добавлении красящего пигмента. Имеет красивый глянцевый вид.
Из других преимуществ: не имеет запаха, не впитывает влагу, удобен в печати — низкая усадка.
Минусы — требователен к температурному режиму печати.

Примеры такого материала: PETG Natural U3Print за 1000 рублей (0,45 кг), PETG FL-33 прозрачный за 3990 (1 кг), PETG пластик ESUN за 2300 (1 кг).

- Высокая прочность
- Температура печати около 210° — 250° (может слегка варьироваться от производителя к производителю)
- Скорость печати от 10 мм/с до 70 мм/с
- Не имеет запаха
- Нетоксичен

Полиоксиметилен. Прочностные характеристики материала таковы, что изделия из него применяются в инженерии для замены металлических деталей. Также он биологически нейтрален и может быть использован в медицине и пищевой промышленности.
Примеры филамента: FL-33 инженерный POM за 3610 рублей за килограмм, POM Натуральный за 2800 за 0,75 кг.

PC — поликарбонат. Изделия из PC обладают высокой прочностью к ударным нагрузкам и выдерживают кратковременный нагрев до 153 градусов, а нормально функционировать могут в диапазоне от -100 до +115 градусов цельсия.
- Печатается при температуре 230 — 280 градусов цельсия
- Застывает при 130 градусах
- Температура стола желательно 100 градусов

Примеры филамента с PC: PC поликарбонат SEM за 1700 рублей и PC поликарбонат FL-33 за 4180 — прозрачные, и PC поликарбонат FL-33 черный — с добавлением красителя, 4180 за 1 кг.

Керамика в нашем обзоре уже была, теперь очередь не менее интересного материала — дерева. Именно дерево содержится в данном филаменте и дарит ему свою фактуру и цвет, тактильные характеристики и тепло. Даже запах. Как и любая древесина, изделия из этого материала весьма гигроскопичны, то есть — впитывают много влаги.

Применяется для создания оригинальных изделий имитирующих дерево и обладающих, во многом, его свойствами.
- Диаметр нити, мм 1,75
- Рабочая температура 190°-220°
- Скорость печати от 10 мм/с до 70 мм/с
ANTISTATIC

ABS Antistatic — почти обычный ABS, но тоже с сюрпризом, как и остальные материалы в обзоре. Как можно догадаться из названия, в состав этого филамента включены антистатические вещества, помогающие избавиться от статики, свойственной большинству материалов для 3D-печати.

Применяется для создания деталей и корпусов электроники, где статические разряды совершенно неуместны, упаковки для хранения микросхем и других чувствительных компонентов, ковриков для точной измерительной аппаратуры и т.д.
Также находит применение в индустрии моды, при печати тканей.
- Диаметр нити, мм 1,75
- Температура платформы 100 °C
- Температура экструдера 210 — 240 °C

Материал накапливает свет, а в темноте постепенно отдает его. Время свечения изделий из такого филамента — до 14 часов.

Может применяться для изготовления игрушек, оригинальных сувениров, приборных панелей и циферблатов, корпусов и кнопок выключателей, а также многого другого.
- Температура экструдера зависит от конкретного филамента
- Технология печати FDM
- Цвета разные
METALLIC
Материалы содержащие в себе частицы металла и имитирующие созданные из него вещи. Внешне, по весу и на ощупь получается очень похоже.

Изделия из этих материалов легко обрабатываются и полируются, принимая вид настоящих металлических вещей.

Примеры таких материалов: Bronze ESUN за 2300 рублей (0,5 кг), Colorfabb Bronzefill за 3900 (0,75 кг), Bestfilament Bronze.
COLORFUL

Если вам надоели однообразные, как в детском наборе фломастеров, цвета филаментов, то пора переходить на взрослую палитру. Для удобства можно выбрать одного производителя, обладающего таким ассортиментом, чтоб не перенастраивать каждый раз печать и иметь стабильный результат. Например, среди продукции компании Filamentarno есть множество красивых пластиков разных оттенков.

Ещё одно преимущество продукции этой компании перед многими другими (и в этом Filamentarno единомышленники компании REC) — безопасность всех материалов, все они могут безвредно контактировать с пищей, а значит — пригодны для изготовления пищевой посуды и детских игрушек.
Примеры пластиков: Бутылочно-зеленый, Бутылочно-оливковый, Бутылочно-коричневый, Желтый, Оранжевый, Красный. Это не все, там их десятки. Пластики этой линейки стоят по 1200 рублей за 0,75 кг.
Это далеко не полный перечень актуальных современных материалов, лишь малая их часть, но — нельзя объять необъятное. Однако у нас запланированы обзоры и по другим сегментам этой области. Следите за обновлениями.
Каждый, кто начинает заниматься 3D-печатью, задается вопросом: «Чем печатать, с чего начать?». На рынке десятки доступных пластиков для 3D-печати, производящихся в форме филамента — прутка, намотанного на бобины. Разнообразие материалов может ввести неподготовленного человека в замешательство. Какой пластик для 3D-печати выбрать — именно тот вопрос, с решением которого данная статья поможет определиться начинающему 3D-печатнику.

При выборе пластика для печати решающее значение имеет назначение печатаемых деталей. Также важны характеристики используемого принтера, так как не каждый пластик подойдет к каждому принтеру — помимо диаметра филамента, имеют значение его температура плавления, жесткость, наличие или отсутствие у принтера подогреваемой платформы и закрытой камеры.
Типы пластиков:
PLA (Полилактид)
PLA (Полилактид) — биоразлагаемый пластик, в основе которого находится молочная кислота. Производится из сахарного тростника или кукурузы.
Может также производиться из других натуральных продуктов, таких как картофельный крахмал или целлюлоза.
- Температура экструзии — 190-230°C
- Температура стола — 20-60°C
- Обдув — желателен
- Межслойная адгезия — хорошая
- Адгезия к столу — хорошая
Является одним из самых популярных пластиков для 3D-печати. Хорошо подходит для печати дома. Причиной данной популярности являются следующие характеристики:
- Не дает усадки при печати, что позволяет получить точное соответствие размеров напечатанного изделия смоделированному.
- Не требует подогреваемого стола и не боится сквозняков при печати, а значит может использоваться для печати на самом дешевом китайском принтере с открытым корпусом.
- Нетоксичен. Во время печати приятно и несильно пахнет, что позволяет печатать им в квартире без использования специальной вытяжки.
- Твердый, прочный и скользкий, широкий диапазон применений.
- Производится из натуральных компонентов, может использоваться для контакта с пищевыми продуктами.
- Биоразлагаемый, вещи из данного пластика не наносят вреда окружающей среде при утилизации.
- Под воздействием воздуха и ультрафиолета, как и любой натуральный материал, со временем становится более хрупким, вследствие чего не рекомендуется для долговременного применения при больших физических нагрузках или использования без защитного покрытия на открытом воздухе.
- Низкая температура размягчения (50°C) — в салоне машины, оставленной на солнце в жаркий день, легко размягчается и теряет форму.
- Узкий температурный диапазон использования (-20 — +40°C).
- Высокая твердость пластика затрудняет его механическую обработку.
- Пластик некоторых производителей, из-за высокого содержания остаточных мономеров, склонен к образованию пробок в цельнометаллических хотэндах.
ABS (акрилонитрилбутадиенстирол)
ABS (акрилонитрилбутадиенстирол) — ударопрочный пластик, очень популярен в промышленности и 3D-печати. Изделия из ABS достаточно прочны, поэтому его часто используют для печати функциональных объектов, имеющих практическое применение.
- Температура экструзии — 210-245°C
- Температура стола — 90-120°C
- Обдув — нежелателен
- Межслойная адгезия — средняя
- Адгезия к столу — средняя
Из-за невысокой стоимости сырья, является одним из самых доступных по цене пластиков.
- Хорошее сочетание прочности и упругости позволяет использовать его для изготовления механических изделий, рассчитанных на долгий срок эксплуатации.
- Широкий диапазон используемых температур позволяет эксплуатировать изделия из него в технических целях.
- Простота механической обработки, в комплексе с химическим сглаживанием поверхности недорогими растворителями типа ацетона, позволяют делать декоративные изделия или корпуса с высоким качеством поверхности.
- Плохо переносит воздействие ультрафиолетового излучения, желтеет на солнечном свете, что ограничивает применение неокрашенных поверхностей на улице.
- Не любит сквозняков при печати, что ограничивает применение дешевых принтеров с открытым корпусом.
- Из-за относительно высокой усадки склонен к деламинации (расслоению), требует наличия подогреваемого стола, без него возникают проблемы с прилипанием к столу первого слоя.
- В процессе печати может образовываться неприятных запах, печатать лучше в проветриваемом помещении, или оснащать принтер специальной системой вытяжной вентиляции, с выводом за пределы квартиры.
HIPS (высокопрочный полистирол)
HIPS (высокопрочный полистирол) — достаточно мягкий пластик, создавался для использования совместно с ABS, для поддержек при двуэкструдерной 3D-печати. Этому способствовали его следующие свойства: одинаковая с ABS температура экструзии, низкая спекаемость с ABS, наличие растворителя (D-Limonene), который растворяет HIPS и не растворяет ABS.
- Температура экструзии — 210-245°C
- Температура стола — 90-120°C
- Обдув — нежелателен
- Межслойная адгезия — средняя
- Адгезия к столу — средняя
Но его характеристики сделали возможным использование данного пластика и для самостоятельного применения. На данный момент выпускается различными производителями в широком диапазоне цветов, однако меньшем, чем для PLA или ABS.
- Меньшая усадка, чем у ABS, что делает его пригодным для печати точных изделий.
- Меньшая плотность, чем у PLA, что позволяет печатать изделия, где необходима легкость конструкции.
- Мягкость поверхности, которая гарантирует простоту механической обработки.
- Матовость, которая придает эффект сглаженности изделиям.
- Температура размягчения почти как у ABS, что позволяет использовать его в уличных условиях.
Как и ABS, требует подогреваемой платформы и подвержен деламинации, хоть и в меньшей степени.
Меньшая, чем у ABS, прочность на изгиб и, как следствие, большая хрупкость изделий.
Низкая устойчивость к ультрафиолетовому излучению, что ограничивает использование изделий на солнечном свете.
PETG (полиэтилентерефталат-гликоль) — относительно новый, по сравнению с тем же ABS, материал, но уже завоевавший заслуженное признание у 3D-печатников. Пластик достаточно ударопрочный, а спекаемость слоев получается такой, что при нагрузке изделие часто ломается против слоев, а не вдоль.
- Температура экструзии — 215-245°C
- Температура стола — 20-80°C
- Обдув — 20%
- Межслойная адгезия — очень высокая
- Адгезия к столу — средняя
- Отсутствие запаха при печати — позволяет печатать в домашних условиях, не используя дополнительную вытяжку.
- Отсутствие усадки обеспечивает высокую точность размеров принтов.
- Очень сильное спекание между слоями — можно печатать тонкостенные изделия с высокой прочностью.
- Стойкость к ультрафиолету — напечатанные модели можно использовать вне помещений.
- Широкий температурный диапазон эксплуатации.
- При печати не требуется закрытая камера.
- Хорошее скольжение и ударопрочность — можно печатать шестерни, втулки и другие детали механизмов.
- Не токсичен, можно печатать изделия, предназначенные для контакта с пищей.
- Высокая текучесть требует тщательной настройки ретрактов.
- Высокая температура печати быстро выводит из строя фторопластовую вставку в хотэнде и заставляет задуматься о переходе на цельнометаллические термобарьеры.
- Прочность и температура размягчения ниже, чем у ABS.
SBS (стиролбутадиен–стирол) — еще один из относительно новых игроков на рынке пластиков для 3D-печати. Характеризуется низкой токсичностью и усадкой, а также высокой прочностью. Основное его преимущество в его прозрачности. Изделия, напечатанные этим пластиком и обработанные сольвентом, приобретают прозрачность окрашенного стекла.
- Температура экструзии — 220-240°C
- Температура стола — 70-90°C
- Обдув — 20%
- Межслойная адгезия — низкая
- Адгезия к столу — средняя
- Относительно низкая усадка, позволяющая печатать в принтерах с открытым корпусом.
- Высокая адгезия к столу.
- Возможность контакта с пищевыми изделиями.
- Ударопрочность.
- Красивые цвета, позволяющие создавать уникальные предметы декора.
- Прозрачность после обработки, возможность использования в светильниках.
- Широкий диапазон температур эксплуатации, морозостойкость.
- Простота постобработки как химическими, так и механическими методами.
- Слабая межслойная адгезия, требует сопел с большим диаметром отверстия, либо печати со 100% заполнением.
- Относительно высокая температура печати, как и у PETG.
Flex (полиуретан) — мягкий резиноподобный материал. Используется там, где нужна гибкость и эластичность готовых изделий
- Температура экструзии — 220-240°C
- Температура стола — 90-110°C
- Обдув — нежелателен
- Адгезия слоев — хорошая
- Адгезия к столу — средняя
- Гибкость — основное свойство, которое обуславливает применение.
- Масло-бензостойкость — может использоваться при прямом контакте с этими жидкостями.
- Широкий температурный диапазон применения — можно использовать в технических изделиях, в условиях повышенных температур.
- Сложность печати — зачастую требуется доработка экструдера для печати гибкими материалами.
- Не всегда возможна печать с ретрактами — возможно возникновение “соплей” на модели.
Nylon
Nylon (нейлон — синтетический материал из семейства полиамидов) — очень стоек к истиранию, отсюда и основное применение — трущиеся узлы кинематических пар (шестеренки, втулки и т.д.).
- Температура экструзии — 235-260°C
- Температура стола — 100-120°C
- Обдув — нежелателен
- Адгезия слоев — высокая
- Адгезия к столу — низкая
Его устойчивость к высоким температурам, хорошее скольжение и стойкость к истиранию делают нейлон незаменимым материалом для разнообразных шестеренок и конструкционных деталей. Нивелируется это очень высокой усадкой, необходимостью закрытой камеры для печати и невозможностью печати больших изделий.
- Прочность.
- Упругость.
- Высокое скольжение.
- Термостойкость.
- Химическая стойкость.
- Сложность печати.
- Высокая усадка, при моделировании необходимо обязательно корректировать размеры с учетом усадки.
PC (Поликарбонат) — один из самых крепких материалов в этом списке. Устойчив к физическому и тепловому воздействию. Выдерживает температуру до 110°C. Прозрачный. В промышленности используется для изготовления бронестекол и масок для аквалангов, остекления парников. В бытовой 3D-печати применяется редко. Причина - высокие гигроскопичность, температура печати и усадка.
- Температура экструзии — 270-310°C
- Температура стола — 90-110°C
- Обдув — нежелателен
- Межслойная адгезия — высокая
- Адгезия к столу — низкая
Wood или Woodfill (древеснонаполненный) — это PLA, в который добавляют очень мелкие древесные опилки. В результате чего, изготовленные с применением данного пластика изделия получают фактуру древесины. Используется в декоративных целях. Из него можно печатать изделия, которые будут хорошо смотреться на полке или на столе. Чашки, фигурки, сувениры. Также можно изготавливать архитектурные макеты.
- Температура экструзии — 190-230°C
- Температура стола — 20-60°C
- Обдув — желателен
- Межслойная адгезия — средняя
- Адгезия к столу — хорошая
- Легкость печати.
- Внешний вид и фактура максимально приближены к древесине.
- Приятные тактильные ощущения.
- Невозможность печати узкими соплами (забивается).
- Чуть большая абразивность.
- Прочность изделий снижена, по сравнению с классическим PLA.
Metal
Metal, bronzefill и т.д. (Металлонаполненный) — пластик, аналогичный предыдущему, только в качестве наполнителей работают частицы бронзы, меди, латуни или алюминия, а в качестве базового пластика может использоваться не только PLA, но и ABS. Обычно в пластик добавляют до 50% металлического порошка, но существуют филаменты с долей металла до 85%.
Зависят от материала основы, металла и степени наполнения. Сильно меняются у разных производителей.
Зависят от материала основы, металла и степени наполнения. Сильно меняются у разных производителей.
- Металлический блеск готовых изделий.
- Постобработка позволяет придать фактуру литого изделия.
- Повышенная абразивность — для печати лучше использовать сопла из нержавеющей стали
bioFila
bioFila (Биоразлагаемый) — основное достоинство данного филамента - это не прочность или уникальные физические свойства, а отсутствие вреда экологии.
При массовом изготовлении прототипов много пластика уходит на неудачные модели, которые приходится выбрасывать. Использование данного пластика позволяет снизить экологический ущерб при изготовлении таких моделей.
Conductive
Conductive (электропроводный) — это пластик, который можно использовать в качестве токопроводящих элементов в электрических цепях. Может использоваться в небольших поделках, в которых не нужны большие токи или высокое сопротивление может быть нивелировано большой площадью напечатанного проводника. Идеален для учебных пособий.
- Электропроводность.
- При использовании двухэкструдерных принтеров можно печатать проводники сразу в готово изделии.
- Низкая электропроводность - для пропускания небольшого тока требуется печать проводников с большим сечением.
Ceramo
Ceramo, ceramic (керамический) — материал, имитирующий керамические изделия. Твердый и прочный, но хрупкий.
- Температура экструзии — 230-250°C
- Температура стола — 90-110°C
- Обдув — нежелателен
- Адгезия слоев — отличная
- Адгезия к столу — средняя
- Фактура напечатанного изделия напоминает керамику.
- Легко шкурится.
- Достаточно термостоек для кипятка и как правило безопасен (зависит от конкретной марки, читайте инструкцию производителя) — то есть, может контактировать с продуктами, использоваться для изготовления посуды контактирующей с пищей.
- Хрупкий, не рекомендуется к печати на принтерах с сильными изгибом подающего филамент тракта.
Carbon Fiber
Carbon Fiber (С углеродным волокном) — инженерный пластик рассчитанный на высокие нагрузки. В качестве основы обычно используется нейлон с добавлением углеродных волокон. Может также изготавливаться на основе PLA, ABS, PETG, PC. Характеристики зависят от свойств материала основы.
Углеродные волокна придают повышенную прочность данному виду пластика, но при этом обладают высокой абразивностью. Крайне не рекомендуется печать латунными соплами. По отзывам пользователей, сопло 0,3 мм растачивает до 0,5 примерно за полчаса печати. Поэтому для печати используют сопла из нержавеющей стали или с рубиновым наконечником. Используется для печати изделий работающих с высокими механическими нагрузками.
- Очень прочный и упругий.
- Позволяет получать легкие и прочные изделия.
- Не требует высокого заполнения.
- Очень абразивный, требуются сопла из нержавеющей стали или с рубиновым наконечником.
- Сложность печати (зависит от материала-основы).
- Стоимость (между обычными бытовыми и высокотемпературными инженерными пластиками).
PP (полипропилен) — широко распространенный пластик, применяемый в производстве упаковочных материалов, посуды, шприцов, труб. Преимущества данного материала — нетоксичность, высокая химическая стойкость, устойчивость к влаге и износу.
- Температура экструзии — 220-250°C
- Температура стола — 100-120°C
- Обдув — нежелателен
- Адгезия слоев — средняя
- Адгезия к столу — низкая
- Химическая инертность позволяет применять его для изделий имеющих непосредственный контакт с пищевыми продуктами или в медицине.
- Высокая прочность позволяет применять его для изделий несущих конструкционные нагрузки.
- Сложность печати - требует наличия термокамеры.
- Высокая усадка.
- Низкая стойкость к отрицательным температурам.
PMMA (Полиметилметакрилат, более известный как оргстекло) — прочный влагоустойчивый материал, устойчивый к воздействию солнечного света. Прозрачный.
Изделия из него достаточно пластичны и легко поддаются склейке. В традиционной 3D-печати методом FDM используется достаточно редко.
- Прозрачность
- Стойкость к ультрафиолетовому излучению
- Легкость склейки
- Простота постобработки.
- Плохо хранится в виде катушек, так-как постоянное механическое натяжение приводит к постепенному разрушению материала;
- Во избежание образования пузырьков разрешение печати должно быть очень высоким, практически недоступным для домашних принтеров;
- Быстрое застывание требует наличия термокамеры и высокой скорости печати;
- Высокая скорость печати снижает разрешение, что приводит к увеличению проблемы пузырьков.
Это далеко не полный перечень материалов для 3D печати. Существует еще много типов экзотических пластиков, находящих применение в своих нишах.
Читайте также: