
Из какого материала делают платы для компьютера
Обновлено: 02.07.2024
Печатная плата — пластина из диэлектрика, на поверхности и/или в объёме которой сформированы электропроводящие цепи электронной схемы. Печатная плата является основой любой современной радиолюбительской конструкции и предназначена для электрического и механического соединения различных электронных компонентов. Электронные компоненты на печатной плате соединяются своими выводами с элементами проводящего рисунка обычно пайкой. Цвет печатной платы может быть любой: зелёный (по умолчанию), синий, красный. чёрный, на другие характеристики платы он не влияет.
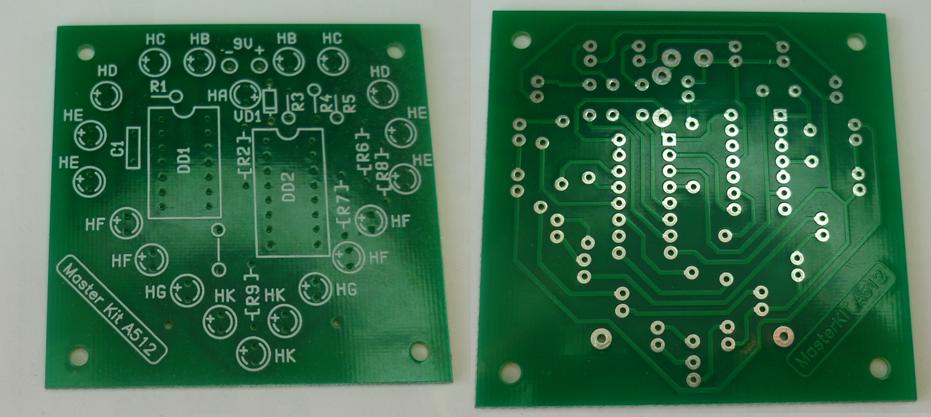
Печатная плата имеет две стороны. Условно их можно назвать лицевой стороной и стороной печатных проводников. В отличие от навесного монтажа, на печатной плате электропроводящий рисунок выполнен из фольги, целиком расположенной на твердой изолирующей основе. Печатная плата содержит монтажные отверстия и контактные площадки к которым и припаиваются выводы радиодеталей. Кроме того, в печатных платах имеются переходные отверстия для электрического соединения участков фольги, расположенных на разных слоях платы. С лицевой стороны наносится маркировка (вспомогательный рисунок и текст согласно конструкторской документации), чтобы можно было разобраться, куда и в какой полярности установить ту или иную деталь.
На картинках ниже показана одна и та же печатная плата с разных сторон.
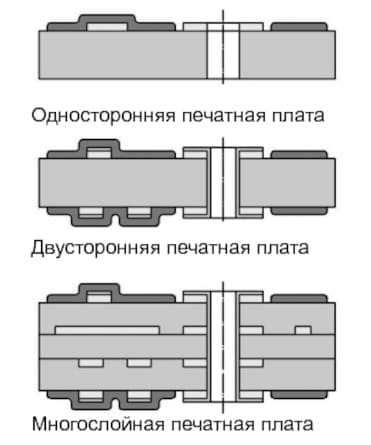
В зависимости от количества слоёв с электропроводящим рисунком печатные платы подразделяют на:
- односторонние (ОПП): имеется только один слой фольги, наклеенной на одну сторону листа диэлектрика
- двухсторонние (ДПП): два слоя фольги
- многослойные (МПП): фольга не только на двух сторонах платы, но и во внутренних слоях диэлектрика. Многослойные печатные платы получаются склеиванием нескольких односторонних или двухсторонних плат
По свойствам материала основы:
Печатные платы могут иметь свои особенности в связи с их назначением и требованиями к особым условиям эксплуатации (например, расширенный диапазон температур) или особенности применения (например, платы для приборов, работающих на высоких частотах).
Основой печатной платы служит диэлектрик, наиболее часто используются такие материалы, как стеклотекстолит, гетинакс.
Также основой печатных плат может служить металлическое основание, покрытое диэлектриком (например, анодированный алюминий), поверх диэлектрика наносится медная фольга дорожек. Такие печатные платы применяются в силовой электронике для эффективного теплоотвода от электронных компонентов. При этом металлическое основание платы крепится к радиатору.
В качестве материала для печатных плат, работающих в диапазоне СВЧ и при температурах до 260 °C, применяется фторопласт, армированный стеклотканью (например, ФАФ-4Д)[2], и керамика.
Гибкие платы делают из полиимидных материалов, таких как каптон.
Токопроводящие дорожки обычно покрыты слоем изолирующего лака (так называемой «маской»), и только контактные площадки открыты от маски и готовы к пайке. Контактные площадки подавляющего большинства плат Мастер Кит серебристые и блестящие, так как покрыты слоем олова, что защищает их от преждевременного окисления при длительном хранении. Такие платы легко паяются с помощью самого обычного припоя с каналом канифоли, и вам не потребуется приобретать дополнительно канифоль или флюс.
Если же вам встретится плата, контактные площадки которой не покрыты защитным слоем олова, а медные (характерного жёлтого цвета), то для снятия окислов и качественной пайки бывает необходимо применять канифоль и флюс. В запущенных случаях помогает шлифовка контактных площадок тонкой наждачной бумагой («нулёвкой»).
Иногда на печатной плате размещены отверстия для её крепежа в корпусе. Если таких отверстий не предусмотрено, можно самостоятельно просверлить их обычным сверлом в свободном от компонентов месте. Разумеется, нужно убедиться, что новое отверстие не нарушит какой-нибудь печатный проводник или контактную площадку.
Если печатная плата чуть-чуть не влезает в планируемый для её размещения корпус, плату можно подточить с торцов напильником. Но следите за тем, чтобы напильник не нарушил токопроводящие дорожки платы.
Испортить печатную плату сложно, но, если постараться, всё-таки возможно. Во-первых, не следует чрезмерно сильно сгибать её - плата может сломаться! И не допускайте перегрева платы при пайке! Хотя токопроводящие дорожки и контактные площадки из фольги приклеены к основе платы очень качественным клеем, устойчивым к воздействию высоких температур, чрезмерно долгое непрерывное воздействие (более нескольких секунд) горячего жала паяльника на контактную площадку может привести к её отрыву от основы. Если это всё же произошло, можно приклеить оторвавшуюся дорожку. Если же дорожка не просто отклеилась, а оторвалась, для восстановления целостности электрической цепи можно применить отрезок провода.
Промывать печатную плату от остатков паяльных материалов можно с помощью спиртового раствора (спирта).
В зависимости от количества слоёв с электропроводящим рисунком, печатные платы подразделяют на односторонние, двухсторонние и многослойные.
В отличие от навесного монтажа, на печатной плате электропроводящий рисунок выполнен из фольги аддитивным или субтрактивным методом. В аддитивном методе проводящий рисунок формируется на нефольгированном материале, обычно путём химического меднения через предварительно нанесённую на материал защитную маску. В субтрактивном методе проводящий рисунок формируется на фольгированном материале, путём удаления ненужных участков фольги, при этом обычно используется химическое травление.
Печатная плата обычно содержит монтажные отверстия и контактные площадки, которые могут быть дополнительно покрыты защитным покрытием: сплавом олова и свинца, оловом, золотом, серебром, органическим защитным покрытием. Кроме того в печатных платах имеются переходные отверстия для электрического соединения слоёв платы, внешнее изоляционное покрытие («защитная маска») которое закрывает изоляционным слоем неиспользуемую для контакта поверхность платы, маркировка обычно наносится с помощью шелкографии, реже — струйным методом или лазером.
Виды печатных плат
По количеству слоёв проводящего материала:
-Односторонние
-Двусторонние
-Многослойные (МПП)
По технологии монтажа:
-Для монтажа в отверстия
-Для поверхностного монтажа
Каждый вид печатной платы может иметь свои особенности, в связи с требованиями к особым условиям эксплуатации (например, расширенный диапазон температур) или особенности применения (например, в приборах, работающих на высоких частотах).
Основой печатной платы служит диэлектрик, наиболее часто используются такие материалы, как текстолит, стеклотекстолит, гетинакс.
Так же основой печатных плат может служить металлическое основание, покрытое диэлектриком (например, анодированный алюминий), поверх диэлектрика наносится медная фольга дорожек. Такие печатные платы применяются в силовой электронике для эффективного теплоотвода от электронных компонентов. При этом металлическое основание платы крепится к радиатору.
В качестве материала для печатных плат, работающих в диапазоне СВЧ и при температурах до 260 °C, применяется фторопласт, армированный стеклотканью (например, ФАФ-4Д)[1] и керамика. Гибкие платы делают из полиимидных материалов, таких как каптон.
Семейство материалов под общим названием FR-4 по классификации NEMA (National Electrical Manufacturers Association, USA). Данные материалы являются наиболее распространенными для производства ДПП, МПП а также ОПП с повышенными требованиями к механической прочности. FR-4 представляет собой материал на основе стеклоткани с эпоксидной смолой в качестве связующего (стеклотекстолит). Обычно матового желтоватого цвета или прозрачный, привычный зеленый цвет ему придает паяльная маска, наносимая на поверхность печатной платы. Класс горючести UL94-V0.
В зависимости от свойств и области применения FR-4 разделяется на следующие подклассы:
-стандартный, с температурой стеклования Tg
130°C, с ультрафиолетовой блокировкой (UV blocking) или без нее. Наиболее распространенный и широко используемый тип, одновременно наименее дорогой из FR-4;
170°C-180°C;
-безгалогенный;
-с нормируемым трекинг-индексом, CTI ≥400, ≥600;
-высокочастотный, с низкой диэлектрической проницаемостью ε ≤3,9 и малым тангенсом угла диэлектрических потерь df ≤0,02.
Семейство материалов CEM-3 по классификации NEMA. Композитный материал на стекловолоконно-эпоксидной основе обычно молочно-белого цвета или прозрачный. Состоит из двух наружных слоев стеклоткани, между которыми помещено нетканое стекловолокно (войлок из стекловолокна). Широко применяется при производстве ДПП с металлизацией. По своим свойствам очень близок к FR-4 и отличается, по большому счету, лишь меньшей механической прочностью. Является прекрасной дешевой альтернативой FR-4 для абсолютного большинства применений. Отлично обрабатывается механически (фрезерование, штамповка). Класс горючести UL94-V0.
В зависимости от свойств и области применения CEM-3 разделяется на следующие подклассы:
-стандартный, с ультрафиолетовой блокировкой (UV blocking) или без нее;
-высокотемпературный, совместимый с технологиями бессвинцового лужения и пайки;
-безгалогенный, без содержания фосфора и сурьмы;
-с нормируемым трекинг-индексом, CTI ≥600
Класс материалов CEM-1 по классификации NEMA. Эти композитные материалы изготавливаются на бумажной основе с двумя слоями стеклоткани снаружи. Обычно молочно-белого, молочно-желтого или коричнево-бурого цвета. Несовместимы с процессом металлизации отверстий, поэтому используются только для производства ОПП. Диэлектрические свойства близки к FR-4, механические свойства несколько хуже. CEM-1 является хорошей альтернативой FR-4 при производстве односторонних печатных плат, когда цена является определяющим фактором. Отлично обрабатывается механически (фрезерование, штамповка). Класс горючести UL94-V0.
Разделяется на следующие подклассы:
-стандартный;
-высокотемпературный, совместимый с технологиями бессвинцового лужения и пайки;
-безгалогенный, без содержания фосфора и сурьмы;
-с нормируемым трекинг-индексом, CTI ≥600
-влагостойкий, с повышенной стабильностью размеров
Класс материалов FR-1 и FR-2 по классификации NEMA. Эти материалы изготавливаются на фенольно-бумажной основе и используются только для производства ОПП. FR-1 и FR-2 имеют схожие характеристики, FR-2 отличается от FR-1 лишь использованием модифицированной фенольной смолы с более высокой температурой стеклования в качестве связующего. Ввиду схожести характеристик и области применения FR-1 и FR-2, большинство производителей материалов выпускают лишь один из этих материалов, чаще FR-2. Отлично обрабатывается механически (фрезерование, штамповка). Дешев. Класс горючести UL94-V0 или V1.
Разделяется на следующие подклассы:
-стандартный;
-безгалогенный, без содержания фосфора и сурьмы, нетоксичный;
-влагостойкий
Финишные покрытия печатных плат
Для сохранения паяемости печатных плат после хранения, обеспечения надежного монтажа электронных компонентов и сохранения при эксплуатации свойств паяных или сварных соединений необходимо защищать медную поверхность контактных площадок печатной платы паяемым поверхностным покрытием, так называемым финишным покрытием. Мы предлагаем Вашему вниманию широкий перечень финишных покрытий, который позволяет оптимальным образом сделать выбор в пользу одного или даже одновременно нескольких из них при производстве Ваших печатных плат.
HAL или HASL (от английского Hot Air Leveling или Hot Air Solder Leveling - выравнивание горячим воздухом) с использованием припоев на основе сплава олово-свинец (Sn/Pb), например, ОС61, ОС63, и выравниванием воздушным ножом. Наносится в конечной стадии изготовления на уже сформированную печатную плату с нанесенной паяльной маской путем окунания ее в ванну с расплавом и последующим выравниванием и удалением излишков припоя с помощью воздушного ножа. Это покрытие, на данный момент самое распространенное, является классическим, наиболее известным и давно используемым. Обеспечивает отличную паяемость печатных плат даже после длительного хранения. Покрытие HAL технологично и недорого. Совместимо со всеми известными методами монтажа и пайки - ручной, пайки волной, оплавлением в печи и пр. К минусам данного вида финишного покрытия можно отнести наличие свинца - одного из наиболее токсичных металлов, запрещенного к использованию на территории Европейского Союза директивой RoHS (Restriction of Hazardous Substances Directives - директива о запрете на использование опасных и токсичных веществ), а также то, что покрытие HAL не удовлетворяет условиям плоскостности контактных площадок для монтажа микросхем с очень высокой степенью интеграции. Покрытие непригодно для технологии разварки кристаллов на плату (COB - Chip on board) и нанесения на концевые контакты (ламели).
HAL бессвинцовый - вариант покрытия HAL, но с использованием бессвинцовых припоев, например, Sn100, Sn96,5/Ag3/Cu0,5, SnCuNi, SnAgNi. Покрытие полностью удовлетворяет требованиям RoHS и имеет очень хорошую сохранность и паяемость. Это финишное покрытие наносится при более высокой температуре чем HAL на основе ПОС, что накладывает повышенные требования к базовому материалу печатной платы и электронным компонентам по температуре. Покрытие совместимо со всеми способами монтажа и пайки как с использованием бессвинцовых припоев (что наиболее рекомендуемо), так и с использованием оловянно-свинцовых припоев, но требует внимательного отношения к температурному режиму пайки. По сравнению с HAL на основе Sn/Pb, данное покрытие является более дорогим за счет большей стоимости бессвинцовых припоев а также за счет большей энергоемкости.
Основная проблема, связанная с покрытием HAL, - это существенная неравномерность толщины покрытия. Проблема особенно актуальна для компонентов с малым шагом выводов, например QFP с шагом 0,5 мм и менее, BGA с шагом 0,8 мм и менее. Толщина покрытия может варьироваться от 0,5 мкм до 40 мкм в зависимости от геометрических размеров контактной площадки и от неравномерности воздействия воздушного ножа. Также в результате термоудара при нанесении HASL возможно коробление печатной платы в виде прогиба/кручения. Это особенно актуально для плат с толщиной <1,0 мм и для плат с несимметричным стеком слоев, несбалансированных по меди, имеющих несимметричные по слоям сплошные медные заливки, ряды металлизированных отверстий, а также для бессвинцового покрытия.
Иммерсионное золото (ENIG - Electroless Nickel/Immersion Gold) - покрытие семейства Ni/Au. Толщина покрытия: Ni 3-7 мкм, Au 0,05-0.1 мкм. Наносится химическим способом через окна в паяльной маске. Широко распространенное бессвинцовое покрытие, обеспечивающее плоскостность контактных площадок, хорошую паяемость, высокую поверхностную проводимость контактных площадок и длительный срок хранения. Отлично подходит для применения компонентов с мелким шагом а также для внутрисхемного тестирования. Покрытие полностью удовлетворяет требованиям RoHS. Совместимо со всеми способами монтажа и пайки. Более дорогое, по сравнению с HASL.
Имеется множество производителей химикатов для нанесения иммерсионного золота, технологии его нанесения различаются от производителя к производителю химикатов. Конечный результат также зависит от выбора химикатов и техпроцесса нанесения. Некоторые химикаты могут не сочетаться с конкретным типом паяльной маски. Данный тип покрытия склонен к образованию двух типов критических дефектов - "черной площадки" (black pad, несмачиваемости поверхности площадки припоем) и растрескивания при механических или термических нагрузках (растрескивание происходит между слоем никеля и меди, по слою интерметаллида). Также при нанесении покрытия следует контролировать количество золота для предотвращения охрупчивания паяного соединения. Точное следование технологии нанесения иммерсионного золота и своевременная замена растворов гарантируют качество покрытия и отсутствие дефекта black pad. Для предотвращения растрескивания при механических нагрузках можно рекомендовать увеличение толщины печатной платы до 2,0 мм и более при использовании BGA корпусов размером более 25х25 мм или при размере платы более 250 мм. Увеличение толщины платы уменьшает механические нагрузки на компоненты при изгибании платы.
Gold Fingers - покрытие семейства Ni/Au. Толщина покрытия: Ni 3-5 мкм, Au 0,5-1,5 мкм. Наносится электрохимическим осаждением (гальваника). Используется для нанесения на концевые контакты и ламели. Имеет высокую механическую прочность, стойкость к истиранию и неблагоприятному воздействию окружающей среды. Незаменимо там, где важно обеспечить надежный и долговечный электрический контакт.
Иммерсионное олово - химическое покрытие, удовлетворяющее требованиям RoHS и обеспечивающее высокую плоскостность печатных площадок платы. Технологичное покрытие совместимое со всеми способами пайки. Вопреки распространенному неверному мнению, основанному на опыте использования устаревших типов покрытия, иммерсионное олово обеспечивает хорошую паяемость после достаточно длительного хранения - гарантийный срок хранения 6 мес. (паяемость покрытия сохраняется до года и более при правильном хранении). Такие длительные сроки сохранения хорошей паяемости обеспечиваются введением подслоя органометалла в качестве барьера между медью контактных площадок и непосредственно оловом. Барьерный подслой предотвращает взаимную диффузию меди и олова, образование интерметаллидов и рекристаллизацию олова. Финишное покрытие иммерсионным оловом с подслоем органометалла, при толщине около 1 мкм, имеет ровную, плоскую поверхность, сохраняет паяемость и возможность нескольких перепаек даже после достаточно длительного хранения.
OSP (от английского Organic Solderability Preservatives) - группа органических финишных покрытий, наносимых непосредственно на медь контактных площадок и обеспечивающих защиту медной поверхности от окисления в процессе хранения и пайки. С уменьшением шага компонентов интерес к покрытиям, обеспечивающим необходимую плоскостность, и, в частности, к OSP, постоянно растет. В последнее время покрытия OSP бурно прогрессируют, появились разновидности покрытий, обеспечивающих многопроходную пайку без оксидации меди даже при достаточно больших перерывах по времени между проходами (дни). Различают тонкое, около 0,01 мкм, покрытие и относительно толстое покрытие 0,2 - 0,5 мкм и более. Для обеспечения двух- или многопроходной пайки следует выбирать толстое покрытие. OSP обеспечивает плоскую поверхность контактных площадок, не содержит свинца и удовлетворяет требованиям RoHS, при соблюдении правил хранения и обращения обеспечивает очень надежное паяное соединение. Тонкое покрытие OSP стоит дешевле, чем HAL. Толстое - практически столько же, сколько и HAL.
Вместе с тем, OSP не обеспечивает покрытие торцов медной контактной площадки припоем в процессе оплавления. Растекаемость припоя по поверхности хуже, чем при покрытии HASL. Поэтому при нанесении пасты отверстия в трафарете следует делать размером, равным контактной площадке. Иначе не вся поверхность площадки будет покрыта припоем (хотя этот дефект является только косметическим, надежность соединения остается очень хорошей). Непокрытая припоем медная поверхность со временем окисляется, что может повлиять негативно на проведение ремонта. Также существует проблема смачивания металлизированных отверстий при пайке волной. Необходимо наносить достаточно большое количество флюса перед пайкой, флюс должен попасть в отверстия, чтобы припой смочил отверстие изнутри и образовал галтель на обратной стороне платы. К недостаткам данного покрытия также относятся: малое время хранения перед использованием, несовместимость с терпеновыми растворителями, ограничения по тестопригодности при внутрисхемном и функциональном тестах (что частично решается нанесением паяльной пасты на контрольные точки). Если вы остановили свой выбор на OSP, рекомендуем применять покрытия ENTEK фирмы Enthone (ENTEK PLUS, ENTEK PLUS HT), как обеспечивающие лучшее сочетание смачиваемости, надежности соединения и многопроходности.
Рассмотрим типичный процесс разработки 1-2-х слойной платы.
-Определение габаритов (не принципиально для макетной платы).
-Выбор толщины материала платы из ряда стандартных:
-Наиболее часто используется материал толщиной 1,55 мм.
-Вычерчивание в CAD-программе в слое BOARD габаритов (краёв) платы.
-Расположение крупных радиодеталей: разъёмов и др. Обычно это происходит в верхнем слое (TOP):
-Считается, что уже были определены чертежи каждого компонента, расположение и количество выводов и др. (или используются готовые библиотеки компонентов).
«Разбрасывание» остальных компонентов по верхнему слою, или, реже, по обоим слоям для 2-сторонних плат.
-Запуск трассировщика. При неудовлетворительном результате — перерасположение компонентов. Эти два шага зачастую выполняются десятки или сотни раз подряд.
В некоторых случаях трассировка печатных плат (отрисовка дорожек) производится вручную полностью или частично.
-Проверка платы на ошибки (DRC, Design Rules Check): проверка на зазоры, замыкания, наложения компонентов и др.
-Экспорт файла в формат, принимаемый изготовителем печатных плат, например Gerber.
Под изготовлением печатных плат обычно понимают обработку заготовки (фольгированного материала). Типовой процесс состоит из нескольких этапов: сверловка переходных отверстий, получение рисунка проводников путем удаления излишков медной фольги, металлизация отверстий, нанесение защитных покрытий и лужение, нанесение маркировки.
Получение рисунка проводников
При изготовлении плат используются химические, электролитические или механические методы воспроизведения требуемого токопроводящего рисунка, а также их комбинации.
Химический способ
Химический способ изготовления печатных плат из готового фольгированного материала состоит из двух основных этапов: нанесение защитного слоя на фольгу и травление незащищенных участков химическими методами.
В промышленности защитный слой наносится фотохимическим способом с использованием ультрафиолетово-чувствительного фоторезиста, фотошаблона и источника ультрафиолетового света. Фоторезист бывает жидким или пленочным. Жидкий фоторезист наносят в промышленных условиях так как он чувствителен к несоблюдению технологии нанесения. Пленочный фоторезист популярен при ручном изготовлении плат. Фотошаблон представляет собой УФ-прозрачный материал с распечатанным на нём рисунком дорожек. После экспозиции фоторезист проявляется и закрепляется как и в обычном фотопроцессе.
Защитный слой в виде лака или краски может быть нанесен шелкотрафаретным способом или вручную. Радиолюбители для формирования на фольге травильной маски применяют перенос тонера с изображения, отпечатанного на лазерном принтере («лазерно-утюжная технология»).
Затем незащищенная фольга травится в растворе хлорного железа или (гораздо реже) других химикатов, например медного купороса. После травления защитный рисунок с фольги смывается.
Механический способ
Механический способ изготовления предполагает использование фрезерно-гравировальных станков или других инструментов для механического удаления слоя фольги с заданных участков.
-Металлизация отверстий
-Нанесение покрытий
Возможны такие покрытия как:
-Защитные лаковые покрытия («паяльная маска»).
-Лужение.
-Покрытие фольги инертными металлами (золочение, палладирование) и токопроводящими лаками для улучшения контактных свойств.
-Декоративно-информационные покрытия (маркировка).
Многослойные печатные платы
Многослойные печатные платы (сокращённо МПП[источник?], англ. multilayer printed circuit board) применяются в случаях, когда разводка соединений на двусторонней плате становится слишком сложной. По мере роста сложности проектируемых устройств и плотности монтажа увеличивается количество слоёв на платах.
В многослойных платах внешние слои (а также сквозные отверстия) используются для установки компонентов, а внутренние слои содержат межсоединения либо сплошные планы (полигоны) питания. Для соединения проводников между слоями используются переходные металлизированные отверстия. При изготовлении многослойных печатных плат сначала изготавливаются внутренние слои, которые затем склеиваются через специальные клеящие прокладки (препреги). Далее выполняется прессование, сверление и металлизация переходных отверстий.
Давайте подумаем, сколько бытовых или офисных приборов вы сможете перечислить, в которых нет печатных плат? Вопрос риторический, так как в любом современном приборе и гаджете есть печатные платы. Их производство, поставка оборудование и материалов для их производства актуальны как никогда. Вы можете прямо сейчас перейти на сайт компании «Новатор» и удивится количество разнообразного оборудования для производства печатных плат. Однако в этой статье поговорим про базовые материалы для изготовления печатных плат.
Общая конструкция печатной платы
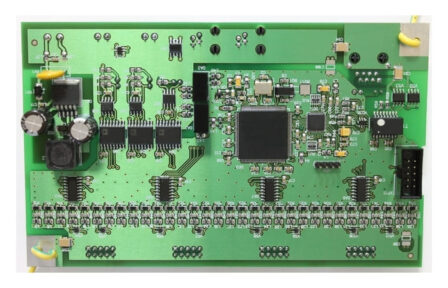
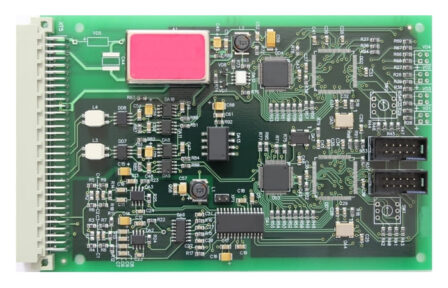
На фото вы видите пример печатной платы. Как видите это пластина на которой нанесены видимые «дорожки» и места для установки электронной техники и квантовой электроники.

Сама пластина диэлектрическая, дорожки выполнены из токопроводящих материалов. Рисунок платы соответствует необходимой схеме.
По варианту нанесения рисунка платы различают их следующие типы:
- Односторонние: элементы и проводники платы монтируют только с одной стороны пластины;
- Двухсторонние: элементы и проводники платы с двух сторон пластины;
- Многослойные: плата с несколькими сигнальными слоями разделенными диэлектриком;
- Гибкие;
- Рельефные.
Материалы для производства печатных плат
Разнообразные типы печатных плат, а также различные технологии их производства практически не меняют список материалов для производства. Вот базовый список:
- Стеклотекстолит как база;
- Полиамид, придает или убирает гибкость;
- Плёнки клеящие;
- Стеклоткань как прослойка между слоями плат;
- Медная фольга для создания ток проводящих дорожек платы.
Теперь несколько подробнее про базовые материалы для производства плат.
Стеклопластик (текстолит) для производства печатных плат
Для производства плат используется стеклянный текстолит типа FR4. Базовый ГОСТ 26246.5-89. Данный тип материала фольгированный, то есть на диэлектрическую основу уже нанесена токопроводящая фольга. Адгезия фольги высокая, у фольги высокие значения объёмного и поверхностного электрического сопротивления, стабильные геометрические размеры.
Статьи по теме: Как правильно выбрать пост управления взрывозащищенныйПолиамид
Используется как конструктивная основа для всех типов плат. Благодаря свойствам этого материала плата становится более пластичной.
Плёнки для производства печатных плат
На производстве плат применяются два типа пленок: приклеивающие и покровные. Первые используются приклеивания фольги к базовому слою. Вторыми покрывают готовые платы для увеличения или уменьшения их гибкости и пластичности.
Стекловолокнистый материал (стеклоткани)
Используется как прослойка между слоями многослойных плат.
Медная фольга
Фольга незаменима для создания проводящего рисунка на плате. Тип фольги – электролитическая гальваностойкая. Помимо создания рисунка платы используется для отвода тепла, а также для полигональных слоёв многослойных печатных плат.
Где приобрести материалы производства печатных плат
Все базовые материалы производства плат вы можете приобрести на сайте компании АО «Новатор».
Печатная плата (англ. printed circuit board, PCB, или printed wiring board, PWB) — пластина из диэлектрика, на поверхности и/или в объёме которой сформированы электропроводящие цепи электронной схемы. Печатная плата предназначена для электрического и механического соединения различных электронных компонентов. Электронные компоненты на печатной плате соединяются своими выводами с элементами проводящего рисунка обычно пайкой.
В отличие от навесного монтажа, на печатной плате электропроводящий рисунок выполнен из фольги, целиком расположенной на твердой изолирующей основе. Печатная плата содержит монтажные отверстия и контактные площадки для монтажа выводных или планарных компонентов. Кроме того, в печатных платах имеются переходные отверстия для электрического соединения участков фольги, расположенных на разных слоях платы. С внешних сторон на плату обычно нанесены защитное покрытие («паяльная маска») и маркировка (вспомогательный рисунок и текст согласно конструкторской документации).
В зависимости от количества слоёв с электропроводящим рисунком, печатные платы подразделяют на:
- односторонние (ОПП): имеется только один слой фольги, наклеенной на одну сторону листа диэлектрика.
- двухсторонние (ДПП): два слоя фольги.
- многослойные (МПП): фольга не только на двух сторонах платы, но и во внутренних слоях диэлектрика. Многослойные печатные платы получаются склеиванием нескольких односторонних или двухсторонних плат
По мере роста сложности проектируемых устройств и плотности монтажа, увеличивается количество слоёв на платах]. По свойствам материала основы:
- Жёсткие
- Теплопроводные
- Гибкие
Печатные платы могут иметь свои особенности, в связи с их назначением и требованиями к особым условиям эксплуатации (например, расширенный диапазон температур) или особенности применения (например, платы для приборов, работающих на высоких частотах).
Материалы Основой печатной платы служит диэлектрик, наиболее часто используются такие материалы, как стеклотекстолит, гетинакс. Также основой печатных плат может служить металлическое основание, покрытое диэлектриком (например, анодированный алюминий), поверх диэлектрика наносится медная фольга дорожек. Такие печатные платы применяются в силовой электронике для эффективного теплоотвода от электронных компонентов. При этом металлическое основание платы крепится к радиатору. В качестве материала для печатных плат, работающих в диапазоне СВЧ и при температурах до 260 °C, применяется фторопласт, армированный стеклотканью (например, ФАФ-4Д)[2], и керамика.
Гибкие платы делают из полиимидных материалов, таких как каптон.
Гетинакс применяют при средних условиях эксплуатации.
- Достоинства : дешево, меньше сверлить, интеграция в нагретом состоянии.
- Недостатки: может расслаиваться при механической обработке, может впитывать влагу, понижает свои диэлектрические свойства и коробится.
Лучше использовать гетинакс облицованный гольваностойкой фольгой.
Фольгированный стеклотекстолит – получают прессованием, пропитывание эпоксидной смолой слоев стеклоткани и приклеенной поверхностной пленки ВФ-4Р медной электротехнической фольги толщиной 35-50 микрон.
- Достоинства: хорошие диэлектрические свойства.
- Недостатки: дорого в 1,5-2 раза.
Применяют для односторонних и двусторонних плат. Для многослойных ПП применяются тонкие фольгированные диэлектрики ФДМ-1, ФДМ-2 и полугибкие РДМЭ-1. Основой таких материалов служит пропитывающий эпоксидный слой стеклоткани. Толщина электротехнической меди гольваностойкой фольги 35,18 микрон. Для изготовления многослойных ПП используется прокладочная ткань, например СПТ-2 толщиной 0,06- 0,08 мм , является нефольгированным материалом.
Изготовление Изготовление ПП возможно аддитивным или субтрактивным методом. В аддитивном методе проводящий рисунок формируется на нефольгированном материале путём химического меднения через предварительно нанесённую на материал защитную маску. В субтрактивном методе проводящий рисунок формируется на фольгированном материале путём удаления ненужных участков фольги. В современной промышленности применяется исключительно субтрактивный метод.
Весь процесс изготовления печатных плат можно разделить на четыре этапа:
- Изготовление заготовки (фольгированного материала).
- Обработка заготовки с целью получения нужных электрического и механического вида.
- Монтаж компонентов.
- Тестирование.
Часто под изготовлением печатных плат понимают только обработку заготовки (фольгированного материала). Типовой процесс обработки фольгированного материала состоит из нескольких этапов: сверловка переходных отверстий, получение рисунка проводников путем удаления излишков медной фольги, металлизация отверстий, нанесение защитных покрытий и лужение, нанесение маркировки.[7] Для многослойных печатных плат добавляется прессование конечной платы из нескольких заготовок.
Фольгированный материал — плоский лист диэлектрика с наклеенной на него медной фольгой. Как правило, в качестве диэлектрика используют стеклотекстолит. В старой или очень дешевой аппаратуре используют текстолит на тканевой или бумажной основе, иногда именуемый гетинаксом. В СВЧ устройствах используют фторсодержащие полимеры (фторопласты). Толщина диэлектрика определяется требуемой механической и электрической прочностью, наибольшее распространение получила толщина 1,5 мм. На диэлектрик с одной или двух сторон наклеивают сплошной лист медной фольги. Толщина фольги определяется токами, под которые проектируется плата. Наибольшее распространение получила фольга толщиной 18 и 35 мкм, гораздо реже встречаются 70, 105 и 140 мкм. Такие значения исходят из стандартных толщин меди в импортных материалах, в которых толщина слоя медной фольги исчисляется в унциях (oz) на квадратный фут. 18 мкм соответствует ½ oz и 35 мкм — 1 oz.
Алюминиевые печатные платы Отдельную группу материалов составляют алюминиевые металлические печатные платы.] Их можно разделить на две группы.
- Первая группа — решения в виде листа алюминия с качественно оксидированной поверхностью, на которую наклеена медная фольга. Такие платы нельзя сверлить, поэтому обычно их делают только односторонними. Обработка таких фольгированных материалов выполняется по традиционным технологиям химического нанесения рисунка. Иногда вместо алюминия применяют медь или сталь, ламинированные тонким изолятором и фольгой. Медь имеет большую теплопроводность, нержавеющая сталь платы обеспечивает коррозионную стойкость.
- Вторая группа подразумевает создание токопроводящего рисунка непосредственно в алюминии основы. Для этой цели алюминиевый лист оксидируют не только по поверхности, но и на всю глубину основы, согласно рисунку токопроводящих областей, заданному фотошаблоном.
Получение рисунка проводников При изготовлении плат используются химические, электролитические или механические методы воспроизведения требуемого токопроводящего рисунка, а также их комбинации.
Химический способ изготовления печатных плат из готового фольгированного материала состоит из двух основных этапов: нанесение защитного слоя на фольгу и травление незащищенных участков химическими методами. В промышленности защитный слой наносится фотолитографическим способом с использованием ультрафиолетово-чувствительного фоторезиста, фотошаблона и источника ультрафиолетового света. Фоторезистом сплошь покрывают медь фольги, после чего рисунок дорожек с фотошаблона переносят на фоторезист засветкой. Засвеченный фоторезист смывается, обнажая медную фольгу для травления, незасвеченный фоторезист фиксируется на фольге, защищая её от травления.
Фоторезист бывает жидким или пленочным. Жидкий фоторезист наносят в промышленных условиях, так как он чувствителен к несоблюдению технологии нанесения. Пленочный фоторезист популярен при ручном изготовлении плат, однако он дороже. Фотошаблон представляет собой УФ-прозрачный материал с распечатанным на нём рисунком дорожек. После экспозиции фоторезист проявляется и закрепляется как и в обычном фотохимическом процессе. В любительских условиях защитный слой в виде лака или краски может быть нанесен шелкотрафаретным способом или вручную. Радиолюбители для формирования на фольге травильной маски применяют перенос тонера с изображения, отпечатанного на лазерном принтере («лазерно-утюжная технология»). Под травлением фольги понимают химический процесс перевода меди в растворимые соединения. Незащищенная фольга травится, чаще всего, в растворе хлорного железа или в растворе других химикатов, например медного купороса, персульфата аммония, аммиачного медно-хлоридного, аммиачного медно-сульфатного, на основе хлоритов, на основе хромового ангидрида. При использовании хлорного железа процесс травления платы идет следующим образом: FeCl3+Cu → FeCl2+CuCl. Типовая концентрация раствора 400 г/л, температура до 35°С. При использовании персульфата аммония процесс травления платы идет следующим образом: (NH4)2S2O8+Cu → (NH4)2SO4+CuSO4].После травления защитный рисунок с фольги смывается.
Механический способ изготовления предполагает использование фрезерно-гравировальных станков или других инструментов для механического удаления слоя фольги с заданных участков.
До недавнего времени лазерная гравировка печатных плат была слабо распространена в связи с хорошими отражающими свойствами меди на длине волны наиболее распространенных мощных газовых СО лазеров. В связи с прогрессом в области лазеростроения сейчас начали появляться промышленные установки прототипирования на базе лазеров.
Металлизация отверстий Переходные и монтажные отверстия могут сверлиться, пробиваться механически (в мягких материалах типа гетинакса) или лазером (очень тонкие переходные отверстия). Металлизация отверстий обычно выполняется химическим или механическим способом.
Механическая металлизация отверстий выполняется специальными заклепками, пропаянными проволочками или заливкой отверстия токопроводящим клеем. Механический способ дорог в производстве и потому применяется крайне редко, обычно в высоконадежных штучных решениях, специальной сильноточной технике или радиолюбительских условиях.
При химической металлизации в фольгированной заготовке сначала сверлятся отверстия, затем они металлизируются и только потом производится травление фольги для получения рисунка печати. Химическая металлизация отверстий — многостадийный сложный процесс, чувствительный к качеству реактивов и соблюдению технологии. Поэтому в радиолюбительских условиях практически не применяется. Упрощенно состоит из таких этапов:
- Нанесение на диэлектрик стенок отверстия проводящей подложки. Эта подложка очень тонкая, непрочная. Наносится химическим осаждением металла из нестабильных соединений, таких как хлорид палладия.
- На полученную основу производится электролитическое или химическое осаждение меди.
В конце производственного цикла для защиты довольно рыхлой осажденной меди применяется либо горячее лужение, либо отверстие защищается лаком (паяльной маской). Нелуженые переходные отверстия низкого качества являются одной из самых частых причин отказа электронной техники.
Многослойные платы (с числом слоев металлизации более 2) собираются из стопки тонких двух- или однослойных печатных плат, изготовленных традиционным способом (кроме наружных слоев пакета — их пока оставляют с нетронутой фольгой). Их собирают «бутербродом» со специальными прокладками (препреги). Далее выполняется прессование в печи, сверление и металлизация переходных отверстий. В последнюю очередь делают травление фольги внешних слоев.
Переходные отверстия в таких платах могут также делаться до прессования. Если отверстия делаются до прессования, то можно получать платы с так называемыми глухими отверстиями (когда отверстие есть только в одном слое бутерброда), что позволяет уплотнить компоновку.
Возможны такие покрытия как:
- Защитно-декоративные лаковые покрытия («паяльная маска»). Обычно имеет характерный зелёный цвет. При выборе паяльной маски следует учитывать, что некоторые из них непрозрачны и под ними не видно проводников.
- Декоративно-информационные покрытия (маркировка). Обычно наносится с помощью шелкографии, реже — струйным методом или лазером.
- Лужение проводников. Защищает поверхность меди, увеличивает толщину проводника, облегчает монтаж компонентов. Обычно выполняется погружением в ванну с припоем или волной припоя. Основной недостаток — значительная толщина покрытия, затрудняющая монтаж компонентов высокой плотности. Для уменьшения толщины излишек припоя при лужении сдувают потоком воздуха.
- Химические, иммерсионные или гальванические покрытия фольги проводников инертными металлами (золотом, серебром, палладием, оловом и т.п.). Некоторые виды таких покрытий наносятся до этапа травления меди.
- Покрытие токопроводящими лаками для улучшения контактных свойств разъемов и мембранных клавиатур или создания дополнительного слоя проводников.
После монтажа печатных плат возможно нанесение дополнительных защитных покрытий, защищающих как саму плату, так и пайку и компоненты.
Механическая обработка На одном листе заготовки зачастую помещается множество отдельных плат. Весь процесс обработки фольгированной заготовки они проходят как одна плата, и только в конце их готовят к разделению. Если платы прямоугольные, то фрезеруют несквозные канавки, облегчающие последующее разламывание плат (скрайбирование, от англ. scribe царапать). Если платы сложной формы, то делают сквозную фрезеровку, оставляя узкие мостики, чтобы платы не рассыпались. Для плат без металлизации вместо фрезеровки иногда сверлят ряд отверстий с маленьким шагом. Сверление крепежных (неметаллизированных) отверстий также происходит на этом этапе.
Читайте также: