
Как проверить драйвер сварочного инвертора
Обновлено: 07.07.2024
Вы можете написать сейчас и зарегистрироваться позже. Если у вас есть аккаунт, авторизуйтесь, чтобы опубликовать от имени своего аккаунта.
Примечание: Ваш пост будет проверен модератором, прежде чем станет видимым.
Последние посетители 0 пользователей онлайн
Топ авторов темы
KRAB 47 постов
KT117 67 постов
oleg1ma 26 постов
Ovik3 25 постов
Популярные посты
KT117
17 августа, 2014
У вас немного неправильная метода. Если на силу подали 80В-то и на ШИМ нужно отдельно подавать штатное питание 15В. И тогда смотреть работу ТГР и драйверов. А иначе микросхема UC3845 не запустится. Я
KT117
Вапрос канешно интересный! Как вариант ответа: конденсат в аппарате появляется после обильного возлияния спиртных напитков с употреблением жареного на углях мяса ( типа марки Шашлык) под проливным
Изображения в теме
Помогите опознать! Похожи на ВЧ транзистор. Google молчит, хотя маркировку видно отлично.



Похожий контент
Задача: надо преобразовать постоянный ток 600 В в переменный трехфазный 380 В
Схема в sPlan:схемка .zip
В основе схемы лежит прямоходовый преобразователь с "размагничивающей" обмоткой и "фиксирующим" конденсатором.
Плата имеет небольшой размер (20 х 13см) и односторонний монтаж, что облегчает её изготовление в домашних условиях обычным "лазерно-утюжным" способом:
Плата в Lay:плата.zip
Для любителей моделировать, есть свежая модель в LTspice: модэль моего фикса.rar
Можно убедится что схема работает .Аппарат получился весом в 3.5 кг. ( "шланги" 2 х 2 м. ещё 1.5 кг.) Стоимость комплектующих составила немногим более 1000р. При правильной сборке работает сразу. Дополнительных настроек почти не требует. Максимальный выходной ток 120. 160А. (зависит от трансформатора и ёмкости электролитов).Радиаторы использованы от компьютерных кулеров. Силовой ключ и выходные диоды без прокладок. Диоды ТО-220 VD7,VD9 с фольги,( можно припаять). Выходной дроссель намотан на 2-х "строчниках" сложенных в Н. Намотан "литцем"(петля размагнитки от телека) в 3 слоя по 5 витков. Затем пропитан лаком.Корпус почти весь сделан из БП АТХ.
Несколько фоток:
Проволоки усиления дорожек, как можно теснее прижимайте к выводам силового трансформатора и выводам силовых элементов в соответствующих местах. Не полагайтесь на проводимость припоя! Она у него плохая.
Разница между старым сварочным трансформатором и новым инверторным сварочником примерно такая же, как между первыми автомобилями «Даймлер Бенц» и современным «Мерседесом». Инвертор значительно легче своего неподъемного предшественника, имеет встроенные функции, о которых ранее можно было только мечтать, например, возможность контроля величины сварочного тока или функция предотвращения залипания электрода. Но у великолепно задуманной идеи есть существенный недостаток – электронная начинка выходит из строя значительно чаще, чем у «старичков», а ремонт инверторных сварочных аппаратов требует немалых знаний и навыков. Любая попытка отремонтировать оборудование вслепую, без подготовки, чревата пожаром или даже травмой.

Как правильно организовать ремонт сварочного инвертора
- Цифровой тестер или мультиметр, все равно какой, можно с функцией проверки транзисторов;
- Паяльная станция, можно самодельная, но обязательно с регулируемым по температуре феном и исправным низковольтным паяльником;
- Нагрузочный реостат.
Кроме перечисленного, для работы может потребоваться шприц для откачки припоя, кисточка, спирт, лупа, сильный фонарик, лампа накаливания с проводами, ну и, конечно, справочники для заказа запасных частей.
Совет! У большинства профессиональных ремонтников имеется в распоряжении осциллограф. Для ремонта электроники, по сути, незаменимая вещь, если дело касается проверки работы системы управления аппарата.
Не факт, что осциллограф потребуется для ремонта сварочного аппарата своими руками, но в особо сложных случаях без него просто не обойтись.
Восстанавливаем сварочный инвертор, полный курс выживания
Перед тем как раскрывать аппарат и вникать в детали поломки, необходимо выяснить у сварщика две основные подробности. Во-первых, необходимо выяснить, как и в каких условиях произошла поломка сварочного инвертора, и во-вторых, были ли попытки выполнить ремонт другими специалистами.
Проблема заключается в том, что «любители» нередко заменяют заводские детали первыми попавшимися под руку компонентами. Без схемы восстановить номинал и марку детали, что крайне важно для качественного ремонта сварочного аппарата, очень сложно.
Процесс восстановления сварочного аппарата выполняется в три этапа:
Нередко любительский ремонт сварочных аппаратов заканчивается проверкой, зажигается дуга или нет. Использование реостата позволяет проверить один из основных параметров работоспособности сварочного инвертора – способность к регулировке и подстройке сварочного тока под нагрузкой.


Перед тем как приступать к ремонту, нужно разобраться и выяснить для себя, как устроен аппарат, и в чем особенности его работы. Например, посмотреть типовую схему или блок схему, тогда станет понятно, что и где находится на плате.
Этап первый, определяем проблемы внешним осмотром платы
Чтобы получить доступ к внутренней начинке сварочного агрегата, необходимо освободить электронную плату от корпуса и сетевого шнура.
Совет! Если перед ремонтом аппарат включался в сеть для проверки, перед разборкой сварочного инвертора осторожно замкните выходные муфты под сварочные шланги с помощью пары проводов и обычной лампы накаливания 100-150 Вт. Это поможет избежать ударов током.
Для разборки нужно снять два-четыре винтовых или саморезных крепления корпуса и вытащить из и соединительных фишек провода. Для ремонта остается голая плата, утыканная электронными деталями. Первым делом осматриваем ее, стараемся выявлять критические для ремонта сгоревшие или поврежденные элементы, подгоревшие дорожки платы, черные резисторы и раздувшиеся конденсаторы.


В подавляющем большинстве случаев выходят из строя и подлежат ремонту следующие элементы платы сварочного аппарата:
- Балластное мощное сопротивление, разряжающее конденсаторы в силовом блоке схемы. Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;
- Полевые транзисторы-ключи. Их легко найти, они всегда установлены на массивных алюминиевых радиаторах. Если сгорело сопротивление, почти всегда требуется ремонт и замена как минимум одного из транзисторов;
- Если не регулируется сварочный ток, то, скорее всего, потребуется ремонт драйвера, одного из его каналов или операционного усилителя, входящего в схему управления.
Разумеется, приведенный перечень для ремонта является наиболее распространенным, но не исчерпывающим. Например, может сгореть термодатчик, следящий за перегревом сварочного аппарата, токовый трансформатор, работающий в паре с операционником, элементы входного диодного моста и многое другое. Поэтому ремонт сварочного аппарата необходимо начинать с прозвонки элементов по цепи.


Второй этап ремонта, проверяем цепи прозвонкой




Кроме них, вторым кандидатом на ремонт и замену является драйвер платы сварочного аппарата. Но для его ремонта потребуются очень серьезные навыки и знания. Поэтому, если после замены транзисторов будут определены неисправности в каналах драйвера, лучше поручить его ремонт более квалифицированному специалисту.
Как проверить целостность драйвера


В противном случае для ремонта сварочного аппарата придется обращаться к специалисту.
Простейший ремонт сварочного аппарата
Для ремонта агрегата потребуется снять старые транзисторы и заменить их новыми деталями. Каждый ключ крепится к массивному алюминиевому радиатору болтиком. После снятия болтов выворачивают саморезы крепления радиаторов. Для ремонта потребуется аккуратно выпаять полевой транзистор с помощью фена паяльной станции, делается это с максимальной осторожностью, чтобы не повредить дорожки и навесной монтаж. При выпаивании транзистор должен выйти без усилия, в противном случае поднимутся дорожки, и стоимость ремонта сварочного аппарата может подскочить в несколько раз. Место выпайки нужно освободить от припоя с помощью груши или шприца и очистить от пригорелого лака.


Перед установкой новых полевых транзисторов – ключей нужно выполнить ремонт балластного сопротивления. Вместо старого резистора, впаиваем новую деталь на 47 Ом, 10 Вт. Кроме того, прозваниваем конденсаторы и супрессоры, установленные по схеме на дорожках полевиков.


После напайки конденсаторов подключаются щупы осциллографа, и включается питание платы сварочного аппарата.


Форма сигнала подтверждает, что ремонт выполнен правильно, на затворы транзисторов приходит сигнал от драйвера нужной формы и величины.
Осталось только закрепить новые полевые транзисторы с нанесенной теплоотводящей пастой на алюминиевых радиаторах. Радиаторы устанавливаются на плату, а ножки транзисторов поочередно запаиваются. Восстановление сварочного аппарата практически закончено, осталось только испытать устройство.




Заключение
Для этого подключаем к выводным контактам платы сварочного аппарата лампу на 40 Вт и включаем ее, если лампа загорелась вполнакала, значит, восстановление выходных цепей выполнено успешно. Чтобы удостовериться в полной работоспособности аппарата, к муфтам сварочных шлангов подключают реостат и тестером измеряют напряжение на выходных клеммах. Если поворотом ручки напряжение на клеммах муфты плавно меняется от 60 В до 10 В, значит, аппарат полностью исправен, в противном случае нужно менять операционный усилитель в цепи регулировки.
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
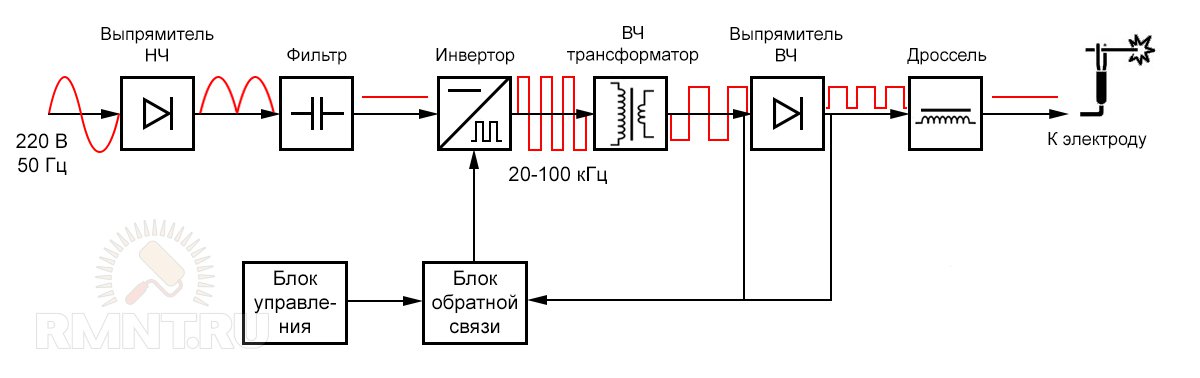
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор.
Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
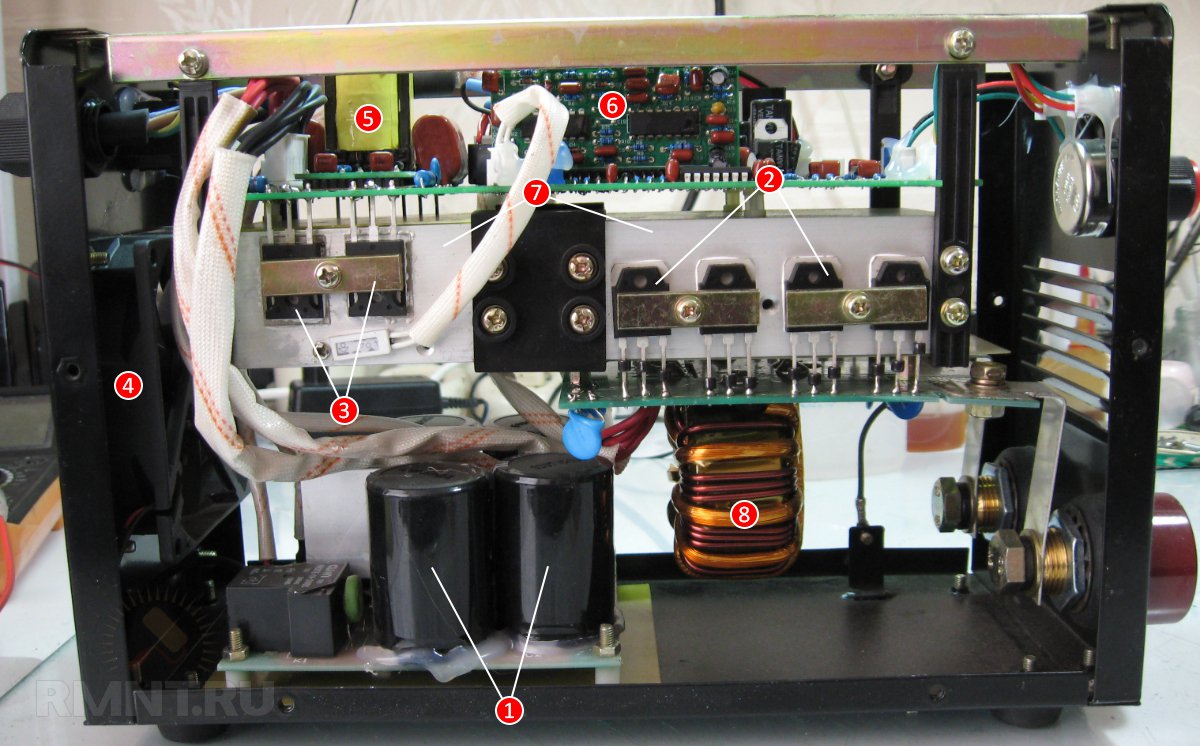
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.

Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов

Диагностика неисправности и замена вышедшей из строя детали при наличии определенной сноровки может производится в домашних условиях. Для осуществления ремонта необходимо предварительно ознакомиться с конструкцией устройства и лишь потом приступать к ремонту.
Распространенные причины поломок
- Неустойчивая сварочная дуга.
Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока. - Появление усилий при отрыве электрода от металла.
Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара. - Отсутствие сварочной струи.
Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети. - Отключение инвертора при длительной работе.
Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
- Попаданием влаги внутрь корпуса инвертора.
Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства. - Образованием большого количества пыли на основных рабочих элементах.
Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов. - Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов.
Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
Кроме этого, неработоспособность устройства может быть связана с выходом из строя одного из модулей.
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Общий порядок диагностики сварочных инверторов
В приборе перед его ремонтом следует проверить работоспособность охлаждающей системы. Радиаторы охлаждения, забитые пылью, существенно хуже отводят тепло от силовых элементов, а значит следует полностью очистить ребра от пылевых образований и прочего мусора.
Ремонт инверторных сварочных аппаратов следует начинать с диагностики входного выпрямителя.
Для полной проверки данного узла следует:
- разобрать модуль;
- снять радиатор;
- снять диодный мост;
- прозвонить контакты диодного моста.
Если неполадок диодного моста не выявлено следует переходить к следующему модулю – выходному выпрямителю.
Типичные неисправности инверторов.
Проверка работоспособности выходного выпрямителя осуществляется по следующему алгоритму:
- разобрать модуль;
- выпаять диодные сборки;
- прозвонить диоды.
Кроме диодов в схеме выходного выпрямителя имеются радиаторы, которые следует установить обратно после ремонта модуля.
После обследования выходного выпрямителя следует перейти к диагностике модуля ключей.
Данный модуль инвертора состоит из:
- четырех групп транзисторов;
- платы управления ключами;
- сглаживающих выпрямителей.
Порядок обследования модуля ключей состоит в следующем:
- Проверка транзисторов.
Как правило, неисправный элемент хорошо видно невооруженным глазом. Если такого нет, то следует последовательность проверить тестером все имеющиеся транзисторы. - Если замеры тестером не дали результатов нужно продиагностировать транзисторные сборки при помощи авометра, измерив сопротивление.
- При исправности видимой исправности всех компонентов следует выпаять все транзисторы по очереди.
Такой метод диагностики подойдет, если на плате присутствует короткое замыкание.
Если транзисторные преобразователи блока управления полностью исправны, нужно обследовать плату управления ключами. Для проведения такой диагностики следует подготовить осциллограф.
Большинство неисправностей инвертора можно диагностировать путем внимательного осмотра электронных компонентов. При выявлении дефективных деталей следует немедленно выпаять их и заменить аналогичными по характеристикам.
Ремонт силового блока инвертора
Для ремонта силового блока инвертора могут потребоваться следующие инструменты:
- плоскогубцы;
- два паяльника мощностью 40 и 100 ватт;
- отвертки различных видов;
- гаечные и торцевые ключи;
- нож;
- кусачки;
- тестер для электрической сети;
- осциллограф;
- штангенциркуль;
- микрометр.
Наиболее типичной поломкой силового блока сварочного инвертора является выход из строя мощного транзистора. В большинстве случает поврежденный транзистор можно определить визуально: на нем имеются дефекты, прогары или деформация. Ремонт инвертора в случае обнаружения дефектного транзистора сводится к его замене.
Существует множество случаев, когда пробой транзистора является лишь следствием, а не причиной. При таком развитии событий замена транзисторной сборки может не дать видимого эффекта.
Если после замены транзистора работоспособность прибора не восстановилась, то имеет смысл перейти к следующему шагу, а именно диагностике и замене элементов из диодного моста.
Перед тем, как отремонтировать диодный мост, следует проверить работоспособность всех элементов. Сделать это можно путем поочередного замера сопротивления на ножках элементов. В случае, если сопротивление между щупами мультиметра, находящимися на ножках диода, равняется нулю или бесконечности, то данный элемент следует заменить.
Новые транзисторы или диоды следует набирать из схожих по характеристикам аналогов. Как правило, в продаже имеются аналоги подавляющего большинства моделей электронных компонентов.
Составляющие сварочного инвертора.
При ремонте силового блока инвертора следует придерживаться таких правил:
- Запрещается использование электрического прибора с открытым изолирующим кожухом.
- Диагностику и замену всех электронных компонентов необходимо проводить на обесточенном сварочном аппарате.
- Удаление скопившейся пыли и мусора из устройства лучше всего проводить при помощи компрессора или баллона с сжатым воздухом.
- Очистка платы от липких следов и использованного флюса стоит проводить при помощи нейтральных к пластику растворителей. При этом рекомендуется использовать специальную кисточку для чистки электронных компонентов.
- Хранение исправного прибора должно проводиться в отключенном состоянии и с полностью закрытым кожухом.
Заключение
Ремонт сварочных инверторов своими руками – это достаточно тривиальная задача, требующая небольших знаний и навыков в области электротехники. Большинство неисправностей инверторых блоков питания можно отремонтировать после простейшей диагностики ключевых силовых узлов.
При самостоятельном восстановлении работоспособности инвертора важно обзавестись паяльником, флюсом, мультиметром и осциллографом. При осмотре и ремонте важно полностью обесточивать электронный прибор, дабы не подвергать себя риску поражения электрическим током.
Читайте также: