
Cnc usb controller как активировать
Обновлено: 02.07.2024
Хм. ПИК тоже у нас стоит не дорого, не вижу смысла покупать его там . прошивку ( бутлодер ) с сайта скачать можно бесплатно. если кому интересно ,то вот что у меня вышло:
Детали:
0.1 uF - 16 шт
22 pf - 2шт
10 Ком - 17шт
470 Ом - 1шт
220 Ом - 3шт
общее количество резисторов и конденсатор 39 штук ( смд размер 0805 ) средняя цена около 30 копеек за штуку. общая сумма
светодиод - 1шт - 1руб
кнопка TS-A1PS-130 - 1шт 2 руб
L78L05CZ-TO92 - 1шт ( не нужно, если питание идет от УСБ ) 7 руб.
PIC18F4550PT-TQFP44 - 1шт - 190 руб.
HC49SM-8Mhz - 1шт 14 руб
USB разъем USB-1J - 1шт 19 руб.
Итого по деталям получилось:
Платку я правда делал на проф. оборудовании. но можно и самому было бы сделать. размер получился 55х55мм
Как у вас всё хорошо выходить..
А то, что предоставленная прошивка - демка, это не страшно?
Они на-то и предлагают выслать прошитый ПИК с залоченной от считывания полной версией прошивки, а не потому, что вам сложно будить прошить самостоятельно. Вы же понимаете, что полную версию прошивки вам никто не пришлёт на мыло, т.к. после этого прошивка появится в нэте даром, и продавец больше не получит за неё ни с кого денег.
К тому же, программу для ПК со снятыми ограничениями по функционалу всё-равно придётся купить.
То, что вам дали скачать бесплатно с сайта, предназначено для того, что бы вы убедились, что оно вообще работает и способно управлять станком по USB. А если понравится, и захотите снять ограничение на скорость и функциональность - придётся заплатить.
>>А то, что предоставленная прошивка - демка, это не страшно?
Прошивка на сайте - это УСБ бутлодер. после подключения к компьютеру вашего контроллера с запущенным родным софтом, в него заливается ( заливается из родного софта. ибо она в него встроена ) _полная_ версия прошивки контроллера + назначется уникальный номер ( записывается в EEPROM ) для последующей регистрации софта. Таким образом пока не зарегистрировали программу ( купили лицензию ) вы можете использовать сколько хотите свой контроллер и все его возможности, но с некоторыми ограничениями . например не больше 25 команд Г-кода.
>>А если понравится, и захотите снять ограничение на скорость и функциональность - придётся заплатить.
Понятное дело. оно на то и платное. оно и развивается .
п.с: продают запрограммированный контроллер как раз потому, что многие не могут прошить сами. даже автор проекта говорит:
"Here you can download schematics, pcb, !!firmware and software. - everything needed for DIY build.
DIY controllers are same as assambled from my shop - no differences. " То бишь собранный и прошитый контроллер сделанный мной ничем не отличается от того который куплен у него. но это не значит что мне не нужна лицензия на софт
Программа управления станком CNC USB Controller работает в операционных системах Windows XP и Windows7.
1.Установка программы.
Для работы программы требуется, чтобы на компьютере были установлены приложения DirectX-9 и Dotnetfx35. Если их на вашем компьютере не оказалось они присутствуют на установочном диске программы CNC USB Controller.
Для установки программы требуется скачать или запустить с диска установочный файл CNCUSB_Setup.exe
После установки программы можно подключить плату контроллера к USB разъему контроллера.
При первом запуске программа запросит ключ лицензии , который необходимо ввести.
2. Настройка программы.
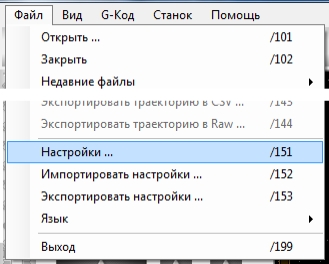
Переход к настройке через меню файл->настройки, рисунок 1
2.1 Настройка осей, рисунок 3, здесь устанавливаем количество осей 3, для станков с поворотной осью 4.
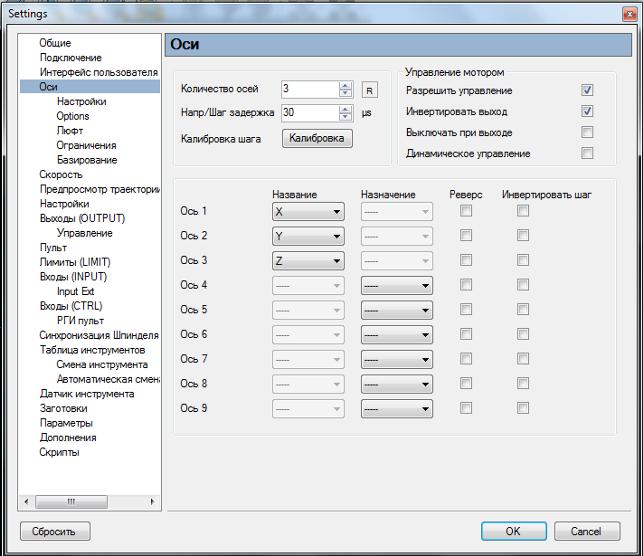
Здесь же, при необходимости, можно изменить направление перемещения по любой оси, установкой галочки в поле "реверс".
Если известен шаг винта и установленный на контроллере микрошаг(коэффициент дробления шага), то можно перейти пропустить пункт 2.2 и продолжить настройку программы с пункта 2.3
2.2 Кнопка "Калибровка" позволяет вычислить величину "Шагов/Еденицу".
Управляя вручную перемещением каретки с инструментом станка, с помощью кнопок "правый Ctrl" + стрелки клавиатуры, выводим каретку примерно на середину.
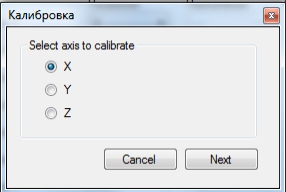
Выбираем калибруемую ось, рисунок 3
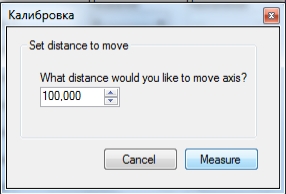
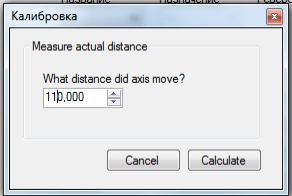
Нажимаем "Next" и указываем расстояние перемещения, рисунок 4.
Заносим расстояние на которое переместилась каретка с инструментом, рисунок 5
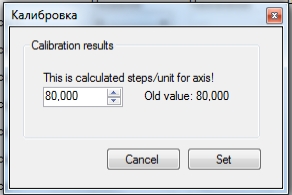
Нажимаем "Calculate" и программа выдаст значение "Шагов/Еденицу". Нажав "Set", программа сохранит эти значения , рисунок 6, и переходим к пункту 2.4
2.3 Установка скоростей холостых перемещений и передаточных чисел.
Меню Файл->Настройки->Оси->Настройки , рисунок 7
Настройка передаточных чисел для определенного ходового винта заносится в поле "Шагов/Еденицу".
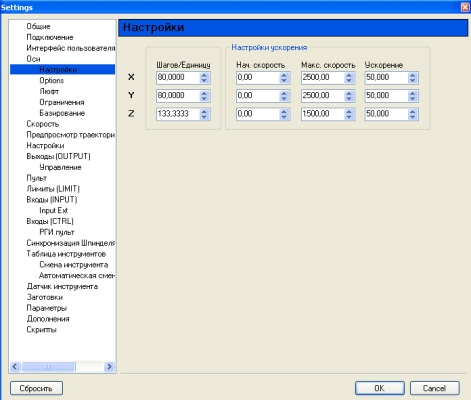
Рисунок 7 Настройка передаточного числа, скорости холостых перемещений и ускорений.
Передаточные числа, скорости и ускорения устанавливаются раздельно для каждой оси,
Передаточное число (для установленного ходового винта ЧПУ станка)
В окошке "Шагов/Еденицу" данные вводятся в соответствии с таблицей для винтовых передач, соединенных напрямую с двигателем, имеющим угол одного шага 1,8 градуса.
Для Моделист2030 c винтом М12 значение "Шагов/Еденицу" устанавливаем равным "228.57142"
Для алюминиевого станка CNC-2020AL 200мм х 200мм c винтом TR10 значение "Шагов/Еденицу" устанавливаем равным "200"
Для Моделист3030 c винтом TR12 значение "Шагов/Еденицу" устанавливаем равным "133.333333"
Для Моделист3040, Моделист4060, Моделист4080 и алюминиевых станков (кроме модели 200мм х 200мм) c ШВП1605 значение "Шагов/Еденицу" устанавливаем равным "80".
Cкорость перемещений ставим не более 3000 для алюминиевых, не более 2500 для станков 3040 и 4060 с ШВП1605, не более 1000 для моделист2020 и 2030, ускорение устанавливаем равным "50", то есть как на картинке, рисунок 7.
Для оси Z значение "Шагов/Еденицу может отличаться от значений других осей.
Устанавливаем для оси Z:
Для Моделист2030 c винтом оси Z М12 значение "Шагов/Еденицу" устанавливаем равным "228,57142"
Для Моделист3030 и станка из алюминия 200мм х 200мм c винтом оси Z TR10 значение "Шагов/Еденицу" устанавливаем равным "200"
Для алюминиевых станков (кроме станка 200мм х 200мм) c винтом оси Z ШВП1605 значение "Шагов/Еденицу" устанавливаем равным "80"
Для Моделист3040-4060-4080 c винтом оси Z TR12 значение "Шагов/Еденицу" устанавливаем равным "133.333333".
2.4 Программные ограничения Меню Файл->Настройки->Оси->Ограничения
3 Описание интерфейса программы CNC USB Controller.
3.1 Главное окно программы, на рисунке 8.
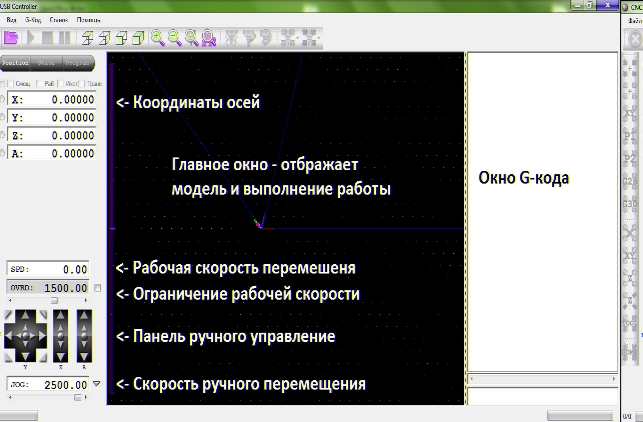
Рисунок 8 Главное окно программы CNC USB Controller.
3.2 Вид рабочей области и окна G-кода, рисунок 9
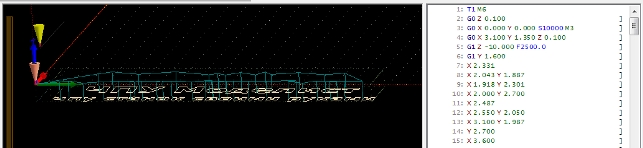
В рабочей области отображается:
сетка, с размерами указанными в настройках,
направление осей XYZ,
жёлтый конус - кончика инструмента (фрезы),
фиолетовый конус - нулевая точка,
голубая полоса - траектория холостого перемещения инструмента,
белая полоса — траектория рабочей подачи инструмента (рабочего хода)
В левой части окна отображается G-код, элементы которого отображаются разными цветами.
3.3 Относительные координаты положения инструмента, рисунок 10.
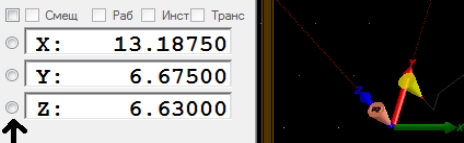
Рисунок 10.
Их модно сбросить разом «Обнулить все координаты», можно по отдельности нажимая на кружок. Так же их можно ввести вручную. Эти действия необходимо провести после перемещения каретки с инструментом в начальное место старта фрезеровки, обычно это левый ближний угол заготовки.
3.4 Панель управления ручным перемещением инструмента.
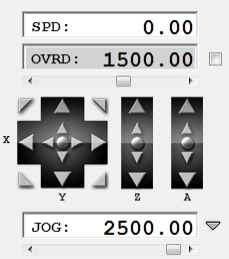
Панель управления
SPD – реальная скорость перемещения в текущий момент
OVRD - ограничение рабочей скорости(скорости подачи)
(если галочка не стоит то ограничения идут максимальные из настроек).
JOG - скорость ручного перемещения.
Большие стрелки перемещают инструмент в указанном направлении, пока они нажаты.
Маленькие стрелки для дискретного перемещения на один шаг, перемещают инструмент на определенное расстояние, указанное в настройках.
3.5 Описание кнопок управления.

Обнулить все координаты
Переместить в точку 0,0,0
Переместить в точку 0,0,Z не изменяя координаты по Z
Переместить в точку с заданными координатами X, Y, Z
4. Создание управляющей программы(G-кода) по растровому изображению из файлов *.jpg
Файл -> открыть -> выбираем наше изображение.
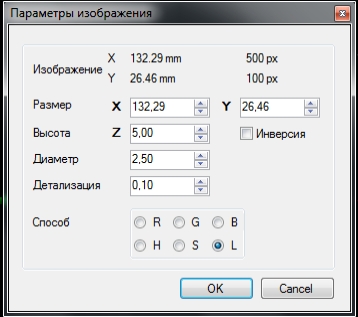
Рисунок 12.
Где:
Размер - общий размер.
Высота - общая высота работы, такой же будет и высота безопасного перемещения.
Диаметр - диаметр инструмента, так же это расстояние между проходами.
Детализация - на сколько срезать вертикальные плоскости.
Инверсия - инверсия изображение.
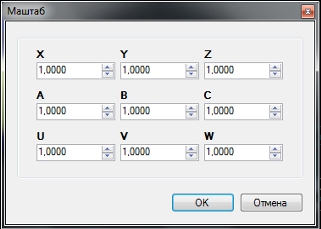
5 Масштабирование.
G-код Маштаб …
Функция "Масштаб" позволяет изменить размер вашей уже загруженной в G-коде модели.
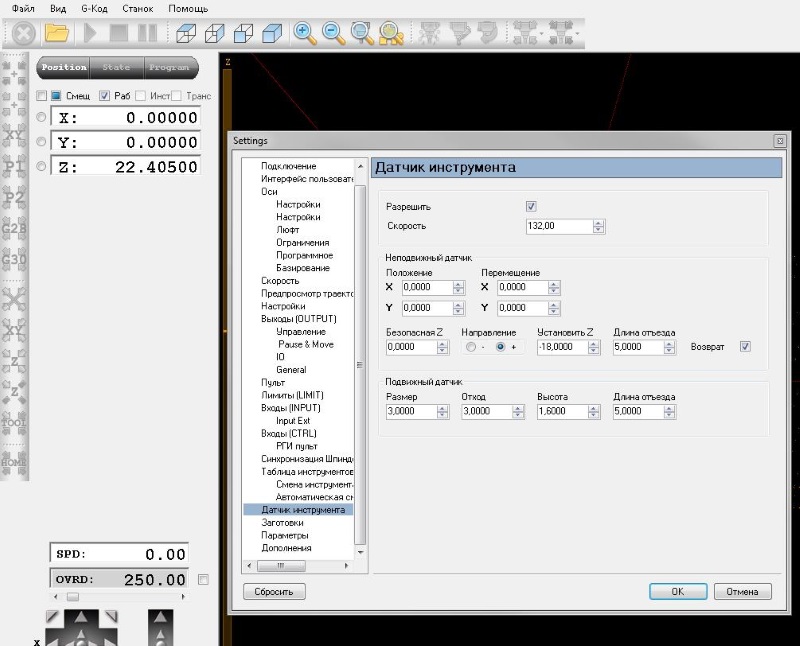
6 Настройка Датчика инструмента (датчик нуля)
6.1 Подключить датчик, один провод на LZ- второй провод на клемму 12В
6.2 Разрешить программе использование датчик а инструмент а.
Для этого в меню Файл/Настройки/ Датчик инструмент а установить галочку "Разрешить", рисунок 14.
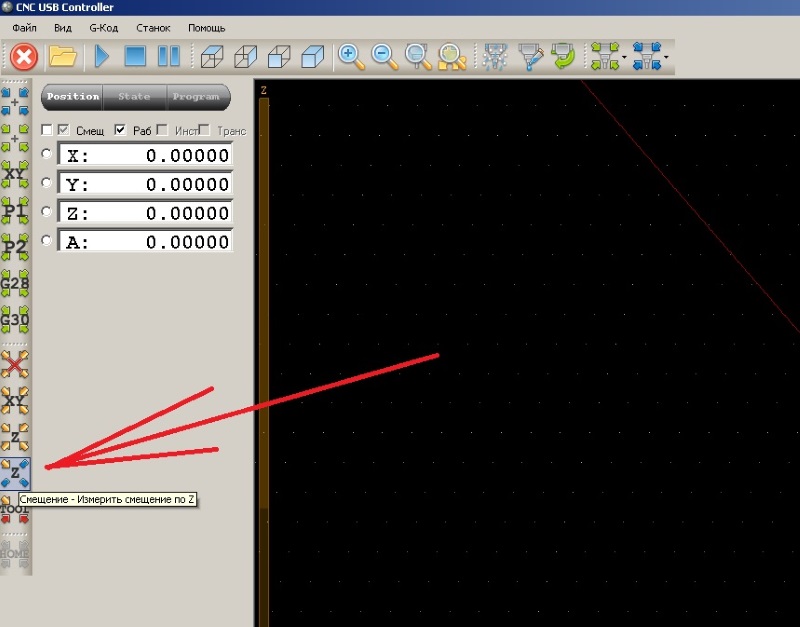
Нажать кнопку "Измерить смещение по Z", рисунок 15, кнопка примет оранжевый цвет, нажать кнопку "смещение - Текущее только Z"(она расположена выше, над кнопкой "Измерить смещение по Z"), снова нажать "Измерить смещение по Z". Станок опустит с заданной скоростью фрезу до касания датчик а и автоматически поднимет инструмент вверх до заданной безопасной высоты.
Статьи по подготовке файлов резки для фрезерного станка в программе ArtCam:
Всем опять драсьте, давайте здесь обсудим программку CNC USB Controller, купил плату USB на 4оси с пультом управления, инструкция корявая, конечно программа не сложная но есть некоторые моменты
1)Вот например вопрос, эта прога читает и картинки и g-коды и т.д и т.п если я например вставляю картинку, скажем чернобелую то она грузит и сразу даже рассчитываем g-код, насколько это все качественно будет он коряво картину вырежет?предварительно картинку надо обрабатывать?расскажите что да как
2) как обнулить оси?при обнулевке осей стрелочка возвращается в ноль, а мне надо, чтобы стрелка в данном положении и оставалась а не возвращалась
Ссылочку на контроллер пожалуйста.
Отредактировано michael-yurov (21-09-2013 12:36:15)
Отредактировано DeKot (21-09-2013 22:21:16)
Я использую ЧПУ контроллер USB MK2 планеты-CNC
Да вообщем то все это известно (в смысле что есть такие), слежу в Интернете за всеми новинками в сфере ЧПУ. Интересует больше в плане практического применения. Попробую объяснить. Вот у меня "самопальный" станок. Как сумел, так и "слепил" . ШД в комплекте с драйверами, родными, достались от итальянского производителя. Как такового контроллера у меня нет, спаял плату интерфейсную на обычных транзисторных ключах для связи порта LPT компа с драйверами и прекрасно работает уже два года ( с хоумами и е-стопом, лимиты, упр. шпинделем и его охлаждением и т.п.) Станок не коммерческий,
больше для себя , для души. Режу панно, картины (весь дом увешан, дарю друзьям, знакомым), реже кому то векторная прорезка, что то специфическое, декор , таблички. Поэтому с точностью, со скоростями не особо заморачиваюсь. Но все равно, апгрейд лучше ремонта. Поэтому и интерес к USB - контроллерам, все равно старенький комп с LPT когда нибудь да накроется "тьфу-тьфу". Поэтому и призываю всех пользователей - кто что практически по USB имеет - делитесь, даже не только практически, а все идеи, мысли и т.п.
Конкретно к michael-yurov, Вы в "железе" разбираетесь, я так понимаю, да и в прог_обеспечении тоже. Что, planet-cnc не годится для хотя бы хобийных станков? Если человек "чайник" (в хорошем смысле этого понятия - обычный пользователь, не разбирающийся в тонкостях механики станка и программного обеспечения. Научили его какие кнопки нажимать и в какой паоследовательности), чем или как отличить работу станка по LPT (Mach или
NC-st) от работы через USB (planet - cnc, может есть и другие проги?)?.
даже не только практически, а все идеи, мысли и т.п.
Кривые они все. Контроллеры которые в свободном доступе. Брошеные разработчиками на полпути. Такое создаётся впечатление. Основное работает, дальше глюки. ЛПТ пока работает и пусть дальше работает. Боремся пока с ним, будем и далее.
Автономные контроллеры примерно в таком же положении. Пульт rznc-d5416 - 0501 и т.д. единственно работает. Дороговато будет. Самоделки ещё не созрели. Иль элементная база слабовата иль слишком сложная для повторения с разбегу.
Конкретно к michael-yurov, Вы в "железе" разбираетесь, я так понимаю, да и в прог_обеспечении тоже. Что, planet-cnc не годится для хотя бы хобийных станков?
Годится для хоббийных. Но эта штука ничем не лучше Mach3 с LPT. А в плане планировщика траектории - намного хуже.
Интерфейс, конечно, вполне приличный, быстрый, безглючный и довольно удобный, а вот сама логика управления двигателями - примитивнейшая.
чем или как отличить работу станка по LPT (Mach или NC-st) от работы через USB (planet - cnc, может есть и другие проги?)?
NCStudio работает не по LPT - у нее полноценный контроллер устанавливается в PCI слот.
И нельзя сравнивать LPT и USB, т.к. LPT сам по себе очень надежный интерфейс (если его использовать так, как предполагали разработчики). Если через LPT передавать данные о траектории контроллеру станка, то все было бы прекрасно, но Mach3 использует этот LPT через. Отсюда и все проблемы.
А в контроллерах по USB - как и положено передаются данные о траектории, по всем правилам и стандартам. И тут уже не важно - по какому интерфейсу они передаются. Хоть по USB, хоть по Ethernet, хоть через Wi-Fi, Bluetooth, или тот же LPT/ В последнем случае за качество управления двигателями уже отвечает контроллер.
У меня сейчас контроллер получает данные по USB, и прекрасно работает. За все время не было ни единого сбоя.
Но наличие USB еще не означает, что все будет отлично.
У контроллеров от purelogic постоянно возникают проблемы с обрывами связи, и зависаниями управляющей программы. Пользователи списывают это на помехи и т.п.
Но почему то мышки и клавиатуры у людей прекрасно по USB работают, и ничего там не зависает.
Так что дело не в физическом интерфейсе передачи данный, а в том, как и для каких целей он используется.
planet - cnc, может есть и другие проги?
Внешних контроллеров очень много, и среди них USB довольно часто используется.
Для работы программы требуется, чтобы на компьютере были установлены приложения DirectX-9 и Dotnetfx35. Если их на вашем компьютере не оказалось они присутствуют на установочном диске программы CNC USB Controller.
Для установки программы требуется скачать или запустить с диска установочный файл CNCUSB_Setup.exe
После установки программы можно подключить плату контроллера к USB разъему контроллера.
При первом запуске программа запросит ключ лицензии , который необходимо ввести.
2. Настройка программы.
Переход к настройке через меню файл->настройки, рисунок 1
Рисунок 1
2.1 Настройка осей, рисунок 3, здесь устанавливаем количество осей 3, для станков с поворотной осью 4.
Рисунок 2
Здесь же, при необходимости, можно изменить направление перемещения по любой оси, установкой галочки в поле "реверс".
Если известен шаг винта и установленный на контроллере микрошаг(коэффициент дробления шага), то можно перейти пропустить пункт 2.2 и продолжить настройку программы с пункта 2.3
2.2 Кнопка "Калибровка" позволяет вычислить величину "Шагов/Еденицу".
Управляя вручную перемещением каретки с инструментом станка, с помощью кнопок "правый Ctrl" + стрелки клавиатуры, выводим каретку примерно на середину.
Выбираем калибруемую ось, рисунок 3
Рисунок 3
Нажимаем "Next" и указываем расстояние перемещения, рисунок 4.
Рисунок 4
Заносим расстояние на которое переместилась каретка с инструментом, рисунок 5
Рисунок 5
Нажимаем "Calculate" и программа выдаст значение "Шагов/Еденицу". Нажав "Set", программа сохранит эти значения , рисунок 6, и переходим к пункту 2.4
Рисунок 6
2.3 Установка скоростей холостых перемещений и передаточных чисел.
Меню Файл->Настройки->Оси->Настройки , рисунок 7
Настройка передаточных чисел для определенного ходового винта заносится в поле "Шагов/Еденицу".
Рисунок 7 Настройка передаточного числа, скорости холостых перемещений и ускорений.
Передаточные числа, скорости и ускорения устанавливаются раздельно для каждой оси,
Передаточное число (для установленного ходового винта ЧПУ станка)
В окошке "Шагов/Еденицу" данные вводятся в соответствии с таблицей для винтовых передач, соединенных напрямую с двигателем, имеющим угол одного шага 1,8 градуса.
| Шаг винта мм | Полный шаг | 1/2 шага | 1/8 шага | 1/16 шага |
| 1,5 (M10) | 133,33333 | 266,66666 | 1066,66666 | 2133,33333 |
| 1,75 (M12) | 114,28571 | 228,57142 | 914,28571 | 1828,57142 |
| 2,0 (TR10) | 100 | 200 | 800 | 1600 |
| 3,0 (TR12) | 66,66666 | 133,33333 | 533,33333 | 1066,66666 |
| 5,0 (ШВП1605) | 40 | 80 | 320 | 640 |
2.4 Программные ограничения Меню Файл->Настройки->Оси->Ограничения
3 Описание интерфейса программы CNC USB Controller.
Рисунок 8 Главное окно программы CNC USB Controller.
3.2 Вид рабочей области и окна G-кода, рисунок 9
В рабочей области отображается:
сетка, с размерами указанными в настройках,
направление осей XYZ,
жёлтый конус - кончика инструмента (фрезы),
фиолетовый конус - нулевая точка,
голубая полоса - траектория холостого перемещения инструмента,
белая полоса — траектория рабочей подачи инструмента (рабочего хода)
В левой части окна отображается G-код, элементы которого отображаются разными цветами.
3.3 Относительные координаты положения инструмента, рисунок 10.
Рисунок 10.
Их модно сбросить разом «Обнулить все координаты», можно по отдельности нажимая на кружок. Так же их можно ввести вручную. Эти действия необходимо провести после перемещения каретки с инструментом в начальное место старта фрезеровки, обычно это левый ближний угол заготовки.
3.4 Панель управления ручным перемещением инструмента.
Панель управления
SPD – реальная скорость перемещения в текущий момент
OVRD - ограничение рабочей скорости(скорости подачи)
(если галочка не стоит то ограничения идут максимальные из настроек).
JOG - скорость ручного перемещения.
Большие стрелки перемещают инструмент в указанном направлении, пока они нажаты.
Маленькие стрелки для дискретного перемещения на один шаг, перемещают инструмент на определенное расстояние, указанное в настройках.
3.5 Описание кнопок управления.
Обнулить все координаты
Переместить в точку 0,0,0
Переместить в точку 0,0,Z не изменяя координаты по Z
Переместить в точку с заданными координатами X, Y, Z
4. Создание управляющей программы(G-кода) по растровому изображению из файлов *.jpg
Рисунок 12.
Где:
Размер - общий размер.
Высота - общая высота работы, такой же будет и высота безопасного перемещения.
Диаметр - диаметр инструмента, так же это расстояние между проходами.
Детализация - на сколько срезать вертикальные плоскости.
Инверсия - инверсия изображение.
5 Масштабирование.
G-код Маштаб …
Функция "Масштаб" позволяет изменить размер вашей уже загруженной в G-коде модели.
6 Настройка Датчика инструмента (датчик нуля)
6.1 Подключить датчик, один провод на LZ- второй провод на клемму 12В
6.2 Разрешить программе использование датчика инструмента.
Для этого в меню Файл/Настройки/ Датчик инструмента установить галочку "Разрешить", рисунок 14.
Нажать кнопку "Измерить смещение по Z", рисунок 15, кнопка примет оранжевый цвет, нажать кнопку "смещение - Текущее только Z"(она расположена выше, над кнопкой "Измерить смещение по Z"), снова нажать "Измерить смещение по Z". Станок опустит с заданной скоростью фрезу до касания датчика и автоматически поднимет инструмент вверх до заданной безопасной высоты.
на диске шел текстовой файл, который я так и не понял. Вот текст:
If you use Leadshine DM SeriesЈЁDM542/DM860Ј© drivers, find that your driver not work properly, please make some changes for mach3 software, change method is config->ports and pins ->motor outputs- >step low, all both set for "ЎБ" , not "ЎМ"
драйвера М542 - горит по 1 зеленому светодиоду.
шпиндель 800вт с водяным охлаждением.
Частотник HY01D523B где подсказали, где настраивал сам, есть мануал, проблем не увидел.
Дрова контроллера в диспетчере устройств компа стоят. Без ошибок.
Не могу запустить станок. Настроил по мануалу. Шел в комплекте на диске. Вроде по уму(ума нет) все правильно, а не работает. Реагирует только на нажатие "Ref all home" тогда ось Z едет вниз до концевика или до нажатия E-Stop
И в больничку попал по серьёзному. Почти месяц провалялся.
Файл настройки Mach3Mill.xml могу выслать
Помощь если нужно оплачу.
.
на диске шел текстовой файл, который я так и не понял. Вот текст:
If you use Leadshine DM SeriesЈЁDM542/DM860Ј© drivers, find that your driver not work properly, please make some changes for mach3 software, change method is config->ports and pins ->motor outputs- >step low, all both set for "ЎБ" , not "ЎМ"
.
Если вы используете драйверы Leadshine серии DM ЈЁDM542/DM860Ј© и считаете, что ваш драйвер работает неверно, пожалуйста внесите следующие изменения в программе MACH3: войдите в меню "config", затем "port and pins", затем "motor outputs", "step low" оба исправьте (далее у Вас кодировка неверная).
. Реагирует только на нажатие "Ref all home" тогда ось Z едет вниз до концевика.
Сразу исправьте направление движения оси Z, что-бы при хоуминге она ехала ВВЕРХ до концевика, если не хотите поломок.
кодировку подобрал: config->ports and pins ->motor outputs- >step low, all both set for "×" , not "√"
Физичеких поломок не будет. Без жертвенного стола и без фрезы шпиндель едет до концевика ничего не ломая в любую сторону.
кодировку подобрал: config->ports and pins ->motor outputs- >step low, all both set for "×" , not "√"
.
step low active и dir low active стоят галки, исправьте на "х", если это Ваш случай.
Нужно либо А+ с А-, либо В+ с В- - без разницы, что-то одно.
Что-бы поменять программно направления хоуминга для оси, зайдите в меню Config, Homing/Limits и для Z в столбце Home Neg щелкните на противоположное значение.
step low active и dir low active галки, исправил на "х", это мой случай и у меня стоят именно драйвера М542.
Ось "Z" поменял программно. Теперь едет вверх до концевика или пока не нажму E-Stop.
Почерпнул знания как менять направления движения осей. Естественно запомню.
а дальше решаете для себя : если нужна помощь - предоставляете недостающую информацию (схему, настройки,скрины),
если нет - можно ничего не делать
Всё предоставлю по мере возникновения затруднений. И схему и настройки и скрины.
Получив подсказку от одного мастера. А потом от другого. Подсказки оказались противоположные.
Первый мастер говорит что home концевики нафик не нужны.
Я с ним согласен, если их можно задать программно. Если можно - подскажите где и как? И поскольку его слова никто из форумчан не опроверг, я построил станок совсем без home концевиков.
Этот же мастер так же говорит, что если ставить home концевики, то в любом углу станка.
Я опять с ним согласен. Фрезеруй по горизонтали, вертикали, диагонали, всё одно от угла.
Другой мастер, которого я нашел на Ютубе, задав пару вопросов, моментально вычислил, что у меня не хватает home концевиков. А при запуске, станок едет по осиZ до home концевика, потом по осиX до home концевика, потом по осиY до home концевика. А поскольку у меня нет домашних концевиков, осьZ наезжает на лимит и больше ничего не происходит.
Так и есть - мой вариант.
И второй ньюансик. Второй мастер говорит что home концевики нужно устанавливать только в центре станка. Что бы можно было начинать фрезировку с центра детали.
Рассудив логически, вообще нет разницы где стоят home концевики. На эту точку съезжает шпиндель при запуске и после окончания работы над деталью. Главное, что бы они обязательно были (пусть и программно заданы) и стояли до лимитов. Но моя логика без подтверждения практики, всего лишь домыслы.
Читайте также: