
Возможно ли существование оборудования совмещающего в себе и 3d принтер и фрезерный станок
Обновлено: 07.05.2024
Каждая ювелирная мастерская в процессе развития сталкивается с потребностью увеличения производительности за счет автоматизации производства. Одним из способов решения проблемы является приобретение машины по изготовлению восковых форм для литья украшений. В настоящее время существует два типа таких машин, основанных на разных технологических подходах. И перед владельцем мастерской встает вопрос выбора. Что лучше купить - фрезеровочный станок или 3d принтер? Какие плюсы и минусы имеет каждый вариант? Оба автомата востребованы ювелирным производством, но чтобы выбрать правильно, нужно четко осознавать специфику и возможности конкретной мастерской.
В чем заключается разница между фрезерным станком и 3d принтером, и что выбрать мастерской в первую очередь, руководствуясь спецификой своей работы?
Начнем с того, что поговорим о фрезеровании.
Фрезеровка, которая в наше время осуществляется на станках с ЧПУ, - это процесс обработки материалов, известный уже около ста лет. Как скульптор, используя молот и долот, придает камню форму, также и фрезерный станок вырезает с помощью сверла восковую модель. Ювелиры могут выбрать один из трех типов таких станков в зависимости от нужд производства.
Трехосные машины стоят от 50 тысяч рублей и хороши для резки плоских предметов. Головка станка движется в трех осях координат: вверх-вниз, из стороны в сторону, вперед и назад. Если мастерская специализируется на изготовлении подвесок или штамповочных матриц, то трехосный станок полностью соответствует ее потребностям. Однако если в основном приходится изготавливать кольца, то лучше обратить внимание на станок, работающий в 4 осях – он дополнительно вращает восковую заготовку во время резки. Стоить такая машина будет уже от 100 до 900 тысяч рублей.
Машина, работающая в пяти координатных осях, может вырезать больше воска, чем 3-х и 4-хосные типы. Чтобы представить, как она работает, поднимите левую руку и сожмите пальцы в кулак. Палец правой руки приложите перпендикулярно к кулаку. Поверните запястье левой руки. Как бы кулак не вращался, удерживайте прижатый палец в том же положении. Обратите внимание, как кулак меняет угол относительно пальца. Хотя стоимость станка, использующего эту технологию, приближается к 2,5 миллионам рублей, производители оборудования стремятся удешевить производство 5-осной машины для ювелиров до 700 тысяч. В целом 4-хосные машины более приемлемы для большинства ювелирных мастерских из-за цены, особенно с учетом того, что только одна программа для пятиосного станка стоит порядка 350 тысяч рублей. Чтобы за год отбить затраты на 4-осный станок ювелиру придется вырезать на нем не менее 6 восковок в месяц.
Может ли фрезерный станок обрабатывать не только воск, но и золото?
Существуют различные классы фрезеров. Одни могут резать воск, другие – металлы. Если вы хотите фрезеровать металл, то имейте в виду, что золото – вязкий материал и его стружка может навернуться на режущее сверло. Также такой обработке сопутствуют некоторые потери металла.
Можно ли с помощью фрезерного станка вырезать металлические формы?
И да, и нет. Металл не так гибок, как резина. Чтобы создать металлическую пресс-форму придется прибегнуть к компоновке элементов. Вопрос в том – сколько металлических форм для штампования вам необходимо в год. Если не так и много, то лучше доверить изготовление той фирме, которая специализируется на их производстве.
Какие же плюсы для ювелирной мастерской дает использование фрезерного станка?
Во-первых, цена запуска производства с ним невысока. Расходный материал – воск – стоит копейки, а продление гарантийного обслуживания станка обойдется недорого. Во-вторых, воск обрабатывается при низких температурах и модель по нему легко отливается. Также воск отлично подходит для вырезания на нем различных символов, например, даты свадьбы на обручальных кольцах. Из него получаются превосходные формы для отливки плоских объектов: подвесок и брошей. Из воска получаются довольно гладкие отливки, что позволяет легко использовать его для выплавки платиновых украшений.
Но кроме озвученных ранее плюсов, есть у фрезерования и свои минусы. Фрезеровочный станок может вырезать только по одному шаблону одновременно, несмотря на то, что плоские объекты могут быть сгруппированы или объединены на одной восковой тубе. Некоторые фрезерные станки не могут вырезать в воске так глубоко, как требует программа, так что оператору придется потом вручную дорабатывать восковую модель, убирая лишний воск. Выходом в такой ситуации может послужить конструирование украшения из нескольких простых частей вместо того, чтобы пытаться вырезать с помощью фрезы целостную форму с труднодоступными для сверла углублениями и участками. Мелкие детали ювелиру можно вообще не моделировать в 3d программе, а вырезать вручную, экономя время.
Еще один важный момент. Фрезерные станки требуют инструмента, отвечающего на, так называемый, G-код, предназначенный для запрограммированной смены инструмента, а также сообщающий программе его длину. Одни продавцы включают в цену полный комплект из программного обеспечения, генератора G-кодов и самого станка. Другие предлагают их по отдельности, и если вы собрали комплект от разных поставщиков, то в случае ошибок несовместимости придется обращаться к каждому индивидуально, чтобы распознать и решить проблему.
Если фрезерный станок не отвечает вашим требованиям, то рассмотрите вариант использования 3d принтера. Как следует из названия эта машина «печатает» готовые восковки. Правильное название метода – стереолитография или скорое прототипирование. По сравнению с ЧПУ фрезерованием эта технология считается относительно новой, в последнее время она значительно улучшилась и стала более доступной. Малые принтеры можно приобрести по цене от 350 до 900 тысяч рублей.
Какое разрешение дает принтер при «печати» восковых форм?
Проблема разрешения всегда была присуща технологии скорого прототипирования. Ювелирные украшения требуют более изящных линий и гладких поверхностей, чем скажем автомобили или промышленный ширпотреб. Тем не менее, комбинации новых видов смол и воска помогают создавать более гладкие поверхности с допуском меньше микрона.
Машины скорого прототипирования для ювелиров стоят в районе 650 тысяч рублей, но могут и почти 10 миллионов – все зависит от объема создаваемых принтером объектов. Большинство компаний, имеющих в штате двух и более операторов 3d моделирования, склоняются к выбору принтеров большой емкости стоимостью порядка 1,5 миллиона рублей. Такие машины позволяют производить от 15 различных моделей одновременно. Аппараты поменьше, дешевле 350 тысяч, могут производить за раз до 8 восковых моделей, к примеру, обручальных колец и обслуживаться одним оператором. Крупные объекты вроде габаритных подвесок обязательно потребуют доработки восковой формы ювелиром. Время прототипирования зависит от высоты модели, хотя определяющим все-таки является тип используемого принтера. Одни типы созданы с большой платформой и работают, как правило, медленнее, другие спроектированы с меньшей площадкой «печати» для того чтобы работать более быстро.
Во сколько обходится функционирование 3d принтера?
В среднем за год гарантийное и техническое обслуживание стоят от 70 тысяч до 1,5 миллионов. Затраты на расход смолы для одной модели варьируются в пределах 50-100 рублей, в то время как электролампы и сменные сопла обходятся в сумму от 40 до 70 тысяч рублей. К этому добавьте и высокую цену драгоценных металлов, из которых льются заготовки ювелирных украшений.
Фрезерный станок использует конические фрезы, которые при проработке на восковой модели мелких деталей, оставляют излишний воск. Его будет немного, но цены на золото все-таки высоки, а при доработке отливки потери металла будут обязательно. 3d принтер лишен этого недостатка, он «напечатает» восковку ровно в тех размерах, что были заданы программой.
Обучение и техническая поддержка.
Освоение ЧПУ станка и 3d принтера гораздо проще, чем обучение моделированию в CAD-программе, и многие поставщики оборудования предлагают к нему прохождение двухдневных курсов. Но можно за день и самому осилить производство восковой или смоляной формы.
Тем не менее, нельзя занижать важность обучения и технической поддержки. Конечный успех напрямую зависит от них. Если вы что-то упустите в процессе создания модели и потеряете время, пытаясь разрешить проблему с неповоротливой техподдержкой, то, скорее всего, потеряете заказчика, который не будет ждать и входить в ваше положение и уже не порекомендует вашу мастерскую своим знакомым, а то и ославит в какой-нибудь социальной сети.
Если вы хотите иметь инструменты, подходящие для решения разнообразных задач, то лучше всего приобрести и фрезерный ЧПУ станок, и 3d принтер. Но в этом случае планируйте расходы и на их обслуживание, и на оклады операторов, а также учитывайте, что деятельность вашей мастерской должна окупить хотя бы за год затраты на покупку оборудования.
© Гусаров Андрей специально для сайта "Восковая оснастка". Копирование текста или его части разрешено только с указанием авторства и ссылкой на эту страницу.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:

До недавнего времени я пользовалась рабочим принтером в те моменты, когда он не был задействован под рабочие процессы. Было напечатано несколько игрушек для ребенка и мелочей для себя. Но вот счастливый день - мне выдали отдельный экземпляр.
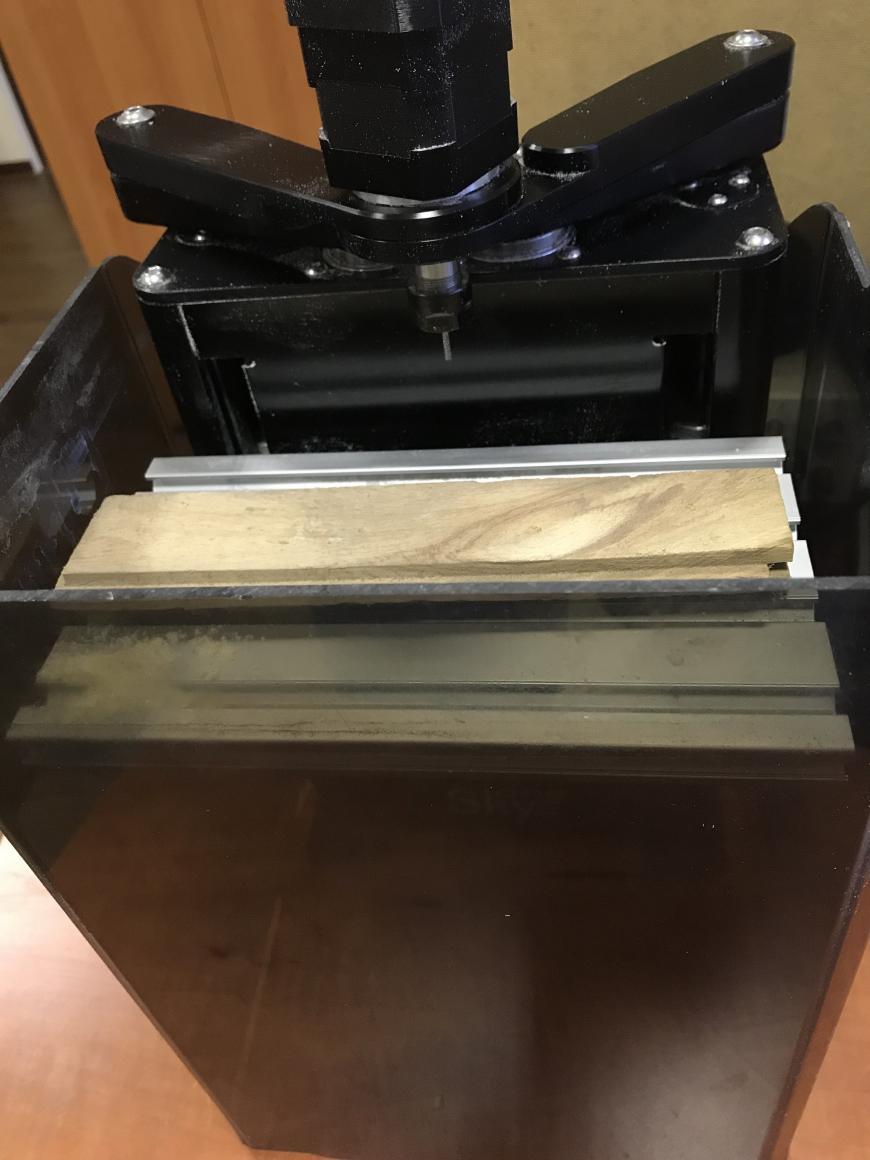
Отдельное слово про сам принтер - у нас используются 3D принтеры SkyOne первой модели, со съемным столиком и головкой. Для них поставляется отдельный комплект для гравирования и фрезерования. Именно такой экземпляр со сменным комплектом мне и достался.
Начала изучение, вдохновившись постом от crazysova, который уже опробовал трехмерное фрезерование на своем принтере. Также увидела на 3dtoday пример такой фрезеровки от производителя принтера.
Первым делом скачала рекомендуемую программу Blender (вернее, BlenderCAM - с аддоном для фрезерования).
Установки не требует. Запускается и работает. В процессе работы поняла, что отдельный вопрос - найти модель, пригодную для фрезерования. Поэтому лучший выход - научиться создавать модели самой. Для этой цели отдельно с сайта Blender скачала 'чистую' версию, для изучения и погружения в мир 3D моделирования.
BlenderCAM BlenderЦелый вечер был потрачен на то, чтобы разобраться с настройками BlenderCAM и получить пригодный для фрезерования G-код.
Готовый код загружается в программу Repetier-Host. Для включения шпинделя в Repetier-Host нужно включить экструдер. Температура экструдера отвечает за скорость вращения шпинделя - установила на максимум.Далее несколько попыток печати фрезерования. За основу взята готовая бесплатная модель с сайта фрезеровщиков. В BlenderCAM модель уменьшена и подогнана так, чтобы заведомо поместиться на заготовке.
Первая попытка началась более, чем удачно - все шло хорошо до те пор, пока мне не вздумалось увеличить скорость подачи. Начинала с 30%. Постепенно увеличила до 300%. Модель была готова наполовину, когда сломалась фреза (цилиндрическая 1 мм - из комплекта поставки набора, заглубление модели до 6 мм).
Поменяла фрезу на 3 мм (покупалась отдельно) - фрезерует шикарно, можно ставить большие скорости, но сам контур грубоватый получается.
Поменяла фрезу на 2 мм, установила новую заготовку. Вот результат работы:

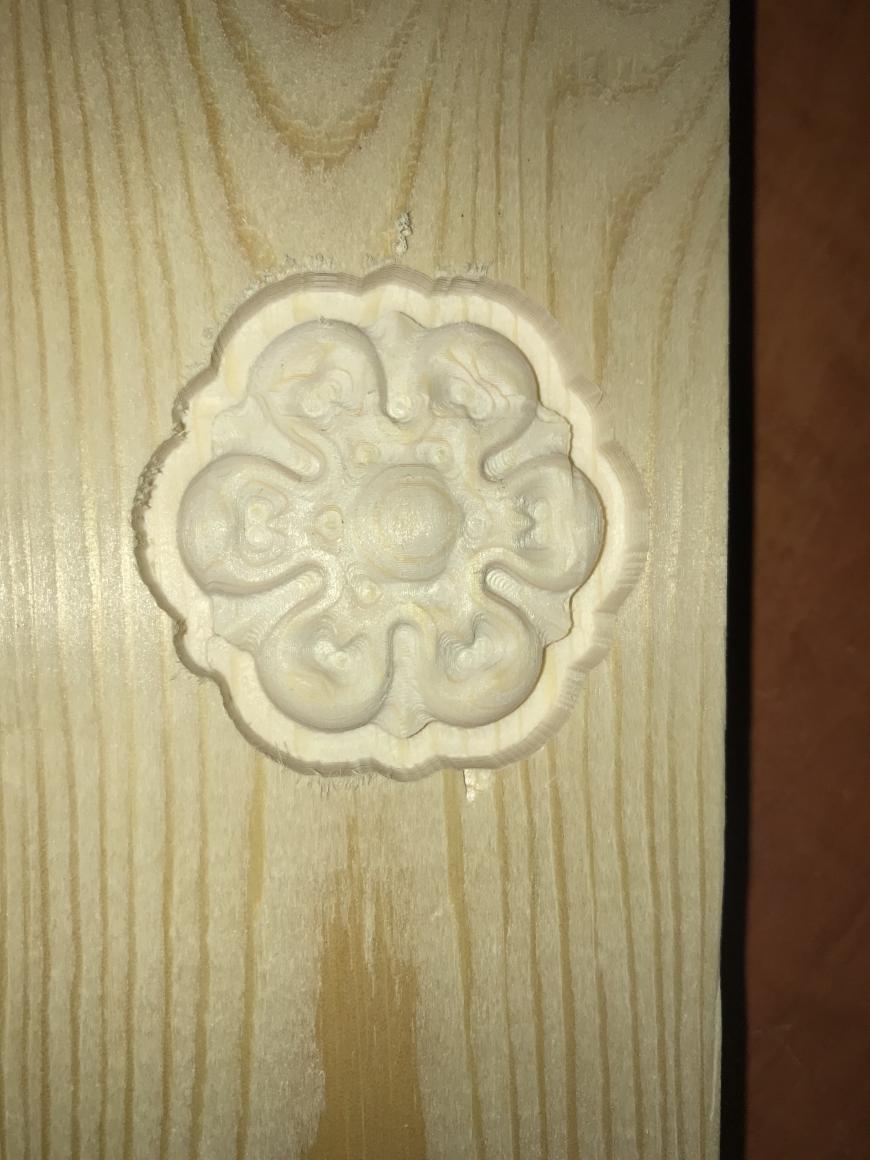
Результат немного кривоват, так как в процессе пришлось несколько раз останавливать и возобновлять работу.
Вот замечания и проблемы, с которыми я столкнулась:
1. Крепления, которые идут в комплекте поставки для фиксирования заготовки, дают возможность закрепить деталь до 6 мм высотой. При замене двух винтов это ограничение можно расширить до 10 мм. Моя последняя заготовка (деревянная доска) высотой 22 мм никак крепиться не хотела. По этой причине стандартные крепления были немного изменены (короткие винты заменены на длинные).

2. Длинные винты при работе на краю стола начинают цеплять плечи механизма SCARA.
По этой причине пришлось несколько раз ставить Repetier-Host на паузу и откусывать верхнюю часть винта (хорошо, что рядом сильные коллеги мужчины).
Последняя (на фото) фрезеровка имеет глубину 6,4 мм - при полном заглублении фрезы крепежный барашек в крайнем положении почти упирается в плечо.

На фото выше плечо располагается над барашком, затем оно опускается. Пару раз царапнули винтом по плечу, но ничего не сломалось :)
Отсюда вывод: нужны другие крепления или по-другому располагать заготовку/рисунок.
3. В инструкции производителя описан процесс подготовки и фрезерования/гравирования на SkyOne. Там важный пункт есть - обнуление координаты Z (G92 Z0). Вот два раза я эту координату забывала обнулить. Один раз сломала фрезу (диам. 1,5 мм), второй раз прошла заготовку насквозь и поцарапала столик. Не страшно, конечно, но немного обидно.

Хочется как-нибудь в Repetier-Host добавить кнопку сразу после запуска печати: 'А вы не забыли обнулить Z?'. И только после этого начинать печать фрезерование.
4. Если в процессе работы что-то пошло не так, хочется остановить все как можно быстрее.
Для этого есть три возможности:
а) нажать паузу в Repetier-Host
б) нажать 'Kill print' в Repetier-Host
в) нажать кнопку выключения на корпусе принтера
Но в первых двух случаях работа продолжается до конца выполнения текущего кода. И если этот код - перемещение по оси Z - он не остановится до тех пор, пока не дойдет до конца. В моих пробных попытках - пока фреза не пройдет заготовку насквозь и не упрется в алюминиевый столик, либо пока крепежный барашек или винт не упрется в плечо SCARA. В обоих случаях велика вероятность что-то испортить.
В случае выключения принтера кнопкой плечи SCARA моментально отгоняют головку к началу координат, т.е. если в этот момент фреза погружена в заготовку, что-то ломается. В моем случае - сломаны фрезы диаметром 1 мм и 1,5 мм.
5. Опилки. Их много и они мелкие. Аллергикам большой привет!
В случае, когда заготовка небольшая, немного спасает защитный экран из комплекта.
Но для настольного исполнения нужны более радикальные методы.
Кроме того, опилки, как мне кажется, могут попасть внутрь принтера. Надеюсь, быстро он не испортится. Пока нижние борозды для перемещения по Z после установки нулевой координаты заклеиваю скотчем.

6. Последнее замечание касается подготовки G-кода в блендер.
У Blender и Repetier-Host отличаются начальные координаты. У принтера SkyOne и в программе Repetier-Host начало координат в центре стола, а в Blender - на краю. Из-за этого неудобно 'подгадывать' место расположения модели при подготовки g-кода. Опытным путем в блендере указала, что заготовка якобы у меня свисает с края стола. И только в этом случае удалось сгенерировать код, который будет фактически располагать рисунок по центру. Учитывая, что для сложных моделей путь в блендере генерируется довольно долго (несколько минут), совсем не сразу удалось подогнать код так, чтобы фрезерование было по центру.
Но тут, наверное, нужно изучать ПО. Буду благодарна, если кто-нибудь подскажет, где что настроить, чтобы поменять начало координат в блендере.
В общем, все. Буду благодарна за советы и комментарии по перечисленным выше пунктам. Сам принтер - конфетка: достал включил и все сразу работает. Я даже не ожидала, что все настолько просто. Буду продолжать изучать блендер и учиться самой создавать модели.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.

Многие ювелиры успешно применяют в своей работе программно-управляемые фрезерные станки, которые вытачивают восковки для литья, а некоторые аппараты — и сразу металлические детали. В этой статье мы рассмотрим 3D-печать как альтернативу и дополнение к этому процессу.
Скорость
При создании детали в единичном экземпляре, ЧПУ-фрезер выигрывает в скорости — фреза станка движется со скоростью до 2000-5000 мм/мин и там, где фрезер управится за 15 минут, принтер может печатать деталь до полутора часов, иногда даже больше.
Это справедливо, правда, лишь для простых и гладких изделий, типа обручального кольца простой формы и без рисунка, которые не требуют высокого качества поверхности, т.к. их легко быстро заполировать. Сложные изделия фрезер вытачивает так же неспешно, как их печатает 3D-принтер, а зачастую и дольше — время обработки может доходить до шести часов.

При создании сразу серии изделий ситуация кардинально меняется — за один проход принтер способен распечатать полную платформу восковок — это площадка (на примере принтера Form 2) 145х145 мм, и их там помещается, в зависимости от размера моделей, до 35 штук. При скорости печати 10-30 мм/час (а печатает он слоями, сразу по всей площади платформы), это дает заметное преимущество перед фрезером, который единовременно вырезает лишь одну модель — это либо одна сложная деталь, либо несколько простых, плоских, из одной цилиндрической восковой заготовки.
Кроме того, 3D-принтер может печатать сразу елку моделей для отливки, без необходимости собирать ее из отдельных заготовок. Это тоже экономит время.

Точность и качество
Точность позиционирования фрезы в ЧПУ-аппаратах достигает 0,001 мм, что выше чем у 3D-принтера. Качество обработки поверхности фрезером зависит еще и от размера самой фрезы, а радиус вершины фрезы — не менее 0,05 мм, но движение фрезы задается программно, обычно это шаг в треть или половину фрезы, соответственно — все переходы сглаживаются.

Толщина слоя при печати на Form 2, самом популярном но далеко не самом точном принтере, а значит и вертикальная точность, составляет 0,025 мм, что в два раза меньше диаметра острия любой фрезы. Диаметр его луча составляет 0,14 мм, что уменьшает разрешение, но позволяет также получать более гладкую поверхность.

В целом, качество получаемых изделий на фотополимерном принтере и топовых фрезерных станках сопоставимое. В некоторых случаях, на простых формах, качество фрезерованной детали будет выше. Со сложностью форм история другая — 3D-принтер способен напечатать такое, что ни один фрезер никогда не вырежет, в силу конструктивных ограничений.
Экономичность
Фотополимеры, которыми печатают стереолитографические принтеры, стоят дороже обычного ювелирного воска. Крупные куски воска после фрезера можно переплавить в новые заготовки, хотя это тоже время и лишние действия, но и экономия. Фрезерованный воск выходит дешевле, в пересчете на стоимость каждого единичного изделия аналогичного объема.
Воск — не единственный расходный материал в работе фрезера, фрезы тоже постепенно стачиваются и требуют замены, их хватает на 1-2 месяца интенсивной работы, но это не сильно сокращает разрыв.
Работа фрезера, в пересчете на себестоимость изготовленных изделий, обходится дешевле.

Удобство и возможности
Специфика фрезеровки такова, что даже на пятиосевом станке фреза способна достать далеко не везде. Это вынуждает ювелиров создавать составные модели из нескольких частей, которые затем надо спаивать, а то и предварительно дорабатывать вручную. 3D-принтер же способен распечатать модель сколь угодно сложной формы, включая внутренние полости и сложные сочленения, за один проход.
Как это происходит
Распечатанные модели припаиваются к восковому стволу, затем получившаяся конструкция заливается гипсом или специальным раствором, после отвердения которого готовая форма разогревается в печи, а потом заливается металлом.
Материал восковок без остатка выгорает, позволяя металлу занять все освободившееся место и в точности повторить форму заготовки.
Подробнее:
1. Процесс литья начинается с печати модели и стандартной пост-печатной обработки — распечатанная деталь отделяется от поддержек, промывается, подвергается закрепляющей экспозиции в ультрафиолете, при необходимости — слегка полируется.


2. Далее процесс аналогичен тому, что применяется при литье с применением обычных восковок. Заготовки припаиваются к восковому литнику, который удержит их в правильном положении и создаст канал для распределения металла.

Если количество и размер изделий позволяют, можно пропустить этот этап — если распечатать изделия вместе с литником как единое целое.
3. Литник закрепляется в литьевой колбе. Если колба перфорирована, отверстия стоит закрыть, например — упаковочным скотчем.

4. Заполняющий раствор смешивается в пропорциях указанных производителем.

Потом его заливают в колбу с находящимся внутри литником. Наливают аккуратно, чтоб не повредить модели и не сместить елку.

5. Колба помещается в вакуумную камеру не менее, чем на 90 секунд, чтоб из раствора вышел весь воздух. Потом ее переносят в защищенное от вибрации место, для скорейшего застывания.

6. Литьевые емкости ставят в печь, холодную или разогретую до 167ºC, и постепенно поднимают температуру, до полного выгорания пластика моделей.


Preheat — предварительный нагрев.
Insert flask — поместить колбу в печь.
Ramp — поднять (изменить) температуру.
Hold — держать температуру (пример: 3h = 3 часа)
7. По завершении этого процесса в форму заливают металл.
8. После заливки форму охлаждают, заполняющий материал вымывается.

9. Остается лишь извлечь готовые изделия, разделить их и слегка отполировать.

Фото изделий созданных Top3DShop:


Выводы:
Обе технологии имеют свои плюсы и минусы. Если в ювелирной мастерской уже есть фрезерный ЧПУ-станок, то с большинством задач по изготовлению единичных экземпляров он справится. Более того — если изготавливаются только единичные экземпляры и не очень часто, то станок тут и в скорости выигрывает.
Если не стоит задачи развивать производство, увеличивать объем работ, оборот средств, поднимать уровень сложности изделий, то 3D-принтер будет лишь дополнительной финансовой нагрузкой.
При увеличении темпа и объемов работ, при постоянном введении новых моделей, преимущества 3D-принтера станут заметны сразу, в серийном производстве разница в скорости серьезная. Принтер сложно переоценить в быстром прототипировании и изготовлении партий заготовок.
Если же предприятие выполняет оба типа заказов — как единичные, так и серийные, — эффективнее и экономически целесообразнее будет иметь в хозяйстве оба аппарата, для разных типов работ, они органично дополнят друг друга.
Оборудование
Formlabs Form 2

Технология: SLA
Рабочая камера: 145 x 145 x 175 мм
Толщина слоя: 25-100 мкм
Фокус лазера: 140 мкм
Мощность луча: 250 мВт
Цена: 320 000 руб
Form 2 — компактный стереолитографический 3D-принтер, легко помещающийся на рабочем столе.

Благодаря своей точности (25-100 микрон) пользуется большой популярностью у ортодонтов и ювелиров, так как способен печатать множество изделий за один сеанс.

Фотополимер для печати выжигаемых моделей стоит 46 000 рублей за картридж объемом 1 литр.
3D Systems Projet MJP 2500

Технология: MJM
Рабочая камера: 295 x 211 x 142 мм
Разрешение: 800 x 900 x 790 точек на дюйм
Толщина слоя: 32 мкм
Цена:3 030 000 рублей
Многоструйный принтер компании 3D Systems, предназначенный для печати литьевых заготовок материалами VisiJet и функциональных деталей — пластиками.

MJP уступает стереолитографическим принтерам в компактности — он значительно крупнее и не может быть размещен на рабочем столе, но это компенсируется скоростью печати и большей рабочей областью.
3D Systems ProJet MJP 3600W Max

Технология: MJM
Рабочая камера: 298 х 183 х 203 мм
Разрешение: до 750 x 750 x 1600 DPI
Толщина слоя от: от 16 мкм
Точность печати: 10-50 мкм
Цена: 7 109 000 рублей
ProJet 3600W Max — усовершенствованный вариант модели ProJet 3500 CPX, специализированного 3D-принтера для печати литьевых восковок. Это промышленные 3D-принтеры, используемые на производствах в режиме беспрерывной работы, с большой платформой и высокой производительностью. В принтерах данной серии использована технология многоструйного моделирования (Multi Jet Modeling, MJM), которая увеличивает скорость работы и позволяет использовать специально предназначенные для нее материалы VisiJet.

Используемый в нем новый воск M3 Cast отличается высокой прочностью, модели из него не ломаются в руках при отделении от платформы или случайном падении, что случалось с моделями распечатанными из его предшественника — Hi Cast.
Стоит материал 95 263 рублей за 1,7кг
Flashforge Hunter — 3D-принтер

Технология: DLP (digital light processing )
Область печати: 120×67.5×150 мм
Толщина слоя: 25-50 мкм (0.025/0.05 мм)
Разрешение: 62,5 мкм (0.0625 мм)
Цена: от 275 000 руб
Hunter — новый DLP 3D-принтер компании Flashforge. DLP — стереолитографическая технология использующая вместо лазера проектор.
Эта технология имеет свои плюсы — DLP-печать быстрее и способна дать большую детализацию на сверхмалых масштабах. С другой стороны — DLP-проекция состоит из пикселей, если необходима более гладкая поверхность — лучше выбрать SLA-принтер, например — Form 2.

Flashforge Hunter DLP 3D совместим с третьим поколением стереолитографических смол, что дает пользователю широкий выбор материалов для печати.

В принтере использован DLP-модуль собственной разработки производителя, характеристики которого оптимизированы именно для 3D-печати. Этот компонент обладает большей линейной точностью, чем обычные DLP, предназначенные для бытовых видеопроекторов.

Wanhao Duplicator 7 v1.4

Технология печати: DLP, 405нм
Максимальная скорость печати: 30 мм/час
Максимальная область печати: 120х68х200 мм
Разрешение: 2560х1440 точек на слой
Точность: 0.04 мм
Толщина слоя: 0.035-0.5mm
Вес: 12 кг
Цена: 35 900 рублей,
также доступна версия 1.3 за 24 900 р., о разнице между ними можно прочитать по ссылке.
Wanhao Duplicator 7 — недорогой фотополимерный принтер для того, чтоб попробовать стереолитографию. Недостатки этой модели — низкая стабильность работы, невысокое разрешение и проблемы с повторяемостью “из коробки”.

Каждый экземпляр требует времени и внимания владельца, тщательной настройки, иногда перепрошивки для получения внятного результата.

Хотя, у кого-то и с первого раза получается неплохо.

Собственных смол для печати выжигаемых моделей Wanhao пока не представила, но с этим принтером можно использовать любой фотополимер отверждаемый UV с длиной волны 405 нм, а это стандартная для них характеристика. Например, MadeSolid Firecast или PhotoCentric Castable.
Для работы он вряд ли кому-то подойдет. Но для экспериментов и получения опыта это лучший выбор, учитывая цену.
Сканер необходим в тех случаях, когда нужно создать цифровую копию существующего изделия, для последующего ли тиражирования, или ее изменения и изготовления нового изделия.
Range Vision — Spectrum — 3D-сканер

Разрешение: 0,072 мм
Разрешение камеры: 3,1 Мп
Технология сканера: Оптическая
Точность: до 0,04 мм
Цена: 295 000 рублей
RangeVision Spectrum имеет 3 области сканирования и цветные камеры с разрешением 3,1 Мп. Доступны варианты комплектации с поворотным столом и кейсом для переноски. Аппарат разработан и производится в России — возможен заказ дополнительных аксессуаров в сжатые сроки.
Любое изделие распечатанное из фотополимерной смолы требует дополнительной экспозиции — дозасветки. Это можно делать и на ярком солнечном свету, и любыми ультрафиолетовыми лампами, но для стабильности результата целесообразнее использовать полимеризатор.
XYZprinting — Curing Chamber — Полимеризатор

Диапазон излучения: 385 нм
Мощность: 16 Вт
Загрузка объектов: до 1,5 кг
Экспозиция: 1-60 мин
Срок службы диодов: 10 000 часов
Рабочий объем: 180 мм по диагонали, 200 высотой
Вес: 4 кг
Цена: 24 900 рублей
Полимеризационная камера XYZPrinting используется для окончательной обработки напечатанных стереолитографическим принтером изделий. Прибор прост в управлении: изделия достаточно поместить в камеру, установить время и интенсивность облучения и подождать несколько минут.

Ультрафиолетовые диоды камеры обладают ресурсом работы 10 000 часов, поэтому она станет полезным и долговечным инструментом. Изделие подвергается излучению равномерно, со всех сторон, благодаря автоматически поворачивающейся на 360 градусов внутренней зеркальной стенке, что позволяет уменьшить время экспозиции и повысить качество обработки.

Преимущества 3D-печати металлом уже давно знакомы большинству специалистов: сокращение количества отходов, повышение эффективности производства и расширение функциональных возможностей благодаря большей свободе проектирования и гибкости. В то же время, высокая повторяемость при крупносерийном производстве и прецизионная обработка поверхностей (особенно когда речь идет о жестких допусках) – возможности, которые прочно ассоциируются с обработкой на станках с ЧПУ. Но что, если конкуренции не будет и выбирать из двух технологий не придется?
Инго Уккельманн, главный инженер по 3D-печати компании Materialise, рассказывает, почему эти технологии могут (и должны) дополнять друг друга, а не конкурировать между собой.
– Принято думать, что 3D-печать лучше подходит для изготовления металлических деталей, чем другие технологии, в том числе ЧПУ-обработка. Так ли это на самом деле?
– Нет. Это распространенное заблуждение. 3D-печать металлом, как и любая другая производственная технология, имеет преимущества и недостатки, которые нужно оценивать применительно к каждой конкретной задаче. Суть в том, что эта технология предлагает производителям просто еще один способ производства.
Если сравнивать 3D-печать с ЧПУ-обработкой, налицо несколько фундаментальных различий. Cтанки с ЧПУ используют субтрактивный процесс, а это означает больший расход материала. Если стоимость материала высока (а в случае с металлами, как правило, это так), то сокращение его расхода само по себе становится серьезным преимуществом.

Далее, станок формирует поверхность детали с помощью резца . Если подходящего инструмента нет – например, в случае с поднутрениями, – для его создания запускается еще один производственный процесс. В процессе обработки деталь должна быть надежно зафиксирована, а резец – иметь доступ ко всем ее поверхностям. Иногда это не под силу даже пятикоординатному станку. Также большинство резцов имеет цилиндрическую форму, и обеспечить идеальное исполнение углов проблематично. Вертикальные внутренние углы всегда будут скруглены – кроме тех случаев, когда используется поднутрение.
3D-печать – это аддитивный процесс, и для нее не требуется никаких специальных инструментов, кроме поддержек. Обработка углов и кромок не представляет сложности. С помощью 3D-печати можно изготавливать детали сложной геометрии, в том числе с внутренними каналами и полостями – это позволяет снизить вес изделий и расширить область их применения. При использовании 3D-принтера необходимость в изготовлении физических инструментов исчезает, уступая место программному обеспечению.
Многие производители думают, что обязательно нужно выбирать одну из двух технологий! На самом деле, можно добиться выдающихся результатов, правильно используя преимущества обеих.
– Но ведь эти преимущества не означают, что 3D-печать всегда лучше?
– Конечно. У станков с ЧПУ тоже есть свои плюсы, и один из них – высокая точность, до нескольких микрон по каждой оси, что позволяет получать идеальные поверхности без дополнительной обработки. В том, что касается погрешностей, ЧПУ-обработка также обычно превосходит 3D-печать – ведь нагревать и заново формовать материал не требуется. Кроме того, станки с ЧПУ отлично подходят для конечных деталей из тяжелых материалов.
Когда нет проектных требований, делающих 3D-печать необходимостью (внутренние каналы, сложная геометрия, снижение веса, монолитные конструкции и т.д.), субтрактивная обработка оказывается более привлекательной для мелкосерийного производства с точки зрения скорости, стоимости.
Проблема в том, что многие производители думают, что обязательно нужно выбирать одну из двух технологий! На самом деле, можно добиться выдающихся результатов, правильно используя преимущества обеих.
– Можете привести примеры? Как производители могут использовать обе технологии одновременно?
– Я уже говорил о допусках. В автомобилестроении, авиакосмической промышленности и других отраслях, где требуется высокая точность изготовления металлических деталей, невозможно обеспечить допустимые погрешности, используя только 3D-печать. С другой стороны, выгоды 3D-печати в подобных случаях – возможность снизить массу и улучшить эргономику деталей. Обрабатывая напечатанные детали на станках с ЧПУ, производители «убивают двух зайцев»: в некоторых случаях можно добиться погрешности ±0,005 мм .
При жестких допусках необходима идеальная обработка поверхности, особенно когда критически важна абсолютно точная подгонка деталей. В таких ситуациях можно печатать детали с запасом по размеру, а затем обрабатывать их, например, на пятикоординатном фрезерном станке с ЧПУ, добиваясь требуемой точности.

Материалы представляют собой отдельное преимущество. Раньше 3D-принтеры зачастую не могли обеспечить надлежащие механические характеристики (прочность, коррозионную стойкость, теплоизоляционные свойства) титана, алюминия, инконеля или нержавеющей стали. Теперь же эти материалы, а также множество других сплавов и суперсплавов в полной мере доступны для 3D-печати. Используя станки с ЧПУ для высокоточной постобработки напечатанных изделий, инженеры-разработчики получают гораздо большую гибкость в работе с уже известными им материалами.
Важно не забывать и такой момент. 3D-печать открывает новые возможности для оптимизации конструкции; аналогично, файлы, предназначенные для 3D-печати, можно оптимизировать для станков с ЧПУ, что позволяет дополнительно сэкономить. Повороты, перемещения, сложный и долгий технологический процесс, специальные крепления – все известные недостатки ЧПУ-обработки при использовании 3D-печати устраняются полностью. 3D-принтер выполняет основную работу, создавая изначальную конструкцию, а конечная обработка (типа нарезки точной резьбы) – простой, но очень важный этап производства – остается за станками с ЧПУ.
И, наконец, 3D-печать металлических деталей с последующей обработкой на станках с ЧПУ часто намного быстрее и дешевле создания новой пресс-формы для литья под давлением. Добавьте к этому преимущества работы с CAD-моделями — и сразу станет ясно, почему эта «звездная пара» технологий привлекает внимание производителей.
– Оба производственных метода используют цифровые технологии. Значит ли это, что их проще объединить в один процесс?
– Несомненно. Если предполагается ЧПУ-обработка, повысить эффективность процесса можно пр и проектировании деталей для 3D-печати. Настройки данных сразу приводятся в строгое соответствие с требованиями ЧПУ, и это позволяет ускорить производство и финишную обработку. Интеграция позволяет устранить задержки, неизбежные при использовании двух отдельных решений. Общее время 3D-печати и фрезеровки детали сокращается до 12 рабочих дней!
Материал предоставлен компанией Materialise
Фото в заставке © cookelma / Getty Images/iStockphot
Хотите увидеть лучшие примеры оптимизации производства с использованием 3D-печати готовых металлических изделий? Скачайте нашу обновленную бесплатную брошюру:
Читайте также: