
Аналог mach3 для windows
Обновлено: 06.07.2024
Помимо точности и быстроты обработки, фрезерные станки с ЧПУ отличаются удобством обслуживания и высокой универсальностью. Во многом это достигается благодаря функционированию фрезерного станка в тесной «связке» с персональным компьютером. Система ЧПУ рассчитана на получение управляющей программы путём загрузки с ПК (хотя существуют и альтернативные способы «прямой» загрузки с внешних флешь-накопителей). С компьютера также можно осуществлять настройку параметров обработки и напрямую управлять движением инструментального портала фрезерного станка по всем координатным осям.
Зачем фрезерному станку операционная система ПК?
Для упрощения работы оператора, программные оболочки для управления фрезерным станком с ПК имеют удобный графический интерфейс. Программы рассчитаны на инсталляцию под операционную систему (семейства Windows или Linux) аналогично прочему прикладному «софту». Это несёт в себе как положительные, так и отрицательные последствия.
К плюсам можно отнести лёгкость установки программного обеспечения. Для управления фрезерным станком подойдёт любой современный ПК. Если компьютер по своим системным требованиям подходит для операционной системы, он, скорее всего, «потянет» и фрезерный станок. Кроме того, компьютер с «обычной» операционной системой может использоваться и для других целей — как связанных со станочной обработкой (к примеру, создание управляющих программ), так и посторонних.
Однако к минусам использование «обычного» ПК можно отнести подверженность всем компьютерным рискам — заражению вирусами, потери данных от отказа/размагничивания носителей информации. А также одному из самых неприятных явлений — «зависанию» в процессе обычной работы. Если компьютер «завис» во время чистовой обработки 3D-изделия, на которое уже потрачено не один час станочного времени, и если при этом заготовка будет испорчена остановившейся фрезой — такая «надёжность» системы «станок — ПК» никак не может быть признана удовлетворительной!
Тем не менее, большинство «бюджетных» моделей фрезерных станков с ЧПУ рассчитаны на работу с персональным компьютером. А раз это — единственный способ, необходимо оптимизировать доступные параметры для обеспечения надёжного функционирования обрабатывающей системы. В числе таких параметров — выбор подходящего типа операционной системы ПК.
Mach3 – программа управления станком
Для функционирования современного станка с ЧПУ требуются, как минимум, пять компонентов:
- CAD/САМ программное обеспечение (система автоматического проектирования) при помощи которого создаются файлы управляющих программ (УП), содержащие набор команд по которым контроллер ЧПУ станка осуществляет непосредственную обработку заготовок;
- Устройство для передачи УП в память ЧПУ станка — для этого используется либо ПК, подключённый к фрезерному станку, либо УП загружаются в память ЧПУ «напрямую» с флешь-накопителя;
- Программное обеспечение для управления станком — для этого может использоваться либо ПК с инсталлированными программами (той же Mach3), либо специальная «стойка ЧПУ» (когда набор «софта» уже является интегрированной частью системы ЧПУ станка);
- Платы электропривода — именно они преобразуют команды УП в сигналы для исполнительных элементов фрезерного станка (электродвигателей инструментального портала и шпинделя);
- Сам фрезерный станок, имеющий «на борту» систему ЧПУ, воспринимающую команды файла УП и посылающую соответствующие импульсы на платы электропривода для обеспечения движения режущего инструмента в соответствии с программой обработки.
В соответствии с вышеприведённой классификацией, Mach3 является третьим компонентом — программой для управления станком. При помощи Mach3 осуществляется загрузка и «расшифровка» файла УП, ручное управление двигателями станка, настройка параметров обработки и т. п. В случае отработки сложных маршрутов движения фрезы, Mach3 способен в режиме «реального времени» проводить сложные вычисления оперативных координат.
При наличии соответствующих подключении Mach3 способна также включать/выключать систему СОЖ, регулировать обороты шпинделя и т. п. Все действия программы отображаются на дисплее ПК. Таким образом, Mach3 является полноценным «командным центром» для осуществления любых операций с фрезерным станком, подключённым к ПК.
Оптимальная ОС для программы Mach3
Как явствует из вышеописанного, Mach3 по сути является центральным программным ядром в системе управления фрезерным станком. Однако сама программа Mach3 остаётся «всего лишь» прикладным софтом на компьютере под управлением операционной системы. В настоящий момент для большинства ПК (за исключением работающих под Linux) стандартным является комплектация ОС Windows 7 (взамен не слишком удачной Windows Vista) или Windows 8.
Последняя ОС довольно-таки «революционна» и не слишком подходи для управляющего центра фрезерного станка. Поэтому хорошим «базисом» для работы с Mach3 является ОС Windows 7. Однако для многих пользователей более привычна «старая добрая» Windows XP (которая также указана в списке допустимых ОС для инсталляции Mach3). Какую же ОС предпочесть?
Windows 7 является одной из новейших ОС от Майкрософт. Поэтому её стабильность и надёжность работы безусловно превосходят более ранние аналоги. На «семёрке» лучше реализованы такие важные утилиты, как аварийное восстановление системы, а также расширен список базовых драйверов для различного оборудования.
Однако это преимущество является весьма спорным. «Старый добрый» Windows XP зачастую лучше «дружит» с платами и прочим оборудованием для фрезерных станков, особенно выпущенных сравнительно давно (к примеру, рассчитанных на подключение по LPT-порту). Кроме того, немногий «софт» для фрезерных станков стабильно работает под управлением 64-битной ОС Windows 7. Что же касается отсутствия «зависаний» то Windows XP всё-таки нельзя назвать фаворитом, ибо их вероятность в большей степени зависит от конкретных условий работы ПК, а не от типа и версии ОС.
Ещё одним преимуществом Windows XP является отсутствие «красивостей» (по сравнению с «семёркой), которые в случае работы с фрезерным станком абсолютно бесполезны (и только зря потребляют ресурсы ПК). Однако Windows XP всё-таки больше подходит для «пожилых» компьютеров. Нередки ситуации, когда новый ПК просто не будет работать под Windows XP. Таким образом, Windows 7 рекомендуется для новых систем (и компьютеров, и фрезерных станков). Там же где присутствуют «архаичные» микросхемы (тот же LPT-интерфейс) для которых в «семёрке» просто нет драйверов, хорошей альтернативой будет использование «старой доброй» Windows XP.
Представляем профессиональный фрезерный станок для обработки камня 1325 Stone. Запуск станка, процесс работы и пример готового изделия на видео.
В гостях у нашего постоянного клиента компании «Пластфактория», которые занимаются изготовлением POS-материалов и сотрудничают с крупными косметическими брендами.
Видеоотчет с посещения производства наших клиентов - компания «АЛЬТАИР». О работе на производстве, изготавливаемых изделиях и станках от компании Wattsan.
Коллеги здравствуйте. Сначала предыстория. Вчера подумалось мне: А что это я картинки то маленькие строгаю, станок то большой? Быстренько сварганив круглую картинку 700 мм в диаметре, сгенерил УП. Она получилась больше 3 миллионов строк. Кинул её в Мач. Ждал минут 10 (два раза покурить успел),пока он её засосёт. Ну и пустил её на выполнение по воздуху (сразу деревяшку побоялся и как в воду глядел). Первый раз Мач стал колом на 1200000 приблизительно строк. Ну ладно, перезапустил его, далее в нём хотел продолжить с 1200000 строки, но выяснилось, что в строке, задающей этот номер, максимум можно набрать цифру 999999. Ладно, начал с 999999 строки, и опять Мач колом стал на 1800000 примерно строке. И только на 3 раз дошла УП до конца.
Теперь вопрос: существуют ли стабильные проги для управления станком с ЧПУ?
2 Ответ от еще_начинающий 2019-03-21 22:17:03
думается дело не в программе а в железе компьютера. раз долго всасывал.программа то что она работает но не может комп. переварить огромное количество данных. поэтому на мой взгляд и глюки
3 Ответ от Gvardiy 2019-03-21 22:23:02
Теперь вопрос: существуют ли стабильные проги для управления станком с ЧПУ?
Да существуют. но надо пользоваться чем есть )))
Я здоровые модели разбиваю на сегменты (спать тоже хочется) и режу почестям. главная базовую точку не потерять.
4 Ответ от bossic72 2019-03-22 19:45:15
Так зачем делить, если всего около 8 часов режется, вполне в день укладываешься. Да и не в этом вопрос. В стабильности. Завтра винду голую поставлю и кроме Мача ничего. Железо: двухъядерный пень, 2 Гига оперативки.
Теперь вопрос: существуют ли стабильные проги для управления станком с ЧПУ?
Написал в личку.
6 Ответ от Twitte 2019-03-25 11:44:29
Железо: двухъядерный пень, 2 Гига оперативки.
Оперативной памяти мало нужно больше . И попробуйте отключить окно визуализации в мач3 . Будет намного лучше
7 Ответ от bossic72 2019-03-25 19:07:18
Оперативной памяти мало нужно больше . И попробуйте отключить окно визуализации в мач3 . Будет намного лучше
Спасибо за советы. Обязательно попробую. Хоть пока не знаю как отключать это окно (оно в принципе и не нужно вовсе), но думаю разберусь.
8 Ответ от ygordom 2019-03-25 19:27:26
как отключать это окно (оно в принципе и не нужно вовсе), но думаю разберусь.
Вкладка диагностика, и внизу слева зеленый квадратик отключите, не помню что там написано, матча под рукой нет.
9 Ответ от bossic72 2019-03-27 18:03:52
Вкладка диагностика, и внизу слева зеленый квадратик отключите, не помню что там написано, матча под рукой нет.
Спасибо, отключу обязательно, тем паче что мне визуализация как то и нафиг не нужна.
Форум работает на PunBB , при поддержке Informer Technologies, Inc
Сгенерировано за 0.046 секунды (95% PHP — 5% БД) 8 запросов к базе данных

Изначально, планировал ограничиться двумя постами (раз, два) про мои ЧПУшные эксперименты. Но, тема оказалась многим интересной, поэтому, немного ее еще пораскрываю. В этом посте пойдет речь про написание самодельного софта для управления любительским ЧПУ.
Предисловие
Не знаю, удалось ли кого-то мотивировать первыми постами, но некоторые комментарии мне самому дали хорошую пищу для размышлений. Отдельная благодарность @evilruff за фото его лаборатории и за видео с классным корейцем. После просмотра того и другого мой бардачёк в подвале перестал казаться таким уж уютным.
Собравшись с силами, на выходных навел что-то отдаленно напоминающее порядок и сделал, наконец, 2 вещи которые собирался сделать еще пол-года назад.
Во-первых, заменил кусок фанеры который выполнял роль жертвенного стола. Этой фанерой я пользовался с момента покупки станка, прикручивая саморезами к ней заготовки и сооружая всякие безумные конструкции из палок и клиньев. Все для того, чтобы деталь не отправилась в непредсказуемый полет при фрезеровке.
Может кому пригодится лайфхак: новый стол сделал из пластиковой террасной доски (продается в Кастораме):

Доски болтами прикрутил прямо к алюминиевому родному столу. Бонусом получились удобные пазы для фиксаторов заготовки и быстрого монтажа присадочного стола. На все про все ушло пара часов и
И во-вторых, наконец, написал более-менее юзабильный софт для управления нестандартными функциями ЧПУ. Про это и будет основной рассказ.
Постановка задачи
G-code для операций, которые описаны во второй части простейший. Тем не менее, сам процесс наладки нельзя назвать быстрым.
Как это происходило
Например, для присадки нужно было: зная ширину панели посчитать сколько должно быть отверстий, рассчитать точное расстояние между ними, создать файл, написать g-code, загрузить его в Mach3. Все это занимает, в лучшем случае, минут 15 — 20. В этом свете, преимущества цифрового станка значительно меркнут по сравнению с ручным инструментом, которым за это же время можно навертеть целую кучу дырок.
Что хотелось получить
В случае той-же присадки, хотелось получить программу, где в очень простом интерфейсе я бы вводил ширину и толщину панели и нажав кнопку запускал процесс сверления нужного количества присадочных отверстий на одинаковом расстоянии друг от друга.
Поиск решения
Первое что пришло в голову было написание автономной программы, которая напрямую бы взаимодействовала с параллельным портом. Беглый гуглинг показал, что задача записи в lpt вполне решаемая, но черт, как известно, прячется в деталях. При дальнейшем изучении вопроса я понял, что застрять тут можно всерьез и надолго. К тому же, такое решение было бы не гибким: для другого станка, например с USB, оно не работало бы.
Оставался вариант разобраться с SDK Mach3. В процессе сбора информации про создание mach-плагинов я натолкнулся на интересное решение. В нем описывалось как используя OLE-механизмы можно дергать Mach3 из стороннего приложения. Я не эксперт в технологиях Microsoft, но после просмотра по диагонали мануала по SDK Mach3, если я правильно уловил основную идею, никакой серебренной пули не существует, плагины используют те же публичные методы COM-объектов Mach3. Перекраивать интерфейс Mach3 я не собирался, таким образом, разница для пользователя между плагином и standalon приложением получалась только в том, что плагин доступен из меню Mach3, а приложение — через иконку на рабочем столе XP.
Отдельное приложение мне показалось предпочтительней. В этом случае, теоретически, я мог сразу после загрузки компьютера запускать свою программу, которая паровозом загружала бы Mach3 (вместо того, чтобы сначала грузить Mach3 и потом копаться в его меню для запуска плагина).
Берем в руки шашку
Я не буду здесь выкладывать весь код получившегося приложения (при желании можете его найти на github по ссылке внизу поста). Поясню основные вещи. Все эксперименты я проделывал на виртуалке с WinXP SP3, VS 2003 и Mach3 Version R3.043.062. Для тех кто считает, что лучше один раз увидеть ссылка на ролик в Youtube по которому разбирался я. Ниже расшифровка основных моментов.
Подготовка

Взаимодействие с Mach3
Подключаем нужные библиотеки, объявляем переменные (Form1.cs)
Коды кнопок и значений параметров можно посмотреть в вики: OEM_DROs и OEM_Buttons (Wiki у них подглючивает, значения параметров в таблице не выводится, я смотрел на вкладке «View source»).
Первая версия программы работала так: по установленным параметрам генерировался g-code который покадрово (т.е. построчно) выполнялся методом _mInst.Code. И это было моей ошибкой. В отладочной среде на виртуалке все прекрасно работало. В Mach3 бежали правильные цифры в координатах. Но при переносе на станочный компьютер возникли проблемы. Каретка перемещалась правильно, но шпиндель не включался.
Похоже, что управление роутером и шпинделем в Mach работает в разных потоках. Получалась ситуация, что команды перемещений (G. ) выполнялись последовательно как они поступали в метод _mInst.Code в одном потоке, а команды управления шпинделем (M3, M5), не зависимо от первых, выполнялись в другом потоке. В результате, шпиндель включался (M3) и тут же выключался (M5), при этом перемещение каретки шло своим чередом.
Я пробовал разные варианты, подключал задержки, пробовал загнать весь управляющий g-code в одну строку и отправлять одним куском в _mInst.Code. В результате, остановился на решении «в лоб»: просто загоняю сгенерированный код в файл, этот файл программно открываю в Mach3 и там же программно нажимаю кнопку «Старт». Фрагмент работающего кода:
Пауза между загрузкой файла и нажатием кнопки нужна для того, что бы Mach успел открыть файл. Возможно, есть какой-то более изящный способ. Если кто знает, напишите в комментариях.
Дополнительным бонусом такого решения получилось то, что теперь можно в интерфейсе Mach наблюдать визуализацию процесса обработки.
Что в итоге получилось
Далее, в двух словах о получившемся приложении. Отдельно расскажу о UI для каждой операции.
Раскрой

Тут все достаточно прозрачно. Параметр S нужен для компенсации размера L если заготовка закреплена не в нулевой точке по Х (или по Y при распиле вдоль).
Присадка
Для присадки возможны 2 конфигурации оснастки. Первая с болгаркой для сверления торцевых отверстий. И вторая с обычным шпинделем для сверления в плоскости щита (почему-то я назвал ее «Присадка фронтальная»).
Присадка торцевая

При торцевой присадке важно точно выставить ноль в правом нижнем углу заготовки (у меня там находится угол бокового упора и стола). Со сверлом по дереву это сделать не сложно — там есть острый наконечник которым и надо попасть в этот угол. Закрепляя заготовку на столе я просто упираю ее в сверло.
Не меняя оснастку тем же способом я делаю ответные отверстия закрепляя заготовку вертикально:
Параметр X нужен для того, чтобы соединять панели разной ширины (например, когда нижняя и верхняя панели шкафа шире боковых на толщину дверей).
Присадка фронтальная

Оснастка для фронтальной — это обычный шпиндель. Этот вид присадки используется когда нужно насверлить отверстий в горизонтальной поверхности не только по краям но и где-то посередине. Например, если в шкафе несколько отделений и кроме боковых стенок есть внутренние. Если длина панели больше длины станка, присадку можно сделать в 2 подхода с разворотом детали на 180 градусов. В этом случае, так же пригодится параметр X.
Токарная обработка

Для меня основной сложностью при подготовке g-code с токарной траекторией было не переборщить с максимальной глубиной погружения диска. Дело в том, что на выходе из Inkscape получается одна линия и точение происходит в один проход. Из-за этого, мне приходилось делать отдельный код для цилиндрования заготовки и только после этого запускался основной проход создающий форму. И были некоторые ограничения на эту форму. В частности, нужно было следить, чтобы траектория не уходила слишком глубоко. Я старался не выходить за рамки 10 — 15мм от уровня первоначального цилиндра.
Все перечисленные проблемы удалось решить в новой программе. Работает это так: загружаем «сырой» g-code полученный из Inkscape, задаем размер стороны бруска заготовки и указываем максимальную глубину обработки за 1 проход (чем тверже деревяшка, тем меньше эта глубина). На базе исходного g-code и параметров программка посчитает безопасную траекторию и отправит ее в ЧПУ.
Планы на будущее
Программа здорово упростила рутину, но до совершенства еще далеко. Во-первых, нужно будет оптимизировать алгоритм сверления глубоких отверстий (сверло забивается стружкой и перегревается, нужно сделать качание вперед-назад). В-вторых, появилась идея сделать библиотеку токарных форм. Т.е. несколько типовых форм (типа цилиндра, конуса, скалки и т.п.) с возможностью настройки размеров без необходимости создавать траектории в сторонних программах.
Программа Mach3 превращает старый компьютер в мощный инструмент для управления станками с ЧПУ. Работа с фрезерными станками и граверами, лазерными и плазменными установками становится гораздо проще с Mаch3.
Читайте нашу статью, чтобы узнать, почему для Mach3 предпочтительнее старый компьютер, и как подготовиться к использованию этой программы.
Содержание
Видео
О компании Newfangled Solutions

ПО Mаch3 для станков с ЧПУ было создано в начале 2000 годов, в качестве альтернативы базовым программам для управления станками с компьютеров под управлением ОС Windows. Проект развивался параллельно с ПО EMC (Enhanced Machine Controller), разработанного для управления станками с Linux-устройств. Впоследствии разработчики объединились в единую компанию Newfangled Solutions.
На протяжении многих лет основным продуктом Newfangled Solutions была Mach3. Эта программа предназначалась для использования в среде профессионалов и продвинутых любителей.
В середине 2010-х компания Newfangled Solutions выпустила Mach4 с двумя лицензиями: для частного и профессионального использования, но Mach3 остается одним из самых популярных программных инструментов для работы с ЧПУ-оборудованием.
Описание Mach3
Программа Mach3 была разработана в начале двухтысячных, что наложило отпечаток на особенности ПО: интерфейс Mach3 старомоден и достаточно сложен, что компенсируется обширностью функционала, а системные требования скромны.
Первое, что необходимо учитывать — Mach3 должна быть установлена на PC с 32-разрядной операционной системой. Официальный сайт подчеркивает, что на 64-битных версиях Windows программа не будет работать. Еще более несовременным выглядит тип подключения — для работы с Mach3 станок необходимо подключить через параллельный порт (LPT).
Установка
Технические особенности программы определяют специфический порядок установки. Компания Newfangled Solutions обращает внимание клиентов на то, чтобы они сперва скачали триал Mach3, убедились, что он работает, и лишь затем приобретали лицензию.

Запуск и подключение
После установки программы необходимо проверить, что ПО и ОС правильно взаимодействуют. Для этого надо запустить приложение DriverTest.exe и убедиться, что Mach3 используется системой. Если этого не произошло, следует проверить:
- Разрядность операционной системы;
- Номер порта и адрес LPT — они должны совпадать в свойствах ОС и в настройках программы.
Если обнаружено несовпадение адресов в свойствах ОС и в приложении, то нужно вручную задать данные в Mach3, как они указаны в свойствах LPT-порта.
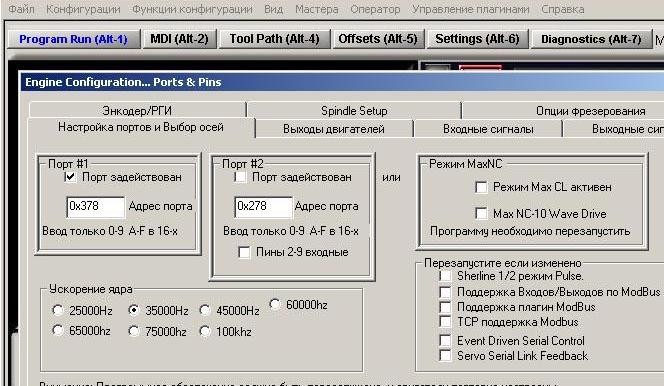
В пункте «Конфигурации» (Config) перейти во вкладку «Порты и пины» (Port and Pins) и поставить галочку в окне, где указан адрес рабочего порта.
Настройка
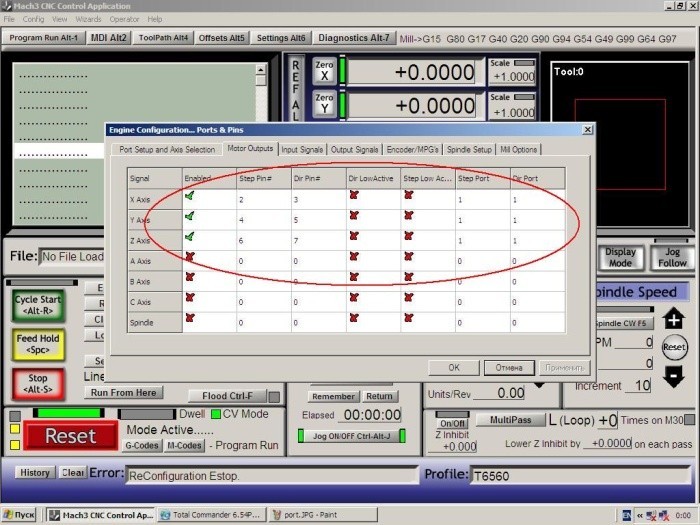
Во вкладке «Выходы двигателей» (Motor Outputs) вручную задать параметры в матрице значений. При этом необходимо учитывать, что для станков с четырьмя моторами добавляются пины: A-axis =Enabled Step Pin= 8, Dir Pin = 9. При необходимости изменить направление вращения двигателей — установить соответствующую галочку в поле Dir LowActive.
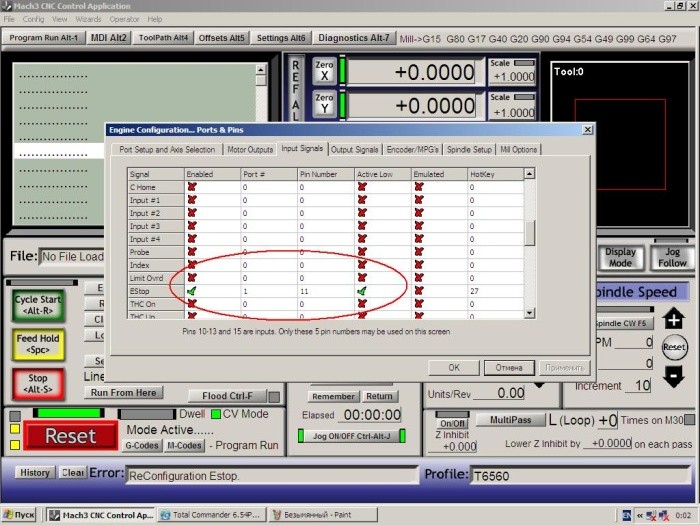
В соседней вкладке Input Signal необходимо установить значения и поставить галочки в графе EStop.
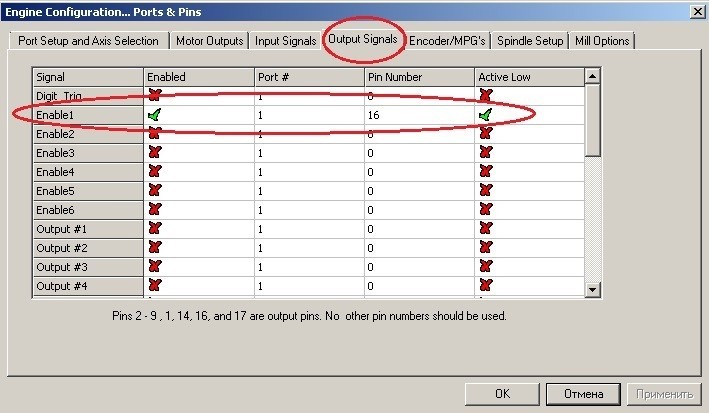
Во вкладке «Выходные сигналы» (Output Signals) изменяются только параметры в графе Enable1.
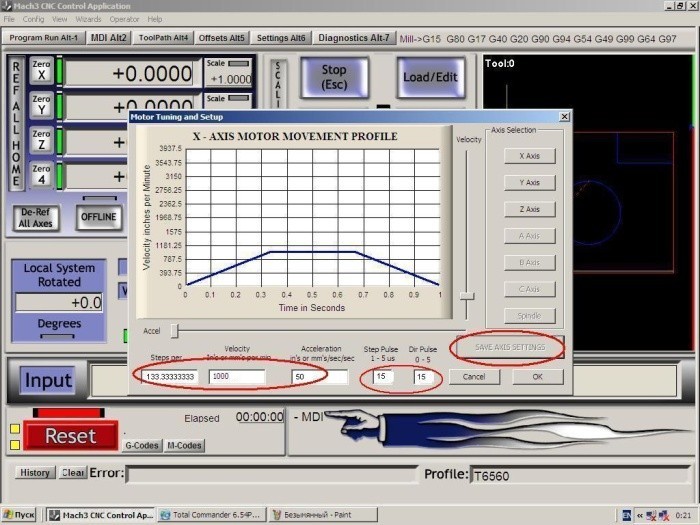
После этого необходимо задать скорость холостых перемещений и передаточных чисел. В пункте меню Config выбрать пункт Motor Tuning («Настройка мотора»). В этих настройках следует указать передаточное число в шагах / мм (Steps per mm). Затем вводятся данные для скорости перемещения (Velocity), ускорения (Acceleration), длительности импульса шага (Step Pulse и Dir pulse). Параметры вводятся для каждой оси в отдельности. После сохранения данных можно переходить к настройке следующей оси. Параметры калибровки осей и ведомой оси также настраиваются вручную.
Включение питания контроллера
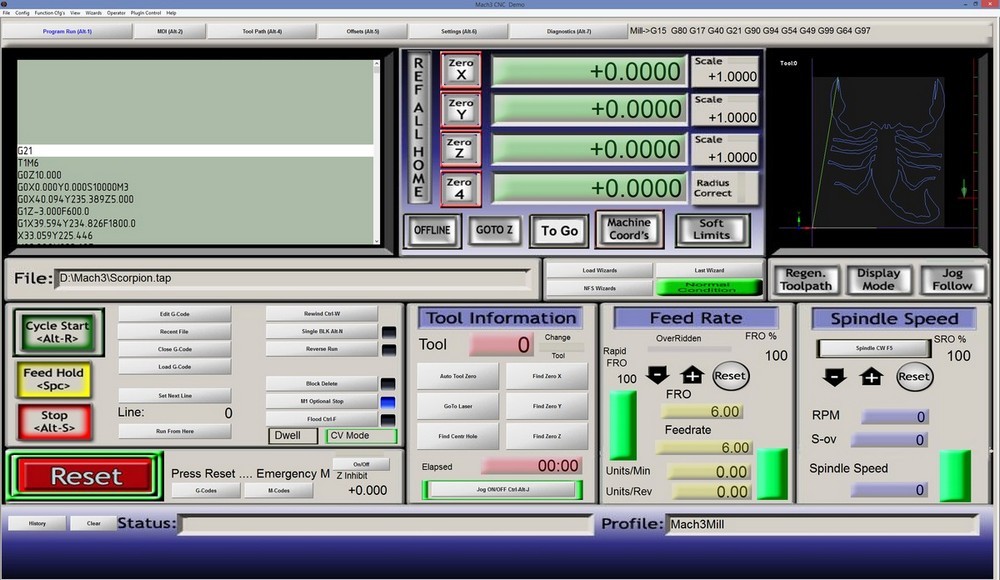
Важный аспект — настройка включения питания контроллера: сперва следует соединить кабелем LPT-контроллер и компьютер, затем включить питание и, в основном окне Mach3, кликнуть Reset, то есть «Сброс». Обрамляющая кнопку рамка должна перестать мигать и начать светиться постоянным зеленым светом.
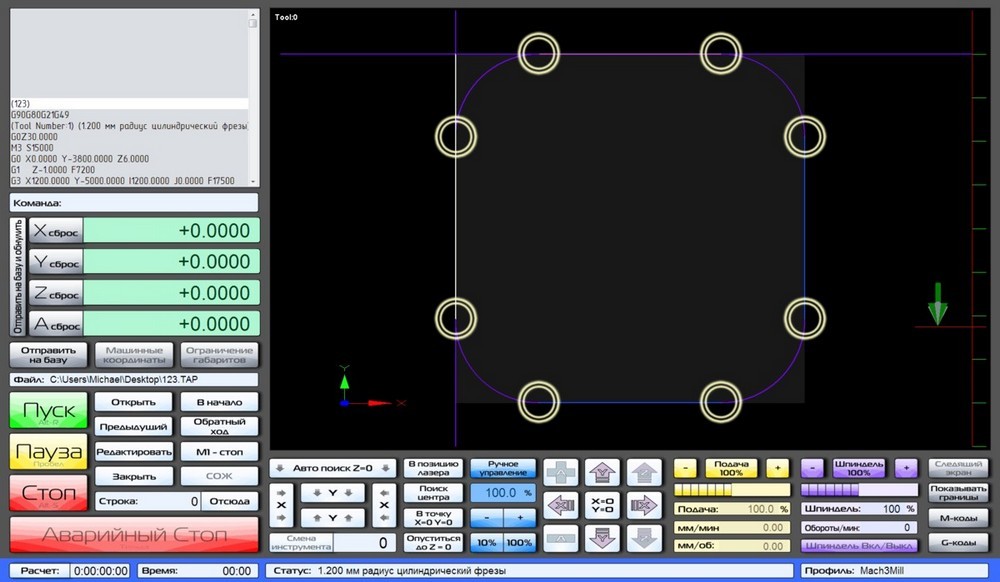
Загрузка модели
Перед началом работы необходимо загрузить параметры обрабатываемого изделия в виде G-code. Мы подробно рассматривали, что такое G-code на примере работы 3D-принтеров. Загрузить файл с данными по осям необходимо во вкладке ToolPatch. По клику на кнопку Cycle Start начнется выполнение условий, указанных в G-code.
Сложности в использовании Mаch3
Перед началом установки Mach3 следует изучить не только подробную инструкцию на 106 страницах, но и отзывы пользователей программы. В Рунете достаточно форумов (например, на сайте cnc-club), где обсуждают сложности в работе программы и возможные решения различных ситуаций.
Среди особенностей Mach3, с которыми столкнулись пользователи:
- Сбои, обусловленные использованием LPT-порта;
- Отклонение от траектории во время движения;
- Возможное снижение скорости при прохождении дуги.
Очевидно, что для каждого выявленного пользователями случая существует определенный алгоритм устранения проблемы. То есть, надо иметь в виду, что проблемы при использовании программы случаются, но они и их решение, как правило, подробно разобраны сообществом.
Итого
Mach3 остается популярным у энтузиастов инструментом. Программа дает возможность настроить буквально каждый параметр в работе всех двигателей в станке, что многие очень ценят. Такая настройка занимает действительно много времени, при первичной настройке и тестовых проходах, но дает уверенность в каждом выставленном параметре.
Купите лицензионное ПО в Top 3D Shop, чтобы получить самую свежую и стабильную версию программы.
Читайте также: