
Плата управления чпу станком usb
Обновлено: 04.07.2024
Поскольку я давно собрал для себя ЧПУ станок и давно и регулярно эксплуатирую его для хоббийных целей, то мой опыт, надеюсь, будет полезен, как и исходные коды контроллера.
Постарался написать только те моменты, которые лично мне показались важными.
Ссылка на исходники контроллера и настроенную оболочку Eclipse+gcc и пр. лежат там же, где ролик:
Регулярно сталкиваясь, с необходимостью сделать ту или иную мелкую «штучку» сложной формы, первоначально задумался о 3D принтере. И даже начал его делать. Но почитал форумы и оценив скорость работы 3D принтера, качество и точность результата, процент брака и конструкционные свойства термопластмассы, понял, то это не более чем игрушка.
Заказ на комплектующие из Китая пришел за месяц. И уже через 2 недели станок работал с управлением от LinuxCNC. Собирал из всякой фигни, что была под рукой, поскольку хотелось побыстрее (профиль + шпильки). Собирался потом переделать, но, как оказалось, станок получился достаточно жесткий, и гайки на шпильках не пришлось подтягивать ни разу. Так что конструкция осталась без изменений.
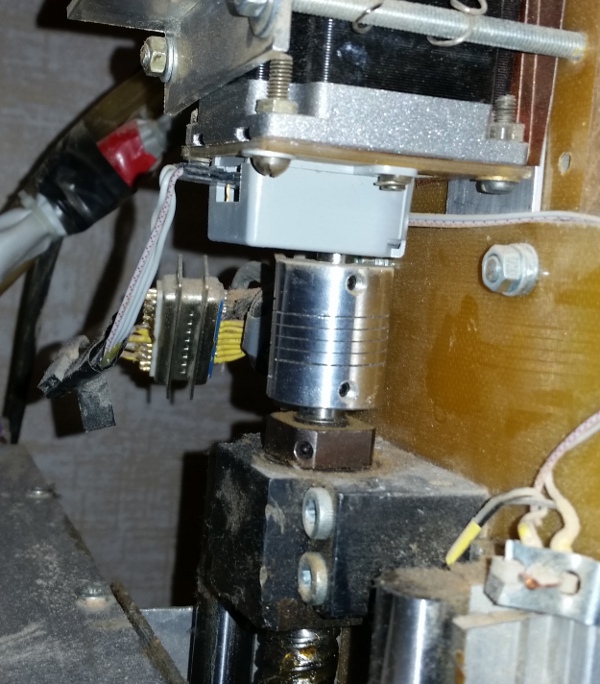
- Использовать в качестве шпинделя бормашинку “china noname” на 220V не лучшая идея. Перегревается и жутко громко работает. Боковой люфт фрезы (подшипников?) ощущается руками.
- Бормашинка Proxon работает тихо. Люфт не ощутим. Но перегревается и выключатся через 5 минут.
- Компьютер, взятый на время, с LPT двунаправленным портом — не удобен. Взят на время (найти PCI-LPT оказалось проблемой). Занимает место. И вообще..
Разработка контроллера
Программу создавал после вдумчивого просмотра исходников LinuxCNC и gbrl. Однако ни те, ни те исходники расчета траектории не взял. Захотелось попробовать написать модуль расчета без использования float. Исключительно на 32-х разрядной арифметике.
Результат меня устраивает для всех режимов эксплуатации и прошивку не трогал уже давно.
Скорость максимальная, подобранная экспериментально: X:2000мм/мин Y:1600 Z:700 (1600 step/mm. режим 1/8).
Но ограничена не ресурсами контроллера. Просто выше уже мерзкий звук пропуска шагов даже прямых участках по воздуху. Бюджетная китайская плата управления шаговиками на TB6560 не самый лучший вариант.
Фактически скорость по дереву (бук, 5мм заглубления,d=1мм фреза, шаг 0.15мм) больше 1200 мм не ставлю. Возрастает вероятность поломки фрезы.
- Подключение к внешнему компу как стандартное usb mass storage device (FAT16 на SD карте). Работа с файлами стандартного формата G-code
- Удаление файлов через пользовательский интерфейс контроллера.
- Просмотр траектории по выбранному файлу (насколько позволяет экран 640x320) и расчет времени выполнения. Фактически эмуляция выполнения с суммированием времени.
- Просмотр содержимого файлов в тестовом виде.
- Режим ручного управления с клавиатуры (перемещение и выставления «0»).
- Запуск выполнения задания по выбранному файлу (G-code).
- Приостанов/продолжить выполнение. (иногда полезно).
- Аварийный программный стоп.
После творческих экспериментов по вырезанию собственноручно нарисованных рельефов на дереве, и экспериментов с настройками ускорений в программе, захотел дополнительно еще и энкодеры на осях. Как раз на e-bay нашел относительно дешевые оптически экодеры (1/512), шаг деления которых для моих ШВП был 5/512= 0.0098мм.
Кстати, использование оптических энкодеров высокого разрешения, без аппаратной схемы работы с ними (в STM32 она есть) – бессмысленно. Ни обработка по прерыванию, ни, тем более, программный опрос никогда не справятся с «дребезгом» (это говорю для любителей ATMega).
- Ручное позиционирование на столе с высокой точностью.
- Контроль пропуска шагов с контролем отклонение траектории от расчетной.
Однако, нашел им еще одно применение, пусть и в довольно узкой задаче.
Заметил, что при вырезании рельефа, при задании ускорения по Z больше определенной величины, ось Z начинает медленно, но уверенно ползти вниз. Но, время вырезания рельефа при этом ускорении на 20% меньше. По окончанию вырезания рельефа 17x20 см с шагом 0.1мм фреза может уйти вниз на 1-2 мм от расчетной траектории.
Анализ ситуации в динамике по энкодерам, показал, что при подъеме фрезы иногда теряется 1-2 шага.
Простой алгоритм коррекции шагов с использованием энкодера дает отклонение не более 0.03 мм и позволяет уменьшить время обработки на 20%. А даже 0.1 мм выступ на дереве заметить сложно.
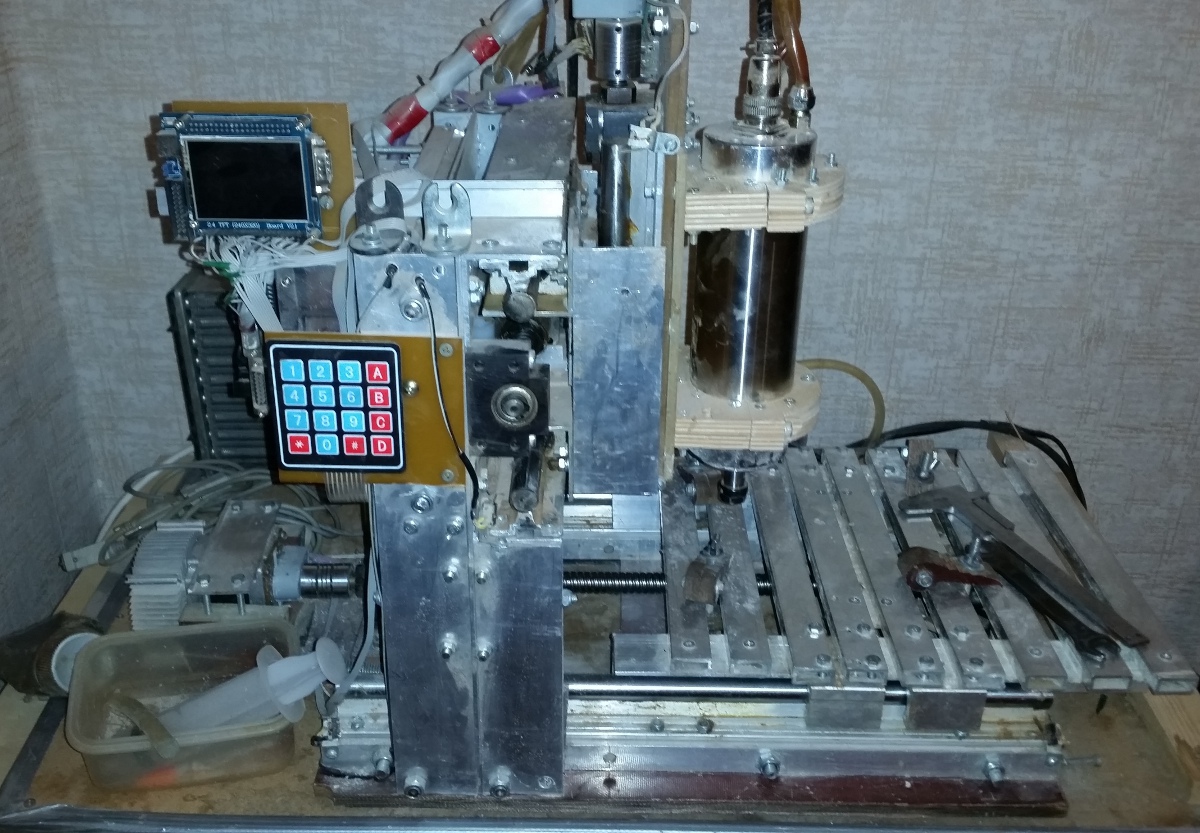
Идеальным вариантом для хоббийных целей посчитал настольный вариант с полем чуть больше чем A4. И до сих пор мне этого хватает.
Подвижный стол
Для меня до сих пор остается загадкой, почему все выбирают для настольных станков конструкцию с подвижным порталом. Единственное её преимущество – возможность обработать по частям очень длинную доску или, если приходится регулярно обрабатывать материал вес которого больше веса портала.
За все время эксплуатации ни разу не было необходимость выпилить по частям рельеф на 3-х метровой доске или сделать гравировку на каменной плите.
Подвижный стол обладает следующими преимуществами для настольных станков:
- Конструкция проще и, в общем случае, конструкция более жесткая.
- На неподвижный портал навешиваются все потроха (блоки питания, платы и пр.) и станок получается компактнее и удобнее для переноски.
- Масса стола и куска типичного материала для обработки существенно ниже чем масса портала и шпинделя.
- Практически исчезает проблема с кабелями и шлангами водяного охлаждения шпинделя.
Шпиндель
Хотел бы заметить, что данный станок не для силовой обработки. ЧПУ станок для силовой обработки проще всего сделать на базе обычного фрезерного станка.
На мой взгляд, станок для силовой обработки металла и станок с высоко оборотистым шпинделем для обработки дерева/пластмасс — это совершенно разные типы оборудования.
Создать в домашних условия универсальный станок как минимум не имеет смысла.
Выбор шпинделя для станка с данным типом ШВП и направляющими с линейными подшипниками однозначен. Это высоко оборотистый шпиндель.
Для типичного высоко оборотистого шпинделя (20000 об/мин) фрезеровка цветных металлов (про сталь даже речи не идет) – это экстремальный режим для шпинделя. Ну, разве что очень надо и тогда съем по 0.3 мм за проход с поливом ОЖ.
Шпиндель для станка рекомендовал бы с водяным охлаждением. С ним слышно во время работы только «пение» шаговых двигателей и бульканье аквариумного насоса в контуре охлаждения.
В первую очередь у меня ушла проблема корпусов. Любой формы корпус фрезеруется из «оргстекла» и по идеально по гладким срезам склеивается растворителем.
Стеклотекстолит отказался универсальным материалом. Точность станка позволяет вырезать посадочное место под подшипник, в которое он холодный зайдет, как положено с легким натягом, а после уже не вытащить. Шестерни из текстолита отлично вырезаются с честным эвольвентным профилем.
Обработка дерева (рельефы и пр.) – широкий простор для реализации своих творческих порывов или, как минимум, для реализации чужих порывов (готовые модели).
Вот только ювелирку не пробовал. Негде опоки прокаливать/плавить/лить. Хотя брусок ювелирного воска ждет своего часа.

Для взаимодействия ЧПУ с ПК используется коммутационная (интерфейсная) плата . Она позволяет управлять различными двигателями, реле и другими устройствами вашего станка. Существует несколько типов коммутационных плат для ЧПУ станков: платы для LPT-порта, платы с USB портом, эмуляторы клавиатур(HID) и платы управления перемещением. Проще говоря, у коммутационных плат есть две базовых функции:
1. Транслирует сигналы управления к ЧПУ станку и прием сигналов от станка;
2. Изоляция материнской платы компьютера от электрических помех.
Обе эти функции являются крайне важными. Многие называют контроллеры движения с USB или Ethernet-портом, такие как Smoothstepper - коммутационными USB платами, что неверно. Роль контроллеров движения заключается в том, чтобы освободить программное обеспечение от выполнения вычислительной работы по контролю перемещения станка и передать эту работу специализированному аппаратному устройству. Так как контроллер движения, в отличие от ПК, не отвлекается на постороннюю активность, и может полностью быть занят управлением перемещением, что дает значительный прирост производительности и стабильности.
Платы для ЧПУ станка
Интерфейсные платы для LPT-порта
Коммутационные платы с параллельным портом для ЧПУ станка подключаются к принтерному порту вашего ПК и преобразуют сигналы этого порта и их вывод в винтовые выводы, чтобы по двухпроводной линии передать их к нужной части вашего ЧПУ станка. Платы такого типа – наиболее распространенные, так как они просты и недороги. У них есть несколько недостатков. Во-первых, параллельный порт сам по себе – это достаточно старый интерфейс. Потому существуют ограничения на его производительность, особенно при его использовании, с программным обеспечением работающем с операционной системы Windows, например Mach3. Вы будете ограничены скоростью обмена порта при обмене импульсами с интерфейсной платой. В тоже время для большинства старый программных продуктов это не является проблемой. Для получения лучшей производительности стоит использовать контроллер движения (см. ниже).
Второе ограничение – совместимость. Производители постепенно перестают устанавливать параллельные порты, устанавливая вместо них порты USB и, в тоже время, они жестко ограничивают энергопотребление этих интерфейсов. В результате, многие более поздние модели ПК используют сигналы с напряжением 3,3 вольта вместо 5 вольт. Некоторые платы работают с таким напряжением нормально, в тоже время у других возникают проблемы. Обязательно необходимо проверить, совместима ваша плата с компьютером. Ноутбуки являются особым источником проблем такого рода.
Наконец, LPT имеют относительно небольшое количество каналов ввода-вывода. Платы обычно поддерживают 11 или менее выходов и только 5 входов. Как вы можете себе представить они достаточно быстрые, особенно если вы пытаетесь подключить сложную панель управления к своей машине. Потому у вас есть выбор, либо «оставить систему простой», либо добавить дополнительные платы для выполнения этой работы. Следует отметить, что вы можете добавить второй параллельный порт большинству компьютеров при помощи специальной интерфейсной PCI-платы. Очевидно, что такой вариант не получится осуществить в случае с ноутбуком, потому что у ноутбуков нет внешнего подключения к PCI-шине. Кроме того, некоторые комбинации карт/ПК могут быть очень сложные при их использовании с Mach3. Не забывайте проверить, будет ли работоспособной конкретная комбинация оборудования, которую вы собираетесь использовать.
Наконец, важно покупать плату с оптической изоляцией(опторазвязкой). Данная функция изолирует материнскую плату вашего ПК от плохих контактов, помех или скачков напряжений, которые могут возникать при работе систем ЧПУ станка. Если вы напрямую подключите LPT- порт без оптической изоляции, вы рискуете повредить дорогостоящую материнскую плату вашего компьютера.
Платы с USB портом
Коммуникационные платы с портом USB выпускаются в двух вариантах. Первый – это полномасштабные Контроллеры движения, которые мы сейчас рассмотрим подробнее. Второй – это платы, используемые для увеличения пропускной способности ввода/вывода за пределы ограничений налагаемых параллельным портом. Существующие переходники USB-LPT, для имитации параллельного порта с подключением USB, и они не работают для приложений ЧПУ. Причина в том, что их производительности недостаточно для того чтобы выдерживать точные тайминги (временные интервалы) необходимые для создания чистой последовательности импульсов, необходимых для управления несколькими сервоприводами или шаговыми двигателями, они могут быть использованы только для подключения датчиков и кнопок.
На момент написания данного текста нам известна только 1 коммуникационная плата с USB портом, которая предназначена для увеличения количества ввода/вывода и называется ModIO, разработана и произведена австралийской компанией Homann Designs. Данная плата может добавить дополнительные 8 выходов и 3 аналоговых входа.
Есть также платы с USB портом (например, Smoothstepper) которые могут генерировать импульсы шага и направления подходящие для ЧПУ и они позволяют формировать более плавное движение, чем коммуникационные платы.
Клавиатурные эмуляторы
Клавиатурные эмуляторы – это еще один подход к расширению базовых входов/выходов, которыми оснащена коммутационная плата с параллельным портом. Они делают это путем преобразованием входных/выходных сигналов включения/выключения в симулированные последовательности клавиш. Например, вы можете подключить переключатель с надписью "Flood Coolant On" к входу на клавиатурном эмуляторе, а когда переключатель замкнут – он перешлет последовательность клавиш в Mach3, которая будет интерпретирована как включение охлаждения. Эмуляторы клавиатуры просты в подключении: они обычно могут быть подключены в клавиатурный разъем.
Есть несколько клавиатурных эмуляторов, но я считаю, что самыми популярными являются Pokeys и iPac, которые продаются компанией Ultimarc.
Особенностью клавиатурных эмуляторов заключается в том, что они просто отправляют последовательности клавиш, потому у них достаточно медленное время отклика. Не стоит использовать подобное устройство для любого приложения, которое требует быстрого отклика на. Например, я бы избегал использовать подобные устройства с джойстиками. Тем не менее, эмулятор можно использовать для дополнительных кнопок на вашей панели управления.
Контроллеры движения (платы с USB или Ethernet-портом)
Подобные устройства обеспечивают максимальную производительность. Данные устройства настолько хороши, что их создатели, вероятно, были бы против их сравнения к обычными платами. Я делаю это только потому, что они постепенно приходят на замену обычным платам. Mach3 поддерживает несколько таких плат, включая Smoothstepper (вероятно наиболее популярная, по моему мнению), серию MK и другие.
Данные платы предлагают потрясающую производительность в сравнении с платами с параллельным портом. Их основной недостаток – не смотря на то, что использованы новые технологии, они все еще недостаточно отработаны. Мы пользуемся платами Smoothstepper.
Прежде чем предпринимать какие-либо шаги в сторону покупки контроллера движения для собственного проекта, я настоятельно рекомендую вам потратить время, чтобы познакомится с различными онлайн-сообществами которые используют такие же программное обеспечение и коммуникационную плату, что и вы.
Выясните для себя ограничения выбранной платы, решите, имеют ли они для вас значения, уточните, насколько часто обновляется плата и ее программное обеспечение, а также отзывы пользователей.

В общих чертах, мы можем разделить процесс обработки с ЧПУ на четыре этапа: сначала пользователь проектирует или получает модель, затем генерируется G-код. Импульсы шага и направления определяются из G-кода, и, наконец, шаговые двигатели машины управляют последовательностями.
Этап проектирования часто завершается с использованием программного обеспечения САПР и является самостоятельным предметом. Он генерирует и интерпретирует G-код, с которым обычно работает специальное программное обеспечение для ЧПУ.
Некоторые программы позволяют вам редактировать и вводить ваш G-код и создавать всю математику, все импульсы шага (направления) и отправлять их точно по времени на драйверы шагового двигателя. Другие делят работу и просто отправляют G-код, а остальные вычисления оставляют на усмотрение прошивки машины (на отдельной плате).
Исключением из этих двух методов является программное обеспечение Mach, которое является промежуточным вариантом. Mach интерпретирует G-код на вашем компьютере, но отправляет специальные низкоуровневые команды на внешнюю плату, вместо того, чтобы пытаться рассчитать время импульсов шага (направления).
ЛУЧШЕЕ ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ДЛЯ СТАНКА С ЧПУ
Здесь мы составили список лучших вариантов программного обеспечения для ЧПУ. Из-за разнообразия машин и способов использования, способ создания и интерпретации G-кода станками с ЧПУ может быть разным. По этой причине мы разделим наш выбор на основе различных подходов.
Мы выбрали множество программ, но позаботились о том, чтобы все они соответствовали следующему:
- Доступно активное сообщество и поддержка
- Диапазон функций
- Доступность для любителей
- Некоторая степень настраиваемости
Хотя разные варианты могут соответствовать этим критериям лучше, чем другие, мы уверены, что вы найдете то, что вам нужно. Итак, теперь давайте посмотрим, что там есть!
Для начала, разберем тот тип ПО, который пытается все сделать сам. Другими словами, программное обеспечение, которое принимает G-код и генерирует импульсы шага и направления для драйверов шагового двигателя (обычно через параллельный порт).
Aspire

Особым бонусом для новичков является неограниченная бесплатная пробная версия Aspire, которая включает в себя различные бесплатные проекты, чтобы вы узнали, как их использовать, прежде чем совершить покупку.
LinuxCNC

Чтобы осуществить мечту об универсальном устройстве, он работает под управлением ядра Linux с расширением реального времени (RTAI). Устанавливая его таким образом, LinuxCNC может генерировать необходимые импульсы через параллельный порт с точной синхронизацией.
LinuxCNC существует уже некоторое время, поэтому стали популярны и другие установки. Например, также возможно использование карт Ethernet и Mesa (внешних плат), и некоторые пользователи даже экспериментировали с запуском LinuxCNC на Raspberry Pi. В конце концов, вы можете выбрать простую или углубленную настройку при использовании LinuxCNC.
В частности, LinuxCNC имеет открытый исходный код и имеет очень большое активное сообщество. Учитывая эти два условия, неудивительно, что программное обеспечение в значительной степени настраивается, особенно графический интерфейс, и имеет множество дополнительных функций.
- Стоимость: Бесплатно
- Операционная система: Linux
- Основные характеристики: Зрелое программное обеспечение, полностью открытый исходный код, активное сообщество пользователей, проста в установке, поддерживает многие станки с ЧПУ.
HeeksCNC

HeeksCNC построен на основе HeeksCAD и включает OpenCAMLib plus Area . Это помогает в создании кода ЧПУ, наиболее часто используемого G кода, для вашего 3-осевого фрезерного станка. HeeksCNC набирает популярность как вариант с открытым исходным кодом и регулярно обновляется, и разработчик работает над Heeks2 .
Обратите внимание, что для установки бесплатной версии HeeksCNC (путем ее сборки из исходного кода) вам сначала необходимо установить HeeksCAD, OpenCASCADE / OCE и wxWidgets 2.8.
Machinekit

В целом Machinekit унаследовал многие положительные особенности LinuxCNC и все еще находится в процессе создания достойного сообщества. Существуют учебные пособия , которые помогут вам настроить, и многообещающие функции в разработке, если вы хотите оценить потенциал Machinekit.
- Стоимость: Бесплатно
- Операционная система: Linux
- Основные характеристики: многообещающее будущее, поддержка компьютеров ARM, решение проблем в LinuxCNC, растущее сообщество

ECam объединяет функции, обычно встречающиеся в системах CAD / CAM, с диалоговым программированием. Он поставляется с 14-дневной полностью рабочей пробной версией, поэтому вы можете поэкспериментировать с программным обеспечением, прежде чем совершить покупку. Более того, что необычно, это программное обеспечение можно бесплатно использовать по выходным для всех в некоммерческих целях.
180 $ (только токарный или фрезерный),
TurboCNC

TurboCNC от Dak Engineering работает под DOS (да, MS-DOS). А за небольшую плату в размере около 60 долларов вы получаете доступ к исходному коду и дополнительную поддержку. Хотя сначала вы можете подумать, что это любопытный выбор, TurboCNC работает под DOS, чтобы иметь точное время, подобно LinuxCNC. Это старая программа, но вокруг нее все еще есть активное сообщество.
Пара недостатков заключается в том, что он не такой настраиваемый, как другие параметры, и его графический интерфейс архаичен. Тем не менее, автор выразил это лучше всего: «[это] качественное, серьезное программное обеспечение».
Easel

Easel популярен среди любителей и новичков благодаря удобному интерфейсу, набору встроенных инструментов и совместимости с различными вариантами прошивки ЧПУ.
- Стоимость: Бесплатно
- Операционные системы: Windows, Linux, MacOS
- Основные характеристики: Easel Classes, поддержка пользовательского G-кода, активное сообщество, простота использования
Программное обеспечение Mach, пожалуй самое популярное в промышленности и существует уже долгое время. Он фокусируется на вычислении движения изнутри программного обеспечения и отправке низкоуровневых команд на совместимые платы.
Mach 3

Mach 3 можно настроить несколькими способами, но наиболее распространенная настройка работает только со специально совместимыми внешними платами, такими как популярный SmoothStepper . Обратите внимание, что хотя Mach 3 можно использовать в универсальном подходе, аналогичном LinuxCNC, это не так часто. Это связано с тем, что запуск его в Windows означает, что он не может работать в режиме реального времени, что может привести к задержке синхронизации импульсов драйвера.
На смену этому зрелому программному обеспечению приходит его младший брат, Mach 4, о котором мы поговорим позже. Благодаря заметно более низкой цене, отличным функциям и активному сообществу Mach 3, он по-прежнему является хорошим выбором для любого любителя.
Mach 4

Излишне говорить, что у Mach 4 достаточно функций и возможностей настройки для любителя. Хотя он относительно новый, он прошел долгий путь и имеет многообещающие перспективы на будущее. Все это говорит о том, что это достойный выбор для любой настройки.
200 долларов (хобби),
ОТПРАВИТЕЛИ G-КОДА
UCCNC

Программа также поставляется с программой просмотра трехмерных траекторий в реальном времени, оптимизацией экрана OpenGL и некоторыми базовыми модулями CAM, включая импорт файлов DXF. Не говоря уже о встроенном визуальном редакторе экрана, позволяющем полностью настраивать экран.
Важно отметить, что это программное обеспечение разрешено для каждого контроллера движения, что означает, что один лицензионный ключ будет работать только с указанным контроллером движения.
PlanetCNC

Еще один хорошо разработанный вариант отправителя G-кода сделан PlanetCNC , предлагая полное аппаратное и программное решение. Он имеет современный подход к программному обеспечению ЧПУ, фокусируясь на манипуляции с G-кодом, и имеет специальные платы для всего остального. Он также может работать с вашей собственной платой, если он способен интерпретировать G-код.
PlanetCNC поставляется с гибкими параметрами конфигурации и функциями моделирования. Это, наряду с его интуитивно понятным дизайном, делает его исключительным программным обеспечением.
- Стоимость: программное обеспечение предоставляется бесплатно для контроллеров с действующей лицензией.
- Операционные системы: Windows, Linux, MacOS, Raspberry Pi
- Основные характеристики: Полностью настраиваемая процедура смены инструмента, поддерживает многие виды использования станков с ЧПУ (моделирование, синхронизация шпинделя, измерения, зондирование и стандартные циклы), совместима с различными вариантами G-кода и типов файлов.
ChiliPeppr

Он работает как с TinyG, так и с GRBL, и доступно несколько других предварительно настроенных рабочих пространств. Заставить его работать с вашим станком с ЧПУ очень просто: вам просто нужно установить простой драйвер, который подключается к станку через ваш браузер.
- Стоимость: Бесплатно
- Операционные системы: N / A (на основе браузера)
- Основные возможности: работает с TinyG, Lua, GRBL и др., Включает зондирование и автоматическое выравнивание, открытый исходный код.
Universal Gcode Sender

Универсальный отправитель Gcode (UGS) имеет открытый исходный код и прост в использовании. Он написан на Java для поддержки нескольких платформ и хорошо работает с пользовательскими настройками.
UGS имеет все необходимые функции для большинства любителей, а также некоторые приличные манипуляции с G-кодом. Добавьте к этому простоту исполнения, и вы получите идеальную установку для новичка. Обратите внимание, что вам необходимо связать это с прошивкой для вашей платы, которая принимает G-код. Взгляните на варианты ниже, чтобы получить некоторые идеи.
- Стоимость: Бесплатно
- Операционные системы: Windows, Linux (включая ARM SBC), MacOS
- Основные характеристики: настраиваемая оптимизация G-кода, 3D визуализатор G-кода, исполняемые файлы JAR «все в одном», работает в нескольких операционных системах, упрощенный пользовательский интерфейс.
OpenCNCPilot

Подобно ChiliPeppr, эта программа только управляет машиной, но отлично справляется с этой задачей. Изюминкой OpenCNCPilot является его способность проникать в определенные пользователем области для деформации, а также обертывать траекторию инструмента по изогнутой поверхности. Это очень удобно при фрезеровании изоляционных печатных плат, где деформация приводит к повреждению или короткому замыканию дорожек.
Кроме того, для работы не требуются дополнительные датчики. Это, в сочетании с автоматическим выравниванием и автоматическими картами высоты, делает OpenCNCPilot очень функциональным вариантом.
- Стоимость: Бесплатно
- Операционные системы : Windows
- Основные характеристики: поддерживает прошивку GRBL, автоматические карты высот, возможность TCP-соединений, автоматическое выравнивание, открытый исходный код
GRBL Candle

Связь с контроллером осуществляется через USB. Однако он может поддерживать не более 3 осей. Он подходит для любителей и энтузиастов DIY. Кроме того, у GRBL Candle есть большое онлайн-сообщество пользователей и форумы, которые могут помочь вам с GRBL Candle.
ПРОШИВКА
Marlin

Поскольку Marlin широко используется, существует широкая поддержка целого ряда плат. Добавьте к этому его гибкость и большое сообщество, и это делает Marlin одним из лучших вариантов для любой настройки ЧПУ.
- Стоимость: Бесплатно
- Платы: Arduino , Teensy и другие.
- Основные характеристики: высокая гибкость, возможность настройки практически для любой машины, поддержка множества плат, простая настройка, большое сообщество

Несмотря на то, что он не большой и многофункциональный, GRBL выполняет свою работу и делает это хорошо. Он утверждает, что дает очень плавные результаты и прост в настройке. Перепрошивка может быть выполнена через удобную для пользователя Arduino IDE , и она имеет простую конфигурацию. Все это делает его очень удобным для новичков выбором для проектов с ЧПУ.



Подключение контроллера с использованием переходника USB-LPT
Подключение контроллера с использованием переходника USB-LPT
1 Настройка для работы программы Mach3 с переходником USB-LPT
1.1 При использовании переходника USB-LPT, необходимо скопировать файл mach3usb.dll в папку c:\mach3\plugins.
1.2 Для работы устройства также понадобится установить драйвер.
Для этого подключаем адаптер к USB порту компьютера.
Ждем пока операционная система обнаружит подключенное устройство.
Отрываем «Панель управления»→ «Диспетчер устройств», находим в разделе «Другие устройства» - CNC controller, рисунок 1.
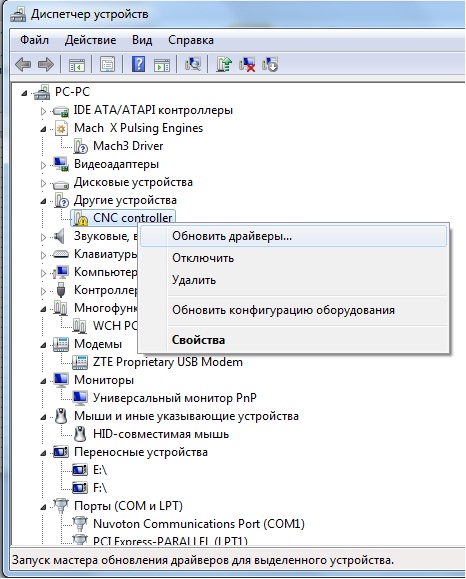
Щелкнув правой кнопкой по нему, и выбрав " С войства", нажать кнопку "Обновить драйвер ы ".
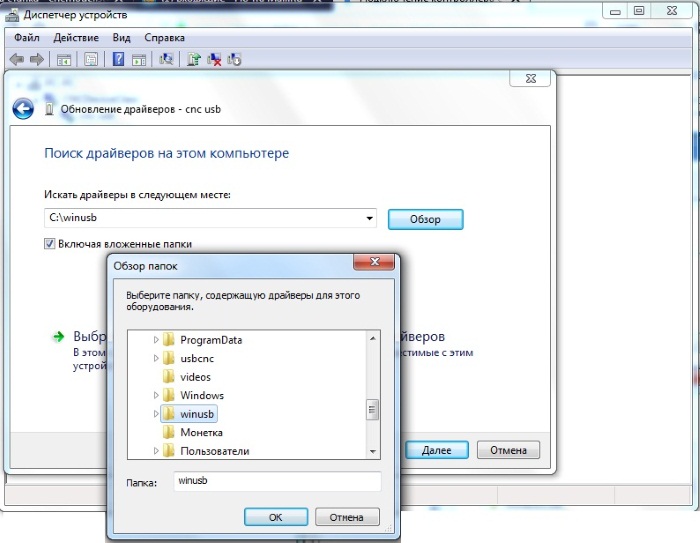
В открывшимся окне выбираем пункт «Поиск драйверов на этом компьютере (Поиск и установка драйверов вручную)».
Указываем путь к папке с драйверами, рисунок 2.
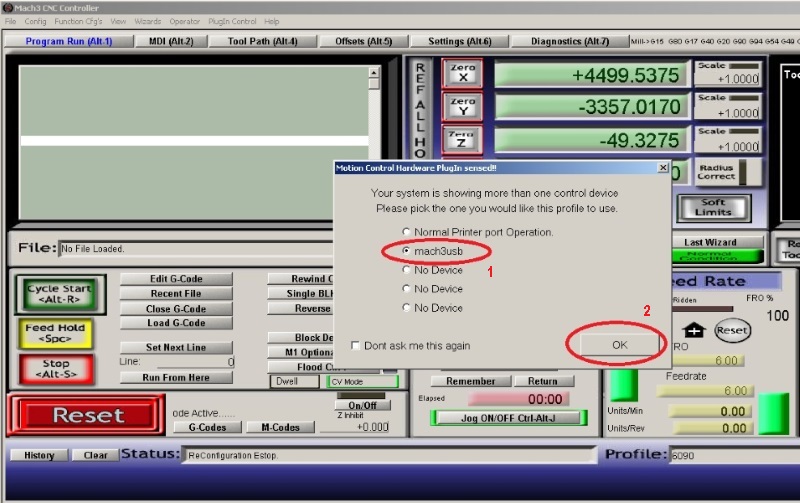
1.3 При запуске программы управления станком MACH3 потребуется выбрать из списка устройств, рисунок 3
1.4 Конфигурация плагина mach3usb для USB-LPT адаптера.
Нажимаем кнопку “Reset”, Mach3 устанавливает связь с адаптером. П роизводим настройку плагина. Для этого в ыбираем в меню “Config” пункт " Config pl u gins” , рисунок 4.
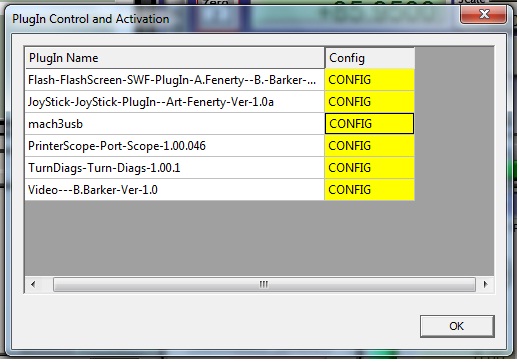
Нажимаем кнопку “Config” напротив “mach3usb”, открывается окно конфигурации плагина , рисунок 5 .
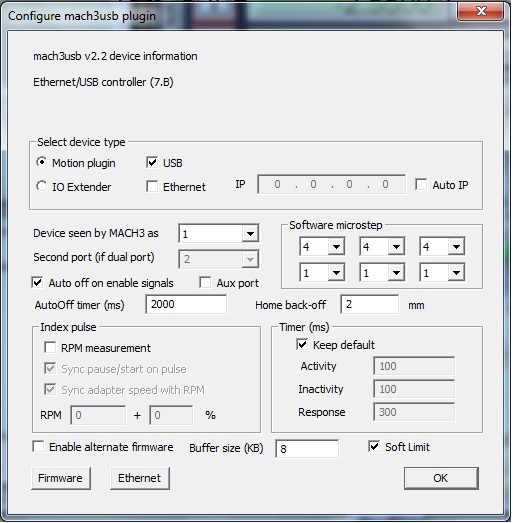
1.5 Настройка панели микрошага " Software microstep” (программная интерполяция шага ).
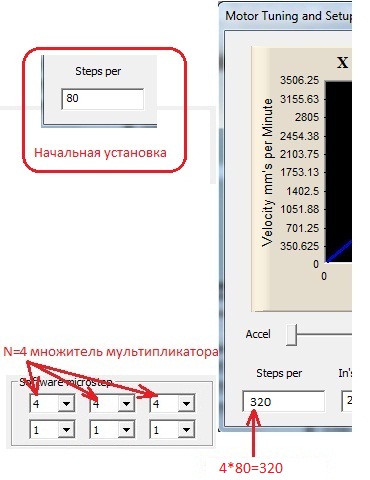
Программн ая интерполяция шага двигателя позволяет обеспечить более точный временной контроль , особенно при работе на малых скоростях. Д вижение будет более гладк им и с более низки м уровнем шума . При использовании программного мульт и пликатора шага двигателя в " Motion plugin”, M ach3 будет работать как будто параметр " StepPer" в настройках шаговых двигаталей выше, чем физически, без уменьшения максимальной скорости . При N = 1 параметры работы шаговых двигателей станка соответ с твуют установленным в п у нкте меню " Motor Tuning”.
Введите коэффициент мультипликации N> 1, и умножите на коэффициент N параметр " StepPer" в настройках двигателей( Motor Tuning) Mach3 , рисунок 6.
После окончания установки параметров, закройте окно настройки плагина. Далее нажмите " EStop" (Reset) перейдите в режим "Стоп" и заново в режим "Пуск", для перезагрузки параметров адаптера.
2 Дополнительные настройки плагина переходника USB-LPT
2.1 Автоматическое отключение сигнала " Enable"
Автоматическое отключение сигнала " Enable', через установленный промежуток времени, в течении которого не производилось перемещений. Если в поле установлено значение 0, то используется параметр по умолчанию — 500мС. При отключении этой функции сигнал " Enable" отключается нажатием кнопки "E-Stop" (Reset).
2.2 Возврат от концевого выключателя базы ( Home ).

Устанавливает возврат портала от момента срабатывания концевого выключателя при автоматическом поиске баз по всем осям. (Для исключения ложных
срабатываний при поиске баз, если один входной сигнал используется для нескольких концевых выключателей).
2.3 Использование кнопок "Cycle Start" , "Feed Hold", "Stop'.
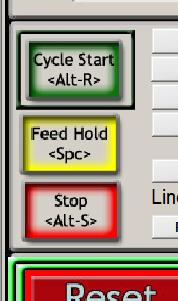
При работе плагина:
- нажатие кнопки "Stop" приводит к быстрой остановке выполнения программы, с потерей всего G- кода содержащегося в буфере данных
- нажатие кнопки "Feed Hold", исполнение программы будет продолжаться до исчерпания содержимого программного буфера.
После нажатия "Feed Hold ", для корректного продолжения работы нажмите кнопку " Regen toolpath " затем "Run", э то обеспечит корректное продолжение программы .

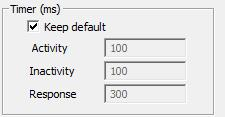
Activity : время пре-буферизации при старте
Inactivity : время детекции состояний Stop/Pause, а так же ресинхронизации индексных импульсов
Response : время передачи команд статуса. Используется для правильной реализации состояний остановка , движение, синхронизация.
При использовании значений по умолчанию, данные введённые в поля значений не используются. Используются значения 100/300/300.
Таймер не распространяется на команды переездов. Команды переездов всегда исполняются сразу.
2.5 Панель настройки индексного входа, рисунок 23.
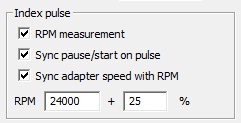
Адаптер имеет конфигурироемый индексный вход -вывод 12.
индексный вход поддерживает следующие функции:
- Измерение числа оборотов шпинделя в минуту и индикации в Mach3 - “RPM measurement”.
- Синхронизация старта с паузы в G-коде по появлению синхроимпульса -“Sync pause/start on
pulse” (в том числе и по нажатию кнопок Pause/Start основного экрана Mach3.)
- Синхронизации скорости подачи инструмента с числом оборотов шпинделя- “Sync adapter
speed with RPM”.
Синхронизация скорости подачи с числом оборотов шпинделя производится средствами
адаптера и соответствует формуле :
А=(А1*В)/В1.
Где: А -подача в данный момент времени;
А1- нормальная подача заданная в G-коде;
В - измеренное значение числа оборотов в минуту шпинделя;
В1- число оборотов шпинделя при нормальной подаче;
Поле RPM – число оборотов при нормальной подаче, поле % -величина превышения числа
оборотов над заданными которая может быть отслежена. Если поле % равно нулю, то подача
всегда меньше или равна нормальной подаче заданной в G-коде.

Иногда возможно временное рассогласование между строкой G-кода отображаемой , как выполняемая в Mach3, и фактически исполняемой строкой, а так же задержка исполнения команд Stop, Feed Hold. Это связано с наличием собственного командного буфера адаптера.
Буфер стабилизирует работу при кратковременных сбоях связи между адаптером и компьютером и при замедлении расчёта Mach3. С одной стороны,чем больше буфер тем стабильнее работа, но в связи с тем что объём буфера может достигать десятков килобайт, возможны задержки исполнения команд FeedHold, Stop до нескольких секунд. Вы можете повысить скорость реакции уменьшив значение буфера до 0, но повысится вероятность сбоя при работе.
Читайте также: