
Mach3 с какими файлами работает
Обновлено: 06.07.2024
Mach3 конвертирует файлы форматов DXF, HPGL или JPEG в G-код, который будет вырезать их прототипы.
Это делается через меню File>Import HPGL/BMP/JPG или File>Import>DXF.
Рисунок 6.27 Выбор фильтра импорта
Выбрав тип файла вам нужно будет загрузить оригинальный файл. У вас запросят параметры, чтобы определить какие команды преобразования, подачи и охлаждения включить в управляющую программу. После вы импортируете данные. Mach3 должна создать рабочий файл .TAP который содержит сгенерированный G-код, так что появится диалог сохранения файла для указания имени и директории. После файл .TAP загружается в Mach3 и вы можете запустить его как и любую другую управляющую программу.
7. Системы координат, таблица инструментов и крепления
Этот раздел объясняет как Mach3 понимает что нужно делать когда вы посылаете инструмент в данную позицию. Он описывает идею координатной системы, определяет Координатную Систему Станка и показывает как можно указать длинну каждого инструмента, положение рабочего пространства в fixture и при желании добавить собственные различные Отступы.
При первом прочтении это может показаться сложным. Мы предлагаем вам попробовать описанное на вашем станке. Это не просто сделать всего лишь запустив Mach3 так как вам нужно видеть где на самом деле находится инструмент и понимать простые команды G-кода как G00 и G01.
Mach3 можно использовать и без детального изучения этого раздела, но использование описанных в нем методов сделает использование станка более быстрым и надежным.
7.1 Координатная система станка
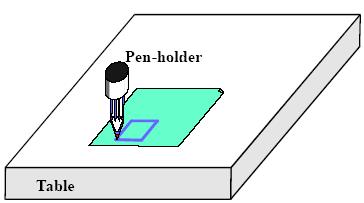
Рисунок 7.1 - Базовый рисовальный станок
Вы видели что большинство экранов Mach3 имеют DRO обозначенные "Ось Х", "Ось Y" и т.д. Если вы собираетесь делать детали с высокой точностью и минимизировать шанс врезаться инструментом во что-нибудь вам прийдется понять что именно эти значения обозначают в каждый момент времени когда вы готовитесь к работе или запускаете подпрограмму.
Это проще объяснить глядя на станок. Мы выбрали воображаемый станок, что облегчает визуализацию работы координатной системы. Рисунок 7.1 показывает как он выглядит.
Это станок для рисования шариковой ручкой на бумаге. Он состоит из фиксированного стола и цилиндрического держателя для ручки, который может двигаться влево и вправо (направление Х), вперед и назад (направление Y) и вверх-вниз (направление Z). Рисунок показывает только что нарисованный на бумаге квадрат.
Рисунок 7.2 показывает Координатную Систему станка которая измеряет (скажем в дюймах) от поверхности стола на его верхнем левом углу. Как вы видите верхний левый угол бумаги находится в точке X=2, Y=1 и Z=0 (не принимая во внимание толщину бумаги). Положение ручки X=3, Y=2 и что-то около Z=1.3.
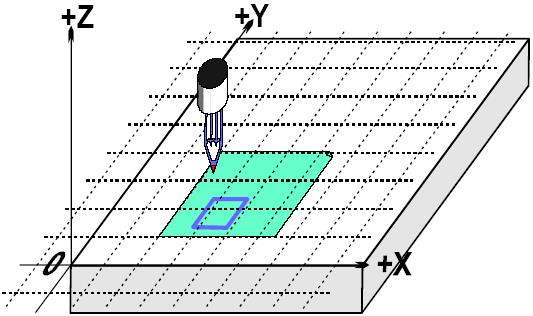
Рисунок 7.2 Координатная система станка
Если бы ручка находилась в углу таблицы, то, на этом станке, она бы была откалибрована или находилась в положении home. Это положение часто определяется положением переключателей home к которым станок двигается при включении. В любом случае будет нулевое положение для каждой оси, называемое абсолютным нулем станка.
Шарик ручки, как и конец режущего инструмента, это место где все происходит, и называется оно Управляемой точкой. DRO оси в Mach3 всегда отображают координаты Управляемой точки по отношению к какой-нибудь координатной системе. Причина по которой вам нужно прочитать этот раздел, это то, что не всегда удобно располагать ноль измерительной координатной системы в фиксированном месте станка (как угол стола в нашем примере).
Простой пример покажет почему это именно так.
Следующая программа на первый взгляд выглядит подходящей для рисования квадрата со стороной 1" на рисунке 7.1:
N10 G20 F10 G90 (установка единиц, низкого уровня подачи и т.д.)
N20 G0 Z2.0 (поднять ручку)
N30 G0 X0.8 Y0.3 (передвижение к левому верхнему краю квадрата)
N40 G1 Z0.0 (опустить ручку)
N50 Y1.3 (можно не писать G1 так как её мы уже указали)
N70 Y0.3 (двигаемся по часовой стрелке)
N90 G0 X0.0 Y0.0 Z2.0 (поднятие и отъезд ручки)
N100 M30 (завершение программы)
Даже если вы еще не полностью понимаете код, легко увидеть что происходит. Например в строке N30 станок получает команду передвинуть Управляемую Точку в Х=0.8, Y=0.3. К строке N60 Управляемая Точка будет в точке Х=1.8, Y=1.3 и DRO отобразит:
Mach3 программа для управления ЧПУ станками – программа, предназначенная для автономного контроля за станочным оборудованием с ЧПУ.
Предназначение
Полное название программы АртСофт Mach3. Она используется на компьютерных устройствах, подключенных к станкам. Для запуска программы на компьютере должна быть установлена операционная система от компании Майкрософт. Приложение и софт были созданы американским производителем. Его популярность связана с простотой использования, которая обеспечивает возможность применения как на производстве, так и в быту.
Отдав предпочтение управляющей программе, можно запустить приборы:
Для того чтобы Mach3 была запущена на компьютере, он должен соответствовать минимальным требованиям. Операционная система Windows – не старее двухтысячного года. Тактовая частота процессора – не менее 1 гигагерц. Минимальный объем оперативной памяти – 512 мегабайт. Память видеокарты – не менее 64 мегабайт. Объема свободной памяти на жестком диске – не менее 1 гигабайта. Наличие порта LPT и не менее двух разъемов USB.
Практически каждое современное устройство совместимо с Mach3, благодаря чему ее можно применять как на крупных предприятиях, так и в домашних мастерских.
Приложение аналогичным образом управляется на станке разной конструкции. Разница в работе может быть связана исключительно с отличиями в характеристиках и габаритах приборов.

Особенности
Mach3 взаимодействует с любыми станками, имеющими систему числового программного управления. Программу можно запустить не только на стационарных компьютерах, но и ноутбуках. Для этого достаточно подключить агрегат к станку. Система Mach3 представляет собой скорее драйвер, чем сложное приложение. После его установки, на компьютере можно будет самостоятельно создавать управляющие программы.
После того, как их создание будет завершено, они загружаются в модульную память, с которой связано числовое программное управление. Основная задача компьютера заключается в настройке параметров для работы со станочным оборудованием.
- автоматизировать рабочий инструмент;
- управлять его движением;
- контролировать перемещение по заданной траектории.
Программа работает в качестве обычного оконного приложения, и не перегружает операционную систему. Перед ее использованием рекомендуется ознакомиться с инструкцией. На обучение не потребуется много времени.
Основными достоинствами Mach3 являются:
- широкие функциональные возможности;
- интуитивно понятный интерфейс;
- грамотный принцип управления.
Инструкция доступна в различных языках, включая русский. Благодаря этому с обучением не возникнет трудностей.

Характеристики
Приложение способно управлять одновременно сразу шестью координатами. Софт оснащен встроенным программным обеспечением, которое позволяет загружать файлы прямым способом. Допускается загрузка файлов в четырех форматах:
При необходимости интерфейс приложения можно изменить. С его помощью прибор управляет частотой вращения шпинделя. Релейный контроль осуществляется на нескольких уровнях. Обработка записывается системой видеонаблюдения, которая передает запись в специальное окно софта. Для удобства оконный режим можно переключить в полноэкранный. Созданная программа совместима также с современными сенсорными приборами.
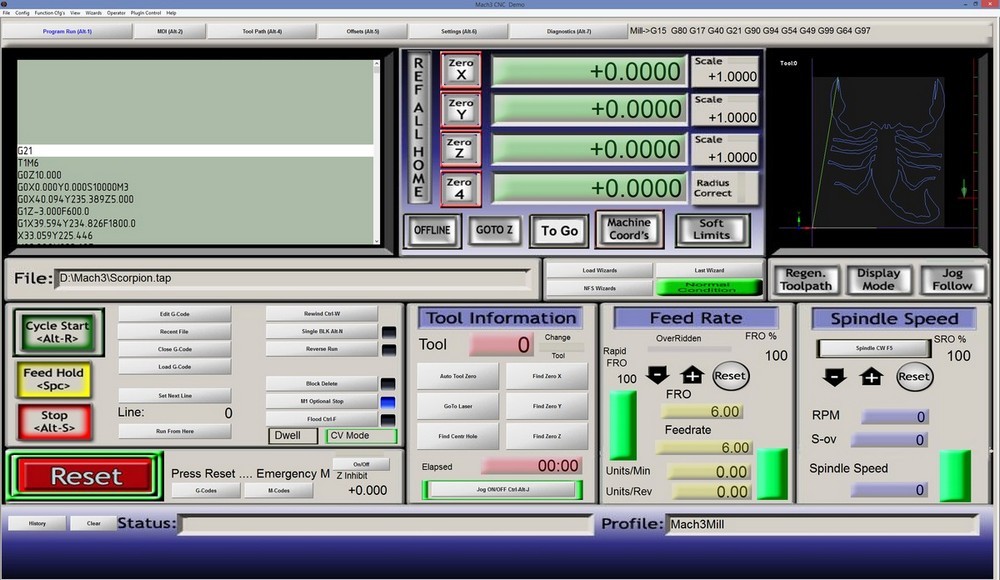
На экране имеются:
- кнопки управления программой;
- отображение управляющей программы;
- элементы управления осями;
- кнопки «Мастера»;
- кнопки управления экраном.

Они используются для:
- нарезки зубьев;
- сверления;
- отцифровки;
- гравировки текста;
- выборки пазов;
- поверхностной обработки;
- обработки обычных контуров.
На экран выводится вся информация о рабочем инструменте. Для регулировки скорости шпинделя достаточно воспользоваться кнопками «+» и «-». Кнопки и режимы подписаны на английском языке, но в инструкции написано их обозначение.
Подготовка
От правильной настройки программы зависит не только точность и качество выполнения обработки, но и сохранность оборудования. Если настройка будет выполнена с ошибками, результатом может стать сломанный управляемый инструмент, модуль для ЧПУ или другие элементы.
Подготовка выполняется в несколько шагов:
- необходимо полностью подключить станки и проверить их работоспособность (проверку можно выполнить как при помощи стандартной диагностики, так и с использованием различных программ);
- затем производится установка Mach3 (перед установкой следует убедить, что компьютерное устройство соответствует минимальным требованиям программы);
- рекомендуется использовать лицензионные версии приложения (по причине высокой стоимости лицензионного приложения и английского софта часто используются пиратские русифицированные сборки – однако они могут быть повреждены, и способны нанести вред станочному оборудованию);
- работа операционной системы должна быть оптимизирована (для этого рекомендуется отключить сторонние приложения, включая те, которые работают в фоновом режиме);
- при работе программы не рекомендуется запускать другие приложения (в особенности это касается игр, поскольку они способны нагрузки компьютер).
Если компьютер планируется использовать не только для работы с Mach3, жесткий диск следует разделить на подразделы. Данный шаг необходим, если ПК будет применяться в создании управляющих программ, или других целей. Следует установить отдельную операционную систему, на которой будет эксплуатироваться приложение. Другие приложения ставить на эту систему не нужно.

Использование
Перед настройкой программы следует внимательно изучить инструкцию, кнопки и их значение. Mach3 взаимодействует с разными станками, поэтому для каждого типа следует открыть собственную вкладку с параметрами. С покупкой лицензионной версии инструкция следует в комплекте. Если же используется пиратская версия, или же инструкция была утеряна, для обучения ее можно в свободном доступе скачать в интернете.
Перед обработкой деталей требуется включить станок и убедиться, что он работает нормально. Об этом будет говорить отсутствие рывков и перебоев в работе. Затем выполняется прогон агрегата. Приложение позволяет выполнить прогон в автоматическом режиме, нажав на специальную кнопку. С ее помощью пробный режим можно как включить, так и выключить. Управлять рабочим механизмом аппарата можно при помощи мышки.
Управление бывает двух типов:
При использовании первого типа станок приводится в рабочее состояние нажатием клавиши, и выполняет обработку по заданному отрезку. Второй тип характеризуется работой станка, пока оператор будет зажимать клавишу. Если клавишу отпустить, обработка прекратится.
Программа Mach3 превращает старый компьютер в мощный инструмент для управления станками с ЧПУ. Работа с фрезерными станками и граверами, лазерными и плазменными установками становится гораздо проще с Mаch3.
Читайте нашу статью, чтобы узнать, почему для Mach3 предпочтительнее старый компьютер, и как подготовиться к использованию этой программы.
Содержание
Видео
О компании Newfangled Solutions

ПО Mаch3 для станков с ЧПУ было создано в начале 2000 годов, в качестве альтернативы базовым программам для управления станками с компьютеров под управлением ОС Windows. Проект развивался параллельно с ПО EMC (Enhanced Machine Controller), разработанного для управления станками с Linux-устройств. Впоследствии разработчики объединились в единую компанию Newfangled Solutions.
На протяжении многих лет основным продуктом Newfangled Solutions была Mach3. Эта программа предназначалась для использования в среде профессионалов и продвинутых любителей.
В середине 2010-х компания Newfangled Solutions выпустила Mach4 с двумя лицензиями: для частного и профессионального использования, но Mach3 остается одним из самых популярных программных инструментов для работы с ЧПУ-оборудованием.
Описание Mach3
Программа Mach3 была разработана в начале двухтысячных, что наложило отпечаток на особенности ПО: интерфейс Mach3 старомоден и достаточно сложен, что компенсируется обширностью функционала, а системные требования скромны.
Первое, что необходимо учитывать — Mach3 должна быть установлена на PC с 32-разрядной операционной системой. Официальный сайт подчеркивает, что на 64-битных версиях Windows программа не будет работать. Еще более несовременным выглядит тип подключения — для работы с Mach3 станок необходимо подключить через параллельный порт (LPT).
Установка
Технические особенности программы определяют специфический порядок установки. Компания Newfangled Solutions обращает внимание клиентов на то, чтобы они сперва скачали триал Mach3, убедились, что он работает, и лишь затем приобретали лицензию.

Запуск и подключение
После установки программы необходимо проверить, что ПО и ОС правильно взаимодействуют. Для этого надо запустить приложение DriverTest.exe и убедиться, что Mach3 используется системой. Если этого не произошло, следует проверить:
- Разрядность операционной системы;
- Номер порта и адрес LPT — они должны совпадать в свойствах ОС и в настройках программы.
Если обнаружено несовпадение адресов в свойствах ОС и в приложении, то нужно вручную задать данные в Mach3, как они указаны в свойствах LPT-порта.
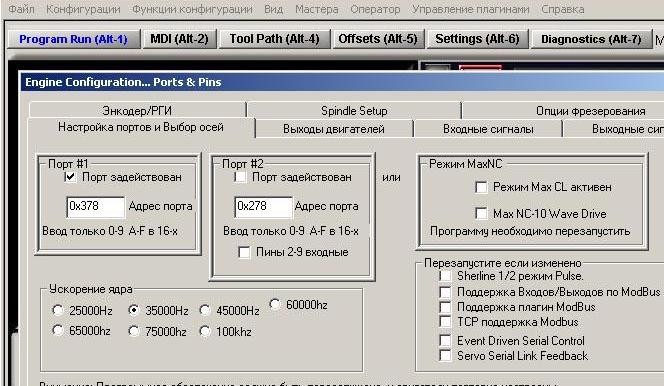
В пункте «Конфигурации» (Config) перейти во вкладку «Порты и пины» (Port and Pins) и поставить галочку в окне, где указан адрес рабочего порта.
Настройка
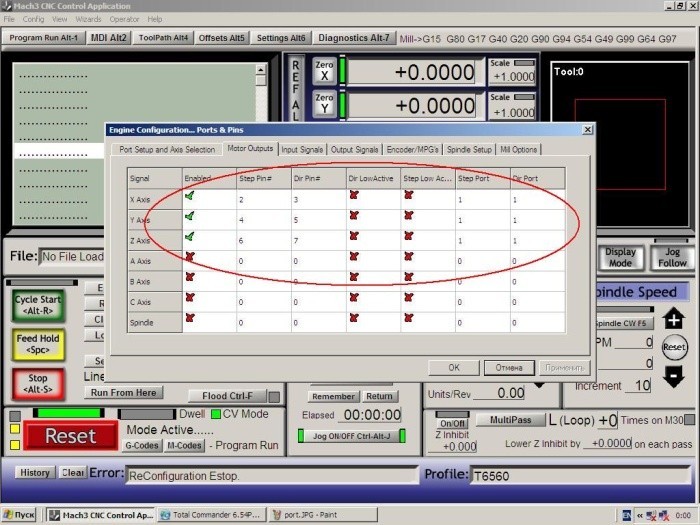
Во вкладке «Выходы двигателей» (Motor Outputs) вручную задать параметры в матрице значений. При этом необходимо учитывать, что для станков с четырьмя моторами добавляются пины: A-axis =Enabled Step Pin= 8, Dir Pin = 9. При необходимости изменить направление вращения двигателей — установить соответствующую галочку в поле Dir LowActive.
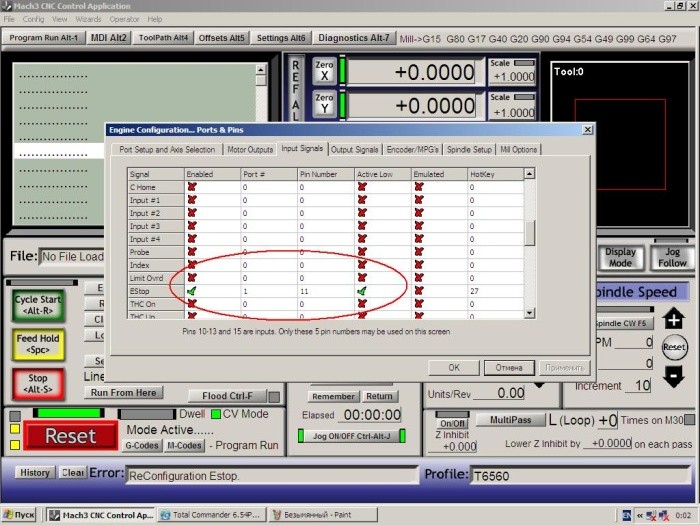
В соседней вкладке Input Signal необходимо установить значения и поставить галочки в графе EStop.
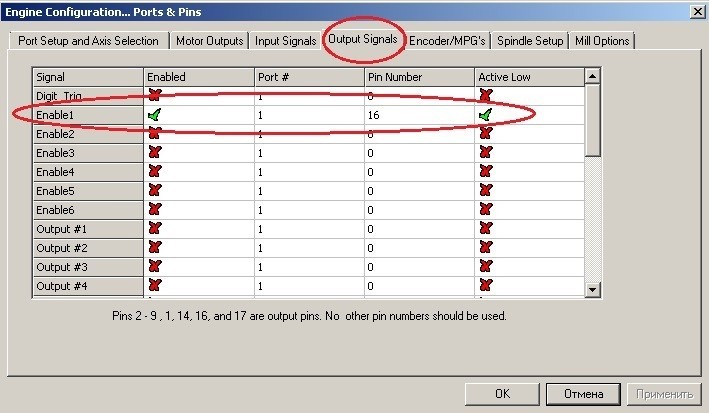
Во вкладке «Выходные сигналы» (Output Signals) изменяются только параметры в графе Enable1.
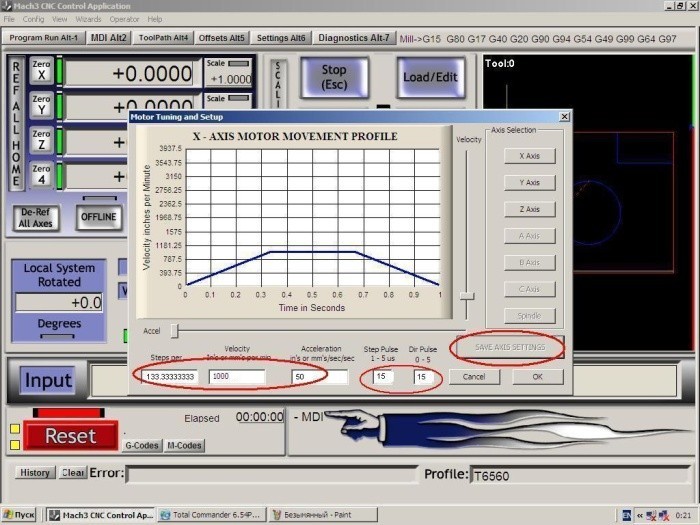
После этого необходимо задать скорость холостых перемещений и передаточных чисел. В пункте меню Config выбрать пункт Motor Tuning («Настройка мотора»). В этих настройках следует указать передаточное число в шагах / мм (Steps per mm). Затем вводятся данные для скорости перемещения (Velocity), ускорения (Acceleration), длительности импульса шага (Step Pulse и Dir pulse). Параметры вводятся для каждой оси в отдельности. После сохранения данных можно переходить к настройке следующей оси. Параметры калибровки осей и ведомой оси также настраиваются вручную.
Включение питания контроллера
Важный аспект — настройка включения питания контроллера: сперва следует соединить кабелем LPT-контроллер и компьютер, затем включить питание и, в основном окне Mach3, кликнуть Reset, то есть «Сброс». Обрамляющая кнопку рамка должна перестать мигать и начать светиться постоянным зеленым светом.
Загрузка модели
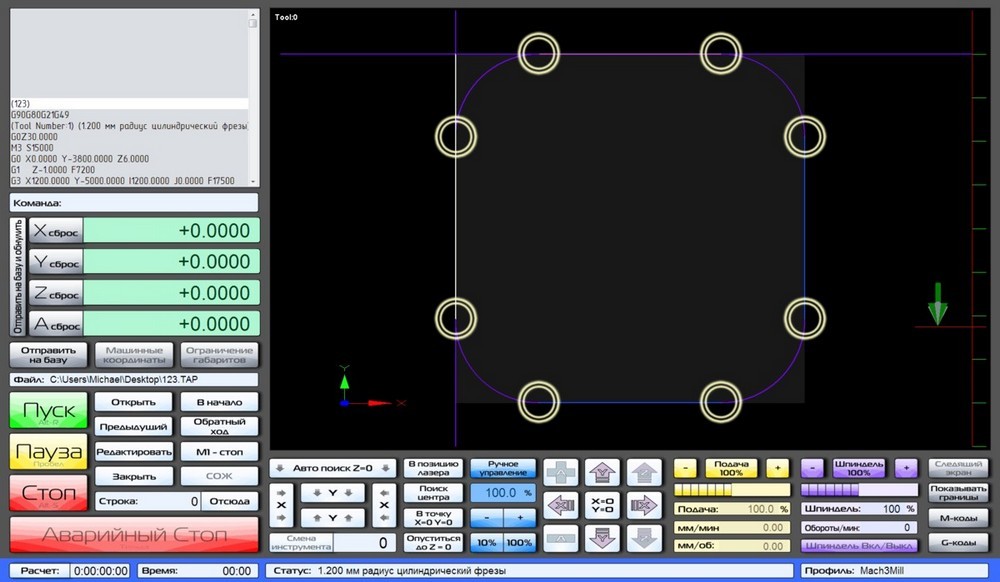
Перед началом работы необходимо загрузить параметры обрабатываемого изделия в виде G-code. Мы подробно рассматривали, что такое G-code на примере работы 3D-принтеров. Загрузить файл с данными по осям необходимо во вкладке ToolPatch. По клику на кнопку Cycle Start начнется выполнение условий, указанных в G-code.
Сложности в использовании Mаch3
Перед началом установки Mach3 следует изучить не только подробную инструкцию на 106 страницах, но и отзывы пользователей программы. В Рунете достаточно форумов (например, на сайте cnc-club), где обсуждают сложности в работе программы и возможные решения различных ситуаций.
Среди особенностей Mach3, с которыми столкнулись пользователи:
- Сбои, обусловленные использованием LPT-порта;
- Отклонение от траектории во время движения;
- Возможное снижение скорости при прохождении дуги.
Очевидно, что для каждого выявленного пользователями случая существует определенный алгоритм устранения проблемы. То есть, надо иметь в виду, что проблемы при использовании программы случаются, но они и их решение, как правило, подробно разобраны сообществом.
Итого
Mach3 остается популярным у энтузиастов инструментом. Программа дает возможность настроить буквально каждый параметр в работе всех двигателей в станке, что многие очень ценят. Такая настройка занимает действительно много времени, при первичной настройке и тестовых проходах, но дает уверенность в каждом выставленном параметре.
Купите лицензионное ПО в Top 3D Shop, чтобы получить самую свежую и стабильную версию программы.
Приобретение фрезерного станка с ЧПУ является серьёзным «заделом» для развития бизнеса, как для крупного предприятия, так и для маленькой частной мастерской. Современное фрезерное оборудование отличается высокой производительностью и точность обработки. Оно весьма «неприхотливо» в эксплуатации и достаточно несложно в управлении. Однако для раскрытия потенциала оборудования на 100% необходим опыт работы с «железом» и «софтом».
Хорошо известно, что современные фрезерные станки с ЧПУ рассчитаны на тесное взаимодействие с персональным компьютером. При помощи ПК осуществляется разработка управляющих программ, а также их непосредственная загрузка в память системы ЧПУ. Компьютер служит для настройки параметров оборудования, а также может использоваться для ручного контроля перемещения режущего инструмента вдоль координатных осей. Естественно, что обеспечение взаимодействия системы «компьютер — оператор — фрезерный станок» невозможно без соответствующего программного обеспечения.
Программы для управления фрезерными станками с ЧПУ
Для облегчения управления фрезерным оборудованием при помощи ПК разработаны специальные программные пакеты, имеющие удобный графический интерфейс и рассчитанные на работу в ОС Windows (как обычное «оконное» приложение). Одной из популярных программ этого типа является Mach3.
Программа имеет широкий функционал и отличается наглядным интерфейсом. Однако пользователям, впервые сталкивающимся с Mach3 (или даже только начинающим осваивать фрезерное оборудование с ЧПУ в принципе) обязательно потребуется «период адаптации». Чтобы получить требуемый опыт и не «наломать фрез» (а также не подвергать риску повреждений дорогостоящее оборудование) необходимо воспользоваться следующими советами.
Подготовка к освоению Mach3
Начинать освоение программного обеспечения (неизбежно связанное с фактическим процессом обработки заготовок на фрезерном станке) можно лишь после завершения всех электрических подключений. К слову, для тестирования «электрики» фрезерного станка существуют специальные программные утилиты, помогающие выявить проблемы и определить текущие характеристики оборудования.
Естественно, перед началом знакомства с Mach3 программу следует инсталлировать на компьютер (отвечающий минимальным системным требованиям, указанным в документации по Mach3). Для русификации Mach3 также могут потребовать некоторые манипуляции, однако их описание выходит за рамки этой небольшой статьи.
При использовании Mach3 ОБЯЗАТЕЛЬНО следует оптимизировать ОС Windows, отключив по максимуму все «всплывающие» в автоматическом режиме программы. Иначе корректная работа Mach3 в режиме «реального времени» будет проблематична. Соответствующие рекомендации по настройке ОС «под Mach3» можно найти в сети. Также при работе фрезерного станка (и запущенной программе Mach3) не следует использовать компьютер для других целей —параллельные программы могут помещать корректной работе Mach3.
Если же компьютер используется и для других задач (например, составления управляющих программ для фрезерного станка), пусть и не одновременно с Mach3, рекомендуется разделить жёсткий диск на логические подразделы и установить отдельную ОС под Mach3 (оптимизировав её соответствующим образом). И загружать данную ОС только для задач контроля и управления фрезерным станком. Как видим, объём работ перед первым запуском Mach3 довольно велик. Однако в данной статье мы будем полагать что всё «железо» и «софт» установлено, подключено и настроено — взаимных конфликтов нет и система «станок — ПК — «софт» готова к работе.
Начало работы с Mach3
Нередко встречаются отзывы, что оператор, впервые взглянувший на главное окно Mach3, совершенно теряется в обилии «кнопок» и меню. С чего начинать работу-обучение?
Начать следует с общих настроек параметров фрезерного станка. Для этого в программе Mach3 следует открыть соответствующие окна-вкладки:
- параметры электродвигателей;
- настройка скорости и ускорения двигателей (отдельно для осей Х, Y и Z);
- конфигурация портов (параметры входных и выходных сигналов);
- настройки шпинделя;
- опции фрезерования;
- и ряд других.
Детальные описания настраиваемых параметров можно получить в руководстве пользователя, прилагаемом к пакету Mach3 (или имеющемуся в сети).
Произведённые настройки можно признать «условно правильными» если по командам с клавиатуры двигатели инструментального портала начинают крутиться, а сам портал двигается свободно и без рывков. В документации режим пробного ручного перемещения инструмента часто именуется «прогоном». Кнопки для управления «прогоном» присутствуют на нескольких экранах программы Mach3. Однако их общей чертой является наличие иконки включения/выключения режима «прогон», а также подсвеченный «джог-шарик» для управления движением инструмента при помощи щелчков мыши. Скорость вращения электродвигателей будет зависеть от того, как далеко расположен курсор мыши от центра «шарика». Для активации движения инструмента также можно использовать цифровые клавиши на клавиатуре ПК.
Режим управление движением инструмента может быть «непрерывным» или пошаговым«. Для непрерывного режима инструментальный портал будет перемещаться всё время, пока нажата соответствующая клавиша. В «пошаговом» режиме перемещение портала при нажатии клавиши произойдёт на строго определённое расстояние. Величину этого «шага», как и многие другие параметры, можно настроить по-своему.
На начальном этапе освоения Mach3 вышеописанный результат (получение движения и ручной контроль перемещения инструментального портала) можно признать удовлетворительным. Поскольку детальные настройки скорости/ускорения движения портала, а также задействование прочих функций пакета Mach3 относятся к процессу обработки. А, следовательно, настройки программы и параметры фрезерного станка будут считаться «правильными» только применительно к конкретным условиям фрезерования.
Следует особо отметить, что освоение Mach3 лучше вести в строгом соответствии с информацией, изложенной в официальном руководств пользователя. Несмотря на то, что «руководство» может показаться громоздким и «перегруженным», потраченное на чтение время окупится отсутствием типичных ошибок и риском повреждения оборудования в результате самостоятельных «экспериментов».

Изначально, планировал ограничиться двумя постами (раз, два) про мои ЧПУшные эксперименты. Но, тема оказалась многим интересной, поэтому, немного ее еще пораскрываю. В этом посте пойдет речь про написание самодельного софта для управления любительским ЧПУ.
Предисловие
Не знаю, удалось ли кого-то мотивировать первыми постами, но некоторые комментарии мне самому дали хорошую пищу для размышлений. Отдельная благодарность @evilruff за фото его лаборатории и за видео с классным корейцем. После просмотра того и другого мой бардачёк в подвале перестал казаться таким уж уютным.
Собравшись с силами, на выходных навел что-то отдаленно напоминающее порядок и сделал, наконец, 2 вещи которые собирался сделать еще пол-года назад.
Во-первых, заменил кусок фанеры который выполнял роль жертвенного стола. Этой фанерой я пользовался с момента покупки станка, прикручивая саморезами к ней заготовки и сооружая всякие безумные конструкции из палок и клиньев. Все для того, чтобы деталь не отправилась в непредсказуемый полет при фрезеровке.
Может кому пригодится лайфхак: новый стол сделал из пластиковой террасной доски (продается в Кастораме):

Доски болтами прикрутил прямо к алюминиевому родному столу. Бонусом получились удобные пазы для фиксаторов заготовки и быстрого монтажа присадочного стола. На все про все ушло пара часов и
И во-вторых, наконец, написал более-менее юзабильный софт для управления нестандартными функциями ЧПУ. Про это и будет основной рассказ.
Постановка задачи
G-code для операций, которые описаны во второй части простейший. Тем не менее, сам процесс наладки нельзя назвать быстрым.
Как это происходило
Например, для присадки нужно было: зная ширину панели посчитать сколько должно быть отверстий, рассчитать точное расстояние между ними, создать файл, написать g-code, загрузить его в Mach3. Все это занимает, в лучшем случае, минут 15 — 20. В этом свете, преимущества цифрового станка значительно меркнут по сравнению с ручным инструментом, которым за это же время можно навертеть целую кучу дырок.
Что хотелось получить
В случае той-же присадки, хотелось получить программу, где в очень простом интерфейсе я бы вводил ширину и толщину панели и нажав кнопку запускал процесс сверления нужного количества присадочных отверстий на одинаковом расстоянии друг от друга.
Поиск решения
Первое что пришло в голову было написание автономной программы, которая напрямую бы взаимодействовала с параллельным портом. Беглый гуглинг показал, что задача записи в lpt вполне решаемая, но черт, как известно, прячется в деталях. При дальнейшем изучении вопроса я понял, что застрять тут можно всерьез и надолго. К тому же, такое решение было бы не гибким: для другого станка, например с USB, оно не работало бы.
Оставался вариант разобраться с SDK Mach3. В процессе сбора информации про создание mach-плагинов я натолкнулся на интересное решение. В нем описывалось как используя OLE-механизмы можно дергать Mach3 из стороннего приложения. Я не эксперт в технологиях Microsoft, но после просмотра по диагонали мануала по SDK Mach3, если я правильно уловил основную идею, никакой серебренной пули не существует, плагины используют те же публичные методы COM-объектов Mach3. Перекраивать интерфейс Mach3 я не собирался, таким образом, разница для пользователя между плагином и standalon приложением получалась только в том, что плагин доступен из меню Mach3, а приложение — через иконку на рабочем столе XP.
Отдельное приложение мне показалось предпочтительней. В этом случае, теоретически, я мог сразу после загрузки компьютера запускать свою программу, которая паровозом загружала бы Mach3 (вместо того, чтобы сначала грузить Mach3 и потом копаться в его меню для запуска плагина).
Берем в руки шашку
Я не буду здесь выкладывать весь код получившегося приложения (при желании можете его найти на github по ссылке внизу поста). Поясню основные вещи. Все эксперименты я проделывал на виртуалке с WinXP SP3, VS 2003 и Mach3 Version R3.043.062. Для тех кто считает, что лучше один раз увидеть ссылка на ролик в Youtube по которому разбирался я. Ниже расшифровка основных моментов.
Подготовка

Взаимодействие с Mach3
Подключаем нужные библиотеки, объявляем переменные (Form1.cs)
Коды кнопок и значений параметров можно посмотреть в вики: OEM_DROs и OEM_Buttons (Wiki у них подглючивает, значения параметров в таблице не выводится, я смотрел на вкладке «View source»).
Первая версия программы работала так: по установленным параметрам генерировался g-code который покадрово (т.е. построчно) выполнялся методом _mInst.Code. И это было моей ошибкой. В отладочной среде на виртуалке все прекрасно работало. В Mach3 бежали правильные цифры в координатах. Но при переносе на станочный компьютер возникли проблемы. Каретка перемещалась правильно, но шпиндель не включался.
Похоже, что управление роутером и шпинделем в Mach работает в разных потоках. Получалась ситуация, что команды перемещений (G. ) выполнялись последовательно как они поступали в метод _mInst.Code в одном потоке, а команды управления шпинделем (M3, M5), не зависимо от первых, выполнялись в другом потоке. В результате, шпиндель включался (M3) и тут же выключался (M5), при этом перемещение каретки шло своим чередом.
Я пробовал разные варианты, подключал задержки, пробовал загнать весь управляющий g-code в одну строку и отправлять одним куском в _mInst.Code. В результате, остановился на решении «в лоб»: просто загоняю сгенерированный код в файл, этот файл программно открываю в Mach3 и там же программно нажимаю кнопку «Старт». Фрагмент работающего кода:
Пауза между загрузкой файла и нажатием кнопки нужна для того, что бы Mach успел открыть файл. Возможно, есть какой-то более изящный способ. Если кто знает, напишите в комментариях.
Дополнительным бонусом такого решения получилось то, что теперь можно в интерфейсе Mach наблюдать визуализацию процесса обработки.
Что в итоге получилось
Далее, в двух словах о получившемся приложении. Отдельно расскажу о UI для каждой операции.
Раскрой

Тут все достаточно прозрачно. Параметр S нужен для компенсации размера L если заготовка закреплена не в нулевой точке по Х (или по Y при распиле вдоль).
Присадка
Для присадки возможны 2 конфигурации оснастки. Первая с болгаркой для сверления торцевых отверстий. И вторая с обычным шпинделем для сверления в плоскости щита (почему-то я назвал ее «Присадка фронтальная»).
Присадка торцевая

При торцевой присадке важно точно выставить ноль в правом нижнем углу заготовки (у меня там находится угол бокового упора и стола). Со сверлом по дереву это сделать не сложно — там есть острый наконечник которым и надо попасть в этот угол. Закрепляя заготовку на столе я просто упираю ее в сверло.
Не меняя оснастку тем же способом я делаю ответные отверстия закрепляя заготовку вертикально:
Параметр X нужен для того, чтобы соединять панели разной ширины (например, когда нижняя и верхняя панели шкафа шире боковых на толщину дверей).
Присадка фронтальная

Оснастка для фронтальной — это обычный шпиндель. Этот вид присадки используется когда нужно насверлить отверстий в горизонтальной поверхности не только по краям но и где-то посередине. Например, если в шкафе несколько отделений и кроме боковых стенок есть внутренние. Если длина панели больше длины станка, присадку можно сделать в 2 подхода с разворотом детали на 180 градусов. В этом случае, так же пригодится параметр X.
Токарная обработка

Для меня основной сложностью при подготовке g-code с токарной траекторией было не переборщить с максимальной глубиной погружения диска. Дело в том, что на выходе из Inkscape получается одна линия и точение происходит в один проход. Из-за этого, мне приходилось делать отдельный код для цилиндрования заготовки и только после этого запускался основной проход создающий форму. И были некоторые ограничения на эту форму. В частности, нужно было следить, чтобы траектория не уходила слишком глубоко. Я старался не выходить за рамки 10 — 15мм от уровня первоначального цилиндра.
Все перечисленные проблемы удалось решить в новой программе. Работает это так: загружаем «сырой» g-code полученный из Inkscape, задаем размер стороны бруска заготовки и указываем максимальную глубину обработки за 1 проход (чем тверже деревяшка, тем меньше эта глубина). На базе исходного g-code и параметров программка посчитает безопасную траекторию и отправит ее в ЧПУ.
Планы на будущее
Программа здорово упростила рутину, но до совершенства еще далеко. Во-первых, нужно будет оптимизировать алгоритм сверления глубоких отверстий (сверло забивается стружкой и перегревается, нужно сделать качание вперед-назад). В-вторых, появилась идея сделать библиотеку токарных форм. Т.е. несколько типовых форм (типа цилиндра, конуса, скалки и т.п.) с возможностью настройки размеров без необходимости создавать траектории в сторонних программах.
Читайте также: