
Термопластавтоматы горизонтальные ipf ips что это
Обновлено: 06.07.2024
Выбор термопластавтомата (машины для литья пластмасс под давлением) – сложная задача со многими неизвестными. Внимание - машину литья под давлением или термопластавтомат своими руками пытаться смастерить не стоит. Не надо забывать, что ТПА является универсальным оборудованием для получения штучных изделий из пластмасс. Тем не менее наилучших экономических результатов и показателей качества продукции можно добиться только при правильном выборе модификации, типа, размера, и технических характеристик, которыми обладают автоматы. Термопласт или термопластичные полимеры - являются основным видом материалов для получения изделий на ТПА. Прежде чем приступить к процессу покупки термопластавтомата, необходимо тщательным образом изучить изделие (изделия), которые предполагается производить на ТПА. К особенностям изделий можно отнести: материал изделия, конструктивные нюансы изделия (толщину стенок, наличие поднутрений, отверстий, резьбы и т.д.), предполагаемую производительность, требования к качеству. При наличии готовых литьевых форм – отметить особенности этих форм, такие как геометрические размеры, особенности системы выталкивания, наличие/отсутствие гидравлических стержней, пневматики, горячих каналов и пр.
Главными регионами производства термопластавтоматов на сегодняшний день являются Юго-Восточная Азия (Китай, Тайвань, Гонконг, Южная Корея), Западная Европа (главным образом, Германия и Италия), Япония, Северная Америка. Наиболее известными марками на рынке ТПА России считаются: Хаитиан (Китай), BORCHE (Китай), JONWAI (Тайвань), JSW (Япония), из европейцев: Engel (Австрия), Демаг, Арбург, Батенфильд, Краусс-Маффай (Demag, Arburg, Battenfild, Krauss-Maffei, Германия), Бираги, БМБ (Biraghi, BMB, Италия), Хаски (Husky, Канада), Ферроматик (Ferromatik, США), LG (Южная Корея). Подробнее с перечнем производителей машин литья под давлением можно ознакомиться по ссылке Производители ТПА .
На рынке также представлены производители ТПА стран СНГ, такие как Хмельницкий (Украина), Атлант (Белоруссия, читать подробно на форуме), Крассмаш (Россия). Продажей термопласт автоматов на российском рынке занимаются как официальные представители фирм-производителей, так и другие компании. Последние в большей степени занимают нишу секонд-хенд (б/у ТПА). Так до сих пор можно найти предложения о покупке и продаже ТПА Куаси (Kuasy) или Формопласт (Formoplast), выпускавшихся соответственно в социалистической ГДР и Польше. Те же компании, как правило, занимаются и ремонтом подержанных ТПА.

Отдельной прослойкой на рынке (к счастью небольшой) является самодельные термопластавтоматы, которые изготовители называют часто нестандартными именами, например мини-ТПА, домашний термопластавтомат, настольный, гаражный ТПА или автомат термопласт. Такое "оборудование" неэффективно, а часто бывает просто опасно при использовании. Мы не ремондуем пытаться изготовить термопластавтомат своими руками.

Основными параметрами, которые оказывают наиболее сильное влияние на конструкцию и технико-экономические характеристики машин и которые необходимы для разработки универсальной и специальной конструкций машины литья под давленим, являются: объем впрыска за цикл (объем отливки), объемная скорость впрыска (время впрыска), давление литья, площадь литья, усилия запирания и раскрытия формы, ход подвижной плиты, максимальное расстояние между плитами, жесткость, быстроходность, пластикационная способность и диапазон температур инжекционного цилиндра.
Основные характеристики современных термопластавтоматов
1. Усилие запирания формы.
Это основной критерий для выбора ТПА в настоящее время в России. Величина усилия смыкания обычно выносится производителем термопласт автоматов в маркировку каждого конкретного ТПА. Этим обстоятельством сильно злоупотребляют азиатские производители, завышая, как правило, номинальное значение усилия запирания своих машин. Усилие запирания – усилие, необходимое для запирания формы, определяется площадью литья и распределением давления в форме в процессе ее заполнения или выдержки полимера под давлением. Это усилие должно быть равным усилию, возникающему в форме при литье, или быть больше него. Несоблюдение этого условия приводит к тому, что форма раскрывается, образуется облой и масса, а также размеры изделий увеличиваются, что недопустимо в свете современных требований к качеству и экономичности процесса литья.При увеличении площади литья возникает необходимость в повышении усилия, требуемого для запирания формы. Необходимое усилие запирания формы зависит от технологии литья, технологических свойств полимера и многих других факторов процесса литья. При работе на машинах с небольшим усилием запирания можно получать детали высокого качества только при наличии специальных режимов (со сбросом давления) и при высокой культуре производства, а также при применении специальных технологий литья под давлением, таких как литье со вспенивателями, литье с газом. Усилие запирания формы определяет конструкцию механизма смыкания термопластавтомата. Невозможность достичь сколько либо приемлимых показателей усилия запирания - одна из главных причин неудач любителей мастерить термопластавтомат своими руками.
2. Объем впрыска ТПА
. Объем впрыска (и как следствие масса впрыскиваемого полимерного материала) – также важнейшая техническая характеристика для выбора ТПА. В настоящее время выпускают литьевые машины с самым разнообразным объемом впрыска – от долей куб см до нескольких десятком дм куб. Несмотря на то, что сотни различных по типоразмерам литьевых машин выпускаются большим количеством производителей термопластавтоматов, трудно установить предпочтительный объем впрыска за цикл. Современная машина литья под давлением может обладать любым произвольным номинальным объемом впрыска. Каждый изготовитель производит литьевые машины нескольких типоразмеров, отличающихся между собой объемом впрыска (ряд машин, линейка ТПА).Для отечественных литьевых машин в 20 веке был принят коэффициент, равный 2. Машины имели следующие номинальные объемы впрыска за цикл: 8, 16, 32, 63, 125, 500, 1000, 2000, 4000, 8000 куб см. Большинство ТПА в СССР выпускались на Хмельницком либо на Одесском заводах (настоящая территория Украины). В настоящее время нет какого либо жесткого стандарта на величины объема впрыска ТПА. Особую сумятицу в этот вопрос вносят многочисленные азиатские производители термопластавтоматов.
3. Расстояние между плитами и ход подвижной плиты.
Расстояние между плитами и ход подвижной плиты зависят от ассортимента отливаемых изделий. Максимальное расстояние между плитами и ход подвижной плиты определяют максимальную высоту формы и, следовательно, высоту изделия, которую можно получить на данной машине.Расстояние между плитами можно регулировать в достаточно широких пределах, которые выбираются производителем литьевых машин. Как правило, на современных ТПА, максимально возможная величина высоты прессформы больше минимальной высоты примерно в 2,5 раза. При оптимальных значениях расстояний между плитами ТПА снижается масса формы, облегчается ее эксплуатация, отпадает необходимость в использовании специальных дополнительных плит в формах и т. д.
Ход подвижной плиты и максимальное расстояние между плитами связаны между собой; от их значения в определенной степени зависит конструкция термопластавтомата. Например, ход влияет на длину рычагов и условия их работы в гидромеханических конструкциях механизма смыкания и запирания ТПА; от хода плиты зависят длина гидроцилиндра, размеры некоторых вспомогательных механизмов. Для регулирования расстояния между плитами можно использовать различные механизмы. Выбор конструкции этих механизмов зависит от этого расстояния и от предпочтений производителей термопластавтоматов и их ноу-хау.
4. Расстояние между колоннами.
Эти расстояния, а особенно горизонтальное расстояние между колоннами термопластавтомата, также немаловажны при правильном выборе необходимого ТПА. Прежде всего, эти расстояния лимитируют максимальные размеры литьевых форм, а также наличие некоторых элементов их конструкций (например наличие гидростержней).Конструкции узлов смыкания литьевых машин отличаются по числу и расположению колонн. На машинах с небольшим объемом впрыска за цикл прессовые узлы иногда имеют две колонны, расположенные по горизонтали или по диагонали. Установка литьевых форм и обслуживание машины в этом случае облегчаются. Однако, как правило, узлы смыкания современных ТПА имеют четыре колонны.
На современных машинах с номинальным объемом впрыска до 1000 см3 соотношение между площадью литья и площадью плиты между колоннами (рабочей площадью) составляет в среднем 30-60 %. Отношение полезной площади (площади литья) к общей площади плит колеблется от 12 до 25 %.
5. Объемная скорость впрыска
. Значение объемной скорости впрыска материала определяет скорость, с которой полимер заполняет форму, а следовательно, гидродинамику (потери давления) и термодинамику (величину охлажденного слоя, образующегося при заполнении полимером формы, понижение температуры текущего полимера) процесса литья под давлением. Объемная скорость впрыска – важнейший параметр для получения качественных изделий при литье пластмасс (вновь отметим, что когда мы пытаемся сделать термопластавтомат своими руками, ни о какой стабильной скорости вкпыска не может идти речь). Этот параметр влияет также на механодеструкцию полимера, протекающую при заполнении формы. В связи с этим объемная скорость впрыска должна быть такой, чтобы:1) для заполнения литниковой системы (при наличии такой системы) и полости формы требовались сравнительно небольшое давление литья (для этого скорость впрыска не должна быть, с одной стороны, слишком большой, чтобы при заполнении не возникали большие напряжения сдвига и, следовательно, большие потери давления, и, с другой стороны, слишком малой, чтобы при заполнении не образовался большой охлажденный слой полимера и значительно понизилась температура текущего расплава, так как в противном случае возникают большие потери давления), причем форма должна заполняться с постоянной объемной скоростью течения;
2) формировалась структура полимерного материала изделий, обеспечивающая удовлетворительные показатели качества;
3) не произошла существенная механодеструкция полимера.
Для изготовления тонкостенных изделий (толщиной 0,2—1 мм) требуются высокие скорости впрыска. Такая машина литья под давлением может быть снабжена специальными аккумуляторами впрыска, обычно азотными. Регулирование объемной скорости впрыска осуществляется при помощи современных систем автоматики изменением расхода рабочей жидкости в гидросистеме ТПА (при применении гидравлических термопластавтоматов).
На технико-экономические показатели машины и, особенно, на ее технические возможности существенно влияет конструкция привода узла впрыска. Однако, конструкция привода узла впрыска зависит от заданной объемной скорости впрыска. Объемная скорость впрыска – один из важных факторов, определяющих энергоемкость машины.
6. Давление литья.
Давление литья, необходимое для заполнения полости формы и литниковой системы (при наличии), устанавливают в гидроприводе гидравлического автомата. Термопласт обладает гидраслическим сопротивлением. Значение давления литья определяют в каждом конкретном случае, учитывая конструкцию формы и изделия, свойства перерабатываемого полимерного материала, технологические особенности переработки. Давление литья оказывает влияние на качество получаемых изделий.Давление, необходимое для заполнения формы, зависит от времени впрыска. Высокие давления впрыска требуются при литье тонкостенных изделий из полимеров большой вязкости. Однако давление выдержки (при выдержке полимера в форме под внешним давлением), при котором получают изделия хорошего качества, как правило намного меньше давления литья. Для основных крупнотоннажных полимеров оно равно примерно 25—50 МПа.
Параметром машины служит максимальное давление (давление литья), необходимое для заполнения формы, а не для последующей выдержки под давлением, хотя бывают исключения. На современных машинах давление литья равно 60—200 МПа.
Существенные различия в давлениях литья на современных литьевых машинах определяются многообразием используемых конструкций форм и различием в свойствах перерабатываемых полимеров. Для переработки большинства полимеров на термопластавтоматах с предварительной пластикацией достаточным является давление до 100 МПа, для переработки высоковязких полимеров в тонкостенные детали, а также для формования реактопластов как правило необходимо давление 120—200 МПа.
7. Площадь литья
. Площадью литья называют проекцию поверхности детали на плоскость разъема прессформы. Для многогнездных (многоместных) литьевых форм это – сумма площадей проекций всех деталей в форме плюс площадь проекции литниковой системы (для холодно канальных прессформ). Площадь литья является одним из основных параметров термопластавтомата. Этот параметр оказывает влияние на усилие, необходимое для запирания форм, на габаритные размеры плит ТПА, а, следовательно и, на цену литьевой машины.Увеличение площади литья повышает универсальность термопластавтомата, но ухудшает его экономические показатели.Площадь литья определяет размеры плит, которые оказывают заметное влияние на массу машины.
Формы закрепляют на плитах с помощью резьбовых отверстий или продольных пазов, различным образом расположенных на плитах. Пазы являются устаревшим элементом конструкции, широко использовавшимся на ТПА марки КуаСи (ГДР). Они, как правило, создают большие удобства для закрепления форм и, кроме того, уменьшают размеры плит. Однако при наличии пазов увеличивается толщина плит приблизительно на 40—50 мм и повышается их масса, особенно на крупных машинах. Поэтому в настоящее время для крепления форм к плитам ТПА применяют резьбовые соединения. Расположение крепежных отверстий, пазов и размеры центрирующих отверстий машины литья под давлением должны быть такими, чтобы была возможность перестановки форм на различные машины. Расположение колонн определяет способ установки форм и возможность более полного использования площади плит.
8. Пластикационная способность
. Под пластикационной способностью ТПА понимают производительность, которую может обеспечить инжекционный цилиндр по расплавленному полимеру (как правило по полистиролу). Задаваемая продолжительность пластикации в реальных производственных условиях зависит от продолжительности времени охлаждения детали в прессформе до заданной температуры, которое, в свою очередь, зависит от свойств перерабатываемого полимера, толщины изделия, режима переработки, задаваемых параметров качества изделия. Поэтому фактическая пластикационная способность машины — величина условная и переменная. В технической документации для термопластавтоматов и каталогах на ТПА обычно приводят пластикационную способность по полистиролу при максимальной частоте вращения шнека и температуре инжекционного цилиндра 190—220 °С.Под производительностью литьевых машин понимают количество полимера, переработанного в изделия за единицу времени. На производительность влияют длительность цикла литья, эффективный фонд времени работы машины и объем впрыска за цикл.
9. Быстроходность
. Быстроходность машины определяется количеством холостых (сухих) циклов в единицу времени. Параметр определят сравнительную способность ТПА конкретного производителя и модели к использованию в условиях необходимости производства тонкостенных изделий с короткими циклами (2-10 сек). Быстроходные термопластавтоматы применяются как правило в индустрии упаковки. В современных условиях производства упаковочных материалов именно такие стадии литьевого цикла, как смыкание, размыкание формы и выталкивание изделий, являются определяющими.И в конце статьи отметим - пытаться изготовить термопластавтомат своими руками - вредно и опасно! Удачи!
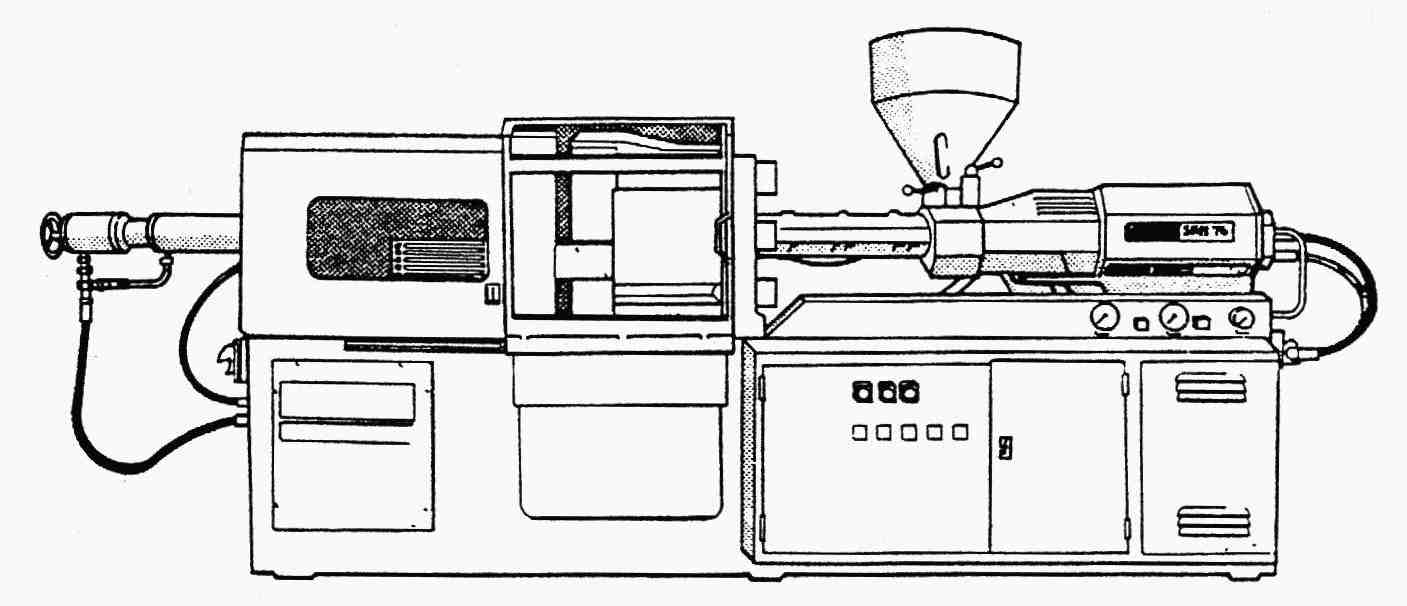
У горизонтального термопластавтомата схема выглядит как жёсткая тяжёлая рама, на которой последовательно установлены функциональные блоки и устройства. Под рамой размещается электродвигатель и насосный блок, трубопроводы высокого и низкого давления. С одной стороны машины находится привод, которым регулируется осевое движение шнека в материальном цилиндре с сырьём, установленном ближе к центру рамы. При вращении шнека сырьё уплотняется, нагревается, размягчается, чему так же способствуют зонные электронагреватели, и накапливается в зоне форсунки. После перехода сырья в жидкое агрегатное состояние, оно впрыскивается в пресс-форму, находящуюся в противоположной от привода части машины.
Отличие от вертикальных ТПА
От вертикальной модификации горизонтальный термопластавтомат отличается ориентацией корпуса, взаимным расположением осей рабочих узлов и литьевого оборудования. У горизонтальной машины узлы смыкания и впрыска расположены по одной оси параллельно плоскости основания, а у вертикальной – друг над другом. Вертикальный ТПА гораздо компактнее по занимаемой площади, а у горизонтального термопластавтомата мощность и производительность выше, лучше ремонтопригодность и надёжность, проще автоматизация и удобнее обслуживание.
Спектр получаемой продукции
У горизонтального термопластавтомата продукция имеет самое широкое применение, поскольку он может создавать фактически любые, в том числе крупные изделия из пластмасс. На машинах данного типа производят:
- рулевые колёса, торпедо, дверные панели и множество других элементов для автомобилей;
- пластиковые компоненты для мото- и велотехники;
- детали судов, самолётов и т.д.;
- корпуса и компоненты для электроники и бытовой техники;
- сантехнику: ванны, душевые кабины;
- мебель: столы, стулья и т.п.;
- элементы отделки и оснащения зданий;
- игрушки;
- посуду;
- части электро- и ручных инструментов;
- упаковку для пищевых продуктов: контейнеры и проч.;
- электроарматуру, розетки, плафоны для светильников,
- лопаты для уборки снега, ящики и ёмкости;
- всевозможную оснастку и приспособления для всех сфер деятельности человека.
Так же используют горизонтальный термопластавтомат для литья пластиковых изделий с очень большими габаритами.
Что влияет на производительность горизонтальных ТПА
Высокая производительность горизонтального термопластавтомата обусловлена его пластикационной способностью и мощностью. Первый параметр определяется объёмом и массой сырья, которую машина способна перевести в расплав и впрыснуть в пресс-форму за единицу времени. Скорость расплава и впрыска, а так же давление литья, в свою очередь, зависят от мощности. Ещё один момент, влияющий на производительность горизонтальных ТПА – это время цикла формования конечного изделия, которое благодаря высокоэффективным каналам охлаждения пресс-формы происходит достаточно быстро.
Классификация горизонтальных ТПА
У всех горизонтальных термопластавтоматов принцип работы и конструкция очень схожи, поэтому классифицировать этот тип литьевых машин можно с определённой степенью условности. При их классификации обычно учитывают массу и объём впрыска, усилие смыкания пресс-форм.
- Величина усилия смыкания обычно указывается в маркировочной табличке, расположенной на корпусе машины. У горизонтальных аппаратов она колеблется в диапазоне от 35 до 5000 тонн, есть и более мощные литьевые машины.
- Масса впрыска – важный параметр горизонтального ТПА, поскольку от него зависит, какое по массе пластиковое изделие можно изготовить на машине. В данном случае следует учитывать плотность, вес и плотность перерабатываемого материала.
- Ещё одна важная для классификации термопластавтомата характеристика – объём впрыска (объём отливки за один цикл), который колеблется в пределах от 30 до 30000 см3.
На что ориентироваться при выборе ТПА?
Выбор параметров ТПА осуществляется, исходя из задач пользователя. Вместе с тем поскольку горизонтальные ТПА являются универсальными, при подборе есть смысл учесть возможность расширения ассортимента производимой продукции и рентабельность эксплуатации машины в целом. С этой целью следует обращать внимание на:
- габариты, массу и количество гнёзд пресс-формы с перспективой её замены на другую;
- сырье, с которым работает автомат – чем больше видов, тем лучше;
- скорость работы машины и её производительность зависит от производимого изделия
- удобство эксплуатации и обслуживания, а также тип потребляемого энергоносителя.
Какое сырьё используется для литья на горизонтальных ТПА
Специфика устройства термопластавтомата обеспечивает ему универсальность по видам перерабатываемого сырья. Виды используемого сырья – термопластичные гранулы ПЭ, ПП, АБС, ПС, ПЭТ и др., которые в производстве используются максимально широко.
Таким образом, при выборе термопластавтомата обязательно необходимо учитывать все составляющие и не забывать, что грамотный специалист способен подобрать решение, которое будет отвечать задаче самого производства и помогать осуществлять процесс изготовления изделий с наибольшей эффективностью.
Применяемое оборудование

EDIS DL 1600/1800/2500/3000
Высокоэффективная серия Super Large имеет компактные размеры и компоновку, позволяя экономить пространство

EDIA Small 80/120/150/200 (Китай)
Подходит для литья тонкостенных изделий за счет модернизированного блока питания и системы контроллеров, позволяющих получать скорость впрыска до 300 мм/с.

Пресс-формы для литья пластмасс
Изготовление горячеканальных и холодноканальных пресс-форм для литья пластмасс. Гарантия 1 млн смыканий.
Получить коммерческое
предложение
Заполните простую форму или позвоните по телефону. Наши специалисты подробно проконсультируют вас

Инжекционно-литьевая машина (Термопластавтомат) используется для изготовления изделий из термопластичных материалов: полистирола, полиэтилена, нейлона, полипропилена, АВS и т.д. После пластикации сырья в экструдере, расплав под давлением
впрыскивается в установленную охлаждаемую форму, таким образом, путем замены формы можно изготавливать требуемую продукцию.
цена: 2770000 руб.
ПОДРОБНОЕ ОПИСАНИЕ
1. Общие сведения
Завод-изготовитель:
Китай, г. Нинбо, «Ningbo Intel Plast Machinery Manufacturing Co., Ltd»
2. Описание оборудования
Инжекционно-литьевая машина (Термопластавтомат) используется для изготовления изделий из термопластичных материалов: полистирола, полиэтилена, нейлона, полипропилена, АВS и т.д.
После пластикации сырья в экструдере, расплав под давлением впрыскивается в установленную охлаждаемую форму, таким образом, путем замены формы можно изготавливать требуемую продукцию. ТПА состоит из следующих частей: экструдера, узла смыкания формы, гидравлической системы, станины, охлаждающей система и т.д. Главными механическими частями являются две: экструдер и узел смыкания формы. Остальные части состоят из типовых и стандартных деталей. Ключевые детали, связанные с обработкой пластика - шнек,материальный цилиндр, изготовлены из азотированной высокопрочной стали, стойкой к механическому износу и высокой коррозийной устойчивостью, большим сроком службы. В экструдере используется: бесступенчатый низкоскоростной гидромотор с высоким моментом, непосредственно вращающим шнек; два гидроцилиндра для впрыска пластиката. В узле смыкания применена пятишарнирная схема с гидравлическим приводом, которая создает необходимое усилие смыкания формы, работает стабильно и надежно. В ТПА использованы рычаги высокой прочности и шарниры извысококачественной стали. Высота формы регулируется вращением гидромотором гаек через зубчатую передачу с центральной шестерней.
Управление ТПА простое, удобное, безопасное. Равномерность силы четырех рычагов отрегулировано на заводе-изготовителе во время производства ТПА. Пользователь ТПА не должен регулировать рычаги во избежание поломки из-за неравномерности прилагаемых к ним сил. Гидравлическая система ТПА многофункциональна и может настраиваться в широком диапазоне. В процессе работы ТПА издает мало шума, стабилен, потребляет мало энергии.
Наличие централизованной системы принудительной смазки гарантирует наилучшие условия и длительную работу шарниров узла смыкания. Наличие трех систем безопасности – механической, гидравлической и электрической – обеспечивают безопасность работы. Предусмотрены три вида управления ТПА: ручное, полуавтоматическое и автоматическое управление.
Кроме того, литьем под давлением производят изделия армированные, гибридные, полые, многоцветные, из вспенивающихся пластиков и др. Метод позволяет формовать изделия массой от долей грамма до десятков килограммов. Известны примеры производства литьем под давлением деталей механизмов ручных часов (масса 0,006 г), оконных блоков и даже фрагментов ванных комнат с установленной арматурой (масса до 150 кг).
Органической особенностью метода является его цикличность, что, в общем, сдерживает производительность этого процесса, по сравнению с непрерывными технологиями. Принципиально, суть технологии литья под давлением состоит в следующем (рис. 1). Расплав полимера подготовлен и накоплен (l = пот) в материальном цилиндре литьевой машины (в данном случае — червячного типа) к дальнейшей подаче в сомкнутую форму (позиция а). Далее, материальный цилиндр смыкается с узлом формы, а пластикатор (в данном случае — невращающийся червяк) осевым движением со скоростью Voc перемещает расплав в форму (позиция б). В результате осевого движения червяка форма заполняется расплавом полимерного материала, а пластикатор смещается в крайнее левое (на рисунке) положение (позиция в, l= 0). Далее расплав в форме застывает (или отверждается — в случае реактопластов) с образованием твердого изделия (позиция г).
Материальный цилиндр продолжает оставаться в сомкнутом с системой формы положении. В этой ситуации червяк начинает вращаться с Vч = пот, подготавливает и транспортирует расплав в переднюю зону материального цилиндра и при этом отодвигается назад. После накопления требуемого объема расплава (расстояние l = пот) вращение червяка прекращается (Vч = 0). Он занимает исходное к дальнейшим действиям положение. После завершения процесса затвердевания (отверждения) пластмассы форма размыкается, и изделие удаляется из нее (позиция д). Для облегчения съема изделия материальный цилиндр может к этому моменту отодвинуться от узла формы. Далее цикл литья под давлением повторяется.
Из изложенного следует ряд принципиальных положений, которые определяют не только технологию процесса, но и устройство оборудования и оснастки. К ним относятся следующие:
1. Конструкция литьевой машины обязательно включает: блок подготовки расплава и его подачи в форму (инжекционный узел); блок запирания (и размыкания) формы в виде прессового устройства с ползуном (узел смыкания); блок привода, обеспечивающего все виды движения подвижных устройств оборудования и оснастки; устройство управления литьевой машиной, реализующее требуемую последовательность взаимодействия блоков, силовых и кинематических узлов, а также температурные, скоростные, нагрузочные параметры, обеспечивающие оптимальный режим работы оборудования.
2. Литьевые машины являются сложными и недешевыми устройствами, насыщенными современными техническими решениями.
3. Применение литьевых машин для реализации технологии литья под давлением требует квалифицированного технико-экономического обоснования, главные элементы которого: крупнотиражность и геометрическая сложность изделия, доступность и достаточность по технологическим, физико-механическим и эксплуатационным свойствам полимерного материала, выбранного для производства.
Рис. 1 Принципиальная схема процесса литья под давлением
Современные литьевые машины (ЛМ) представляют собой сложные технические устройства, оснащенные разнообразными средствами автоматизированного управле¬ния параметрами технологического процесса. Нередко их называют термопластавтоматами (ТПА) или реактопластавтоматами (РПА) в зависимости от вида основного перерабатываемого материала.
Конструкции литьевых машин весьма разнообразны. Основными классификационными признаками ЛМ являются усилие запирания формы (кН), то есть смыкания формы, создаваемое прессовым блоком, и объем впрыска или мощность, выражаемая числом кубических сантиметров расплава, которые могут быть подготовлены машиной для однократной подачи в литьевую форму. Выпускаемые промышленностью серийные литьевые машины, как правило, объединены в типоразмерные ряды по двум, указанным выше параметрам.
Кроме того, ЛМ подразделяются по технологическим и основным конструктивным признакам:
по способу пластикации – на одно-, двухчервячные, поршневые и червячно-поршневые; по особенностям пластикации – на Л М с совмещенной и раздельной пластикацией (предпластикацией); по количеству пластикаторов – с одним, двумя и более пластикационными узлами; по числу узлов запирания формы (узлов смыкания) – одно-, двух- и многопозиционные (ротационные, карусельные); по конструкции привода – электро- и гидромеханические, электрические; по расположению оси цилиндра узла пластикации и плоскости разъема литьевой формы - горизонтальные, вертикальные, угловые (рис. 2).Рис. 2. Типы литьевых машин
а — горизонтальные;
б — угловые с вертикальной прессовой частью;
в — вертикальные;
г — угловые с горизонтальной прессовой частью
Угловые ЛМ используются для литья крупных изделий с затрудненным извлечением из формы. Возможны два типа таких машин:
— с горизонтальным пластикатором и вертикальным разъемом формы;
— с горизонтальным разъемом формы и вертикальным узлом инжекции. Вертикальные ЛМ наиболее удобны при производстве некрупных, в том числе армированных, деталей (обычно до 0,5 кг) в съемных формах.
Наибольшее распространение получили горизонтальные одночервячные с совмещенной пластикацией ТПА. Они обеспечивают объемы впрыска от 4 см3 до 70 000 см3 при усилии запирания формы от 25 до 60 000 кН. Принципиальная схема такого ТПА представлена на рис. 3.
Все функциональные блоки и устройства ТПА располагаются на жесткой раме (рис. 3, поз. 22). Гранулированный полимерный материал из бункера 1 поступает в материальный цилиндр 2, захватывается вращающимся шнеком 3 и транспортируется в направлении мундштука 8. При этом гранулированный материал нагревается, уплотняется в пробку и под действием тепла от трения о поверхность винтового канала червяка и поверхность цилиндра, а также за счет тепла от наружных зонных электронагревателей 4 пластицируется, то есть расплавляется под давлением, и, пройдя через обратный клапан б, накапливается в зоне дозирования материального цилиндра. Под действием возникающего при этом давления червяк отодвигается вправо, смещая плунжер 25 и хвостовик с имеющимся на нем (условно) концевым выключателем 26. Установкой ответного выключателя на линейке 27 регулируют отход червяка и, следовательно, подготовленный к дальнейшим действиям объем расплава в зоне дозирования и мундштука 8. После срабатывания концевых выключателей 26 и 27 вращение червяка прекращается — требуемая доза расплава подготовлена. Далее, гидроприводом 5 пластикационный, называемый также и инжекционным, узел сдвигается влево до смыкания мундштука с литниковой втулкой, установленной в стойке 9- К этому моменту завершает смыкание частей прессформы 11 я 12 прессовый узел Л М. Он представляет собой, по сути, горизонтальный рычажно-гидравлический пресс, состоящий из задней 17 и передней 9 плит-стоек, соединенных, как правило, четырьмя колоннами 10 и 14, по которым смещается вправо (смыкание) и влево (размыкание) ползун 13. Ползун приводится в движение от рычажно-гидравлического механизма 15, 16.
Рис. 3. Схема термопластавтомата с червячной пластикацией
После приведения всех блоков в исходное состояние создается давление в гидроприводе 25 осевого движения червяка, который, действуя аналогично поршню, инжектирует расплав полимера из материального цилиндра в пресс-форму, где и образуется изделие. Наконечник 7, установленный на червяке, способствует уменьшению образования застойных зон после впрыска. В период формообразования изделия червяк приводится во вращение для подготовки следующего объема впрыска. После охлаждения расплава до заданной температуры форма раскрывается, и изделие с помощью выталкивателей или применением робототехнических устройств удаляется из рабочей зоны литьевой машины.
Все подвижные узлы ЛМ обеспечиваются энергоносителем от главного привода, состоящего из электродвигателя 18, насосного блока 19, установленного в маслосборнике, и системы трубопроводов высокого 20 и низкого 21 давления. Для вращения червяка в данной схеме служит гидродвигатель 24 с зубчатой передачей 23.
К достоинствам машин описанного типа относят высокую производительность, универсальность по видам перерабатываемых материалов, удобство управления и обслуживания, а также надежность в эксплуатации. Определенный недостаток таких ЛМ, впрочем, как и всех термопластавтоматов с совмещенной пластикацией, состоит в существенных потерях при осевом движении червяка от трения материала о стенки цилиндра, что затрудняет достижение высоких скоростей впрыска.
Одночервячные ТПА с усилием запирания от 2500 кН до 4000 кН являются наиболее востребованными машинами. В России подобные ТПА выпускают ГП «Красмашзовод» (г. Красноярск), ОАО «Савма» (г. Кимры), ОАО «Тульский НИТИ» (г. Тула), СП «Сувенир» (г. Ульяновск).
Литература "Производство изделий из полимерных материалов", Профессия 2004

Изделия из полимерного сырья широко распространены, благодаря низкой стоимости, высокой технологичности производства, возможности вторичной переработки.
Для многих видов бизнеса будет выгодно организовать производство продукции из пластика собственными силами, а не закупать их на стороне.
В организации линии по производству изделий из термопластов нет ничего сложного – достаточно приобрести термопластавтомат (один или несколько).
Как устроен ТПА
Термопластавтоматы – это инжекционные литьевые машины, в которых сырье из определенного вида пластмасс нагревается, приводится в жидкое агрегатное состояние, потом под давлением подается в пресс-форму.
Внутренние контуры пресс-формы точно повторяют форму будущего изделия, поэтому полная заливка оснастки полимером означает получение геометрически точных деталей.

Все узлы и агрегаты машины крепятся на стальной раме, от её прочности и жесткости во многом зависит качество получаемой продукции.
Если производитель термопластавтомата экономил сталь, то возникающее напряжение при смыкании пресс-формы гарантированно приведет к перекосу оснастки и появлению брака.
Основные узлы инжекционно-литьевой машины
- Узел впрыска. Материальный цилиндр и шнек – здесь находится расплавленный полимер, с помощью шнека точно выверенный объем сырья впрыскивается в ПФ. Бункер – в нем хранится достаточный объем сырья, для обеспечения непрерывной работы оборудования;
- Гидравлическая система. Масляный бак, гидравлические цилиндры и двигатели, система шлангов – создают необходимое давление в гидравлической системе ТПА, обеспечивая движение основных механизмов машины.
- Узел смыкания (запирания) состоит из мобильных и неподвижных плит, коленно-рычажного механизма (для горизонтальных моделей);
- Система выталкивания позволяет автоматически извлекать готовые изделия из пресс-формы;
- Управляющая электроника – позволяет точно контролировать процесс литья, устанавливая все технологические параметры.
- Основание (станина) служит базой, на которой крепятся все остальные узлы.
Гранулы полимерного сырья нагреваются одновременно за счет нагревательных элементов, установленных на материальном цилиндре, так и за счет тепла, выделяющегося при трении гранул пластика при вращении шнека.
Используемая технологическая оснастка
Качество получаемых на ТПА изделий критически зависит от используемой пресс-формы. Жесткость оснастки и шероховатость внутренней поверхности напрямую влияют на риск появления дефектов на поверхности получаемых отливок. Также важен химический состав используемого для производства ПФ сплава – использование дешевых сплавов стали или алюминия приводят к сокращению её жизненного цикла, увеличивая расходы на подготовку производства.
В зависимости от характеристик используемого сырья, геометрической формы отливаемых деталей, используются либо холодноканальные, либо горячеканальные ПФ. В ряде случаев важно подогревать литниковую систему, поддерживая пластик в жидком состоянии. Это уменьшает процент отходов, обеспечивает лучшую проливаемость пресс-формы.
Читайте также: