
Как поменять сопло на 3d принтере
Обновлено: 19.05.2024

Каждый из нас сталкивался с проблемой засоров сопла экструдера. Пластик просто перестает вытекать из экструдера. Иногда экструдер забивается настолько сильно, что прочистка не помогает. В таком случае нагревательную часть экструдера (далее хотэнд) нужно разобрать и прочистить каждый элемент, или заменить тот, что уже не пригоден к работе.
Как же разобрать Хотэнд?

Нужно нагреть экструдер до температуры близкой к максимальной. Затем мы берем 2 ключа, тем ключом что побольше мы держим нагревательный блок, чтобы он не сдвинулся при раскручивании. А само сопло откручиваем ключем поменьше. Теперь нагрев можно отключить и выкрутить сопло до конца. Далее вооружаемся заранее подготовленным шестигранником и выкручиваем винт, который держит сам нагревательный элемент. Если у вас термистор тоже зажат винтом, его можно высвободить с помощью отвертки. Теперь нагревательный элемент вместе с термистором можно вытащить. Следом идет горловина (термобарьер). Эта деталь обычно выкручивается без проблем даже на холодную. Но если совсем все туго, то можно нагреть и выкрутить, пока пластик, попавший в резьбу, еще мягкий.

Если все плохо, просто поменяйте все необходимые компоненты, но даже у нас в магазине они стоят недорого, запасайтесь ими заранее, пусть у вас всегда будет комплект про запас.
Если загрязнения не такие серьезные, то можно попробовать очистить вручную. К примеру сопло, его можно нагреть и прочистить сверлом соответвующим размером, или тонкой иглой. Снаружи все детали также можно очистить, предварительно нагрев их и очистив сухой салфеткой. Не редко видел, как люди даже зашкуривали верхний слой мелкой наждачкой и заполировывали. Также сопло можно вымочить в растворе. К примеру, если вы печатаете в основном ABS пластиком, то можно замочить его в ацетоне.

Если все датели очищены или замены на новые, то мы готовы к сборке. Собирается экструдер так: вкручиваем сопло в нагревательный блок до конца и откручиваем на пол оборота, затем термобарьер вкручиваем до конца. Устанавливаем все детали на ось принтера, вставляем и закрепляем термопару и термистор. Затем нам нужно нагреть экструдер до той же «около» максимальной. Берем наши ключи, одним держим блок, а вторым закручиваем сопло. Только не перестарайтесь, а то сопло можно сломать. Затягивать нужно до такой степени, чтобы соло не раскрутилось во время работы и был плотный контакт между соплом и термобарьером, именно так мы предотвращаем вытекание пластика из резьбового соединения, и для этого даже не требуются дополнительные средства.
Теперь можно запустить тестовую печать, чтобы проверить, все ли работает как нужно.

После проверки советуем установить на термоблок защитный силиконовый чехол. Так блок будет терять меньше тепла, быстрее нагреваться и, самое главное, более точно отслеживать температуру.

Еще одна причина, по которой нужно заменить сопло 3D-принтера – необходимость печатать быстрее. Сопло большего диаметра позволяет сократить время печати без увеличения скорости печати. Наиболее распространенное сопло с диаметром 0,4 мм, но для более быстрой печати лучше взять сопла с диаметром 0,6 мм или 0,8 мм.
Это приводит к более широкой линии экструзии и большей высоте слоя.
Используя сопло меньшего размера (0,3 мм или 0,2 мм), вы можете повысить качество конечных моделей, но время печати увеличится.
Замена сопла в 3D принтере и устранение протечки
Замена сопел на принтере может оказаться непростой задачей для новичков в 3D-печати.Если сопло не закреплено должным образом в блоке нагревателя, может возникнуть протечка. При замене сопла при комнатной температуре, во время нагревания металлический хотэнд расширяется и сопло расшатывается. Это создает некоторое пространство между соплом и термобарьером, и расплавленная нить может протекать через резьбу. Появляется засор, и в таком случае необходимо разобрать и чистить экструдер.
Если вы будете внимательно следовать данному руководству, вы узнаете, как правильно заменить сопло 3D-принтера и избежать утечек, вызванных неправильным затягиванием.
Если приложить слишком много усилий при затягивании сопла, сорвется резьба в нагревательном блоке, и пластик снова начнет вытекать. Также существует риск вовсе сломать сопло.

Подготовка
Для того, чтобы правильно поменять сопло на вашем 3D принтере, вам нужен набор следующих инструментов:
1. Гаечный ключ или плоскогубцы для удержания нагревательного блока.
2. Ключ головка для сопла.
3. Термостойкие защитные перчатки.
4. Динамометрический ключ (необязательно, но желательно).
Помните, что при замене сопла, очень важно соблюдать осторожность. При работе с горячими деталями возможны ожоги и травмы, поэтому не прикасайтесь к соплу и нагревательному блоку, чтобы избежать этого.
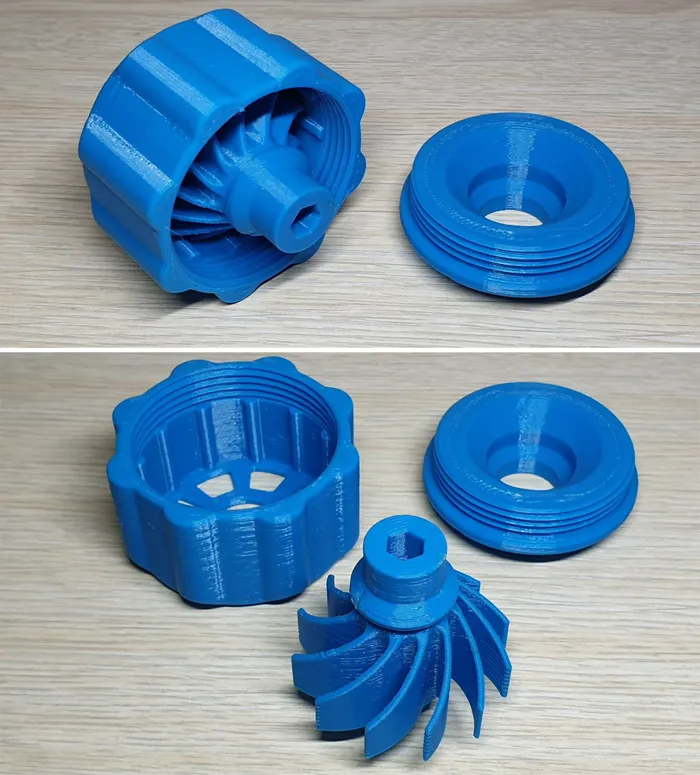
Динамометрический ключ для замены сопла
Очень поможет в замене сопла на принтере динамометрический ключ, который можно напечатать самим. Настоятельно рекомендуем его использовать для получения хороших результатов.
Некоторые специалисты рекомендуют использовать ключ на 1,5 нм, кто-то на 3 нм, опытным путем вычислили, что отлично справляется с задачей ключ на 2 нм.
Бесплатную модель динамометрического ключа вы можете скачать здесь.

Как поменять сопло в 3D принтере?
Чтобы правильно заменить сопло, выполните следующие действия:
· Нагрейте хотенд до максимальной температуры.
Перед тем, как приступить к замене сопла 3D-принтера, нужно нагреть хотенд до максимальной температуры, разрешенной вашим принтером. Обычно для хотэндов, внутри которых есть PTFE-трубка - максимальная температура составляет 260 ° C. Хотя температура выше 240 °C может повредить PTFE-трубку, но этого можно не бояться, пока вы меняете сопло в течение нескольких минут. Если вы используете силиконовую накладку, снимите её перед нагреванием.

· Достаньте пластиковую нить
Когда температура достигнет 130°C для PLA и 150°C для PETG, быстро удалите пластик, чтобы избежать засора. Это не совсем атомная очистка сопла, но поможет вам удалить большую часть нити, что в свою очередь упростит процесс замены сопла.

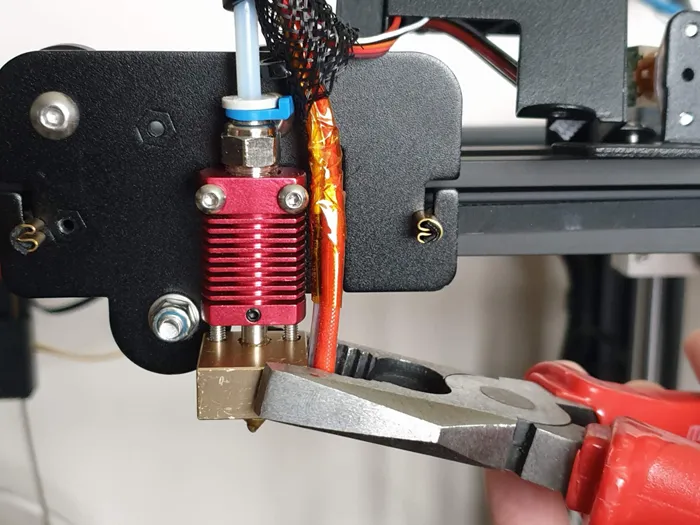
· Откручиваем старое сопло
Теперь, когда в хотэнде установлена максимальная температура, можно переходить к замене сопла.
Возьмите гаечный ключ или плоскогубцы и удерживайте нагревательный блок на месте. Осторожно возьмитесь за него, избегая нагревательного элемента и термистора. Другой рукой начните откручивать сопло.


· Вкрутите новое сопло в нагревательный блок
Если вы используете перчатки, вы можете начать завинчивать сопло руками, а затем выполнить затяжку головкой или динамометрическим ключом.
Если вы не пользуетесь перчатками, вставьте сопло в головку и ввинтите в нагревательный блок. После того, как сопло прикручено, затяните ее еще немного. Не затягивайте слишком сильно, это может привести к повреждению резьбы и сопла и / или нагревательного блока.
Если вы используете рекомендуемый динамометрический ключ, сопло считается правильно затянутым после щелчка гаечного ключа.

Сопло 3D-принтера — небольшая, но крайне важная деталь, от которой зависит, как именно расплавленная пластиковая нить будет формировать печатные слои. Это часть экструдера — блока, ответственного за расплавление и нанесение пластика. Для того, чтобы 3D-печатные изделия имели стабильно высокое качество, необходимо следить за состоянием сопла.

А чтобы быть уверенным в физическом состоянии детали, следует понимать принцип её работы. Читайте статью, из которой вы узнаете, как правильно использовать сопло экструдера.
Содержание
Что такое сопло 3D-принтера

Сопло 3D-принтера — та часть экструдера, через которую расплавленный филамент поступает на печатный стол. От качества, материала и диаметра сопла зависит, какие материалы можно использовать в 3D-принтере и насколько качественной получится пластиковая модель.
На большинстве FDM 3D-принтеров существует возможность менять сопла в зависимости от цели печати. Хотя эти детали относительно универсальные, и не так часто возникает потребность в их замене, пользователю следует разбираться в различных системах и уметь устранять текущие сложности, чтобы избегать сложных проблем в работе экструдера.
Принцип действия сопла
Сопло в 3D-принтере — это небольшой элемент со сквозным отверстием, который ввинчен в нагревательный кубик и является частью хот-энда. Нить филамента поступает в экструдер и попадает в тепловую камеру, где за короткое время происходит плавление материала. К тепловой камере примыкает сопло, через которое жидкий филамент поступает на печатный стол. Когда обсуждают возможности сопла 3D-принтера, учитывают два основных параметра: диаметр отверстия и материал сопла.
Чаще всего используются сопла с диаметром отверстия 0,4 мм из латуни. Латунь — дешевый материал, отлично подходит для печати распространенными пластиками, такими как PLA и ABS. Однако следует учитывать, что при печати “экзотическими” материалами, например — светящимся в темноте PLA или металликами, мягкость латуни может привести к проблемам в печати.

Из-за непрерывной экструзии филамента, содержащего твердые частицы, внутренние каналы сопла шлифуются, протачиваются, и постепенно сопло приходит в негодность. Это приводит к снижению однородности поступающего из сопла расплавленного пластика, что, в свою очередь, влияет на качество 3D-печати. Для печати материалами с повышенной абразивностью или высокой температурой плавления предпочтительны сопла из более твердых материалов.
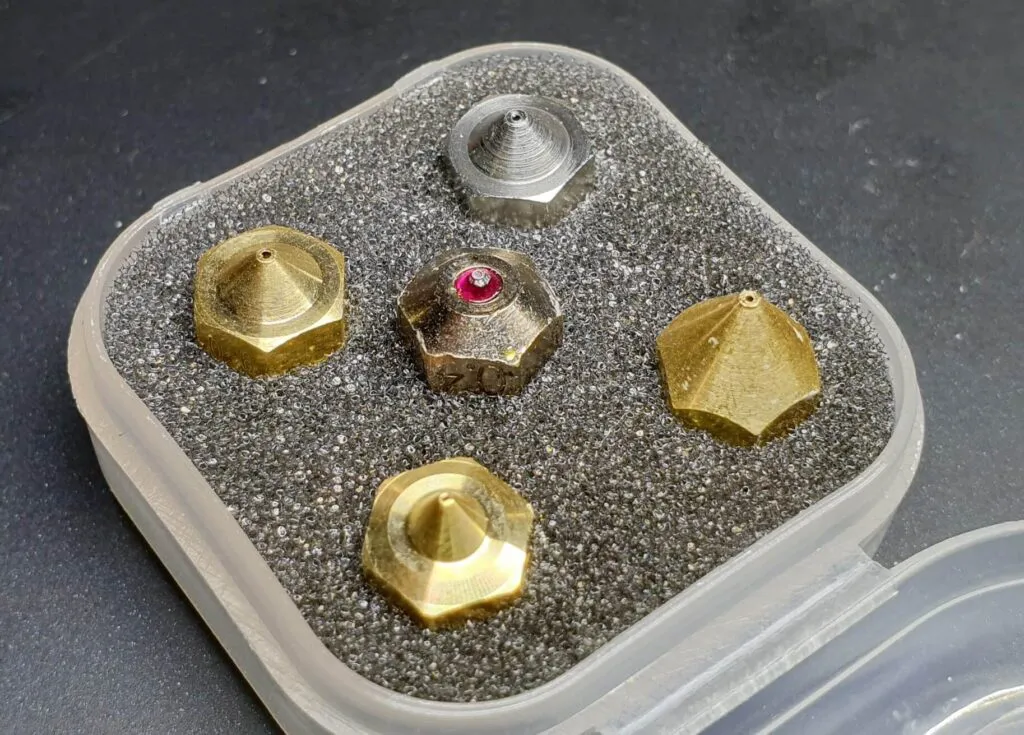
Материалы сопла
Латунь

Дешевые и простые в изготовлении, латунные сопла — эффективные решения для настольных 3D-принтеров. Латунь — самый мягкий из всех используемых для изготовления этой детали материалов. Металл легко обрабатывать, это дешевый и доступный материал, что и обуславливает его распространение.

Особенности латунного сопла:
Устойчивость к коррозии;
Низкая стойкость к истиранию;
Оптимальное применение: «мягкие» пластиковые нити, такие как PLA, ABS и PETG; нити, не содержащие добавок.
Сопло из нержавеющей стали

На некоторых 3D-принтерах по умолчанию установлены сопла из нержавеющей стали. Этот материал тверже латуни. Использование сопла из нержавеющей стали позволяет печатать армированными филаментами, усиленными такими твердыми частицами, как углеродное волокно и металл. Даже на протяжении длительного периода времени не возникнет эрозия сопла и, соответственно, не ухудшится качество печати.
Недостатком стали, по сравнению с латунью, является её низкая теплопроводность. Это может привести к нестабильной скорости экструзии нити, особенно при больших размерах сопла.
Особенности нержавеющего сопла:
Устойчивость к коррозии;
Высокая стойкость к истиранию;
Оптимальное применение: печать пластиками, содержащими твердые добавки.
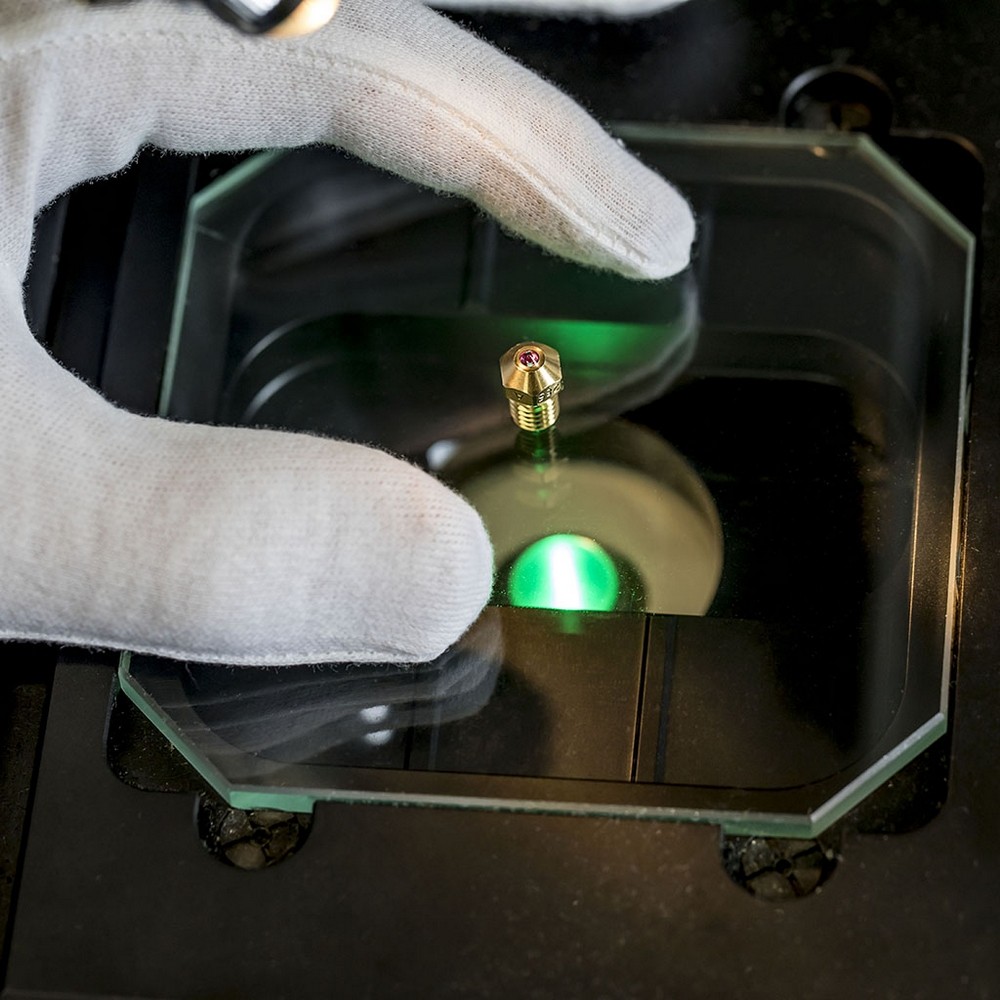
Сопло из рубина
На рынке 3D-принтеров появляются альтернативные разработки. Одной из них является сопло Olsson Ruby. Разработанный Андерсом Олссоном, инженером-исследователем из Уппсальского университета в Швеции, этот тип сопла был предназначен для эксперимента по 3D-печати содержащими карбид бора филаментами — после использования всего одного килограмма такого пластика стандартные латунные и стальные сопла приходили в негодность.

Олссон создал Olsson Ruby. Это сопло из латуни с рубиновым наконечником — оно сохраняет теплопроводность латуни и обладает исключительной стойкостью к истиранию. Пока такое решение чрезвычайно дорого, поэтому рубиновое сопло не нашло широкого распространения, существует мало данных относительно производительности детали при длительном использовании.
Особенности рубинового сопла:
Устойчивость к коррозии;
Исключительная стойкость к истиранию;
Оптимальное применение: печать высокоабразивными материалами.
Сопло из карбида вольфрама

Еще одна новинка на рынке — сопло для 3D-принтера из карбида вольфрама. Эту деталь производит канадская компания DyzeDesign. Идея была заимствована из тяжелой горнодобывающей промышленности, где керамика из соединений вольфрама используется для резки металлов и бурения горных пород. Карбид вольфрама сочетает в себе твердость, стойкость к истиранию и высокую теплопроводность. Изначально проект был представлен на Kickstarter, а теперь приобрести такое сопло можно на сайте производителя. Сопло из карбида вольфрама стоит дешевле, чем Olsson Ruby, но всё равно существенно дороже латунных и стальных. Соответственно, рекомендовать покупку можно только для случаев, где доказана неэффективность стандартных сопел.

Особенности сопла из карбида вольфрама:
Высокая стойкость к истиранию;
Устойчивость к коррозии;
Оптимальное применение: печать высокоабразивными материалами.
Размеры сопла

Диаметр сопла влияет на степень детализации напечатанных объектов, определяя не только ширину линий, но и рекомендуемую высоту слоя. При печати с использованием сопла для 3D-принтера с диаметром отверстия 0,15 мм можно достичь более высокого разрешения по осям X и Y (по сравнению со стандартным соплом 0,4 мм). В теории, более тонкие линии позволяют точнее создать острые углы, однако такой результат будет получен только на хорошо откалиброванном 3D-принтере, так как зависит от работы его механики.
Для оптимального качества печати следует установить высоту слоя на уровне 25-50% диаметра сопла. Это обеспечивает лучшее сцепление между напечатанными слоями. Например, со стандартным соплом для 3D-принтера в 0,4 мм рекомендуется печатать с высотой слоя 0,1–0,2 мм. Для получения качественного результата при печати сверхтонких слоев, высотой менее 0,05 мм, потребуется сопло 3D-принтера диаметром 0,2 мм.
К недостаткам использования сопла меньшего диаметра можно отнести:
высокую вероятность засорения,
существенное увеличение времени печати, т.к. печатающей головке требуется большее количество проходов, чтобы покрыть такое же расстояние, которое большее сопло выполняет за меньшее количество ходов.
Сопла увеличенного диаметра также имеют свои достоинства и недостатки. Применение сопла с диаметром отверстия 0,8 мм может даже улучшить результат печати, если печатаемая модель не подразумевает высокой детализации. Более широкая экструзия сокращает время печати: например, на печать стенки толщиной 0,8 мм потребуется половина времени, необходимого для печати стенки в две линии с 0,4 мм.
При экструзии увеличенного диаметра слои лучше склеиваются, что повышает прочность напечатанных изделий. Указанные преимущества позволяют использовать большие сопла для быстрого прототипирования, когда точность мелких деталей не имеет большого значения.
Обратная сторона использования сопел с большим диаметром отверстия — снижение разрешения. Более толстые линии экструдированного пластика не способны передать мелкие детали в точности.
Итого
От правильного выбора сопла для 3D-принтера зависит качество и скорость 3D-печати, и тут под качеством мы подразумеваем как детализацию и точность пластиковой модели, так и ее структурную прочность. Практически 99% 3D-принтеров оснащены латунными или стальными соплами, но в последние годы исследовательские компании выпускают детали из альтернативных материалов, увеличивающие возможности 3D-печати.
Купите сопла для 3D-принтера в Top 3D Shop — приобретите качественные комплектующие от проверенных поставщиков, с гарантией и техподдержкой.
Всем добрый день! C вами компания 3Dtool. Сегодня мы достанем из своих белых халатов, немного опыта и поделимся им с вами. Может кто-то уже практикует подобные трюки, но возможно кому то это будет полезно.
Как-то раз была поставлена задача напечатать на 3D принтере Hercules Strong 17 автомобильный диск диаметром 9,5 мм, соплом диаметром 0,3 мм, пластиком ABS и PLA.
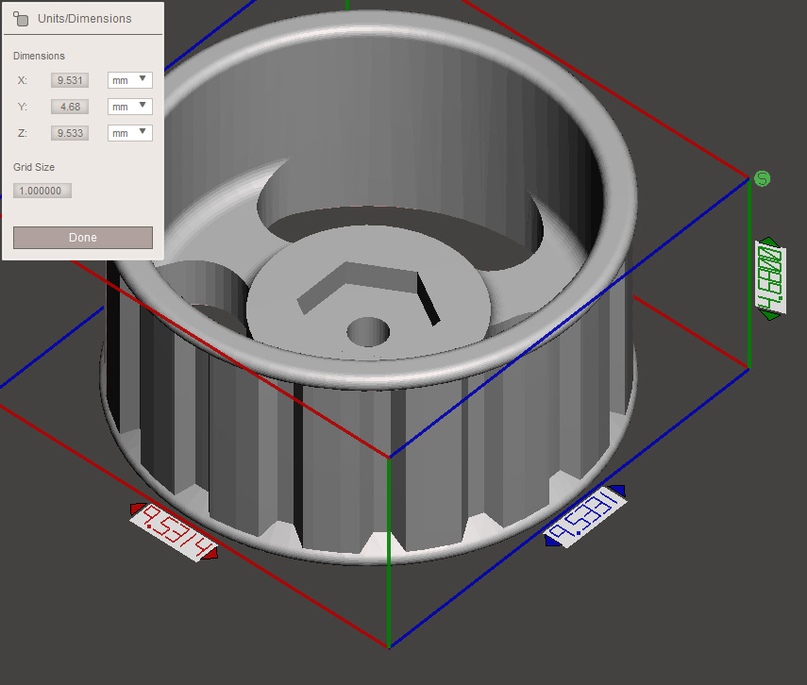
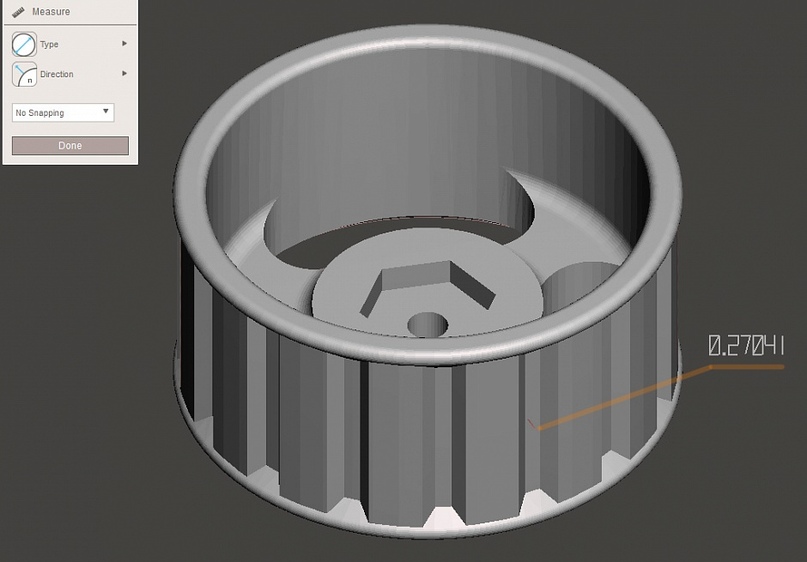
Что тут думать, мы быстренько смасштабировали имеющееся уже популярное колесо, видавшее дожди Амстердама и получили очень неожиданный параметр. Толщина стенки получилась 0.27041 мм, а это немного меньше диаметра сопла, которое установлено на принтере, так что. «Упс».
Было решено, что просто поменять сопло на 0.2 это для слабаков.
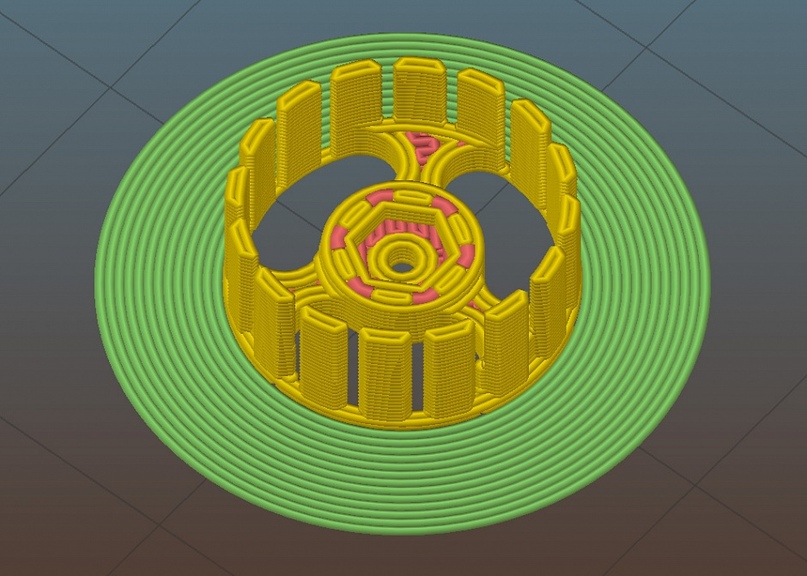
Если просчитать код на стандартных настройках для сопла диаметром 0,3 мм, получаем такой результат — Slic3r в упор не замечает стенок, толщина которых меньше ширины экструзии —получаются дыры.
Как нормальные специалисты, первое что приходит в голову это поменять ширину экструзии. Меняем на 0,2 мм.
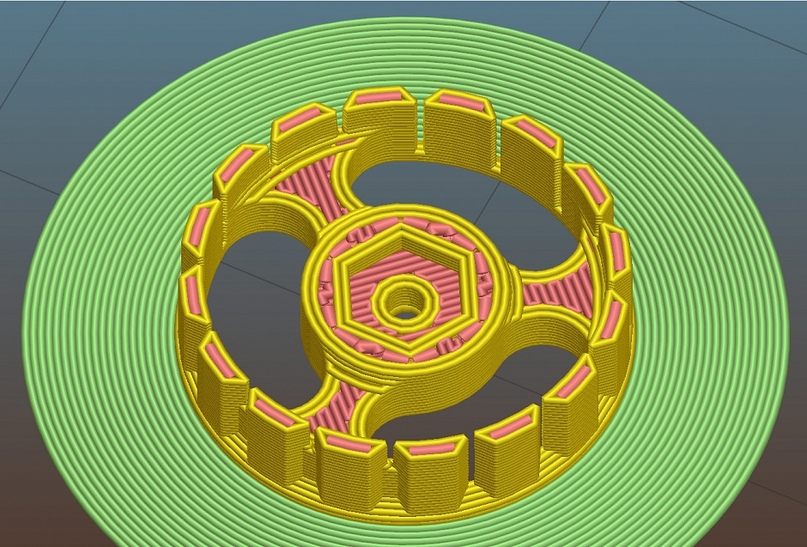
Говорится да, фунт никчемности, грамм результата. И тут начинается криминал: изменим ширину экструзии на периметрах на 0,17 мм.
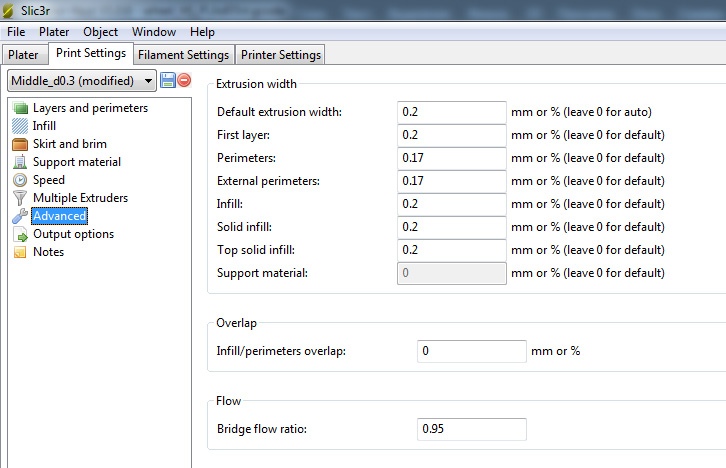
Slic3r (как законопослушный малый) проложил по одному периметру с обеих сторон стенки в тех местах, где были пустоты.
Параметр Оverlap отключаем. Активация этого параметра позволяет периметрам и заливке более плотно спаиваться между собой, за счёт того, что Slic3r добавляет к значению ширины экструзии еще пластика (в зависимости от значения, которое выставлено в overlap). У нас и так все плотно на периметрах + слой в 50 микрон, если активировать overlap, получатся переливы.

Температура
Во время печати такой мелочи, экструдер все время находится над деталью. Низкое значение ширины экструзии не позволяет увеличивать скорость больше, чем 15-20 мм/с, дабы избежать обрыва экструзии и “сырных дыр”. Поэтому велика вероятность перегреть деталь. Никто не хочет соскребать со стола неликвид. Поэтому снижаем температуру экструдера до 185-190 градусов (PLA BF), обдув настроен на 80% мощности.
Для ABS. Снижаем температуру до 210 градусов, включаем обдув на 5%.
Результат
Было бы наивно рассказывать, а вам верить во все вышеописанные байки, не показав отпечатанных деталей. Давайте посмотрим на результат.
Некоторые энтузиасты 3D-печати любят экспериментировать с настройками устройства и материалами. Таким образом, crazyfilament рассказал о своих фантастических экспериментах с филаментом в интервью с Gambody. И в случае, если вы собираетесь добавить какие-либо обновления к вашему TEVO Tornado, Creality CR-10, Ultimaker или другой машине, удобно узнать о замене форсунок. Гамбоди решил поделиться простым руководством о том, как заменить насадку на 3D-принтере с 0,4 мм до 0,8 мм.
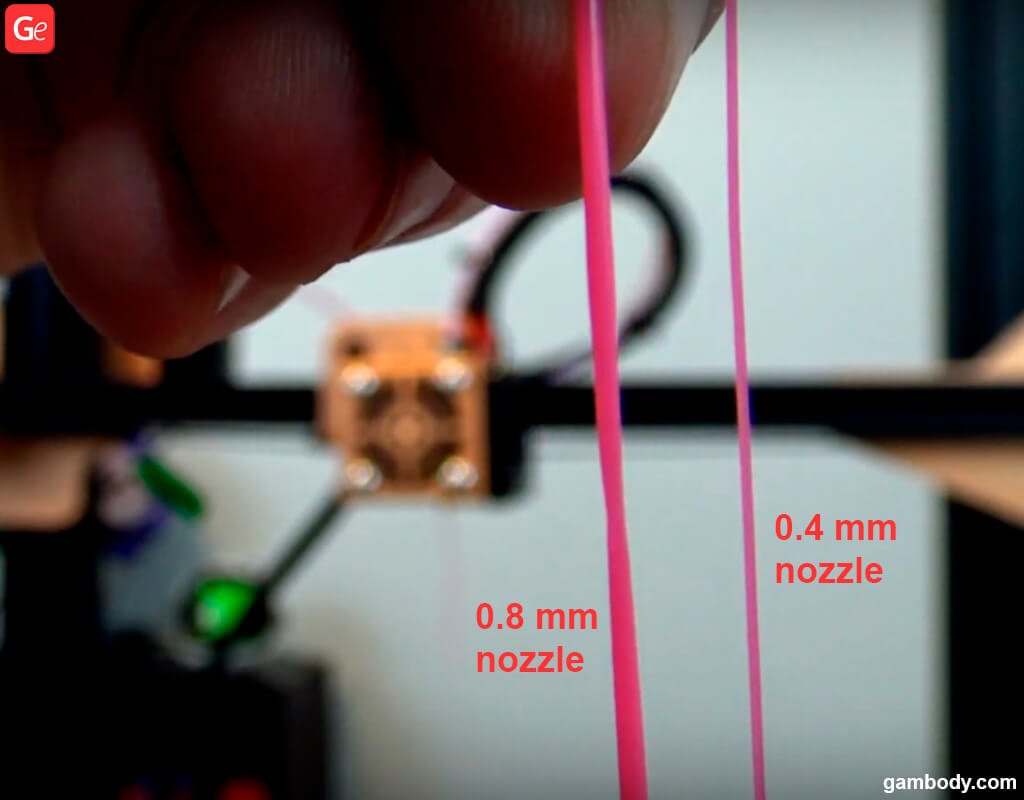
Но прежде чем углубляться в детали, лучше рассмотреть оба варианта и сравнить насадку 0,4 против 0,8 мм. Таким образом, вы узнаете разницу и сами поймете, нужно ли вам менять наконечник HotEnd этого 3D-принтера или нет.
Сопло 0,4 против 0,8 мм
Когда дело доходит до замены диаметра 0,4 мм на 0,8 мм, лучше всего сравнить эти два варианта наконечника HotEnd:
Как вы знаете, высота слоя во многом зависит от диаметра наконечника HotEnd. Любители считают, что для лучшего 3D-печати высота должна составлять до 80 процентов ширины наконечника. Другими словами, если вы используете стандартное сопло 0,4 мм, максимальная высота слоя, с которой вы можете работать, составляет 0,32 мм. При диаметре 0,8 мм этот параметр может возрасти до 0,64 мм.
Высота выращенного слоя также увеличивает скорость печати. Вы можете создавать модели на своем 3D-принтере гораздо быстрее, а ваши проекты могут быть намного масштабнее, чем раньше.
Замена сопла 0,4 мм: как
Следуйте инструкциям по изменению наконечника HotEnd на 3D-принтере с 0,4 мм до 0,8 мм. Кажется, все очень просто.
Это изменение можно выполнить на разных 3D-принтерах, включая Creality Ender-3, Creality CR-10, CR-10S, TEVO Tornado и другие машины. Только не забудьте найти правильные комплекты, будьте терпеливы и очень осторожны.
Шаг 1. Найдите комплект насадок
Во-первых, необходимо приобрести комплект для замены вашего 3D-принтера. Большинство принтеров используют стандартную резьбу для сопла. Таким образом, не имеет значения, имеете ли вы Creality CR-10 или TEVO Tornado. Вы можете пойти с любым стандартным комплектом от SIQUK, Glarks, LUTER или любой другой компании, которой вы доверяете. Читайте отзывы других клиентов и найдите оборудование, которое вам понравится больше всего.
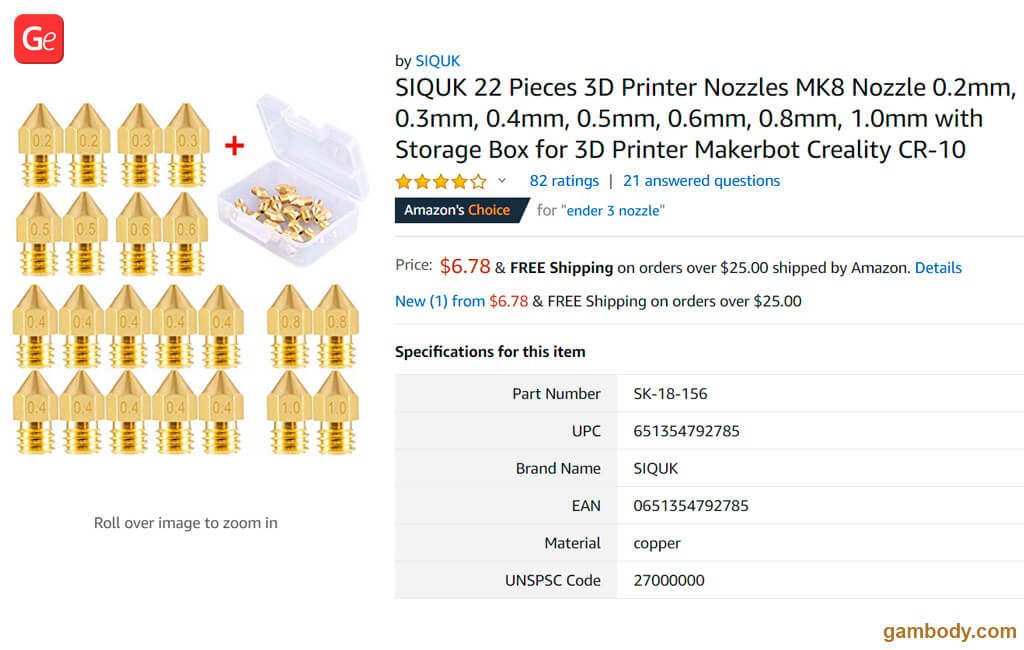
Многие комплекты поставляются с ящиком для хранения, чистящими иглами и прочими мелочами.
Вероятно, лучше приобретать качественные материалы и избегать использования дешевых продуктов. Тем не менее, даже доступное оборудование для замены часто может подойти
Шаг 2. Инструменты
Для замены сопла в 3D-принтере вам потребуется HotEnd. Таким образом, вы должны получить набор инструментов для вашего устройства, включая гаечный ключ для размера наконечника HotEnd (инструмент 6 мм отлично подходит для этого руководства).

Это также отличная идея, чтобы получить кассету Kapton для этого проекта. Он идеально подходит для герметизации всего и сохранения деталей изолированными при необходимости.
Шаг 3. Получите доступ к HotEnd
Прежде чем вы сможете заменить форсунку на 3D-принтере, необходимо получить доступ к HotEnd устройства, отвинтив винты и разобрав некоторые части машины.
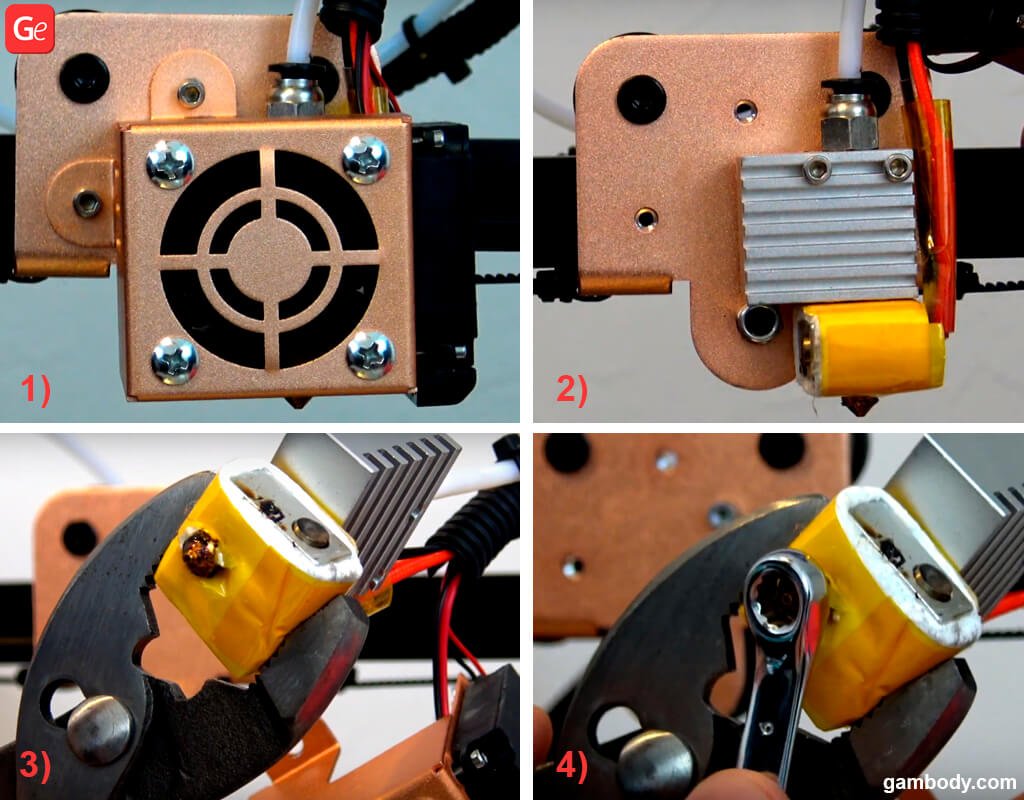
Как только вы доберетесь до блока обогревателя, вы должны быть особенно осторожны. Не царапайте блок. Постарайтесь сохранить изоляцию на своем месте (если это возможно).
Также необходимо нагреть HotEnd, чтобы помочь ослабить старый наконечник и удалить его. Мы настоятельно рекомендуем выполнять такие манипуляции, только если вы знакомы с работой 3D-принтера и знаете, как работать с высокими температурами.
Шаг 4. Замена сопла 0,4 мм
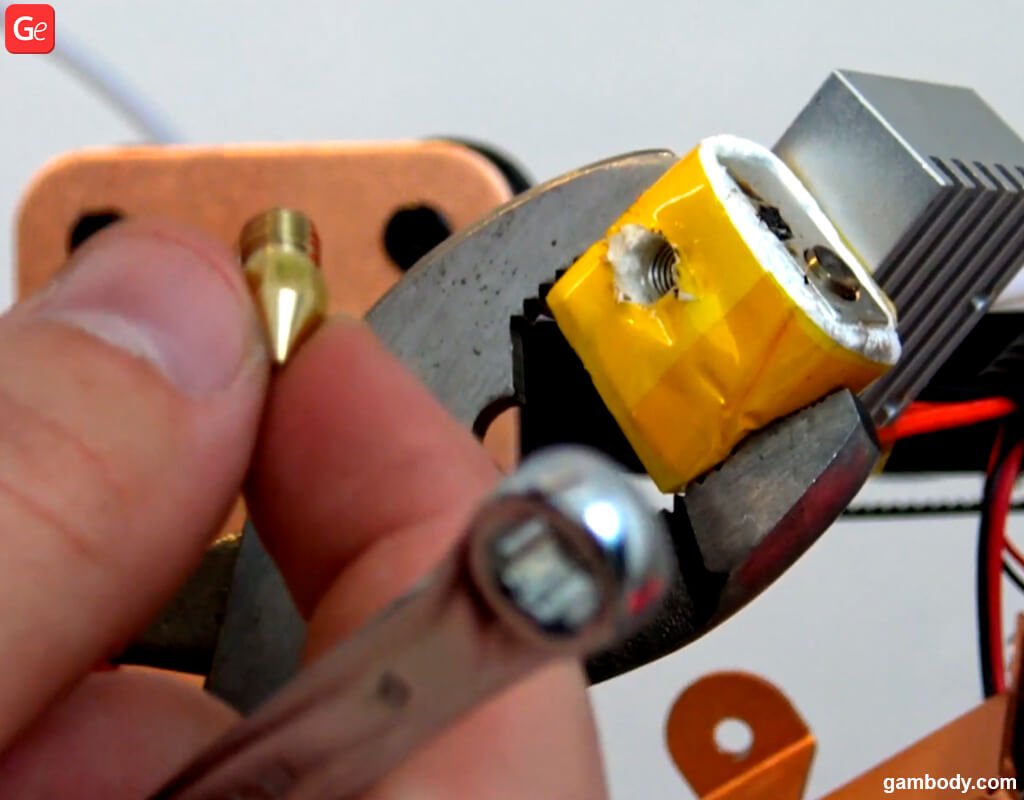
Используйте гаечный ключ, чтобы удалить старый наконечник 0,4 мм. Это не должно быть слишком сложно.
Теперь возьмите новую насадку 0,8 мм и аккуратно закрутите ее. Если вы делаете это рукой, избегайте ожогов от нагретого блока. Обязательно затяните наконечник.
Шаг 5. Соберите HotEnd

Прикрутите все обратно с новым уже замененным соплом 0,8 мм.
Проверьте, как работает нить накала. Убедитесь, что у вас нет утечек.
Шаг 6. Приятного апгрейда
В программном обеспечении Cure (если вы его используете) перейдите в раздел «Дополнительные настройки» и установите для нового размера сопла диаметр 0,8 мм. Отрегулируйте ось Z, высоту слоя, и вы можете начать 3D печать ваших новых проектов.
Процесс замены насадки на 3D-принтере с 0,4 мм на 0,8 мм лучше всего описан на видео от Hoffman Engineering:
Иногда, когда вы решите изменить наконечник на больший диаметр, лучше всего выполнить пару действий. Вам следует увеличить высоту слоя, повысить температуру печати и немного снизить скорость печати. Таким образом, вы дадите пластику достаточно времени и температуры для плавления и избежания возможных проблем с 3D-печатью .
Как видите, замена сопла в 3D-принтере немного сложна, но, безусловно, стоит вашего времени и нервов.
Для смены сопла на 3D-принтере от 0,4 мм до 0,8 мм требуется до 30 минут, и эту же направляющую можно использовать и для замены наконечников 0,2 мм, 0,3 мм, 0,5 мм, 0,6 мм, 0,7 мм. Новый диаметр обеспечивает более высокую скорость печати, более толстые слои и максимальную высоту слоев. Наслаждайтесь новой скоростью печати, создавайте новые фигурки и делитесь своими проектами с сообществом Gambody на Facebook .
Читайте также: